
陶乃镕 , 卢柯
, 卢柯
中国科学院金属研究所沈阳材料科学国家(联合)实验室, 沈阳 110016
TAO Nairong, LU Ke
中图分类号: TG146
通讯作者:
收稿日期: 2013-12-10
修回日期: 2013-12-10
网络出版日期: --
版权声明: 2014 《金属学报》编辑部 版权所有 2014, 金属学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
陶乃镕, 男, 1969 年生, 研究员
展开
摘要
本文总结了制备纳米结构金属材料的塑性变形技术, 包括大应变量变形技术(冷轧、累积叠轧、等通道挤压和高压扭转)、高应变速率变形技术(动态塑性变形)和高应变梯度变形技术(表面机械研磨和表面机械碾压), 分析了变形方式及变形参数对晶粒细化的影响规律, 展望了利用塑性变形技术制备纳米结构金属材料的发展趋势及挑战.
关键词:
Abstract
This work summarized the deformation techniques of preparing the nanostructured metallic materials, including large-strain deformation techniques (clod rolling, accumulative cold-bonding, equal channel angular pressing, high pressure torsion), high-strain-rate deformation technique (dynamic plastic deformation), and high-strain-gradient deformation techniques (surface mechanical attrition treatment and surface mechanical grinding treatment). The effects of deformation modes and deformation parameters on grain refinement are analyzed. Future trends and challenges of the deformation techniques for preparing nanostructured metallic materials are discussed.
Keywords:
自纳米材料概念提出以来, 材料学家就开始尝试利用材料塑性变形方法制备纳米结构金属材料. 与其它制备纳米材料的方法相比, 塑性变形方法具有适用材料类别广、样品尺寸大、不易引入孔隙和污染等突出优点. 从上世纪90年代起, 塑性变形制备技术及其制备的纳米金属材料得到了广泛的研究, 目前塑性变形已发展成为一种制备纳米金属材料的有效方法, 并相继发展了多种制备超细晶和纳米结构材料的变形技术. 这些技术具有不同的特点, 其中等通道挤压(equal channel angular pressing/extrusion, ECAP/ECAE)[
