随着我国工业的快速发展, 工业有机废水越来越呈现出高浓度、成分复杂和难降解的特点, 传统的污水处理技术已不能满足要求, 超临界水氧化法(SCWO)因其技术与经济优势, 在废水处理中得到了广泛的关注和应用[1 -3 ] . 但该方法处理废水需在高温、高压、强腐蚀及氧化条件下进行, 对容器相关部件及材料的要求很高, 尤其在耐高温、高压和抗腐蚀性能方面. 当前制约这一技术应用的主要问题是处理设备所用的材料耐蚀和加工性能较差, 使用周期短[4 ,5 ] . 特别是处理设备预热器或反应器管道材料, 问题更为突出, 其中预热时温度范围为300~500 ℃, 压力25 MPa, 反应时为550~650 ℃, 压力25 MPa. 因此, 开发新型的超临界水氧化环境耐腐蚀材料具有重要的科学意义和应用价值.
超临界水环境中预热器或反应器的使用材料通常要求有较高的高温持久强度、较强的抗蒸汽氧化和抗腐蚀性能、优良的加工性能以及经济性等. 目前, 材料的研发工作主要集中于铁素体/马氏体钢(F/M钢)、氧化物弥散强化(ODS)钢、奥氏体不锈钢和镍基合金这几类材料上. F/M钢在超临界水中的腐蚀情况会随温度与溶解氧的升高而恶化, 腐蚀增重极大, 氧化膜也较厚, 容易积聚较大的膜内应力, 导致表面氧化膜的开裂与多孔等现象发生, 虽然增重符合保护性氧化膜膜的抛物线规律, 但是一般认为其耐蚀性较差[6 -13 ] . ODS钢整体耐蚀性通常优于同类别的F/M钢, 但是与其具体元素成分有关, 高Cr含量的ODS钢耐蚀性较好, 但是低Cr的ODS钢大多耐蚀表现较差, 形成的氧化膜也与F/M钢类似[14 -18 ] . 奥氏体不锈钢在低温的超临界水中耐蚀性较好, 在高温下容易发生氧化膜的剥落以及大规模的不均匀腐蚀等现象, 但总体耐蚀性要优于F/M钢[19 -22 ] . 镍基合金在超临界水中尤其是高温的超临界环境中的腐蚀增重极小, 但是腐蚀增重的波动较大, 表面容易形成剥落、点蚀和氧化物颗粒等不均匀腐蚀[23 -25 ] . 综合考虑, 镍基合金更有望成为超临界环境下的首选材料[26 ] . 因此, 一种含10%Fe (质量分数)的新型镍基合金X-2#被研制成功, 其具有良好的高温强度、塑性和组织稳定性, 在760和1000 ℃下几乎不氧化,其抗高温氧化性能优异, 且在PO4 3 - 为主的环境中超临界条件下耐腐蚀性比671, C-276和625合金更有优势, 应用前景十分可观. 本工作主要研究新型镍基耐腐蚀合金X-2#焊接接头的组织和力学性能, 为合金将来的应用提供可靠的理论数据支撑.
1 实验方法
用于焊接实验的新型镍基耐蚀合金X-2#的化学成分(质量分数, %)为: C≤0.01, Cr 20.0, Mo 1.0, Al 1.0, W 4.0, Fe 10.0, Ti 1.0, Ni余量. 新合金经过真空感应熔炼、锻造和热轧成板材后, 进行固溶处理待用. 焊接母材为固溶态, 固溶处理制度为1120 ℃, 30 min水冷. 焊接工艺为手工氩弧焊, 焊接方式为双面焊, 焊丝使用材料为X-2#合金, 焊接坡口为X型坡口. 焊接电流正面和背面均为110~120 A, 焊接速率正面为130~140 mm/min, 背面为150~160 mm/min; 枪保护气为20 L/min, 背保护气为 10 L/min.
采用线切割沿垂直于焊接方向取样, 将所取试样沿垂直于焊接接头一面机械抛光. 选用18 mL H2 SO4 +4 g K2 MnO4 +180 mL H2 O溶液作为腐蚀剂, 试样在腐蚀剂中煮沸30 min, 取出后用草酸溶液清洗, 然后再用酒精洗净后吹干. 采用Observer.Z1m金相显微镜(OM)观察试样组织, 采用LM247AT 全自动数字Vickers显微硬度计进行显微硬度测量, 加载载荷为300 g, 承载时间15 s, 测量位置如图1中虚线位置所示, 每隔0.7 mm打一个硬度值. 拉伸试样尺寸如图2所示, 实验温度分别为室温(20 ℃), 300, 400, 500, 600和700 ℃, 每个温度测3个样品, 取平均值. 拉伸实验在AG-5000A DCS-25T试验机上进行, 并在S-3400N型扫描电镜(SEM)上观察组织和断口形貌.
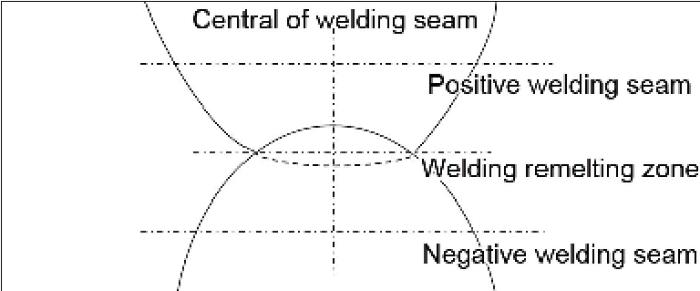
图1 焊接接头显微硬度测试位置示意图
Fig.1 Position of welding joint for microhardness test
2 结果及讨论
2.1 组织形貌
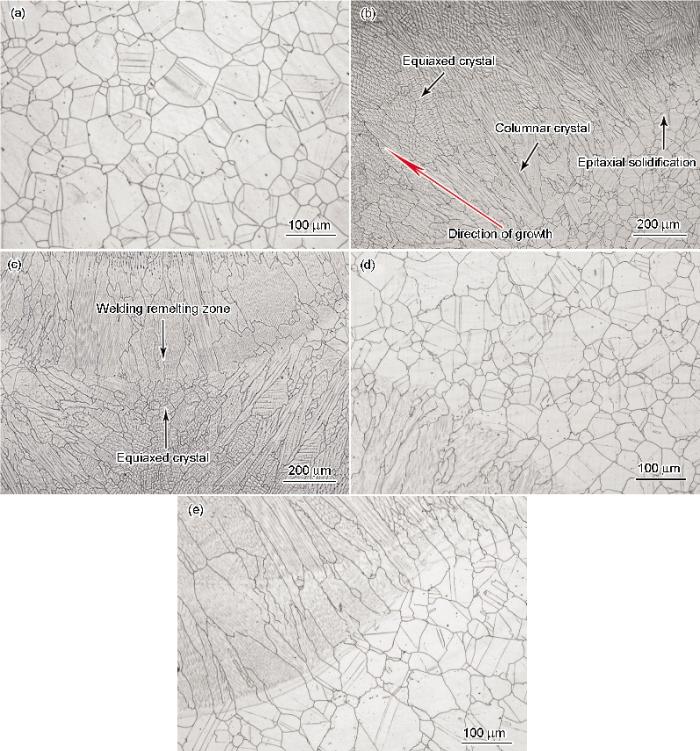
图3为X-2#合金焊接接头的显微组织. 从图3a可以看出, X-2#合金母材具有典型的全奥氏体等轴晶组织, 并且存在大量孪晶组织, 晶界比较平直, 晶粒尺寸约为65 mm. 图3b表明, X-2#焊接接头的焊缝区为连续冷却的铸态组织, 其中靠近基体的焊缝底部边缘处为联生结晶, 即在焊接冷却过程中, 焊缝以熔合线上局部半熔化的晶粒为核心向内生长, 生长方向为散热最快方向, 随后长成方向性很强的柱状晶, 顶部为等轴晶. 等轴晶的形成与冷却速度有关, 冷却速度快, 过冷度大, 底部柱状晶还未达到焊缝顶部时, 焊缝顶部的温度已经降到结晶温度以下并形核, 形成自由长大的等轴晶. 双面焊接时, 正面焊接后进行背面焊接, 正面焊接和背面焊接有重合的区域, 也就是焊缝重熔区, 重熔区亦属于焊缝区的一部分. 从图3c可以看出, X-2#合金焊缝重熔区底部区域的柱状晶组织减少, 等轴晶组织增多, 主要因为正面焊底部区域受背面焊的二次热循环影响, 使得二次枝晶生长所致. 熔合区是焊缝区和热影响区之间的过渡区, 有时也称为熔合线. 从图3d可以看出, X-2#合金焊接接头的熔合区从基体到焊缝金属组织过渡良好, 熔合区清晰明显, 未见裂纹、气孔和夹杂等缺陷, 焊接质量良好. 如图3e所示, X-2#合金焊接接头热影响区的组织与基体相比, 晶粒没有明显的粗化现象, 说明新合金有较强的热稳定性. 热影响区的晶粒长大程度与基体的原始晶粒尺寸和焊接热输入有关, 如果基体的晶粒尺寸较小, 焊接热输入和焊接前塑性变形较大, 就会有大量的晶粒长大; 如果基体晶粒尺寸较大, 原始塑性变形量较小, 即使是在很高的热输入条件下晶粒也不会明显长大; 当焊接热输入低、温度梯度大时, 较小的晶粒也可能明显长大[27 ] . X-2#基体的晶粒尺寸约为65 mm, 未发现热影响区有明显的晶粒长大现象, 说明X-2#的晶粒度与焊接热输入的配合较合适.
