Fe-Bi-Mn合金作为一种优良的新型环保易切削不锈钢, 在诸如笔头材料、精密仪表等高精度加工领域具有广泛的应用价值[1 -6 ] . Bi改善不锈钢性能的作用与其在钢中存在形态及在加工过程中的变化有密切的关系, 当易切削相Bi和MnS等复合夹杂物弥散分布于基体中时, 该合金表现出优良的易切削性能[7 -9 ] . 但由于该合金凝固时存在液-气相变过程, Bi与Pb性质相似, 易在基体中形成X偏析[10 ] , Bi和MnS的流动-相变交互作用使易切削相的析出与分布情况较为复杂[11 ] , 其制备和凝固过程研究极为困难.
近年来, 为了揭示合金中易切削相的析出机制, Ueshima等[12 ] 通过对Fe-Si-Mn合金的研究发现, MnS夹杂物首先从g 相开始析出; Yamamoto等[13 ] 研究了Fe-10%Cu-0.5%Sn (质量分数, 下同)三元合金中Cu和Sn的析出行为及MnS在其中的作用, 发现Cu及Sn主要在MnS周围析出, 且MnS能明显降低Cu在晶界处的偏聚, 但并未给出析出机理. 数值模拟可以较好地预测合金的组织演变过程, Schneider和Beckermann[14 ] 模拟了Sn-20%Pb合金凝固过程, 研究发现Sn易在渗透率较高的糊状区析出; Dupont[15 ] 基于三元合金凝固过程, 提出了3种极限固相反扩散条件下的凝固路径解析表达式; 王同敏等[16 ] 考虑了固相、液相及凝固体积收缩吸入的气相, 模拟了Al-4%Cu合金的凝固析出过程. 但到目前为止, 关于气相相变条件下易切削相析出机理的理论研究和分析仍少见报道.
本工作以Fe-Bi-Mn三元合金为研究对象, 建立了固、液、气三相扩散支配相变三维流动凝固模型, 对合金体系中易切削相的析出过程进行了数值模拟. 首次揭示了Fe-Bi-Mn三元合金中易切削相在多相相变-扩散作用下的析出规律, 并详细讨论了其析出机理. 通过对比模拟结果与实验结果, 证明此模型具有较好的理论预测能力.
1 理论模型
所建计算模型引入如下假设: (1) 凝固体系中不同物质的物性参数不同; (2) 同种物质的固、液、气三相扩散系数不同; (3) 考虑界面处的浓度分布且相变界面处于热力学平衡; (4) 考虑气相浮力和各相间的碰撞, 定义压力出口为气相逸出口; (5) 糊状区近似为多孔介质且流动阻力采用Blake-kozeny假设; (6) 热熔质对流采用Boussinesq假设. 固、液、气三相数学模型的守恒与传递速率方程见表1[10 ,14 ,16 ] . 此凝固模型不同于以往的一些模型[17 -25 ] , 不同溶质的 c s c l c g c s * ≤ c l c s * = c s 0 c s 0 c s * > c l c s * = c s 0 c l [26 ,27 ] . 所以当 c s * > c l c l = c s 0 [26 ] .
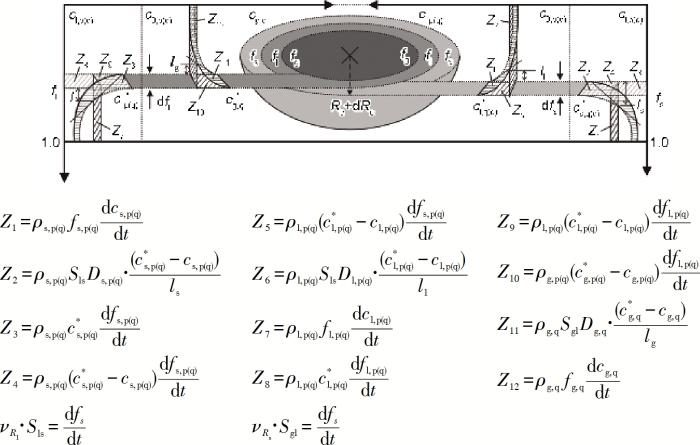
图1给出Fe-Bi-Mn三元合金的凝固过程, 其中l为液相区, m为糊状区, s为固相区. Fe-Bi-Mn三元合金体系凝固过程中存在比重偏析, Bi的熔点低、饱和蒸汽压和密度大, 发生液相→气相→液相→固相的流动相变过程, 使其在基体中既有上浮又存在下沉; Mn与S亲合力很强[28 -30 ] , 形成的MnS密度较基体密度小, 只发生液-固相间的上浮相变过程. 所以在Bi和MnS的流动-相变交互作用下[31 -33 ] , 此合金中易切削相的分布较为复杂.
多相相变-扩散体系如图2所示, 横坐标表示界面浓度, 纵坐标表示固、液相分数, 不同相间的界面传质用符号Z1 ~Z12 表示, 凝固过程中不存在固-气相间的传质, 在瞬时情况下液、气两相速度为0 ( u l = 0 u g = 0 ) ,在局部区域, Bi满足 f s + f l = 1 f l + f g = 1 f s + f l = 1
(18) d ( f s , p ( q ) ρ s , p ( q ) c s , p ( q ) + f l , p ( q ) ρ l , p ( q ) c l , p ( q ) ) / d t = 0
(19) d ( f l , p ρ l , p c l , p + f g , p ρ g , p c g , p ) / d t = 0
其中, 由方程 (18) 可得:
ρ s , p ( q ) f s , p ( q ) d c s , p ( q ) d t + ρ s , p ( q ) c s , p ( q ) d f s , p ( q ) d t +
(20) ρ l , p ( q ) f l , p ( q ) d c l , p ( q ) d t + ρ l , p ( q ) c l , p ( q ) d f l , p ( q ) d t = 0
将图2中公式带入方程(20)可得:
(21) Z 1 + ρ s , p ( q ) c s , p ( q ) * d f s , p ( q ) d t - Z 4 + Z 7 - ρ l c l , p ( q ) * d f s , p ( q ) d t + Z 5 = 0
由于 Z 1 = Z 4 + Z 2 Z 5 + Z 7 = Z 6
(22) Z 2 + Z 6 = ρ l , p ( q ) ( c l , p ( q ) * - c s , p ( q ) * ) d f s , p ( q ) d t
将图2中的 Z 2 Z 6 d f s , p ( q ) d t
(23) ν R s = D l , p ( q ) l l , p ( q ) ∙ ( c l , p ( q ) * - c l , p ( q ) ) ( c l , p ( q ) * - c s , p ( q ) * ) + D s , p ( q ) l s , p ( q ) ∙ ( c s , p ( q ) * - c s , p ( q ) ) ( c l , p ( q ) * - c s , p ( q ) * )
将方程(23)带入方程 M l s , p ( q ) = ν R s ∙ ρ s , p ( q ) ∙ S l s , p ( q )
(24) M l s , p ( q ) D l , p ( q ) l l , p ( q ) ∙ ( c l , p ( q ) * - c l , p ( q ) ) ( c l , p ( q ) * - c s , p ( q ) * ) + D s , p ( q ) l s , p ( q ) ∙ ( c s , p ( q ) * - c s , p ( q ) ) ( c l , p ( q ) * - c s , p ( q ) * ) = ρ s , p ( q ) ∙ S l s , p ( q )
同理可得:
(25) M g l , q D g , q l g , q ∙ ( c g , q * - c g , q ) ( c g , q * - c l , q * ) + D l , q l l , q ∙ ( c l , q * - c l , q ) ( c g , q * - c l , q * ) = ρ l , q ∙ S g l , q
假设相变过程中溶质密度不变 ( ρ s , p ( q ) = ρ l , p ( q ) ) ; l s , p ( q ) l l , p ( q ) l g , q D s , p ( q ) D l , p ( q ) D g , q S l s , p ( q ) S g l , q M l s , p ( q ) M g l , q
图1 Fe-Bi-Mn三元合金的凝固过程示意图
Fig.1 Schematic of solidification process of the Fe-Bi-Mn ternary alloy (l, m, s represent liquid zone, solid zone, mushy zone, respectively)
2 计算方法
三维模型以3000 kg钢锭为基准, 模拟Fe-Bi-Mn三元合金固、液、气三相侧向流动凝固过程, 初始Bi相和MnS相在基体中分布均匀, 为理想状态, 模拟中采用的物性参数见表2[34 ,35 ] , 模型及边界条件如图3所示. 利用ANSYS FLUENT 14.5, 使用SIMPLE算法和自定义函数UDF对质量、动量、溶质和热焓进行耦合, 模拟采用的时间步长为0.01 s, 每步最大迭代次数为80.
