
林英华, 雷永平 , 符寒光, 林健
, 符寒光, 林健
北京工业大学材料科学与工程学院, 北京 100124
LIN Yinghua, LEI Yongping, FU Hanguang, LIN Jian
中图分类号: TN249, TG156.99
通讯作者:
修回日期: 2014-05-15
网络出版日期: --
版权声明: 2014 《金属学报》编辑部 版权所有 2014, 金属学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
林英华, 男, 1985年生, 博士生
展开
摘要
以TiB2粉末和Ni+TiB2粉末混合物分别作为预置层, 采用激光原位技术在钛合金表面制备出2类复合涂层. 运用XRD, SEM, EPMA与硬度计等实验手段, 对合成的复合涂层进行测试分析. 结果表明, Ni添加之前, 可获得TiB2颗粒与TiB短纤维增强钛基复合涂层, 但涂层表面成型质量较差. Ni添加之后, 既可改善涂层的表面成型质量, 又可生成bcc结构的NiTi合金填充在TiB2颗粒与TiB短纤维周围. Ni的添加还可使TiB2颗粒得以细化, 且涂层中出现了b-Ti基. Ni的添加使涂层的显微硬度值降低, 但涂层的断裂韧性得以提高. 钛基复合涂层主要通过颗粒脱粘与短纤维断裂偏移方式使裂纹发生偏转来提高涂层的断裂韧性.
关键词:
Abstract
Titanium alloys have been known as useful materials for their superior mechanical properties, low density and high specific strength. However, the application of conventional titanium alloys on engine parts of airplane is limited by their poor wear resistance, low fatigue strength and low hardness. Particles reinforced titanium matrix composites have attracted extensive investigation in material science and engineering. Mechanical properties can be improved by reinforcing the loaded outer layer of Ti with ceramic particles. TiB and TiB2 are considered as the excellent ceramic reinforced particles for their compatible physical and thermodynamic properties, high hardness and Young's modulus of elasticity. However, TiB2 has high brittleness. The intermetallic compound NiTi, well-known for its shape memory effect and pseudo-elasticity, is one of the rarely few intermetallic compounds having excellent combination of high strength, ductility and toughness as well as excellent wear resistance and fabrication processing properties. An in situ TiB/TiB2 structured ceramic materials as the reinforcing phase and NiTi intermetallic phase as the matrix would be expected to have an outstanding combination of high hardness and toughness. To investigate the microstructure and properties of the cladded layers, two types of composites were prepared by laser cladding powders containing TiB2 and Ni+TiB2 as a preset level on the surface of titanium alloy. The composite coatings were analyzed by XRD, SEM, EPMA, micro hardness tester and brinell hardness. The results showed that TiB2 particulate and TiB short fiber reinforced titanium matrix composite coating were obtained, which had poor quality of coating shape when Ni was not added. The coating was mainly composed of TiB2, TiB, Ti and NiTi phase when Ni was added and surface coating quality was improved and the bcc structure of NiTi alloy was filled with TiB2 particulate and TiB short fiber surrounding. The coating was coarse with particle size of TiB2 at 3~5 μm when Ni was not added, while it contained fine particles of TiB2 with particle size of 0.5~3 μm and b-Ti base appeared when Ni was added. The micro-hardness of the coating was reduced when Ni was added, but the fracture toughness of the coating increased. The mechanism of toughening was discussed based on fracture behaviors. Fracture toughness of titanium matrix composite coatings were improved mainly through particle debonding and short fiber breakage by the offset resulting in crack deflection.
Keywords:
钛合金由于比强度高和抗腐蚀性能优异, 且密度仅为钢和镍基合金的一半左右而广泛应用于航空和化学工业. 但由于其疲劳强度低、摩擦系数大、粘着磨损严重, 极大地影响了结构的安全性和可靠性. 在实际应用方面, 目前钛合金防护涂层的关键问题主要有3方面[1-3]: (1) 粘附性; (2) 稳定性; (3) 疲劳性能.
激光熔覆是一种采用高能激光束(能量密度大于104 cm-2)辐照到待加工材料表面使之迅速熔化、扩展及快速凝固, 从而获得与基材呈冶金结合且组织致密的涂层新技术. 到目前为止, 激光熔覆制备颗粒增强复合涂层主要有2种方法, 一种是通过外加颗粒法, 另一种是在基体内原位生成法. 由于原位生成法的显著特征是所生成的新增强相或从熔池中重新析出的增强相通常具有良好的热稳定性与机械稳定性[4-6], 从而使涂层的稳定性进一步得到提高.
TiB2和TiB作为增强相已广泛应用于钛基复合材料, 不仅因为其高弹性模量、高硬度、高耐磨性、优异的抗氧化性以及与Ti之间好的相容性与稳定性, 还因为其与Ti基体之间非常相近的密度和热膨胀系数, 能降低复合材料中的残余应力[7-9]. 具有独特形状记忆功能的NiTi金属间化合物在变形过程中能产生应力诱发马氏体相变及超弹性效应而表现出良好的抗疲劳性能. 然而, NiTi单独作为强化相还存在问题[10-12], 如易发生粘着磨损、摩擦系数与钛合金摩擦系数相当以及在高冲击载荷作用下易出现疲劳裂纹等. 而钛合金在实际服役过程中既能有接触条件下的磨损作用, 又能承受疲劳载荷, 提高其抗力的难点在于抗磨和提高疲劳强度的措施往往互相矛盾. 在既要抗磨又要提高疲劳强度时, 应考虑复合强化处理.
为了保持涂层的高粘附性与稳定性, 本工作采用激光熔覆技术, 在钛合金表面通过熔化部分基材制备出TiB2和TiB/NiTi功能复合涂层. 以TiB2粉末与Ni+TiB2粉末分别作为预置层, 对比研究了Ni添加前后涂层中组织及力学性能, 并对涂层的增韧机理进行了初步的探讨.