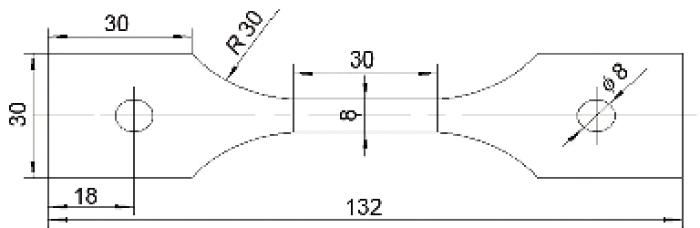
图2 拉伸试样尺寸示意图
Fig.2 Geometry of tensile specimen (unit: mm)
图3 X-2#合金焊接接头的OM像
Fig.3 OM images of welding joints of X-2# alloy(a) base material(b) welding seam(c) welding remelting seam(d) fusion zone(e) heat affected zone (HAZ)
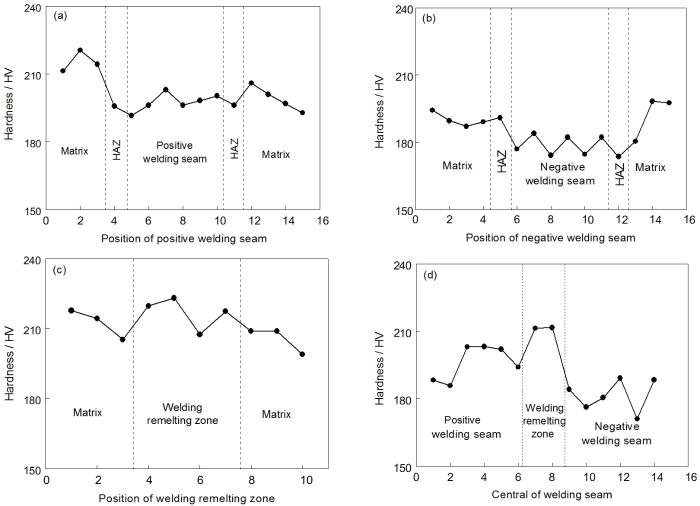
图4 X-2#合金焊接接头的显微硬度分布
Fig.4 Distribution of microhardness of welding joints of X-2# alloy(a) positive welding seam(b) negative welding seam(c) welding remelting zone(d) central of welding seam
2.2 硬度
图4为X-2#合金焊接接头Vickers硬度分布图. 焊接接头基体的硬度高于正反两面焊缝的硬度, 热影响区(HAZ)的硬度在焊缝区和基体之间过度平稳, 没有明显升高与降低趋势, 如图4a和b所示, 这是因为HAZ组织较为稳定, 没有明显长大. 图4c表明, 双面焊焊缝重熔区的硬度与基体相差不大. 在焊缝区中心, 双面焊重熔区的硬度大于正反两面焊缝区的硬度(图4d), 这是因为重熔区相当于对正面焊缝的组织进行了一次退火热处理, 降低脆性, 增加塑性和韧性, 稳定组织, 获得强度韧性的良好配合. 综上所述, X-2#合金焊接接头基体的硬度大于焊缝区, 焊缝区为硬度最低的区域, 但焊缝重熔区的硬度高于正反两面焊缝区, 并与基体硬度相近.
2.3 力学性能
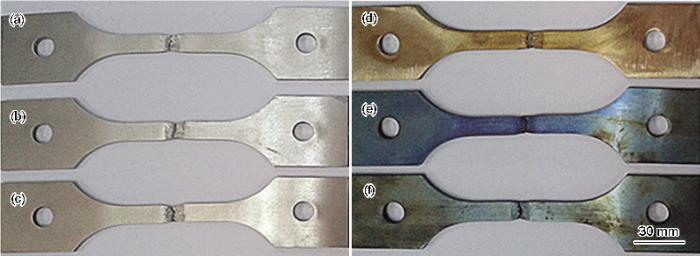
2.3.1 拉伸实验 图5为X-2#合金焊接接头在不同温度拉伸后的形貌. 由此可知, 在室温(20 ℃)和高温(300, 400, 500, 600和700 ℃)下的拉伸实验后, 试样的断裂位置都在焊缝区, 为韧性断裂, 说明X-2#焊接接头处抗拉强度低于母材抗拉强度. 由于韧性断裂是先滑移而后断裂, 所以断口不齐, 边缘有与主应力方向呈45°角的剪切唇. 从图中还发现, 每个拉伸试样都有颈缩现象, 焊缝两侧的母材也发生了微小的塑性变形.