1.1.1冷轧 冷轧已在工业生产中广泛应用.在纳米材料研究领域, 冷轧也被发展成一种制备超细晶和纳米结构材料的方法. 其原理是使平板样品通过具有一定间距并相向转动的轧辊, 并导致样品在厚度方向产生一定的压下量而发生塑性变形. 随着样品通过轧辊次数的增加, 塑性变形量不断增大, 使样品中原始的粗大晶粒尺寸细化至亚微米量级, 甚至是纳米量级. 经室温冷轧制备的材料, 其晶粒的尺寸通常为亚微米量级, 随应变进一步增加, 晶粒尺寸保持不变, 而晶粒之间取向差逐渐增大[
1.1.2累积叠轧 累积叠轧是1998年Saito等在传统冷轧的基础上发展起来的、制备超细晶金属材料的技术, 其基本工作原理如图1[
1.1.3等通道挤压 等通道挤压是上世纪80年代初由Segal等[
利用等通道挤压已经在不同的金属和合金中成功制备了超细晶材料, 大量相关研究主要集中于等通道挤压材料的微观结构和机械性能, 即不同等通道挤压变形方式、不同等通道内角和外角、变形温度、变形道次以及是否施加背压等对材料微观结构和力学性能的影响. 由于等通道挤压处理是在室温或对样品进行升温进行, 以及较低的应变速率, 等通道挤压通常可以将材料细化至亚微米尺寸, 纯Cu的晶粒尺寸在100~300 nm之间[
1.1.4高压扭转 高压扭转的工作原理可以追溯到上世纪40年代Bridgman[
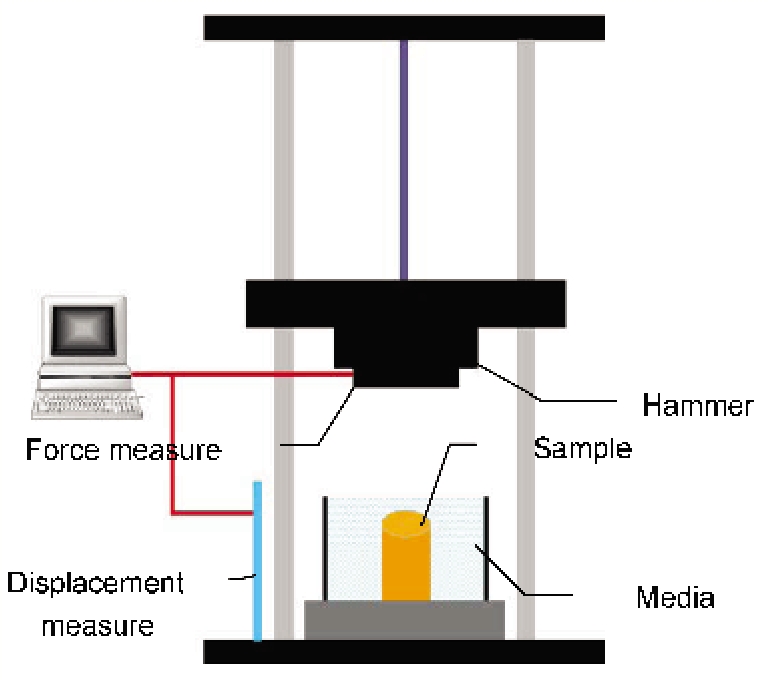
2005年, 中国科学院金属研究所研发了动态塑性变形技术制备块体纳米结构金属材料[
利用动态塑性变形方法已在多种纯金属和合金中成功制备了块体纳米结构材料. 由于被处理材料协调变形方式的不同, 动态塑性变形引入的微观结构也不同, 当孪生为主要变形方式时, 形成的微观结构为纳米混合结构, 即由纳米孪晶、纳米晶粒和延长的位错胞组成, 目前通过动态塑性变形已在多种中、低层错能材料, 如纯Cu[
动态塑性变形处理的高层错能金属, 如Al[
1.3.1表面机械研磨 1998年, 中科院金属研究所与法国Troyes技术大学合作提出了金属材料表面纳米化概念[
不同于普通的喷丸技术, 表面机械研磨技术具有以下几个特征: (1)表面机械研磨采用直径为几个毫米的弹丸, 弹丸撞击能量大, 塑性变形层厚, 而普通喷丸弹丸直径尺寸只有0.2~1.0 mm, 弹丸撞击能量小, 塑性变形层薄; (2)表面机械研磨的弹丸表面光滑, 能够防止弹丸切削已形成的纳米结构表层而发生的表层剥落, 而普通喷丸技术的弹丸锋利, 能够切削已形成的塑性变形层; (3)表面机械研磨过程中弹丸从随机方向撞击材料表面有利于随机取向纳米晶粒的形成.
目前利用表面机械研磨技术已经在多种纯金属[
1.3.2表面机械碾压 2006年, 中国科学院金属研究所研发了表面机械碾压技术制备梯度纳米结构材料[
利用表面机械碾磨处理在纯Cu棒材表面成功制备出了梯度纳米结构[
表面机械碾压处理能够在金属材料表层实现高速剪切塑性变形, 在材料最表层引入大剪切变形量、高应变速率和高应变梯度. 随距表面距离的增加, 剪切变形量、剪切应变速率和剪切应变梯度呈梯度降低, 形成梯度分布的微观结构. 表面机械碾压处理的样品表面质量好, 梯度纳米层厚而且均匀, 是研究梯度纳米结构性能的理想样品之一, 同时表面机械碾压处理效率高、操作简单、投资少, 具有很好的工业应用前景.