图2 多相相变-扩散体系示意图
Fig.2 Schematic of multiphase transformation-diffusion system (The interfacial transfer of different species are indicated by Z1 ~Z12 )
图3 三维模型及其边界条件与初始条件示意图
Fig.3 Schematic of 3D model with boundary and initial conditions
3 多相相变
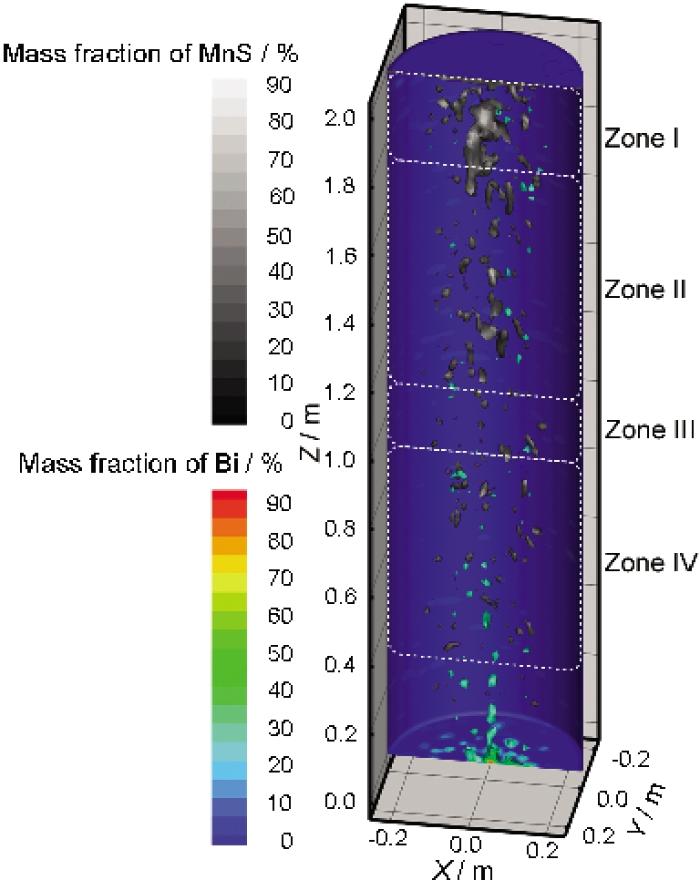
Fe-0.3%Bi-0.9%Mn三元合金凝固后Bi和MnS的三维分布情况如图4所示, 图中除了底部的富Bi带和顶部的富MnS带外, Bi主要富集于MnS周围, 如Zone II和Zone IV区域; MnS含量较低的Zone III区域, Bi的含量相对较低, 也可以说由于在X偏析最狭窄区域Bi的含量较低, MnS含量也相对较低.
图4 Fe-0.3%Bi-0.9%Mn三元合金凝固后Bi和MnS的三维分布图
Fig.4 3D distributions of Bi and MnS isosurfaces of solidified Fe-0.3%Bi-0.9%Mn ternary alloy
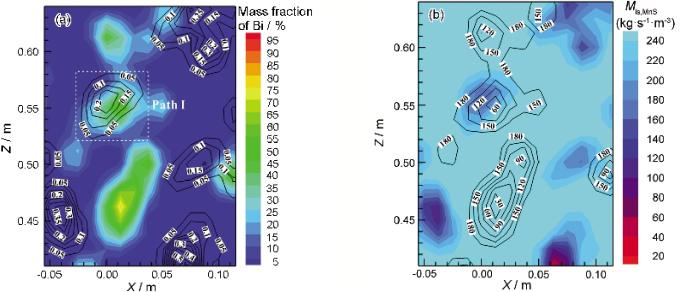
合金凝固900 s时Zone IV区域的截面图见图5. 图5a为合金中MnS浓度等值线图和Bi浓度云图, 可看出Bi主要分布在MnS周围, 此区域Bi较MnS的富集速率要快, c B i c M n S M l s , B i M l s , M n S M l s , B i M l s , M n S M l s , B i - 1 ·m- 3 , M l s , M n S - 1 ·m- 3 . 图6为合金凝固900 s时Zone I区域截面的 M g l , B i M g l , B i M g l , B i - 3 kg·s- 1 ·m- 3 , 浅色处最小为5×10- 4 kg·s- 1 ·m- 3 , Bi最终以气相形式上浮逸出.
图5 合金凝固900 s时图4中zone IV区域的截面图
Fig.5 Section zone IV shown in Fig.4 at 900 s of alloy solidification
图6 合金凝固900 s时图4中zone I区域截面的等值线图
Fig.6 Isolines in section zone I shown in Fig.4 at 900 s of alloy solidification
在合金凝固过程中, 由于MnS的密度较小, 在顶部会逐渐富集; Bi的密度较大, 但凝固过程会产生气相, 故在钢锭顶部与底部都存在富Bi相 (图4) , 所以多相相变作用对此合金中易切削相的析出有较大的影响. 图7为合金凝固1500 s时Zone IV区域截面的液相分数等值线图和溶质浓度云图. 从图中可以看出, 随着合金的凝固MnS较Bi凝固速率快很多, 在1500 s时MnS基本凝固 (图7a) , 而Bi多以液相形式存在 (图7b).