表1为X-2#合金焊接接头在不同温度下的拉伸实验数据. 结果表明, 室温和高温下X-2#合金焊接接头的抗拉强度低于母材. 当拉伸温度从室温提高到300 ℃时, X-2#合金母材和焊接接头的抗拉强度降低约80~100 MPa, 而后随着拉伸实验温度的逐渐升高, X-2#合金母材和焊接接头的抗拉强度降低幅度较小, 当温度从600 ℃升高到700 ℃时, 母材和焊接接头的抗拉强度也只降低3~30 MPa左右. X-2#合金较好的高温强度是因为该合金中加入了时效强化元素Al和Ti, 在700 ℃时, 时效强化相g
图5 X-2#合金焊接接头在不同温度拉伸后的形貌
Fig.5 Morphologies of welding joints of X-2# alloy after tensile test under 20 ℃ (a), 300 ℃ (b), 400 ℃ (c), 500 ℃ (d), 600 ℃ (e) and 700 ℃ (f)
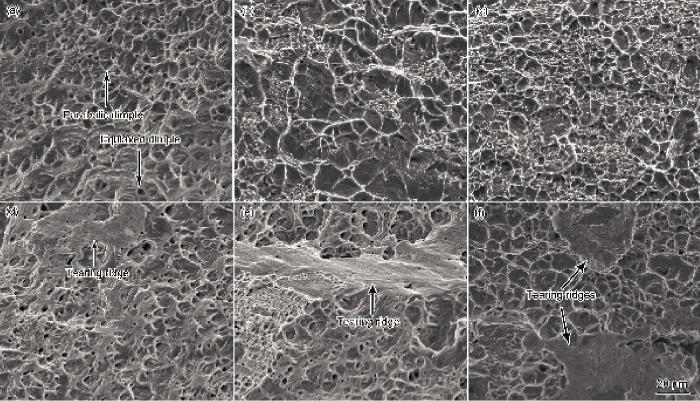
2.3.2 断口形貌 图6为X-2#合金焊接接头在不同温度拉伸后的断口形貌. 从图6a~c可以看出, 20, 200和300 ℃拉伸断口为韧窝形貌的韧性断口, 随着实验温度的升高, 韧窝变浅、变小, 且不均匀, 塑性、韧性降低. 从图6d~f可以看出, 500, 600和700 ℃的拉伸断口为韧窝和撕裂棱形貌的混合型韧性断口, 随着实验温度的升高, 撕裂棱变大、增多, 高温强度较好.
2.3.3 断裂机制 焊接接头的断裂方式与拉伸过程中焊接接头组织中空洞的不同扩展方式有关, 而空洞的扩展方式又与接头在拉伸过程中的受力有关. 为了简明快捷地反映受力构件受力时所受的应力状态, 一般会引入应力三轴度(Rσ )的概念[28 -29 ] , 其表达式为:
(1) R σ = 2 ( σ 1 + σ 2 + σ 3 ) 3 ( σ 1 - σ 2 ) 2 + ( σ 2 - σ 3 ) 2 + ( σ 1 - σ 3 ) 2
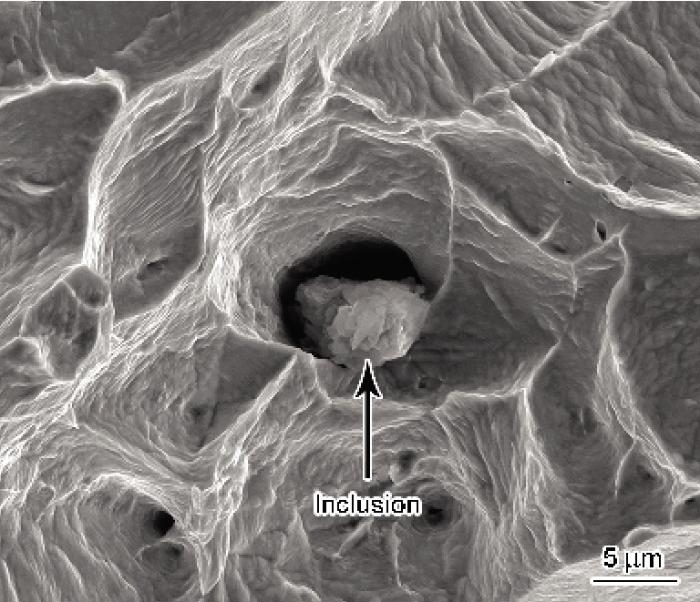
式中, σ 1 σ 2 σ 3 σ 1 + σ 2 + σ 3 / 3 σ 1 - σ 2 2 + σ 2 - σ 3 2 + σ 1 - σ 3 2 / 2 σ 一般存在2个临界值Rσ 1 和Rσ 2 , 且Rσ 1 >Rσ 2 . 韧窝的形成是由于局部塑性变形使第二相粒子即夹杂物界面上首先形成微裂纹并不断扩大(图7), 在夹杂物与基体金属之间的局部小区域产生“内缩颈”, 当缩颈达到一定程度后被撕裂或剪切断裂, 形成韧窝断口形貌[30 ] . 根据受力状态的不同, 韧窝又可分为正交断裂韧窝和剪切断裂韧窝. 在正应力作用下, Rσ 较大(Rσ >Rσ 1 ), 应力在整个断口表面上均匀分布, 使垂直于主应力的显微孔隙向各方向均匀长大, 最后形成等轴的韧窝, 即正断, 塑性变形较小; 在剪切和撕裂应力的作用下, Rσ 较小(Rσ 2 <Rσ <Rσ 1 ), 显微孔隙在生核和长大的过程中, 所承受的应力不均匀, 因而变形不均匀, 断裂后所形成的韧窝形貌呈抛物线状, 为剪切断, 塑性变形量增大[29 ,30 ] . 从图6可以看出, X-2#焊接接头在不同温度下的拉伸断口既有等轴韧窝, 也有抛物线状韧窝和撕裂棱, 所以拉伸断口的断裂机制呈现为正断与剪切断的混合断裂. 此外, 由于正断区往往受应力三轴度较大, 其孔洞具有较大的扩展速率, 孔洞最先达到临界尺寸, 是高温拉伸断裂过程的起裂区.
图6 X-2#合金焊接接头在不同温度拉伸后的断口形貌
Fig.6 Fracture morphologies of welding joints of X-2# alloy after tensile test under 20 ℃ (a), 300 ℃ (b), 400 ℃ (c), 500 ℃ (d), 600 ℃ (e) and 700 ℃ (f)
图7 韧窝断口上的夹杂物形貌
Fig.7 Morphology of inclusion of dimple fracture
3 结论
(1) 新型耐蚀合金X-2#焊接接头组织均为单相奥氏体, 焊缝为连续冷却的铸态组织, 焊缝重熔区等轴晶组织较多, 熔合区从基体到焊缝金属组织过渡良好, 热影响区没有晶粒明显粗化现象.
(2) X-2#合金基体的Vickers硬度大于焊缝区, 焊缝区为硬度最低的区域, 但焊缝重熔区的Vickers硬度高于正反两面焊缝区, 并与基体硬度相近.
(3) 在室温到700 ℃下, 焊接接头的抗拉强度均低于母材, 焊接系数大于88.1%, 接头强度及其焊接性较稳定, 能够满足超临界条件下使用的要求.
(4) 随着拉伸实验温度的升高, 新合金焊接接头的20, 300和400 ℃拉伸断口为韧窝形貌的韧性断口, 韧窝浅小, 塑性、韧性较低, 500, 600和700 ℃拉伸断口为韧窝和撕裂棱形貌的混合型韧性断口, 撕裂棱多, 高温强度较好. 断裂机制为正断与剪切断的混合断裂.
The authors have declared that no competing interests exist.