实验基材选用TC4钛合金, 试样直径300 mm, 长15 mm. 基材表面分别用水砂纸进行逐级打磨, 并用无水酒精和丙酮清洗, 以除去试样表面可能残存的氧化物和油污等杂质. 预置涂层材料选用纯Ni粉末(质量分数为99.5%, 晶粒尺寸5 μm)与TiB2陶瓷粉末(质量分数为99.5%, 晶粒尺寸5 μm). 采用适量的2123酚醛树脂为粘接剂, 将TiB2粉末与Ni+TiB2粉末按Ni∶TiB2=1∶1 (摩尔比)混合均匀分别作为预置层, 分别预置于基材的圆柱端面上, 预置涂层厚度为0.4 mm. 在120 ℃真空烘干箱烘干5 h以提高预置涂层的干燥度. 在流速为15 L/h的Ar气保护熔池的条件下使用YLS-6000IPG光纤激光器进行激光熔覆, 选用的工艺参数为: 激光功率P为1~5 kW, 激光束扫描速率V为3~10 mm/s, 光斑尺寸D为5 mm×5 mm (方形光斑).
激光熔覆后, 试样经电火花线切割、研磨、抛光, 用体积比为HNO3∶HF∶H2O=3∶2∶95的腐蚀剂腐蚀后, 利用JSM-6490LA型扫描电镜(SEM)观察涂层横截面的微观组织, 同时为了确保结果的可靠性, 对一块试样切取2个横截面进行类比. 采用D/max 2550 VL/PC型 X射线衍射仪(XRD)对所得涂层进行物相分析, 即从涂层上沿平行于熔覆方向截取10 mm×5 mm方块, 经过砂纸机械打磨、丙酮酒精清洗吹干后, 利用XRD分析仪分析涂层的相组成. XRD选用参数为: 加速电压35 kV, 电流200 mA, 采用Cu靶(波长l=0.154060 nm), 扫描速度为 3°/min. 由于B元素是低原子序数, 能谱不能定量检测出其含量, 因此本实验采用JXA-8100型电子探针(EPMA)对显微组织中相元素含量进行点与面扫描分析.
采用HXD-1000B显微硬度计测试横截面涂层和基体的显微硬度, 载荷为200 g, 保持时间15 s. 在显微硬度测试前, 用标准试样进行校准, 同时为了确保结果的可靠性, 对涂层采用多次测量的方式来完成. 采用HBRV-187.5型电动Blovi硬度计测试涂层的断裂韧性, 由压痕断裂力学理论可知[13], 裂纹扩展的唯一驱动力为压痕尖端及附近材料的弹塑性变形适配所导致的残余应力, 通过观察压痕尖端是否产生径向裂纹来初步评价涂层的断裂韧性好坏. 因此, 本实验采用FM-700型数字显微硬度计的金刚石压头在抛光态的涂层上制备压痕, 加载载荷30 kg, 保载时间15 s.
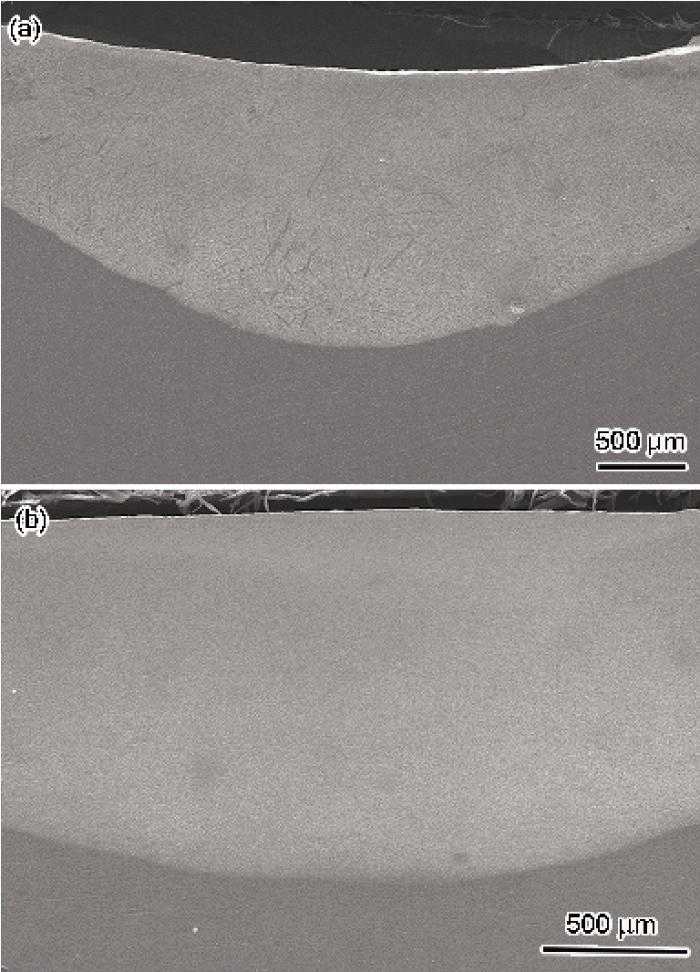
图1为激光功率P为2.5 kW, 激光束扫描速率V为6 mm/s条件下添加Ni前后涂层横截面的低倍形貌图. 可以看出, 2种涂层都无明显裂纹、气孔存在, 但未添加Ni的涂层表面呈凹陷状态, 而添加Ni后获得的涂层表面平整、规则, 这主要有3方面的原因: (1) 由于光纤激光器的光束能量密度为近Guass分布[14], 导致整个预涂覆层的中心区域受辐照热量最多, 使中心区域的基材熔化量最多, 而过渡到边缘由于能量密度逐渐降低, 基材的熔化量也在逐渐降低. 在Ni添加之前, 由于TiB2颗粒的熔点(3253 ℃)及熔化焓(83.94 kJ/mol)都较高, 导致在短暂的激光辐照过程中, TiB2颗粒很难熔化形成熔液, 而是不断地以未溶及溶解的方式存在于Ti液中, 又由于基体的激冷作用, 凝固速率极快, Ti熔液还没回流成平衡态时就发生凝固. 而当添加Ni之后, 由于Ni的熔点和沸点都较低, 分别为1350 和2914 ℃, 在激光束辐照过程中, 可优先熔化形成Ni液, 进而通过热传递使部分钛合金母材发生熔化, 形成Ni-Ti熔液. 虽然通过基体的激冷作用, 熔池内靠近基体区域的凝固速率很高, 但Ni添加之后, 上熔层也形成了熔液, 熔液有更多的时间回流成平衡态. (2) 通过对比发现, 添加Ni后涂层与基体界面的弯曲弧度降低了, 这主要与Ni与TiB2材料的热物性参数有关, 导致传热至熔池底部中心区和边缘区时的温度差减小. 因此, 可从这2种结合线的弯曲程度初步判断出Ni添加之后, 熔化区自表及里的温度梯度下降, 熔化层表面张力下降. (3) 在激光不断辐照的过程中熔池内还可能发生了原位反应, 通过计算可知, Ti与TiB2发生原位反应生成TiB后体积增大, 而Ti与Ni发生原位反应生成NiTi后体积减少, 导致添加Ni后形成的涂层体积发生略微收缩, 可在同等情况下进一步降低宏观形貌差异性.