Fe-0.3%Bi-0.9%Mn三元合金凝固时多相相变作用对易切削相的析出有很大的影响, M l s , M n S M l s , B i M l s , M n S M g l , B i
图7 合金凝固1500 s时图4中zone IV区域截面图
Fig.7 Section zone IV shown in Fig.4 at 1500 s of alloy solidification(a) isolines of liquid fraction and nephograms of mass fraction of MnS (b) isolines of liquid fraction and nephograms of mass fraction of Bi
4 多相扩散路径
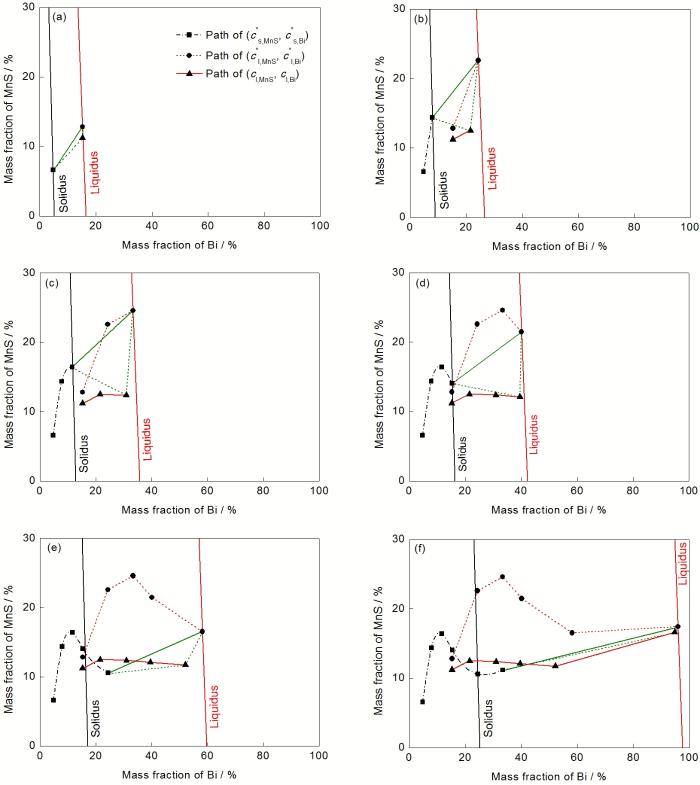
Fe-0.3%Bi-0.9%Mn三元合金体系中, 多相扩散对易切削相的凝固路径有很大的影响. 对图5a的Path I区域合金的凝固演变过程进行分析, 得到此区域的 ( c l , M n S , c l , B i ) ( c l , M n S * , c l , B i * ) ( c s , M n S * , c s , B i * )
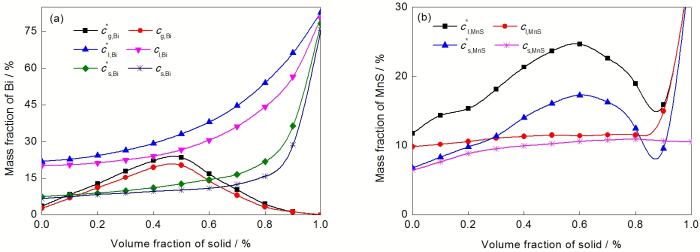
合金凝固初期, 随着凝固的进行 ( c l , M n S , c l , B i ) ( c l , M n S * , c l , B i * ) ( c l , M n S * , c l , B i * ) ( c l , M n S , c l , B i ) c l , M n S c l , B i c g , B i ( c l , M n S , c l , B i ) c l , M n S c l , B i c l , M n S * c l , B i * ) 要低. 由于MnS具有较大的分配系数 ( κ M n S ) , 并且液相扩散系数 ( D l , M n S ) 较小, 从图9b中可以看出, 当 f s c s , M n S * c l , M n S c l , B i c s , B i *
合金凝固后期, 溶质及其各相间的相互碰撞导致液体扩散长度迅速减小, 使得 ( c l , M n S , c l , B i ) ( c l , M n S * , c l , B i * ) c s , M n S * c l , M n S c s , M n S * c l , M n S c g , B i c g , B i * c l , B i c l , B i *
结合图8和图9, 在图5a中Path I区域的合金凝固过程中, MnS的多相扩散路径比Bi的多相扩散路径波动幅度大, 由于MnS的扩散系数较小而分配系数较大, 凝固过程中当 c s , M n S * c l , M n S c l , M n S c l , B i c s , B i * c l , B i c s , B i * c g , B i c l , B i ) 持续流动富集在已凝固的MnS周围, 直至凝固结束.
图8 图5a中path I 区域(Cl,MnS , Cl,Bi ) , (C* l,MnS , C* l,Bi ) 和(C* s,MnS , C* s,Bi ) 的多相扩散路径
Fig.8 (Cl,MnS , Cl,Bi ) , (C* l,MnS , C* l,Bi ) and (C* s,MnS , C* s,Bi ) multiphase diffusion paths of path I
图9 多相扩散作用下溶质的固、液、气三相浓度及它们的界面浓度随固相分数变化的曲线
Fig.9 Curves of solid, liquid and gas-phase solute concentration and their interfacial concentration with volume fraction of solid caused by multiphase diffusion (a) mass fraction of Bi (b) mass fraction of MnS
5 实验验证
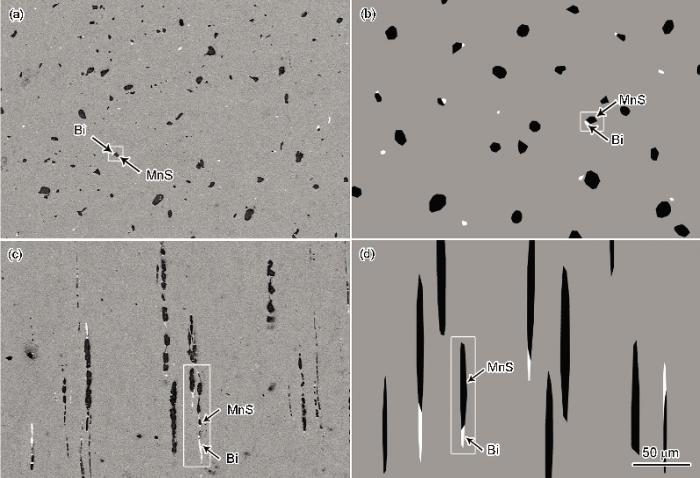
为了验证模型体系的准确性, 在太钢技术中心对Fe-0.3%Bi-0.9%Mn易切削不锈钢进行了相应的材料制备和实验研究. 实验选取合金的化学成分(质量分数, %)为: C 0.03, Si 0.4, Mn 0.9, P 0.04, S 0.35, Cr 19.5, Mo 2.0, Bi 0.3, Te 0.03, Fe余量, 钢锭重量为3000 kg. 待钢锭完全凝固后, 通过锻造开坯、热轧、冷拉、退火、酸洗、拉拔等工序制成直径2.5 mm的成品线材. 选取钢锭1.4 m (Z轴) 处横截面位置换算为成品线材的横截面位置, 将其横、纵截面的组织结构与同条件下模拟合金的组织结构进行对比, 如图10所示. 由图可得, 模拟结果基本反映了易切削相的分布规律, 图中黑色颗粒为MnS, 白色颗粒为Bi. MnS和Bi在截面上呈近似圆形或椭圆形分布, 在纵横截面上呈链状分布 (图10a和c) , 从图10c和d中可以看出沿拉拔方向上, Bi多分布于MnS的两端, 表明原始钢锭中Bi多分布在MnS周围.