作者已声明无竞争性利益关系。
参考文献
文献选项
[1]
Ding Z H Organic Wastewater Treatment Technology and Its Application . Beijing : Chemical Industry Press , 2002 : 1
[本文引用: 1]
(丁忠浩 . 有机废水处理技术及应用 . 北京 : 化学工业出版社 , 2002 : 1 )
[本文引用: 1]
[2]
Ma C Y Zhao X C Zhu F L Guo K Q Wu R X Modern Chem Ind , 2007 ; 27 : 497
(马承愚 , 赵晓春 , 朱飞龙 , 郭凯琴 , 吴荣霞 . 现代化工 , 2007 ; 27 : 497 )
[3]
Zhang P Wang J C Zhang X D Liu X W Xia Y J Li Z Y Environ Prot Sci , 2003 ; 29 (5 ): 15
[本文引用: 1]
(张 平 , 王景昌 , 张晓冬 , 刘学武 , 夏远景 , 李志义 . 环境保护科学 , 2003 ; 29 (5 ): 15 )
[本文引用: 1]
[4]
Zhu F W Zhang L F Qiao P P Liu R Q Bao Y C Chen Y Q Nucl Power Eng , 2009 ; 30 (5 ): 62
[本文引用: 1]
(朱发文 , 张乐福 , 乔培鹏 , 刘瑞芹 , 鲍一晨 , 陈宇清 . 核动力工程 , 2009 ; 30 (5 ): 62 )
[本文引用: 1]
[5]
Kritzer P J Supercrit Fluids , 2004 ; 29 : 1
[本文引用: 1]
[6]
Was G S Ampornrat P Gupta G Teysseyrea S Westa E A Allenb T R Sridharanb K Tanb L Chenb Y Renb X Pister C J Nucl Mater , 2007 ; 371 (1-3 ): 176
[本文引用: 1]
[7]
Yin K J Qiu S Y Tang R Zhang Q Zhang L F J Supercrit Fluids , 2009 ; 50 : 235
[8]
Tan L Ren X Allen T R Corros Sci , 2010 ; 52 : 1520
[9]
Ampornrat P Was G S J Nucl Mater , 2007 ; 371 (1-3 ): 1
[10]
Chen Y Sridharan K Allen T R Corros Sci , 2006 ; 48 : 2843
[11]
Tan L Z Yang Y Allen T R Corros Sci , 2006 ; 48 : 4234
[12]
Tan L Z Yang Y Allen T R Corros Sci , 2006 ; 48 : 3123
[13]
Wright L G Dooley R B Int Mater Rev , 2010 ; 55 : 129
[本文引用: 1]
[14]
Sun C W Hui R Corros Sci , 2009 ; 51 : 2508
[本文引用: 1]
[15]
Chen Y Sridharan K Ukai S Allen T R J Nucl Mater , 2007 ; 371 : 118
[16]
Cho H S Kimura A J Nucl Mater, 2007; 367 -370 : 1180
[17]
Isselin J Kasada R Kimura A Corros Sci , 2010 ; 52 : 3266
[18]
Siwy A D Clark T E Motta A T J Nucl Mater , 2009 ; 392 : 280
[本文引用: 1]
[19]
Zhu F W Zhang L F Tang R Qiao P P Liu R Q At Energy Sci Technol , 2009 ; 43 (6 ): 39
[本文引用: 1]
(朱发文 , 张乐福 , 唐 睿 , 乔培鹏 , 刘瑞芹 . 原子能科学技术 , 2009 ; 43 (6 ): 39 )
[本文引用: 1]
[20]
Was G S Teysseyre S Jiao Z Corrosion , 2006 ; 62 : 989
[21]
Sun M C Wu X Q Han E H Rao J C Scr Mater , 2009 ; 61 : 996
[22]
Halvarsson M Tang J E Asteman H Svensson J E Johansson L G Corros Sci , 2006 ; 48 : 2014
[本文引用: 1]
[23]
Tan L Ren X Sridharan K Allen T R Corros Sci , 2008 ; 50 : 3056
[本文引用: 1]
[24]
Sun M C Wu X Q Zhang Z E Han E H J Supercrit Fluids , 2008 ; 47 : 309
[25]
Zhang Q Tang R Yin K J Luo X Zhang L F Corros Sci , 2009 ; 51 : 2092
[本文引用: 1]
[26]
Bao Y C Master Thesis, Shanghai Jiao Tong University , 2011
[本文引用: 1]
(鲍一晨 . 上海交通大学硕士学位论文 , 2011 )
[本文引用: 1]
[27]
Dupont J N Lippold J C Kiser S D Welding Metallurgy and Weldability of Nickel-base Alloys. Hoboken: John Wiley & Sons Inc , 2009 : 47
[本文引用: 1]
[28]
Sima A P Master Thesis, Shanghai Jiao Tong University , 2009
[本文引用: 1]
(司马爱平 . 上海交通大学硕士学位论文 , 2009 )
[本文引用: 1]
[29]
Zheng C Q Zhou L Zhang K S Study on Mechanical and Its Application to Mesoscopic Metal Ductile Damage . Beijing : National Defence Industry Press , 1995 : 27
[本文引用: 2]
(郑长卿 ,周 利 ,张克实 . 金属韧性破坏的细观力学及其应用研究 . 北京 : 国防工业出版社 , 1995 : 27 )
[本文引用: 2]
[30]
Zhao B H He L Yao Y M Welding Processing Technology and Quality Testing, Failure Analysis and Metallograph Practical Handbook . Beijing : Metallurgical Industry Press , 2006 : 1203
[本文引用: 2]
(赵炳辉 ,何 伦 ,姚一鸣 . 焊接件加工处理工艺与质量检测、失效分析技术及金相图谱实用手册 . 北京 : 冶金工业出版社 , 2006 : 1203 )
[本文引用: 2]
1
2002
... 随着我国工业的快速发展, 工业有机废水越来越呈现出高浓度、成分复杂和难降解的特点, 传统的污水处理技术已不能满足要求, 超临界水氧化法(SCWO)因其技术与经济优势, 在废水处理中得到了广泛的关注和应用[1 -3 ] . 但该方法处理废水需在高温、高压、强腐蚀及氧化条件下进行, 对容器相关部件及材料的要求很高, 尤其在耐高温、高压和抗腐蚀性能方面. 当前制约这一技术应用的主要问题是处理设备所用的材料耐蚀和加工性能较差, 使用周期短[4 ,5 ] . 特别是处理设备预热器或反应器管道材料, 问题更为突出, 其中预热时温度范围为300~500 ℃, 压力25 MPa, 反应时为550~650 ℃, 压力25 MPa. 因此, 开发新型的超临界水氧化环境耐腐蚀材料具有重要的科学意义和应用价值. ...
1
2002
... 随着我国工业的快速发展, 工业有机废水越来越呈现出高浓度、成分复杂和难降解的特点, 传统的污水处理技术已不能满足要求, 超临界水氧化法(SCWO)因其技术与经济优势, 在废水处理中得到了广泛的关注和应用[1 -3 ] . 但该方法处理废水需在高温、高压、强腐蚀及氧化条件下进行, 对容器相关部件及材料的要求很高, 尤其在耐高温、高压和抗腐蚀性能方面. 当前制约这一技术应用的主要问题是处理设备所用的材料耐蚀和加工性能较差, 使用周期短[4 ,5 ] . 特别是处理设备预热器或反应器管道材料, 问题更为突出, 其中预热时温度范围为300~500 ℃, 压力25 MPa, 反应时为550~650 ℃, 压力25 MPa. 因此, 开发新型的超临界水氧化环境耐腐蚀材料具有重要的科学意义和应用价值. ...
1
2003
... 随着我国工业的快速发展, 工业有机废水越来越呈现出高浓度、成分复杂和难降解的特点, 传统的污水处理技术已不能满足要求, 超临界水氧化法(SCWO)因其技术与经济优势, 在废水处理中得到了广泛的关注和应用[1 -3 ] . 但该方法处理废水需在高温、高压、强腐蚀及氧化条件下进行, 对容器相关部件及材料的要求很高, 尤其在耐高温、高压和抗腐蚀性能方面. 当前制约这一技术应用的主要问题是处理设备所用的材料耐蚀和加工性能较差, 使用周期短[4 ,5 ] . 特别是处理设备预热器或反应器管道材料, 问题更为突出, 其中预热时温度范围为300~500 ℃, 压力25 MPa, 反应时为550~650 ℃, 压力25 MPa. 因此, 开发新型的超临界水氧化环境耐腐蚀材料具有重要的科学意义和应用价值. ...