图1 Ni添加前后涂层的横截面形貌
Fig.1 Cross-section morphologies of coatings before (a) and after (b) addition of Ni with laser power P=2.5 kW and scanning rate V=6 mm/s
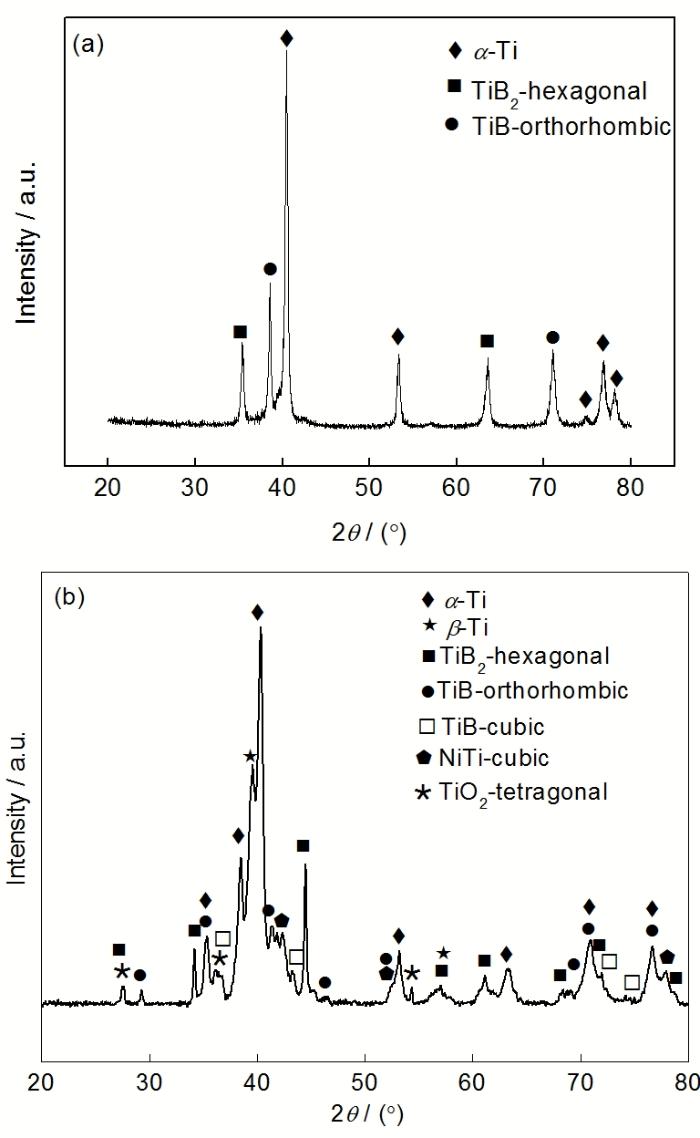
图2为激光功率P为2.5 kW, 激光束扫描速率V为6 mm/s条件下添加Ni前后涂层的XRD谱. 可以看出, 未添加Ni的涂层主要由TiB2, TiB与a-Ti组成. 而添加Ni后的涂层, 主要由bcc结构的NiTi, TiB, TiB2, a-Ti, b-Ti及少量的TiO2组成. 对比发现, 尽管添加Ni后只多了NiTi新相及少量TiO2新相, 然而衍射峰位复杂了很多. 在衍射角小于30°时, 出现了TiO2新相与斜方晶系的TiB相; 在衍射角为30°~40°之间, 出现了4个新的峰位, 即六方的TiB2相、TiO2相、bcc的TiB相以及a-Ti相; 而在40°~50°之间, 未添加Ni的涂层中, 几乎无明显衍射峰, 添加Ni后出现了明显的衍射峰, 同时在此区间可检测到NiTi相, 但由于NiTi相与TiB相出现了重叠峰, 因此还不能断定此处就是NiTi相; 而在40°~80°之间, 检测到NiTi的独立峰位, 整个衍射区间内都没有检测到Ni相, 也进一步说明Ni添加后, Ni可与Ti原位反应形成NiTi相; 同时还检测到b-Ti的独立峰, 说明Ni的添加并未使b-Ti向a-Ti充分转化, 这主要是由于TC4钛合金中还存在6%Al与4%V (质量分数), 由于Al可以稳定a-Ti相[15], 而V可以稳定b-Ti相[15]. 由于Al的密度为2.7 g/cm3, V的密度为6.11 g/cm3, 而Ti的密度为4.50 g/cm3, 刚好居于2者之间. 因此, 添加Ni前, V元素由于密度大不易上浮至表层, 而Al元素由于密度低易于上浮, 因此可观察到未添加Ni的涂层表层所检测到的a-Ti相居多; 而Ni添加后, 熔池的流动性更加剧烈, V元素流动至熔池表层, 从而易于固溶到Ti基体当中, 充当b-Ti相的稳定剂. 又由于激光的快速凝固, 部分Ti基体以b-Ti的形式保存下来. 同时通过图谱对比发现, Ni添加之后, 物相的取向关系更加杂乱, 说明熔池的流动性更加剧烈, 破坏了晶体的择优取向, 有利于提高涂层在裂纹扩展过程中的曲折程度, 达到吸收更多能量的效果, 从而提高涂层的断裂韧性.