本工作还研究了易切削相的分布均匀性. 选取钢锭的7个横截面位置 (0.4, 0.6, 0.8, 1.0, 1.2, 1.4和1.6 m) 换算为成品线材的横截面位置, 并比较了模拟结果与实验结果易切削相的平均近邻距离方差系数 ( C O V d ) [36 ] , 如图11所示. 从图中可以看出, 随着位置的变化, Bi的 C O V d C O V d C O V d C O V d
图10 Fe-0.3%Bi-0.9%Mn易切削不锈钢横、纵向的实验与模拟表面组织结构图
Fig.10 Experimental (a, c) and simulated (b, d) microstructures in transversal (a, b) and vertical (c, d) directions of Fe-0.3%Bi-0.9%Mn free-cuting stainless steel ingot
图11 实验与模拟合金横截面中Bi和MnS的平均近邻距离方差COVd
Fig.11 Experimental (a) and simulated (b) COVd (coefficient-of-variance of the mean near-neighbor distance) of Bi and MnS on ingot section
6 结论
(1) 多相相变作用对易切削相 (Bi和MnS) 的析出规律有很大的影响, 合金凝固过程中, M l s , M n S M l s , B i M g l , B i
(2) 多相扩散路径同样影响易切削相 (Bi和MnS) 的析出规律, MnS的分配系数比Bi大但扩散系数小, 在合金凝固过程中MnS的多相扩散路径波动幅度大, 当 c s , M n S * c l , M n S c l , B i c s , B i *
(3) 通过对Fe-0.3%Bi-0.9%Mn易切削不锈钢的制备与研究, 获得了合金的截面组织结构及Bi和MnS横截面的 C O V d
The authors have declared that no competing interests exist.
作者已声明无竞争性利益关系。
参考文献
文献选项
[1]
Krishtal M A Borgardt A A Yashin Y D Met Sci Heat Treat , 1977 ; 19 : 178
[本文引用: 1]
[2]
Lou D Cui K Jia Y J Mater Eng Perform , 1997 ; 6 : 215
[3]
Akasawa T Sakurai H Nakamura M Tanaka T Takano K J Mater Process Technol , 2003 ; 143 : 66
[4]
Iwamoto T Murakami T Jfe Tech Rep , 2004 ; 4 : 64
[5]
Wu D Li Z J Iron Steel Res Int , 2010 ; 17 : 59
[6]
Li Y Suzuki T Tang N Koizumi Y Chiba A Mater Sci Eng , 2013 ; A583 : 161
[本文引用: 1]
[7]
Bhattacharya D Metall Mater Trans , 1981 ; 12A : 973
[本文引用: 1]
[8]
Yaguchi H Mater Sci Tech-Lond , 1989 ; 5 : 255
[9]
Xu J L Song B Chen J K Han Q Y Jiang G C Acta Metall Sin , 1993 ; 29 : 65
[本文引用: 1]
(徐建伦 , 宋 波 , 陈继开 , 韩其勇 , 蒋国昌 . 金属学报 , 1993 ; 29 : 65 )
[本文引用: 1]
[10]
Wang Z Wang F Z Wang X He Y H Ma S Wu Z Acta Phys Sin , 2014 ; 63 : 076101
[本文引用: 2]
(王 哲 , 王发展 , 王 欣 , 何银花 , 马 姗 , 吴 振 . 物理学报 , 2014 ; 63 : 076101 )
[本文引用: 2]
[11]
Li J Wu M Hao J Ludwig A Comp Mater Sci , 2012 ; 55 : 407
[本文引用: 1]
[12]
Ueshima Y Sawada Y Mizoguchi S Kajioka H Metall Mater Trans , 1989 ; 20A : 1375
[本文引用: 1]
[13]
Yamamoto K Shibata H Mizoguchi S ISIJ Int , 2006 ; 46 : 82
[本文引用: 1]
[14]
Schneider M C Beckermann C Int J Heat Mass Transfer , 1995 ; 38 : 3455
[本文引用: 2]
[15]
Dupont J N Metall Mater Trans , 2006 ; 37A : 1937
[本文引用: 1]
[16]
Wang T M Li T J Cao Z Q Jin J Z Grimmig T Bührig-Polaczek A Wu M Ludwig A Acta Metall Sin , 2006 ; 42 : 591
[本文引用: 2]
(王同敏 , 李廷举 , 曹志强 , 金俊泽 , Grimmig T Bührig-Polaczek A Wu M Ludwig A 金属学报 , 2006 ; 42 : 591 )
[本文引用: 2]
[17]
Beckermann C Viskanta R Appl Mech Rev , 1993 ; 46 : 1
[本文引用: 1]
[18]
Ludwig A Wu M Metall Mater Trans , 2002 ; 33A : 3673
[19]
Ahmad N Rappaz J Desbiolles J L Jalanti T Rappaz M Combeau H Metall Mater Trans , 1998 ; 29A : 617
[20]
Wu M Ludwig A Bührig-Polaczek A Fehlbier M Sahm P R Int J Heat Mass Transfer , 2003 ; 46 : 2819
[21]
Xu D Bai Y Fu H Guo J Int J Heat Mass Transfer , 2005 ; 48 : 2219
[22]
Wu M Könözsy L Ludwig A Schutzenhofer W Tanzer R Steel Res Int , 2008 ; 79 : 637
[23]
Založnik M Combeau H Int J Therm Sci , 2010 ; 49 : 1500
[24]
Zhao G W Li X Z Xu D M Fu H Z Du Y He Y H Acta Metall Sin , 2011 ; 47 : 1135
(赵光伟 , 李新中 , 徐达鸣 , 傅恒志 , 杜 勇 , 贺跃辉 . 金属学报 , 2011 ; 47 : 1135 )