1
2003
... 随着我国工业的快速发展, 工业有机废水越来越呈现出高浓度、成分复杂和难降解的特点, 传统的污水处理技术已不能满足要求, 超临界水氧化法(SCWO)因其技术与经济优势, 在废水处理中得到了广泛的关注和应用[1 -3 ] . 但该方法处理废水需在高温、高压、强腐蚀及氧化条件下进行, 对容器相关部件及材料的要求很高, 尤其在耐高温、高压和抗腐蚀性能方面. 当前制约这一技术应用的主要问题是处理设备所用的材料耐蚀和加工性能较差, 使用周期短[4 ,5 ] . 特别是处理设备预热器或反应器管道材料, 问题更为突出, 其中预热时温度范围为300~500 ℃, 压力25 MPa, 反应时为550~650 ℃, 压力25 MPa. 因此, 开发新型的超临界水氧化环境耐腐蚀材料具有重要的科学意义和应用价值. ...
1
2009
... 随着我国工业的快速发展, 工业有机废水越来越呈现出高浓度、成分复杂和难降解的特点, 传统的污水处理技术已不能满足要求, 超临界水氧化法(SCWO)因其技术与经济优势, 在废水处理中得到了广泛的关注和应用[1 -3 ] . 但该方法处理废水需在高温、高压、强腐蚀及氧化条件下进行, 对容器相关部件及材料的要求很高, 尤其在耐高温、高压和抗腐蚀性能方面. 当前制约这一技术应用的主要问题是处理设备所用的材料耐蚀和加工性能较差, 使用周期短[4 ,5 ] . 特别是处理设备预热器或反应器管道材料, 问题更为突出, 其中预热时温度范围为300~500 ℃, 压力25 MPa, 反应时为550~650 ℃, 压力25 MPa. 因此, 开发新型的超临界水氧化环境耐腐蚀材料具有重要的科学意义和应用价值. ...
1
2009
... 随着我国工业的快速发展, 工业有机废水越来越呈现出高浓度、成分复杂和难降解的特点, 传统的污水处理技术已不能满足要求, 超临界水氧化法(SCWO)因其技术与经济优势, 在废水处理中得到了广泛的关注和应用[1 -3 ] . 但该方法处理废水需在高温、高压、强腐蚀及氧化条件下进行, 对容器相关部件及材料的要求很高, 尤其在耐高温、高压和抗腐蚀性能方面. 当前制约这一技术应用的主要问题是处理设备所用的材料耐蚀和加工性能较差, 使用周期短[4 ,5 ] . 特别是处理设备预热器或反应器管道材料, 问题更为突出, 其中预热时温度范围为300~500 ℃, 压力25 MPa, 反应时为550~650 ℃, 压力25 MPa. 因此, 开发新型的超临界水氧化环境耐腐蚀材料具有重要的科学意义和应用价值. ...
1
2004
... 随着我国工业的快速发展, 工业有机废水越来越呈现出高浓度、成分复杂和难降解的特点, 传统的污水处理技术已不能满足要求, 超临界水氧化法(SCWO)因其技术与经济优势, 在废水处理中得到了广泛的关注和应用[1 -3 ] . 但该方法处理废水需在高温、高压、强腐蚀及氧化条件下进行, 对容器相关部件及材料的要求很高, 尤其在耐高温、高压和抗腐蚀性能方面. 当前制约这一技术应用的主要问题是处理设备所用的材料耐蚀和加工性能较差, 使用周期短[4 ,5 ] . 特别是处理设备预热器或反应器管道材料, 问题更为突出, 其中预热时温度范围为300~500 ℃, 压力25 MPa, 反应时为550~650 ℃, 压力25 MPa. 因此, 开发新型的超临界水氧化环境耐腐蚀材料具有重要的科学意义和应用价值. ...
1
2007
... 超临界水环境中预热器或反应器的使用材料通常要求有较高的高温持久强度、较强的抗蒸汽氧化和抗腐蚀性能、优良的加工性能以及经济性等. 目前, 材料的研发工作主要集中于铁素体/马氏体钢(F/M钢)、氧化物弥散强化(ODS)钢、奥氏体不锈钢和镍基合金这几类材料上. F/M钢在超临界水中的腐蚀情况会随温度与溶解氧的升高而恶化, 腐蚀增重极大, 氧化膜也较厚, 容易积聚较大的膜内应力, 导致表面氧化膜的开裂与多孔等现象发生, 虽然增重符合保护性氧化膜膜的抛物线规律, 但是一般认为其耐蚀性较差[6 -13 ] . ODS钢整体耐蚀性通常优于同类别的F/M钢, 但是与其具体元素成分有关, 高Cr含量的ODS钢耐蚀性较好, 但是低Cr的ODS钢大多耐蚀表现较差, 形成的氧化膜也与F/M钢类似[14 -18 ] . 奥氏体不锈钢在低温的超临界水中耐蚀性较好, 在高温下容易发生氧化膜的剥落以及大规模的不均匀腐蚀等现象, 但总体耐蚀性要优于F/M钢[19 -22 ] . 镍基合金在超临界水中尤其是高温的超临界环境中的腐蚀增重极小, 但是腐蚀增重的波动较大, 表面容易形成剥落、点蚀和氧化物颗粒等不均匀腐蚀[23 -25 ] . 综合考虑, 镍基合金更有望成为超临界环境下的首选材料[26 ] . 因此, 一种含10%Fe (质量分数)的新型镍基合金X-2#被研制成功, 其具有良好的高温强度、塑性和组织稳定性, 在760和1000 ℃下几乎不氧化,其抗高温氧化性能优异, 且在PO4 3 - 为主的环境中超临界条件下耐腐蚀性比671, C-276和625合金更有优势, 应用前景十分可观. 本工作主要研究新型镍基耐腐蚀合金X-2#焊接接头的组织和力学性能, 为合金将来的应用提供可靠的理论数据支撑. ...
1
2010
... 超临界水环境中预热器或反应器的使用材料通常要求有较高的高温持久强度、较强的抗蒸汽氧化和抗腐蚀性能、优良的加工性能以及经济性等. 目前, 材料的研发工作主要集中于铁素体/马氏体钢(F/M钢)、氧化物弥散强化(ODS)钢、奥氏体不锈钢和镍基合金这几类材料上. F/M钢在超临界水中的腐蚀情况会随温度与溶解氧的升高而恶化, 腐蚀增重极大, 氧化膜也较厚, 容易积聚较大的膜内应力, 导致表面氧化膜的开裂与多孔等现象发生, 虽然增重符合保护性氧化膜膜的抛物线规律, 但是一般认为其耐蚀性较差[6 -13 ] . ODS钢整体耐蚀性通常优于同类别的F/M钢, 但是与其具体元素成分有关, 高Cr含量的ODS钢耐蚀性较好, 但是低Cr的ODS钢大多耐蚀表现较差, 形成的氧化膜也与F/M钢类似[14 -18 ] . 奥氏体不锈钢在低温的超临界水中耐蚀性较好, 在高温下容易发生氧化膜的剥落以及大规模的不均匀腐蚀等现象, 但总体耐蚀性要优于F/M钢[19 -22 ] . 镍基合金在超临界水中尤其是高温的超临界环境中的腐蚀增重极小, 但是腐蚀增重的波动较大, 表面容易形成剥落、点蚀和氧化物颗粒等不均匀腐蚀[23 -25 ] . 综合考虑, 镍基合金更有望成为超临界环境下的首选材料[26 ] . 因此, 一种含10%Fe (质量分数)的新型镍基合金X-2#被研制成功, 其具有良好的高温强度、塑性和组织稳定性, 在760和1000 ℃下几乎不氧化,其抗高温氧化性能优异, 且在PO4 3 - 为主的环境中超临界条件下耐腐蚀性比671, C-276和625合金更有优势, 应用前景十分可观. 本工作主要研究新型镍基耐腐蚀合金X-2#焊接接头的组织和力学性能, 为合金将来的应用提供可靠的理论数据支撑. ...