图2 Ni添加前后涂层表层的XRD谱
Fig.2 XRD spectra of composite coating before (a) and after (b) addition of Ni with P=2.5 kW and V=6 mm/s
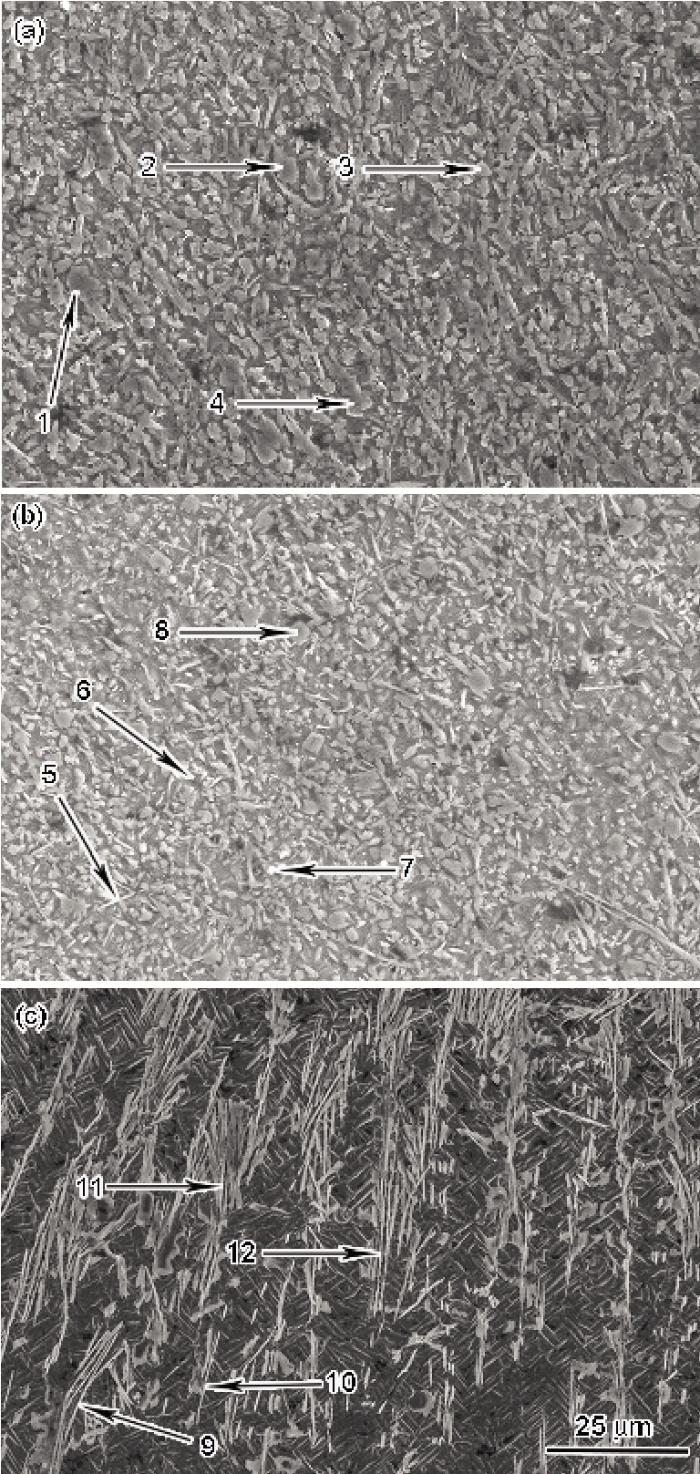
图3为添加Ni前在不同激光功率下涂层横截面中部的SEM像. 可以看出, 当激光功率为1.7 kW时, 涂层中主要由3~5 mm的颗粒组织构成; 当激光功率为2.5 kW时, 涂层中主要由颗粒与细针状组织构成, 并且3~5 mm的颗粒数量下降, 出现了呈弥散分布的小颗粒, 尺寸大约在500~800 nm之间, 而细针状组织的长度大约在5~12 μm之间, 直径大约为300~500 nm之间; 当激光功率为3.2 kW时, 涂层中主要由细针状组织组成, 长度可提高至20 μm左右, 而直径基本上保持在300~500 nm之间.