[25]
Peng D J Lin X Zhang Y P Guo X Wang M Huang W D Acta Metall Sin , 2013 ; 49 : 365
[本文引用: 1]
(彭东剑 , 林 鑫 , 张云鹏 , 郭 雄 , 王 猛 , 黄卫东 . 金属学报 , 2013 ; 49 : 365 )
[本文引用: 1]
[26]
Kurz W Fisher D J Fundamentals of Solidification. Switzerland: Trans Tech Publication , 1998 : 280
[本文引用: 2]
[27]
Galenko P K Danilov D A J Cryst Growth , 1999 ; 197 : 992
[本文引用: 1]
[28]
Guttmann M Metall Mater Trans , 1977 ; 8A : 1383
[本文引用: 1]
[29]
Temmel C Ingesten N G Karlsson B Metall Mater Trans , 2006 ; 37A : 2995
[30]
Kang Y B Calphad , 2010 ; 34 : 232
[本文引用: 1]
[31]
Rangel R H Bian X Numer Heat Transfer , 1995 ; 28A : 589
[本文引用: 1]
[32]
Rangel R H Bian X Int J Heat Mass Transfer , 1996 ; 39 : 1591
[33]
Bian X Rangel R H Int J Heat Mass Transfer , 1998 ; 41 : 244
[本文引用: 1]
[34]
American Society for Metals . ASM Metals Handbook. Michigan: ASM International , 1987 : 83
[本文引用: 1]
[35]
Brandes E A Brook G B Smithell's Light Metals Handbook. Massachusetts: Elsevier Science and Technology , 1998 : 36
[本文引用: 1]
[36]
Ayyar A Chawla N Compos Sci Technol , 2006 ; 66 : 1980
[本文引用: 1]
1
1977
... Fe-Bi-Mn合金作为一种优良的新型环保易切削不锈钢, 在诸如笔头材料、精密仪表等高精度加工领域具有广泛的应用价值[1 -6 ] . Bi改善不锈钢性能的作用与其在钢中存在形态及在加工过程中的变化有密切的关系, 当易切削相Bi和MnS等复合夹杂物弥散分布于基体中时, 该合金表现出优良的易切削性能[7 -9 ] . 但由于该合金凝固时存在液-气相变过程, Bi与Pb性质相似, 易在基体中形成X偏析[10 ] , Bi和MnS的流动-相变交互作用使易切削相的析出与分布情况较为复杂[11 ] , 其制备和凝固过程研究极为困难. ...
1
2013
... Fe-Bi-Mn合金作为一种优良的新型环保易切削不锈钢, 在诸如笔头材料、精密仪表等高精度加工领域具有广泛的应用价值[1 -6 ] . Bi改善不锈钢性能的作用与其在钢中存在形态及在加工过程中的变化有密切的关系, 当易切削相Bi和MnS等复合夹杂物弥散分布于基体中时, 该合金表现出优良的易切削性能[7 -9 ] . 但由于该合金凝固时存在液-气相变过程, Bi与Pb性质相似, 易在基体中形成X偏析[10 ] , Bi和MnS的流动-相变交互作用使易切削相的析出与分布情况较为复杂[11 ] , 其制备和凝固过程研究极为困难. ...
1
1981
... Fe-Bi-Mn合金作为一种优良的新型环保易切削不锈钢, 在诸如笔头材料、精密仪表等高精度加工领域具有广泛的应用价值[1 -6 ] . Bi改善不锈钢性能的作用与其在钢中存在形态及在加工过程中的变化有密切的关系, 当易切削相Bi和MnS等复合夹杂物弥散分布于基体中时, 该合金表现出优良的易切削性能[7 -9 ] . 但由于该合金凝固时存在液-气相变过程, Bi与Pb性质相似, 易在基体中形成X偏析[10 ] , Bi和MnS的流动-相变交互作用使易切削相的析出与分布情况较为复杂[11 ] , 其制备和凝固过程研究极为困难. ...
1
1993
... Fe-Bi-Mn合金作为一种优良的新型环保易切削不锈钢, 在诸如笔头材料、精密仪表等高精度加工领域具有广泛的应用价值[1 -6 ] . Bi改善不锈钢性能的作用与其在钢中存在形态及在加工过程中的变化有密切的关系, 当易切削相Bi和MnS等复合夹杂物弥散分布于基体中时, 该合金表现出优良的易切削性能[7 -9 ] . 但由于该合金凝固时存在液-气相变过程, Bi与Pb性质相似, 易在基体中形成X偏析[10 ] , Bi和MnS的流动-相变交互作用使易切削相的析出与分布情况较为复杂[11 ] , 其制备和凝固过程研究极为困难. ...
1
1993
... Fe-Bi-Mn合金作为一种优良的新型环保易切削不锈钢, 在诸如笔头材料、精密仪表等高精度加工领域具有广泛的应用价值[1 -6 ] . Bi改善不锈钢性能的作用与其在钢中存在形态及在加工过程中的变化有密切的关系, 当易切削相Bi和MnS等复合夹杂物弥散分布于基体中时, 该合金表现出优良的易切削性能[7 -9 ] . 但由于该合金凝固时存在液-气相变过程, Bi与Pb性质相似, 易在基体中形成X偏析[10 ] , Bi和MnS的流动-相变交互作用使易切削相的析出与分布情况较为复杂[11 ] , 其制备和凝固过程研究极为困难. ...
2
2014
... Fe-Bi-Mn合金作为一种优良的新型环保易切削不锈钢, 在诸如笔头材料、精密仪表等高精度加工领域具有广泛的应用价值[1 -6 ] . Bi改善不锈钢性能的作用与其在钢中存在形态及在加工过程中的变化有密切的关系, 当易切削相Bi和MnS等复合夹杂物弥散分布于基体中时, 该合金表现出优良的易切削性能[7 -9 ] . 但由于该合金凝固时存在液-气相变过程, Bi与Pb性质相似, 易在基体中形成X偏析[10 ] , Bi和MnS的流动-相变交互作用使易切削相的析出与分布情况较为复杂[11 ] , 其制备和凝固过程研究极为困难. ...
... 所建计算模型引入如下假设: (1) 凝固体系中不同物质的物性参数不同; (2) 同种物质的固、液、气三相扩散系数不同; (3) 考虑界面处的浓度分布且相变界面处于热力学平衡; (4) 考虑气相浮力和各相间的碰撞, 定义压力出口为气相逸出口; (5) 糊状区近似为多孔介质且流动阻力采用Blake-kozeny假设; (6) 热熔质对流采用Boussinesq假设. 固、液、气三相数学模型的守恒与传递速率方程见表1[10 ,14 ,16 ] . 此凝固模型不同于以往的一些模型[17 -25 ] , 不同溶质的 c s c l c g c s * ≤ c l c s * = c s 0 c s 0 c s * > c l c s * = c s 0 c l [26 ,27 ] . 所以当 c s * > c l c l = c s 0 [26 ] . ...