1
2009
... 超临界水环境中预热器或反应器的使用材料通常要求有较高的高温持久强度、较强的抗蒸汽氧化和抗腐蚀性能、优良的加工性能以及经济性等. 目前, 材料的研发工作主要集中于铁素体/马氏体钢(F/M钢)、氧化物弥散强化(ODS)钢、奥氏体不锈钢和镍基合金这几类材料上. F/M钢在超临界水中的腐蚀情况会随温度与溶解氧的升高而恶化, 腐蚀增重极大, 氧化膜也较厚, 容易积聚较大的膜内应力, 导致表面氧化膜的开裂与多孔等现象发生, 虽然增重符合保护性氧化膜膜的抛物线规律, 但是一般认为其耐蚀性较差[6 -13 ] . ODS钢整体耐蚀性通常优于同类别的F/M钢, 但是与其具体元素成分有关, 高Cr含量的ODS钢耐蚀性较好, 但是低Cr的ODS钢大多耐蚀表现较差, 形成的氧化膜也与F/M钢类似[14 -18 ] . 奥氏体不锈钢在低温的超临界水中耐蚀性较好, 在高温下容易发生氧化膜的剥落以及大规模的不均匀腐蚀等现象, 但总体耐蚀性要优于F/M钢[19 -22 ] . 镍基合金在超临界水中尤其是高温的超临界环境中的腐蚀增重极小, 但是腐蚀增重的波动较大, 表面容易形成剥落、点蚀和氧化物颗粒等不均匀腐蚀[23 -25 ] . 综合考虑, 镍基合金更有望成为超临界环境下的首选材料[26 ] . 因此, 一种含10%Fe (质量分数)的新型镍基合金X-2#被研制成功, 其具有良好的高温强度、塑性和组织稳定性, 在760和1000 ℃下几乎不氧化,其抗高温氧化性能优异, 且在PO4 3 - 为主的环境中超临界条件下耐腐蚀性比671, C-276和625合金更有优势, 应用前景十分可观. 本工作主要研究新型镍基耐腐蚀合金X-2#焊接接头的组织和力学性能, 为合金将来的应用提供可靠的理论数据支撑. ...
1
2009
... 超临界水环境中预热器或反应器的使用材料通常要求有较高的高温持久强度、较强的抗蒸汽氧化和抗腐蚀性能、优良的加工性能以及经济性等. 目前, 材料的研发工作主要集中于铁素体/马氏体钢(F/M钢)、氧化物弥散强化(ODS)钢、奥氏体不锈钢和镍基合金这几类材料上. F/M钢在超临界水中的腐蚀情况会随温度与溶解氧的升高而恶化, 腐蚀增重极大, 氧化膜也较厚, 容易积聚较大的膜内应力, 导致表面氧化膜的开裂与多孔等现象发生, 虽然增重符合保护性氧化膜膜的抛物线规律, 但是一般认为其耐蚀性较差[6 -13 ] . ODS钢整体耐蚀性通常优于同类别的F/M钢, 但是与其具体元素成分有关, 高Cr含量的ODS钢耐蚀性较好, 但是低Cr的ODS钢大多耐蚀表现较差, 形成的氧化膜也与F/M钢类似[14 -18 ] . 奥氏体不锈钢在低温的超临界水中耐蚀性较好, 在高温下容易发生氧化膜的剥落以及大规模的不均匀腐蚀等现象, 但总体耐蚀性要优于F/M钢[19 -22 ] . 镍基合金在超临界水中尤其是高温的超临界环境中的腐蚀增重极小, 但是腐蚀增重的波动较大, 表面容易形成剥落、点蚀和氧化物颗粒等不均匀腐蚀[23 -25 ] . 综合考虑, 镍基合金更有望成为超临界环境下的首选材料[26 ] . 因此, 一种含10%Fe (质量分数)的新型镍基合金X-2#被研制成功, 其具有良好的高温强度、塑性和组织稳定性, 在760和1000 ℃下几乎不氧化,其抗高温氧化性能优异, 且在PO4 3 - 为主的环境中超临界条件下耐腐蚀性比671, C-276和625合金更有优势, 应用前景十分可观. 本工作主要研究新型镍基耐腐蚀合金X-2#焊接接头的组织和力学性能, 为合金将来的应用提供可靠的理论数据支撑. ...
1
2009
... 超临界水环境中预热器或反应器的使用材料通常要求有较高的高温持久强度、较强的抗蒸汽氧化和抗腐蚀性能、优良的加工性能以及经济性等. 目前, 材料的研发工作主要集中于铁素体/马氏体钢(F/M钢)、氧化物弥散强化(ODS)钢、奥氏体不锈钢和镍基合金这几类材料上. F/M钢在超临界水中的腐蚀情况会随温度与溶解氧的升高而恶化, 腐蚀增重极大, 氧化膜也较厚, 容易积聚较大的膜内应力, 导致表面氧化膜的开裂与多孔等现象发生, 虽然增重符合保护性氧化膜膜的抛物线规律, 但是一般认为其耐蚀性较差[6 -13 ] . ODS钢整体耐蚀性通常优于同类别的F/M钢, 但是与其具体元素成分有关, 高Cr含量的ODS钢耐蚀性较好, 但是低Cr的ODS钢大多耐蚀表现较差, 形成的氧化膜也与F/M钢类似[14 -18 ] . 奥氏体不锈钢在低温的超临界水中耐蚀性较好, 在高温下容易发生氧化膜的剥落以及大规模的不均匀腐蚀等现象, 但总体耐蚀性要优于F/M钢[19 -22 ] . 镍基合金在超临界水中尤其是高温的超临界环境中的腐蚀增重极小, 但是腐蚀增重的波动较大, 表面容易形成剥落、点蚀和氧化物颗粒等不均匀腐蚀[23 -25 ] . 综合考虑, 镍基合金更有望成为超临界环境下的首选材料[26 ] . 因此, 一种含10%Fe (质量分数)的新型镍基合金X-2#被研制成功, 其具有良好的高温强度、塑性和组织稳定性, 在760和1000 ℃下几乎不氧化,其抗高温氧化性能优异, 且在PO4 3 - 为主的环境中超临界条件下耐腐蚀性比671, C-276和625合金更有优势, 应用前景十分可观. 本工作主要研究新型镍基耐腐蚀合金X-2#焊接接头的组织和力学性能, 为合金将来的应用提供可靠的理论数据支撑. ...