材料在塑性变形过程中启动相应的变形方式来协调变形, 而变形方式不同引入的晶粒细化机制也不同. 在变形过程中多数中、高层错能的立方结构金属主导的变形机制是位错滑移, 相应的晶粒细化是通过一系列位错运动形成的位错界分割粗大晶粒来实现的. 小应变量时, 不同滑移系开动的位错逐渐累积并相互作用形成位错界, 初始晶粒被这些位错界分割成不同的胞块, 位错大多集中在位错界, 而位错界之间的区域位错密度相对较低. 中等应变量时, 随位错界不断的吸收和湮灭位错, 位错界面之间的取向差逐渐增大转变成亚晶界, 同时胞块内由于新的位错界生成, 胞块尺寸也在不断减小. 在大应变量时, 亚晶界取向差增加转变成高角晶界. 显然,在应变作用下,初始大晶粒经过位错及位错界的不断演化被细化成随机取向的细小晶粒.
在变形过程中, 孪生与位错滑移是2个相互竞争的过程, 当孪生方向的分切应力达到临界分切应力时发生孪生. 伴随着孪晶的产生, 大量孪晶界面将初始晶粒分割成具有特殊取向的孪晶/基体层片结构. 随应变增加, 这些层片结构能够被位错墙或二次孪晶进一步细分成等轴的纳米结构, 并随取向增加最终演化成等轴、随机取向的纳米晶粒[
对于变形材料, 随应变量增加晶粒的尺寸不断减小. 当应变量增加到一定时, 位错增殖和湮灭的速率达到动态平衡, 随应变继续增加晶粒的尺寸保持不变, 而晶粒之间的取向差逐渐增加并趋于稳定态. 应变速率和温度在材料科学中是一对耦合的变量, 对材料某种性质的影响往往是一致的. 降低温度或增加应变速率, 立方金属更易通过孪生变形. 反之, 温度升高或降低应变速率, 材料往往通过位错滑移来协调塑性变形. 孪生主导的变形材料, 通过纳米孪晶的结构演化形成纳米尺寸的晶粒, 而通过位错滑移变形的材料, 由于受到位错胞尺寸的限制, 晶粒尺寸通常在亚微米量级. 增加应变速率或降低变形温度, 能够在材料中引入更高的位错密度, 并在一定程度上抑制位错的动态回复, 从而获得更小的晶粒尺寸. 当升高变形温度时, 位错运动能力增强, 位错更容易通过交滑移和攀移而湮灭, 降低了位错密度, 最终获得的晶粒尺寸较大.
温度和应变速率对塑性变形的综合影响通常可以利用Zener-Hollomon (Z)指数来描述[
最近研究[
经过几十年的研究和探索, 利用塑性变形技术获得纳米结构已成为一种被广泛关注的纳米材料制备技术, 取得了长足的进展. 但有关其制备技术本身、变形材料结构细化机理、纳米混合结构材料的结构与性能关系以及微观结构的可控制备等方面仍面临诸多挑战和机遇. 在变形技术方面, 应进一步提高变形技术的应变速率和应变梯度, 发展制备大尺寸纳米结构材料的变形新技术, 控制变形条件实现变形微观结构的可控制备. 在变形机理研究方面, 研究应变梯度、变形温度和应变速率对晶粒细化的影响规律, 孪生变形导致的纳米晶粒形成过程及机制; 研究纳米混合结构的强化、韧化机理, 制备高性能纳米混合结构材料, 这些关键问题的探索和解决将为纳米金属材料的发展带来新的契机.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
|
| [24] |
|
| [25] |
|
| [26] |
|
| [27] |
|
| [28] |
|
| [29] |
|
| [30] |
|
| [31] |
|
| [32] |
|
| [33] |
|
| [34] |
|
| [35] |
|
| [36] |
|
| [37] |
|
| [38] |
|
| [39] |
|
| [40] |
|
| [41] |
|
| [42] |
|
| [43] |
|
| [44] |
|
| [45] |
|
| [46] |
|
| [47] |
|
| [48] |
|
| [49] |
|
| [50] |
|

/
| 〈 |
|
〉 |





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}