2
2014
... Fe-Bi-Mn合金作为一种优良的新型环保易切削不锈钢, 在诸如笔头材料、精密仪表等高精度加工领域具有广泛的应用价值[1 -6 ] . Bi改善不锈钢性能的作用与其在钢中存在形态及在加工过程中的变化有密切的关系, 当易切削相Bi和MnS等复合夹杂物弥散分布于基体中时, 该合金表现出优良的易切削性能[7 -9 ] . 但由于该合金凝固时存在液-气相变过程, Bi与Pb性质相似, 易在基体中形成X偏析[10 ] , Bi和MnS的流动-相变交互作用使易切削相的析出与分布情况较为复杂[11 ] , 其制备和凝固过程研究极为困难. ...
... 所建计算模型引入如下假设: (1) 凝固体系中不同物质的物性参数不同; (2) 同种物质的固、液、气三相扩散系数不同; (3) 考虑界面处的浓度分布且相变界面处于热力学平衡; (4) 考虑气相浮力和各相间的碰撞, 定义压力出口为气相逸出口; (5) 糊状区近似为多孔介质且流动阻力采用Blake-kozeny假设; (6) 热熔质对流采用Boussinesq假设. 固、液、气三相数学模型的守恒与传递速率方程见表1[10 ,14 ,16 ] . 此凝固模型不同于以往的一些模型[17 -25 ] , 不同溶质的 c s c l c g c s * ≤ c l c s * = c s 0 c s 0 c s * > c l c s * = c s 0 c l [26 ,27 ] . 所以当 c s * > c l c l = c s 0 [26 ] . ...
1
2012
... Fe-Bi-Mn合金作为一种优良的新型环保易切削不锈钢, 在诸如笔头材料、精密仪表等高精度加工领域具有广泛的应用价值[1 -6 ] . Bi改善不锈钢性能的作用与其在钢中存在形态及在加工过程中的变化有密切的关系, 当易切削相Bi和MnS等复合夹杂物弥散分布于基体中时, 该合金表现出优良的易切削性能[7 -9 ] . 但由于该合金凝固时存在液-气相变过程, Bi与Pb性质相似, 易在基体中形成X偏析[10 ] , Bi和MnS的流动-相变交互作用使易切削相的析出与分布情况较为复杂[11 ] , 其制备和凝固过程研究极为困难. ...
1
1989
... 近年来, 为了揭示合金中易切削相的析出机制, Ueshima等[12 ] 通过对Fe-Si-Mn合金的研究发现, MnS夹杂物首先从g 相开始析出; Yamamoto等[13 ] 研究了Fe-10%Cu-0.5%Sn (质量分数, 下同)三元合金中Cu和Sn的析出行为及MnS在其中的作用, 发现Cu及Sn主要在MnS周围析出, 且MnS能明显降低Cu在晶界处的偏聚, 但并未给出析出机理. 数值模拟可以较好地预测合金的组织演变过程, Schneider和Beckermann[14 ] 模拟了Sn-20%Pb合金凝固过程, 研究发现Sn易在渗透率较高的糊状区析出; Dupont[15 ] 基于三元合金凝固过程, 提出了3种极限固相反扩散条件下的凝固路径解析表达式; 王同敏等[16 ] 考虑了固相、液相及凝固体积收缩吸入的气相, 模拟了Al-4%Cu合金的凝固析出过程. 但到目前为止, 关于气相相变条件下易切削相析出机理的理论研究和分析仍少见报道. ...
1
2006
... 近年来, 为了揭示合金中易切削相的析出机制, Ueshima等[12 ] 通过对Fe-Si-Mn合金的研究发现, MnS夹杂物首先从g 相开始析出; Yamamoto等[13 ] 研究了Fe-10%Cu-0.5%Sn (质量分数, 下同)三元合金中Cu和Sn的析出行为及MnS在其中的作用, 发现Cu及Sn主要在MnS周围析出, 且MnS能明显降低Cu在晶界处的偏聚, 但并未给出析出机理. 数值模拟可以较好地预测合金的组织演变过程, Schneider和Beckermann[14 ] 模拟了Sn-20%Pb合金凝固过程, 研究发现Sn易在渗透率较高的糊状区析出; Dupont[15 ] 基于三元合金凝固过程, 提出了3种极限固相反扩散条件下的凝固路径解析表达式; 王同敏等[16 ] 考虑了固相、液相及凝固体积收缩吸入的气相, 模拟了Al-4%Cu合金的凝固析出过程. 但到目前为止, 关于气相相变条件下易切削相析出机理的理论研究和分析仍少见报道. ...
2
1995
... 近年来, 为了揭示合金中易切削相的析出机制, Ueshima等[12 ] 通过对Fe-Si-Mn合金的研究发现, MnS夹杂物首先从g 相开始析出; Yamamoto等[13 ] 研究了Fe-10%Cu-0.5%Sn (质量分数, 下同)三元合金中Cu和Sn的析出行为及MnS在其中的作用, 发现Cu及Sn主要在MnS周围析出, 且MnS能明显降低Cu在晶界处的偏聚, 但并未给出析出机理. 数值模拟可以较好地预测合金的组织演变过程, Schneider和Beckermann[14 ] 模拟了Sn-20%Pb合金凝固过程, 研究发现Sn易在渗透率较高的糊状区析出; Dupont[15 ] 基于三元合金凝固过程, 提出了3种极限固相反扩散条件下的凝固路径解析表达式; 王同敏等[16 ] 考虑了固相、液相及凝固体积收缩吸入的气相, 模拟了Al-4%Cu合金的凝固析出过程. 但到目前为止, 关于气相相变条件下易切削相析出机理的理论研究和分析仍少见报道. ...
... 所建计算模型引入如下假设: (1) 凝固体系中不同物质的物性参数不同; (2) 同种物质的固、液、气三相扩散系数不同; (3) 考虑界面处的浓度分布且相变界面处于热力学平衡; (4) 考虑气相浮力和各相间的碰撞, 定义压力出口为气相逸出口; (5) 糊状区近似为多孔介质且流动阻力采用Blake-kozeny假设; (6) 热熔质对流采用Boussinesq假设. 固、液、气三相数学模型的守恒与传递速率方程见表1[10 ,14 ,16 ] . 此凝固模型不同于以往的一些模型[17 -25 ] , 不同溶质的 c s c l c g c s * ≤ c l c s * = c s 0 c s 0 c s * > c l c s * = c s 0 c l [26 ,27 ] . 所以当 c s * > c l c l = c s 0 [26 ] . ...