图3 Ni添加前在不同激光功率下涂层中部横截面的显微组织
Fig.3 SEM images of middle regions of composite coating before adding Ni under laser power of 1.7 kW (a), 2.5 kW (b) and 3.2 kW (c) with V=6 mm/s
虽然本实验采用二次电子像观察组织形貌, 但由于激发出二次电子的同时还附带有背散射电子, 因此从衬度上可观察到组织中有2种颜色, 即白色与暗黄色. 由XRD结果可知, 涂层中主要有3种相, 即TiB, TiB2与Ti基体, 由于所采用样品是经过腐蚀剂腐蚀, 因此白色相与暗黄色相只可能为TiB与TiB2颗粒. 由于B是低原子序数, 为了更精确地区分出是哪种物相, 采用EPMA进行测试. 经分析, 可确定暗黄色的颗粒为TiB2相, 而白色的细针状与小颗粒为TiB, 图3中颗粒与细针状组织的电子探针测试结果如表1所示.
表1 图3中组织相的EPMA分析结果
| Position | Ti | B |
|---|---|---|
| 1 | 33.5 | 66.5 |
| 2 | 35.4 | 64.6 |
| 3 | 40.8 | 59.2 |
| 4 | 33.8 | 66.2 |
| 5 | 58.3 | 41.7 |
| 6 | 70.6 | 29.4 |
| 7 | 56.5 | 43.5 |
| 8 | 33.4 | 66.6 |
| 9 | 57.4 | 42.6 |
| 10 | 60.6 | 39.4 |
| 11 | 57.2 | 42.8 |
| 12 | 58.3 | 41.7 |
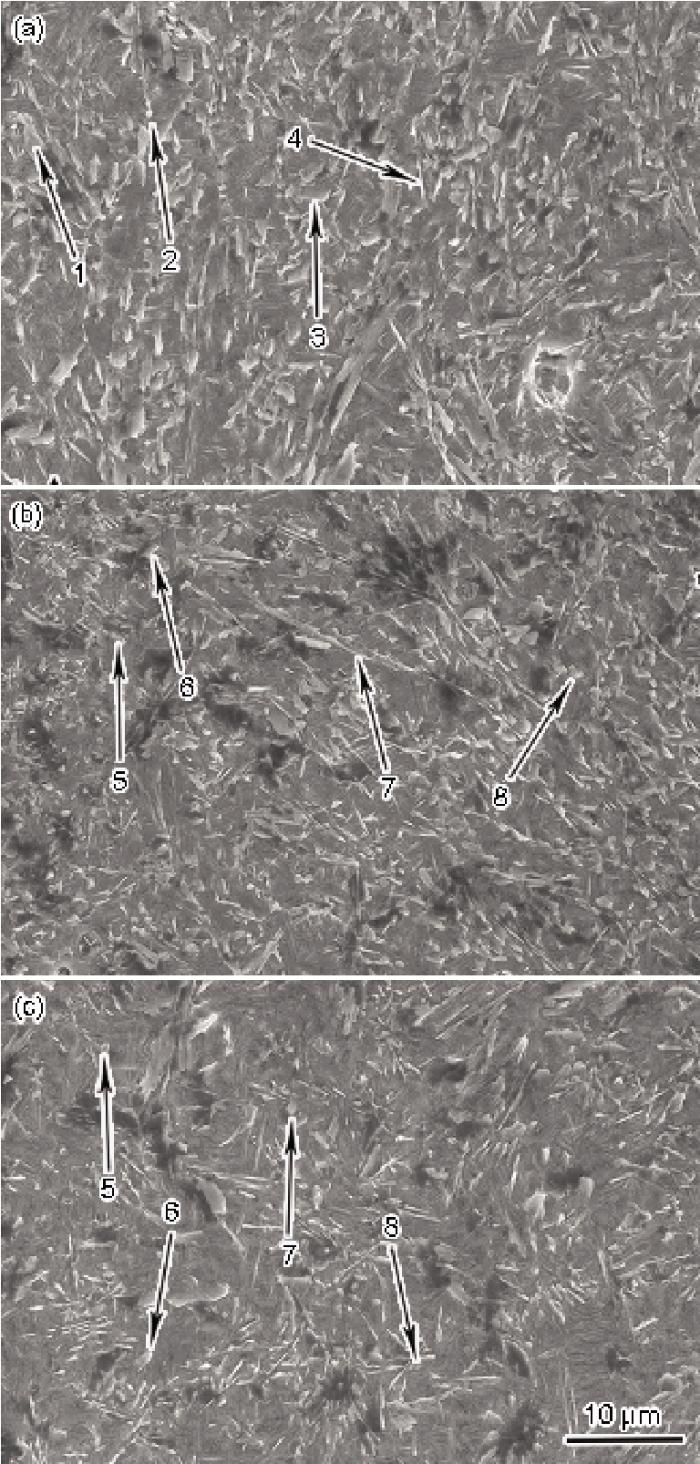
图4为添加Ni后在不同激光功率下涂层横截面中部的SEM像. 可以看出, 当激光功率为1.7 kW时, 涂层中主要由颗粒及少量的细针状组织构成, 颗粒的尺寸大约在0.5~1.5 μm之间, 与未添加Ni的涂层相比, 颗粒尺寸明显降低, 说明添加Ni明显提高了TiB2颗粒的溶解程度. 同时, 又出现了少部分的细针状组织, 从EPMA检测结果可知为TiB相, 说明在同等条件下Ni的添加有利于促进Ti与TiB2发生原位反应, 这与杨志峰[16]的热力学计算结果一致; 当激光功率为2.5 kW时, 涂层中主要由颗粒与细针状组织构成, 颗粒的数量呈下降趋势, 但尺寸略微提高, 大约集中在1.5~3 mm左右, 这主要是由于激光功率密度提高, 导致熔池的温度梯度与冷却速率下降, 使相的形核率下降, 而相的生长时间得以延长. 而细针状组织明显增多, 长度大约在5~12 mm之间, 直径在300~500 nm之间, 与添加Ni前涂层中的组织差异不大. 同时, 结合XRD谱发现, TiB2的大部分衍射峰半高宽发生明显宽化, 进一步验证了添加Ni后可促进TiB2晶粒细化; 当激光功率为3.2 kW时, 涂层主要由细针状组织及少量的小颗粒组成, 说明激光功率密度的提高, 可促进Ti与TiB2原位反应形成TiB. 经分析, 可确定细针状和大部分颗粒分别为TiB相和TiB2相, 但仍有少量颗粒为TiB相, 结果如表2所示, 这是因为位于过共晶区时TiB易形成为这种特点的组织[17,18].