1
2009
... 超临界水环境中预热器或反应器的使用材料通常要求有较高的高温持久强度、较强的抗蒸汽氧化和抗腐蚀性能、优良的加工性能以及经济性等. 目前, 材料的研发工作主要集中于铁素体/马氏体钢(F/M钢)、氧化物弥散强化(ODS)钢、奥氏体不锈钢和镍基合金这几类材料上. F/M钢在超临界水中的腐蚀情况会随温度与溶解氧的升高而恶化, 腐蚀增重极大, 氧化膜也较厚, 容易积聚较大的膜内应力, 导致表面氧化膜的开裂与多孔等现象发生, 虽然增重符合保护性氧化膜膜的抛物线规律, 但是一般认为其耐蚀性较差[6 -13 ] . ODS钢整体耐蚀性通常优于同类别的F/M钢, 但是与其具体元素成分有关, 高Cr含量的ODS钢耐蚀性较好, 但是低Cr的ODS钢大多耐蚀表现较差, 形成的氧化膜也与F/M钢类似[14 -18 ] . 奥氏体不锈钢在低温的超临界水中耐蚀性较好, 在高温下容易发生氧化膜的剥落以及大规模的不均匀腐蚀等现象, 但总体耐蚀性要优于F/M钢[19 -22 ] . 镍基合金在超临界水中尤其是高温的超临界环境中的腐蚀增重极小, 但是腐蚀增重的波动较大, 表面容易形成剥落、点蚀和氧化物颗粒等不均匀腐蚀[23 -25 ] . 综合考虑, 镍基合金更有望成为超临界环境下的首选材料[26 ] . 因此, 一种含10%Fe (质量分数)的新型镍基合金X-2#被研制成功, 其具有良好的高温强度、塑性和组织稳定性, 在760和1000 ℃下几乎不氧化,其抗高温氧化性能优异, 且在PO4 3 - 为主的环境中超临界条件下耐腐蚀性比671, C-276和625合金更有优势, 应用前景十分可观. 本工作主要研究新型镍基耐腐蚀合金X-2#焊接接头的组织和力学性能, 为合金将来的应用提供可靠的理论数据支撑. ...
1
2006
... 超临界水环境中预热器或反应器的使用材料通常要求有较高的高温持久强度、较强的抗蒸汽氧化和抗腐蚀性能、优良的加工性能以及经济性等. 目前, 材料的研发工作主要集中于铁素体/马氏体钢(F/M钢)、氧化物弥散强化(ODS)钢、奥氏体不锈钢和镍基合金这几类材料上. F/M钢在超临界水中的腐蚀情况会随温度与溶解氧的升高而恶化, 腐蚀增重极大, 氧化膜也较厚, 容易积聚较大的膜内应力, 导致表面氧化膜的开裂与多孔等现象发生, 虽然增重符合保护性氧化膜膜的抛物线规律, 但是一般认为其耐蚀性较差[6 -13 ] . ODS钢整体耐蚀性通常优于同类别的F/M钢, 但是与其具体元素成分有关, 高Cr含量的ODS钢耐蚀性较好, 但是低Cr的ODS钢大多耐蚀表现较差, 形成的氧化膜也与F/M钢类似[14 -18 ] . 奥氏体不锈钢在低温的超临界水中耐蚀性较好, 在高温下容易发生氧化膜的剥落以及大规模的不均匀腐蚀等现象, 但总体耐蚀性要优于F/M钢[19 -22 ] . 镍基合金在超临界水中尤其是高温的超临界环境中的腐蚀增重极小, 但是腐蚀增重的波动较大, 表面容易形成剥落、点蚀和氧化物颗粒等不均匀腐蚀[23 -25 ] . 综合考虑, 镍基合金更有望成为超临界环境下的首选材料[26 ] . 因此, 一种含10%Fe (质量分数)的新型镍基合金X-2#被研制成功, 其具有良好的高温强度、塑性和组织稳定性, 在760和1000 ℃下几乎不氧化,其抗高温氧化性能优异, 且在PO4 3 - 为主的环境中超临界条件下耐腐蚀性比671, C-276和625合金更有优势, 应用前景十分可观. 本工作主要研究新型镍基耐腐蚀合金X-2#焊接接头的组织和力学性能, 为合金将来的应用提供可靠的理论数据支撑. ...
1
2008
... 超临界水环境中预热器或反应器的使用材料通常要求有较高的高温持久强度、较强的抗蒸汽氧化和抗腐蚀性能、优良的加工性能以及经济性等. 目前, 材料的研发工作主要集中于铁素体/马氏体钢(F/M钢)、氧化物弥散强化(ODS)钢、奥氏体不锈钢和镍基合金这几类材料上. F/M钢在超临界水中的腐蚀情况会随温度与溶解氧的升高而恶化, 腐蚀增重极大, 氧化膜也较厚, 容易积聚较大的膜内应力, 导致表面氧化膜的开裂与多孔等现象发生, 虽然增重符合保护性氧化膜膜的抛物线规律, 但是一般认为其耐蚀性较差[6 -13 ] . ODS钢整体耐蚀性通常优于同类别的F/M钢, 但是与其具体元素成分有关, 高Cr含量的ODS钢耐蚀性较好, 但是低Cr的ODS钢大多耐蚀表现较差, 形成的氧化膜也与F/M钢类似[14 -18 ] . 奥氏体不锈钢在低温的超临界水中耐蚀性较好, 在高温下容易发生氧化膜的剥落以及大规模的不均匀腐蚀等现象, 但总体耐蚀性要优于F/M钢[19 -22 ] . 镍基合金在超临界水中尤其是高温的超临界环境中的腐蚀增重极小, 但是腐蚀增重的波动较大, 表面容易形成剥落、点蚀和氧化物颗粒等不均匀腐蚀[23 -25 ] . 综合考虑, 镍基合金更有望成为超临界环境下的首选材料[26 ] . 因此, 一种含10%Fe (质量分数)的新型镍基合金X-2#被研制成功, 其具有良好的高温强度、塑性和组织稳定性, 在760和1000 ℃下几乎不氧化,其抗高温氧化性能优异, 且在PO4 3 - 为主的环境中超临界条件下耐腐蚀性比671, C-276和625合金更有优势, 应用前景十分可观. 本工作主要研究新型镍基耐腐蚀合金X-2#焊接接头的组织和力学性能, 为合金将来的应用提供可靠的理论数据支撑. ...
1
2009
... 超临界水环境中预热器或反应器的使用材料通常要求有较高的高温持久强度、较强的抗蒸汽氧化和抗腐蚀性能、优良的加工性能以及经济性等. 目前, 材料的研发工作主要集中于铁素体/马氏体钢(F/M钢)、氧化物弥散强化(ODS)钢、奥氏体不锈钢和镍基合金这几类材料上. F/M钢在超临界水中的腐蚀情况会随温度与溶解氧的升高而恶化, 腐蚀增重极大, 氧化膜也较厚, 容易积聚较大的膜内应力, 导致表面氧化膜的开裂与多孔等现象发生, 虽然增重符合保护性氧化膜膜的抛物线规律, 但是一般认为其耐蚀性较差[6 -13 ] . ODS钢整体耐蚀性通常优于同类别的F/M钢, 但是与其具体元素成分有关, 高Cr含量的ODS钢耐蚀性较好, 但是低Cr的ODS钢大多耐蚀表现较差, 形成的氧化膜也与F/M钢类似[14 -18 ] . 奥氏体不锈钢在低温的超临界水中耐蚀性较好, 在高温下容易发生氧化膜的剥落以及大规模的不均匀腐蚀等现象, 但总体耐蚀性要优于F/M钢[19 -22 ] . 镍基合金在超临界水中尤其是高温的超临界环境中的腐蚀增重极小, 但是腐蚀增重的波动较大, 表面容易形成剥落、点蚀和氧化物颗粒等不均匀腐蚀[23 -25 ] . 综合考虑, 镍基合金更有望成为超临界环境下的首选材料[26 ] . 因此, 一种含10%Fe (质量分数)的新型镍基合金X-2#被研制成功, 其具有良好的高温强度、塑性和组织稳定性, 在760和1000 ℃下几乎不氧化,其抗高温氧化性能优异, 且在PO4 3 - 为主的环境中超临界条件下耐腐蚀性比671, C-276和625合金更有优势, 应用前景十分可观. 本工作主要研究新型镍基耐腐蚀合金X-2#焊接接头的组织和力学性能, 为合金将来的应用提供可靠的理论数据支撑. ...