1
2006
... 近年来, 为了揭示合金中易切削相的析出机制, Ueshima等[12 ] 通过对Fe-Si-Mn合金的研究发现, MnS夹杂物首先从g 相开始析出; Yamamoto等[13 ] 研究了Fe-10%Cu-0.5%Sn (质量分数, 下同)三元合金中Cu和Sn的析出行为及MnS在其中的作用, 发现Cu及Sn主要在MnS周围析出, 且MnS能明显降低Cu在晶界处的偏聚, 但并未给出析出机理. 数值模拟可以较好地预测合金的组织演变过程, Schneider和Beckermann[14 ] 模拟了Sn-20%Pb合金凝固过程, 研究发现Sn易在渗透率较高的糊状区析出; Dupont[15 ] 基于三元合金凝固过程, 提出了3种极限固相反扩散条件下的凝固路径解析表达式; 王同敏等[16 ] 考虑了固相、液相及凝固体积收缩吸入的气相, 模拟了Al-4%Cu合金的凝固析出过程. 但到目前为止, 关于气相相变条件下易切削相析出机理的理论研究和分析仍少见报道. ...
2
2006
... 近年来, 为了揭示合金中易切削相的析出机制, Ueshima等[12 ] 通过对Fe-Si-Mn合金的研究发现, MnS夹杂物首先从g 相开始析出; Yamamoto等[13 ] 研究了Fe-10%Cu-0.5%Sn (质量分数, 下同)三元合金中Cu和Sn的析出行为及MnS在其中的作用, 发现Cu及Sn主要在MnS周围析出, 且MnS能明显降低Cu在晶界处的偏聚, 但并未给出析出机理. 数值模拟可以较好地预测合金的组织演变过程, Schneider和Beckermann[14 ] 模拟了Sn-20%Pb合金凝固过程, 研究发现Sn易在渗透率较高的糊状区析出; Dupont[15 ] 基于三元合金凝固过程, 提出了3种极限固相反扩散条件下的凝固路径解析表达式; 王同敏等[16 ] 考虑了固相、液相及凝固体积收缩吸入的气相, 模拟了Al-4%Cu合金的凝固析出过程. 但到目前为止, 关于气相相变条件下易切削相析出机理的理论研究和分析仍少见报道. ...
... 所建计算模型引入如下假设: (1) 凝固体系中不同物质的物性参数不同; (2) 同种物质的固、液、气三相扩散系数不同; (3) 考虑界面处的浓度分布且相变界面处于热力学平衡; (4) 考虑气相浮力和各相间的碰撞, 定义压力出口为气相逸出口; (5) 糊状区近似为多孔介质且流动阻力采用Blake-kozeny假设; (6) 热熔质对流采用Boussinesq假设. 固、液、气三相数学模型的守恒与传递速率方程见表1[10 ,14 ,16 ] . 此凝固模型不同于以往的一些模型[17 -25 ] , 不同溶质的 c s c l c g c s * ≤ c l c s * = c s 0 c s 0 c s * > c l c s * = c s 0 c l [26 ,27 ] . 所以当 c s * > c l c l = c s 0 [26 ] . ...
2
2006
... 近年来, 为了揭示合金中易切削相的析出机制, Ueshima等[12 ] 通过对Fe-Si-Mn合金的研究发现, MnS夹杂物首先从g 相开始析出; Yamamoto等[13 ] 研究了Fe-10%Cu-0.5%Sn (质量分数, 下同)三元合金中Cu和Sn的析出行为及MnS在其中的作用, 发现Cu及Sn主要在MnS周围析出, 且MnS能明显降低Cu在晶界处的偏聚, 但并未给出析出机理. 数值模拟可以较好地预测合金的组织演变过程, Schneider和Beckermann[14 ] 模拟了Sn-20%Pb合金凝固过程, 研究发现Sn易在渗透率较高的糊状区析出; Dupont[15 ] 基于三元合金凝固过程, 提出了3种极限固相反扩散条件下的凝固路径解析表达式; 王同敏等[16 ] 考虑了固相、液相及凝固体积收缩吸入的气相, 模拟了Al-4%Cu合金的凝固析出过程. 但到目前为止, 关于气相相变条件下易切削相析出机理的理论研究和分析仍少见报道. ...
... 所建计算模型引入如下假设: (1) 凝固体系中不同物质的物性参数不同; (2) 同种物质的固、液、气三相扩散系数不同; (3) 考虑界面处的浓度分布且相变界面处于热力学平衡; (4) 考虑气相浮力和各相间的碰撞, 定义压力出口为气相逸出口; (5) 糊状区近似为多孔介质且流动阻力采用Blake-kozeny假设; (6) 热熔质对流采用Boussinesq假设. 固、液、气三相数学模型的守恒与传递速率方程见表1[10 ,14 ,16 ] . 此凝固模型不同于以往的一些模型[17 -25 ] , 不同溶质的 c s c l c g c s * ≤ c l c s * = c s 0 c s 0 c s * > c l c s * = c s 0 c l [26 ,27 ] . 所以当 c s * > c l c l = c s 0 [26 ] . ...
1
1993
... 所建计算模型引入如下假设: (1) 凝固体系中不同物质的物性参数不同; (2) 同种物质的固、液、气三相扩散系数不同; (3) 考虑界面处的浓度分布且相变界面处于热力学平衡; (4) 考虑气相浮力和各相间的碰撞, 定义压力出口为气相逸出口; (5) 糊状区近似为多孔介质且流动阻力采用Blake-kozeny假设; (6) 热熔质对流采用Boussinesq假设. 固、液、气三相数学模型的守恒与传递速率方程见表1[10 ,14 ,16 ] . 此凝固模型不同于以往的一些模型[17 -25 ] , 不同溶质的 c s c l c g c s * ≤ c l c s * = c s 0 c s 0 c s * > c l c s * = c s 0 c l [26 ,27 ] . 所以当 c s * > c l c l = c s 0 [26 ] . ...
1
2013
... 所建计算模型引入如下假设: (1) 凝固体系中不同物质的物性参数不同; (2) 同种物质的固、液、气三相扩散系数不同; (3) 考虑界面处的浓度分布且相变界面处于热力学平衡; (4) 考虑气相浮力和各相间的碰撞, 定义压力出口为气相逸出口; (5) 糊状区近似为多孔介质且流动阻力采用Blake-kozeny假设; (6) 热熔质对流采用Boussinesq假设. 固、液、气三相数学模型的守恒与传递速率方程见表1[10 ,14 ,16 ] . 此凝固模型不同于以往的一些模型[17 -25 ] , 不同溶质的 c s c l c g c s * ≤ c l c s * = c s 0 c s 0 c s * > c l c s * = c s 0 c l [26 ,27 ] . 所以当 c s * > c l c l = c s 0 [26 ] . ...