图4 Ni添加后在不同激光功率下涂层中部横截面的显微组织
Fig.4 SEM images of middle regions of composite coating after adding Ni under laser power of 1.7 kW (a), 2.5 kW (b) and 3.2 kW (c) with V=6 mm/s
表2 图4中组织相EPMA分析结果
| Position | Ti | B |
|---|---|---|
| 1 | 33.1 | 66.9 |
| 2 | 59.6 | 40.4 |
| 3 | 34.8 | 65.2 |
| 4 | 56.7 | 43.3 |
| 5 | 34.3 | 65.7 |
| 6 | 40.2 | 59.8 |
| 7 | 55.1 | 44.9 |
| 8 | 56.9 | 43.1 |
| 9 | 58.3 | 41.7 |
| 10 | 36.2 | 63.8 |
| 11 | 34.2 | 65.8 |
| 12 | 57.6 | 42.4 |
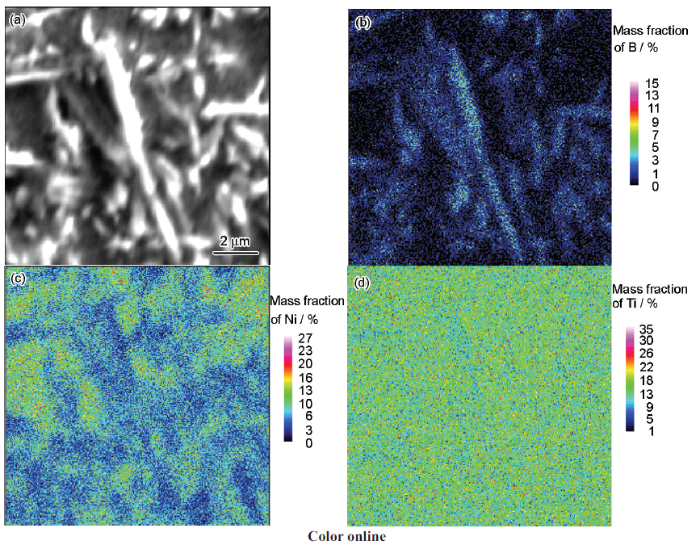
由于XRD谱检测出NiTi合金, 但Ti与NiTi的耐腐蚀性能差异不大, 而TiB与TiB2陶瓷相又很耐腐, 若采用浅腐蚀, 很难同时明显区分出不同物相的相界, 而若采用深腐蚀, 又会把NiTi与Ti都腐蚀掉. 为了准确分析NiTi所在的位置及其周围物相的分布情况, 采用EPMA面扫描进行分析, 结果如图5所示. 可以看出, NiTi合金相对均匀地填充在TiB与TiB2颗粒周围. 由于NiTi为bcc结构, 具有优良的超弹性行为, 且其均匀地分布在TiB与TiB2陶瓷相周围, 可望进一步提高涂层的冲击韧性与断裂韧性.
图5 Ni∶TiB2=1∶1的涂层的SEM像及EPMA面扫描结果
Fig.5 SEM image (a) and EPMA surface scanning for B (b) , Ni (c) and Ti (d) elements of composite coating with Ni∶TiB2=1∶1
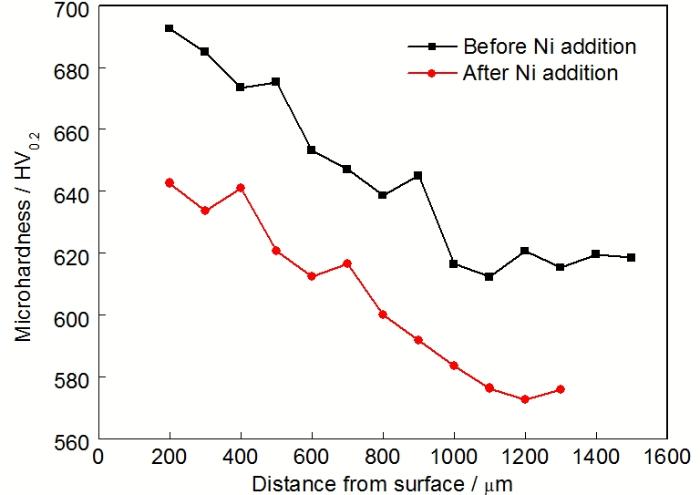
图6为Ni添加前后涂层横截面显微硬度分析. 由图可知, 表层的显微硬度最高, 而过渡到底部逐渐降低. 添加Ni前涂层表层的最高硬度为737.3 HV0.2, 底部为615.3 HV0.2, 变化值为122 HV0.2; 而添加Ni后涂层表层的最高硬度为661.0 HV0.2, 底部变为575.9 HV0.2, 变化值为85.1 HV0.2, 即添加Ni后涂层的显微硬度值发生下降, 且变化值也发生下降, 主要是由于添加Ni后, 涂层中含有的TiB与 TiB2颗粒的数量下降, 虽然生成了NiTi合金, 然而NiTi的硬度低, 仅为241 HV0.2, 比Ti的硬度低(330 HV0.2); 又由于Ni的熔点低, 仅为1350 ℃, 比Ti的熔点低(1650 ℃), Ni的引入加剧熔池的流动性, 使成分分布更均匀, 因此显微硬度变化值减弱. 由于直接把TiB2粉末或Ni+TiB2粉末预置在钛合金基材上, 通过熔化部分基材来制备复合涂层, 而Ti位于底部, 进入到表层的数量必然下降, 必然使得表层TiB2含量最高, 而过渡到底部TiB含量增多, 在同等条件下TiB2的硬度高于TiB[19,20], 因此涂层的显微硬度呈现出明显的梯度下降分布.