1
2013
... 所建计算模型引入如下假设: (1) 凝固体系中不同物质的物性参数不同; (2) 同种物质的固、液、气三相扩散系数不同; (3) 考虑界面处的浓度分布且相变界面处于热力学平衡; (4) 考虑气相浮力和各相间的碰撞, 定义压力出口为气相逸出口; (5) 糊状区近似为多孔介质且流动阻力采用Blake-kozeny假设; (6) 热熔质对流采用Boussinesq假设. 固、液、气三相数学模型的守恒与传递速率方程见表1[10 ,14 ,16 ] . 此凝固模型不同于以往的一些模型[17 -25 ] , 不同溶质的 c s c l c g c s * ≤ c l c s * = c s 0 c s 0 c s * > c l c s * = c s 0 c l [26 ,27 ] . 所以当 c s * > c l c l = c s 0 [26 ] . ...
2
1998
... 所建计算模型引入如下假设: (1) 凝固体系中不同物质的物性参数不同; (2) 同种物质的固、液、气三相扩散系数不同; (3) 考虑界面处的浓度分布且相变界面处于热力学平衡; (4) 考虑气相浮力和各相间的碰撞, 定义压力出口为气相逸出口; (5) 糊状区近似为多孔介质且流动阻力采用Blake-kozeny假设; (6) 热熔质对流采用Boussinesq假设. 固、液、气三相数学模型的守恒与传递速率方程见表1[10 ,14 ,16 ] . 此凝固模型不同于以往的一些模型[17 -25 ] , 不同溶质的 c s c l c g c s * ≤ c l c s * = c s 0 c s 0 c s * > c l c s * = c s 0 c l [26 ,27 ] . 所以当 c s * > c l c l = c s 0 [26 ] . ...
... [26 ]. ...
1
1999
... 所建计算模型引入如下假设: (1) 凝固体系中不同物质的物性参数不同; (2) 同种物质的固、液、气三相扩散系数不同; (3) 考虑界面处的浓度分布且相变界面处于热力学平衡; (4) 考虑气相浮力和各相间的碰撞, 定义压力出口为气相逸出口; (5) 糊状区近似为多孔介质且流动阻力采用Blake-kozeny假设; (6) 热熔质对流采用Boussinesq假设. 固、液、气三相数学模型的守恒与传递速率方程见表1[10 ,14 ,16 ] . 此凝固模型不同于以往的一些模型[17 -25 ] , 不同溶质的 c s c l c g c s * ≤ c l c s * = c s 0 c s 0 c s * > c l c s * = c s 0 c l [26 ,27 ] . 所以当 c s * > c l c l = c s 0 [26 ] . ...
1
1977
... 图1给出Fe-Bi-Mn三元合金的凝固过程, 其中l为液相区, m为糊状区, s为固相区. Fe-Bi-Mn三元合金体系凝固过程中存在比重偏析, Bi的熔点低、饱和蒸汽压和密度大, 发生液相→气相→液相→固相的流动相变过程, 使其在基体中既有上浮又存在下沉; Mn与S亲合力很强[28 -30 ] , 形成的MnS密度较基体密度小, 只发生液-固相间的上浮相变过程. 所以在Bi和MnS的流动-相变交互作用下[31 -33 ] , 此合金中易切削相的分布较为复杂. ...
1
2010
... 图1给出Fe-Bi-Mn三元合金的凝固过程, 其中l为液相区, m为糊状区, s为固相区. Fe-Bi-Mn三元合金体系凝固过程中存在比重偏析, Bi的熔点低、饱和蒸汽压和密度大, 发生液相→气相→液相→固相的流动相变过程, 使其在基体中既有上浮又存在下沉; Mn与S亲合力很强[28 -30 ] , 形成的MnS密度较基体密度小, 只发生液-固相间的上浮相变过程. 所以在Bi和MnS的流动-相变交互作用下[31 -33 ] , 此合金中易切削相的分布较为复杂. ...
1
1995
... 图1给出Fe-Bi-Mn三元合金的凝固过程, 其中l为液相区, m为糊状区, s为固相区. Fe-Bi-Mn三元合金体系凝固过程中存在比重偏析, Bi的熔点低、饱和蒸汽压和密度大, 发生液相→气相→液相→固相的流动相变过程, 使其在基体中既有上浮又存在下沉; Mn与S亲合力很强[28 -30 ] , 形成的MnS密度较基体密度小, 只发生液-固相间的上浮相变过程. 所以在Bi和MnS的流动-相变交互作用下[31 -33 ] , 此合金中易切削相的分布较为复杂. ...
1
1998
... 图1给出Fe-Bi-Mn三元合金的凝固过程, 其中l为液相区, m为糊状区, s为固相区. Fe-Bi-Mn三元合金体系凝固过程中存在比重偏析, Bi的熔点低、饱和蒸汽压和密度大, 发生液相→气相→液相→固相的流动相变过程, 使其在基体中既有上浮又存在下沉; Mn与S亲合力很强[28 -30 ] , 形成的MnS密度较基体密度小, 只发生液-固相间的上浮相变过程. 所以在Bi和MnS的流动-相变交互作用下[31 -33 ] , 此合金中易切削相的分布较为复杂. ...
1
1987
... 三维模型以3000 kg钢锭为基准, 模拟Fe-Bi-Mn三元合金固、液、气三相侧向流动凝固过程, 初始Bi相和MnS相在基体中分布均匀, 为理想状态, 模拟中采用的物性参数见表2[34 ,35 ] , 模型及边界条件如图3所示. 利用ANSYS FLUENT 14.5, 使用SIMPLE算法和自定义函数UDF对质量、动量、溶质和热焓进行耦合, 模拟采用的时间步长为0.01 s, 每步最大迭代次数为80. ...
1
1998
... 三维模型以3000 kg钢锭为基准, 模拟Fe-Bi-Mn三元合金固、液、气三相侧向流动凝固过程, 初始Bi相和MnS相在基体中分布均匀, 为理想状态, 模拟中采用的物性参数见表2[34 ,35 ] , 模型及边界条件如图3所示. 利用ANSYS FLUENT 14.5, 使用SIMPLE算法和自定义函数UDF对质量、动量、溶质和热焓进行耦合, 模拟采用的时间步长为0.01 s, 每步最大迭代次数为80. ...
1
2006
... 本工作还研究了易切削相的分布均匀性. 选取钢锭的7个横截面位置 (0.4, 0.6, 0.8, 1.0, 1.2, 1.4和1.6 m) 换算为成品线材的横截面位置, 并比较了模拟结果与实验结果易切削相的平均近邻距离方差系数 ( C O V d ) [36 ] , 如图11所示. 从图中可以看出, 随着位置的变化, Bi的 C O V d C O V d C O V d C O V d

 , 何银花
, 何银花






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}