图6 激光功率为2.5 kW, 扫描速率为6 mm/s下涂层的显微硬度分析结果
Fig.6 Microhardness results of coatings with P=2.5 kW and V=6 mm/s
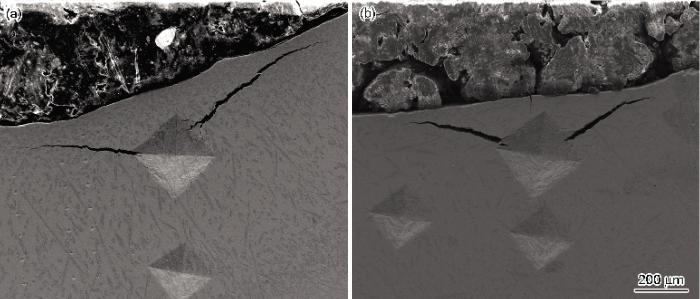
图7为Ni添加前后涂层在载荷为30 kg的压头作用下进行压痕后的横截面表层的形貌. 可以看出, 添加Ni后涂层的断裂韧性得以提高. 添加Ni前涂层表层压痕的左区域裂纹长度小于右区域, 而添加Ni后涂层表层压痕的左区域裂纹长度与右区域大致相当. 从2边的压痕裂纹长度差异可进一步说明Ni的添加有利于组织分布更均匀, 这也与显微组织的结果分析相对应. 图8为添加Ni前后涂层在载荷为30 kg的压头作用下进行压痕后横截面底部的形貌. 添加Ni前涂层底部的最大裂纹长度大于添加Ni后涂层的最大裂纹长度, 与表层的裂纹相比, 底部压痕的裂纹长度都较表层有明显降低, 说明从表面到底部, 涂层的断裂韧性都逐渐得到提高, 这主要是由于涂层表层的TiB2颗粒含量高, 而底部TiB2颗粒含量逐渐降低, 这也与显微硬度及组织分析结果相吻合. 同时从图中还可观察到, 添加Ni前涂层中的裂纹数量比添加Ni后涂层的裂纹数量多, 说明添加Ni后, 涂层中生成NiTi合金与晶粒细化可进一步抑制裂纹的生成数量.
图7 激光功率为2.5 kW, 扫描速率为6 mm/s下涂层表层在30 kg载荷压痕后的形貌
Fig.7 SEM images of coating surface with P=2.5 kW and V=6 mm/s before (a) and after (b) addition of Ni after micro-indentation with load 30 kg
图8 激光功率为2.5 kW, 扫描速率为6 mm/s下涂层底部在30 kg载荷压痕后的形貌
Fig.8 SEM images of coating bottom with P=2.5 kW and V=6 mm/s before (a) and after (b) addition of Ni after micro-indentation with load 30 kg
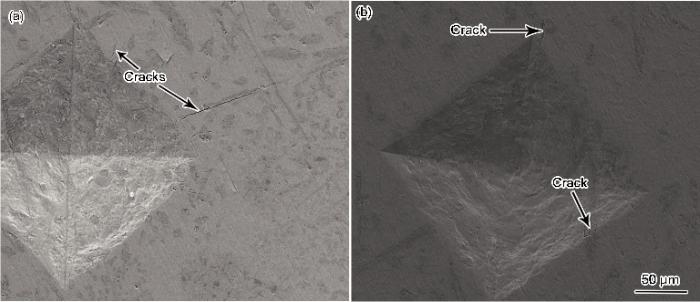
陶瓷材料的脆性源于材料内部缺失相应的滑移系, 从而无法在受力过程中有效地松弛应力, 而金属及其合金具有良好的塑韧性, 能有效地松弛应力. 若2者材料复合在一起, 能使裂纹的扩展路径曲折, 可望进一步提高材料的断裂韧性. 为弄清楚激光原位合成TiB2颗粒与TiB短纤维增强钛基复合涂层的增韧机理, 通过分析复合材料对称的断面来判别增强相的具体增韧方式. 图9为Ni添加前复合涂层在载荷为30 kg下的压痕实验后中部的形貌. 由图可知, 压痕周围粗大的颗粒直接发生脆性断裂. 通过EPMA检测可知, 断裂的颗粒为TiB2. 由于TiB2是陶瓷材料, 是由B-B共价键和Ti-B离子键组成的六方晶系结构, 这些高键能易引起缺陷敏感性. 根据统计学原理, 颗粒尺寸越大, 缺陷的尺寸与数量就越多, 陶瓷的脆性也就越大[21,22]. 因此, 这些粗大的TiB2颗粒在压力的作用下易发生明显的脆断.
图9 激光功率为2 kW, 扫描速率为6 mm/s下未加Ni涂层在30 kg载荷压痕后的形貌
Fig.9 SEM image of coating before Ni addition with P=2 kW and V=6 mm/s after micro-indentation with load 30 kg
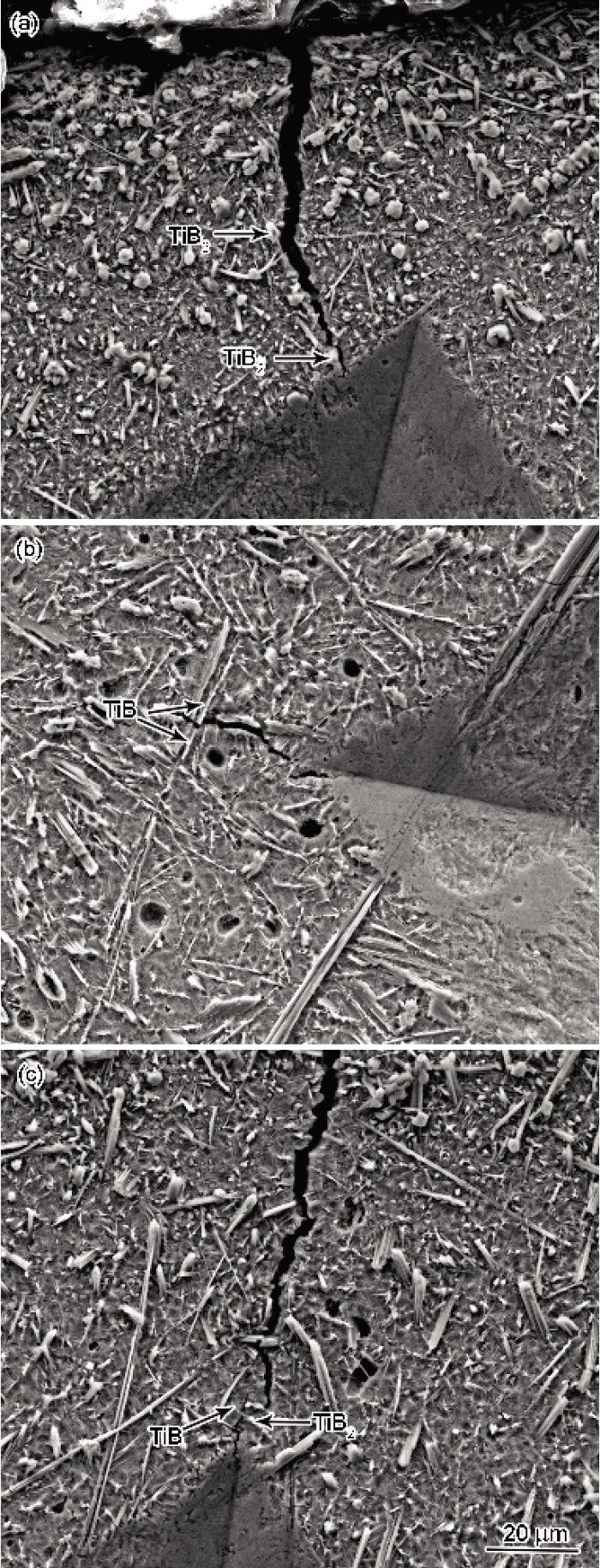
图10为Ni添加后复合涂层在载荷为30 kg下的压痕实验后中部的形貌. 由图10a可知, 压痕尖端的裂纹扩展到此发生一定程度偏转, 即裂纹并没有直接穿透颗粒, 而是沿着颗粒的边缘绕过去, 使颗粒与基体发生了脱粘. 通过EPMA检测可知, 脱粘的颗粒为TiB2颗粒, 这主要是由于TiB2颗粒为外加进去的, 并不是原位合成, 因此与基体的界面结合强度相对弱些, 容易通过脱粘来提高材料的断裂韧性. 从图10b可以看出, 裂纹扩展至此也发生了弯曲现象, 此处为TiB短纤维位置, 虽然短纤维也发生了断裂, 但通过仔细辨识, 可以发现裂纹并不是直接穿透短纤维, 而是沿着短纤维的一部分界面扩展, 在短纤维的薄弱环节发生了断裂. 经过大量的实验观察, 并未发现短纤维发生明显拔出与滑移现象. 若有短纤维出现拔出或滑移现象, 会在短纤维的2个尖端处观察到部分孔洞痕迹, 但本实验尚未观察到此现象, 这主要是由于TiB短纤维是通过Ti与TiB2发生原位反应合成, 导致TiB短纤维与Ti基体的界面结合强度高. 研究人员[23-25]发现, 通过原位合成的TiB与Ti基体的界面结合洁净, 且有固定的取向关系. 因此, TiB在此过程中很难被拔出或发生滑移. 从图10c可知, 裂纹扩展至此处出现了分叉, 此处是TiB短纤维与TiB2颗粒连接的位置, 主要是由于断裂处的短纤维位置可能含有少部分缺陷, 导致在此区域的短纤维断裂强度较低, 而其它区域的短纤维断裂强度都较高, TiB2颗粒与基体的界面结合强度也相对较弱, 当裂纹扩展至短纤维位置时, 由于短纤维断裂强度高, 裂纹会沿着2边的界面扩展, 在扩展过程中碰上2处断裂强度都较低且其断裂强度相当的位置时, 就可能都发生断裂, 因而出现裂纹分叉的情况.
图10 激光功率为2.5 kW, 扫描速率为6 mm/s下添加Ni涂层在30 kg载荷压痕后的形貌
Fig.10 SEM images of coating after Ni addition with P=2.5 kW and V=6 mm/s after micro-indentation with load 30 kg
(1) 采用TiB2作为熔覆材料, 在钛合金表面通过激光原位技术制备出TiB2颗粒与TiB短纤维增强钛基复合涂层, 但涂层表面成型质量较差.
(2) 采用Ni与TiB2作为熔覆材料, 既可改善涂层表面成型质量, 又可获得bcc结构的NiTi合金填充在TiB2颗粒与TiB短纤维周围, 且TiB2颗粒尺寸得以细化, 涂层中出现了b-Ti.
(3) 添加Ni使复合涂层的显微硬度值降低及自表及里显微硬度变化值减弱, 复合涂层的断裂韧性得以提高.
(4) 钛基复合涂层主要通过颗粒脱粘与短纤维断裂偏移方式使裂纹发生偏转来提高涂层的断裂韧性.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
|
| [24] |
|
| [25] |
|

/
| 〈 |
|
〉 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}