1
2011
... 超临界水环境中预热器或反应器的使用材料通常要求有较高的高温持久强度、较强的抗蒸汽氧化和抗腐蚀性能、优良的加工性能以及经济性等. 目前, 材料的研发工作主要集中于铁素体/马氏体钢(F/M钢)、氧化物弥散强化(ODS)钢、奥氏体不锈钢和镍基合金这几类材料上. F/M钢在超临界水中的腐蚀情况会随温度与溶解氧的升高而恶化, 腐蚀增重极大, 氧化膜也较厚, 容易积聚较大的膜内应力, 导致表面氧化膜的开裂与多孔等现象发生, 虽然增重符合保护性氧化膜膜的抛物线规律, 但是一般认为其耐蚀性较差[6 -13 ] . ODS钢整体耐蚀性通常优于同类别的F/M钢, 但是与其具体元素成分有关, 高Cr含量的ODS钢耐蚀性较好, 但是低Cr的ODS钢大多耐蚀表现较差, 形成的氧化膜也与F/M钢类似[14 -18 ] . 奥氏体不锈钢在低温的超临界水中耐蚀性较好, 在高温下容易发生氧化膜的剥落以及大规模的不均匀腐蚀等现象, 但总体耐蚀性要优于F/M钢[19 -22 ] . 镍基合金在超临界水中尤其是高温的超临界环境中的腐蚀增重极小, 但是腐蚀增重的波动较大, 表面容易形成剥落、点蚀和氧化物颗粒等不均匀腐蚀[23 -25 ] . 综合考虑, 镍基合金更有望成为超临界环境下的首选材料[26 ] . 因此, 一种含10%Fe (质量分数)的新型镍基合金X-2#被研制成功, 其具有良好的高温强度、塑性和组织稳定性, 在760和1000 ℃下几乎不氧化,其抗高温氧化性能优异, 且在PO4 3 - 为主的环境中超临界条件下耐腐蚀性比671, C-276和625合金更有优势, 应用前景十分可观. 本工作主要研究新型镍基耐腐蚀合金X-2#焊接接头的组织和力学性能, 为合金将来的应用提供可靠的理论数据支撑. ...
1
2011
... 超临界水环境中预热器或反应器的使用材料通常要求有较高的高温持久强度、较强的抗蒸汽氧化和抗腐蚀性能、优良的加工性能以及经济性等. 目前, 材料的研发工作主要集中于铁素体/马氏体钢(F/M钢)、氧化物弥散强化(ODS)钢、奥氏体不锈钢和镍基合金这几类材料上. F/M钢在超临界水中的腐蚀情况会随温度与溶解氧的升高而恶化, 腐蚀增重极大, 氧化膜也较厚, 容易积聚较大的膜内应力, 导致表面氧化膜的开裂与多孔等现象发生, 虽然增重符合保护性氧化膜膜的抛物线规律, 但是一般认为其耐蚀性较差[6 -13 ] . ODS钢整体耐蚀性通常优于同类别的F/M钢, 但是与其具体元素成分有关, 高Cr含量的ODS钢耐蚀性较好, 但是低Cr的ODS钢大多耐蚀表现较差, 形成的氧化膜也与F/M钢类似[14 -18 ] . 奥氏体不锈钢在低温的超临界水中耐蚀性较好, 在高温下容易发生氧化膜的剥落以及大规模的不均匀腐蚀等现象, 但总体耐蚀性要优于F/M钢[19 -22 ] . 镍基合金在超临界水中尤其是高温的超临界环境中的腐蚀增重极小, 但是腐蚀增重的波动较大, 表面容易形成剥落、点蚀和氧化物颗粒等不均匀腐蚀[23 -25 ] . 综合考虑, 镍基合金更有望成为超临界环境下的首选材料[26 ] . 因此, 一种含10%Fe (质量分数)的新型镍基合金X-2#被研制成功, 其具有良好的高温强度、塑性和组织稳定性, 在760和1000 ℃下几乎不氧化,其抗高温氧化性能优异, 且在PO4 3 - 为主的环境中超临界条件下耐腐蚀性比671, C-276和625合金更有优势, 应用前景十分可观. 本工作主要研究新型镍基耐腐蚀合金X-2#焊接接头的组织和力学性能, 为合金将来的应用提供可靠的理论数据支撑. ...
1
2009
... 图3为X-2#合金焊接接头的显微组织. 从图3a可以看出, X-2#合金母材具有典型的全奥氏体等轴晶组织, 并且存在大量孪晶组织, 晶界比较平直, 晶粒尺寸约为65 mm. 图3b表明, X-2#焊接接头的焊缝区为连续冷却的铸态组织, 其中靠近基体的焊缝底部边缘处为联生结晶, 即在焊接冷却过程中, 焊缝以熔合线上局部半熔化的晶粒为核心向内生长, 生长方向为散热最快方向, 随后长成方向性很强的柱状晶, 顶部为等轴晶. 等轴晶的形成与冷却速度有关, 冷却速度快, 过冷度大, 底部柱状晶还未达到焊缝顶部时, 焊缝顶部的温度已经降到结晶温度以下并形核, 形成自由长大的等轴晶. 双面焊接时, 正面焊接后进行背面焊接, 正面焊接和背面焊接有重合的区域, 也就是焊缝重熔区, 重熔区亦属于焊缝区的一部分. 从图3c可以看出, X-2#合金焊缝重熔区底部区域的柱状晶组织减少, 等轴晶组织增多, 主要因为正面焊底部区域受背面焊的二次热循环影响, 使得二次枝晶生长所致. 熔合区是焊缝区和热影响区之间的过渡区, 有时也称为熔合线. 从图3d可以看出, X-2#合金焊接接头的熔合区从基体到焊缝金属组织过渡良好, 熔合区清晰明显, 未见裂纹、气孔和夹杂等缺陷, 焊接质量良好. 如图3e所示, X-2#合金焊接接头热影响区的组织与基体相比, 晶粒没有明显的粗化现象, 说明新合金有较强的热稳定性. 热影响区的晶粒长大程度与基体的原始晶粒尺寸和焊接热输入有关, 如果基体的晶粒尺寸较小, 焊接热输入和焊接前塑性变形较大, 就会有大量的晶粒长大; 如果基体晶粒尺寸较大, 原始塑性变形量较小, 即使是在很高的热输入条件下晶粒也不会明显长大; 当焊接热输入低、温度梯度大时, 较小的晶粒也可能明显长大[27 ] . X-2#基体的晶粒尺寸约为65 mm, 未发现热影响区有明显的晶粒长大现象, 说明X-2#的晶粒度与焊接热输入的配合较合适. ...
1
2009
... 2.3.3 断裂机制 焊接接头的断裂方式与拉伸过程中焊接接头组织中空洞的不同扩展方式有关, 而空洞的扩展方式又与接头在拉伸过程中的受力有关. 为了简明快捷地反映受力构件受力时所受的应力状态, 一般会引入应力三轴度(Rσ )的概念[28 -29 ] , 其表达式为: ...
1
2009
... 2.3.3 断裂机制 焊接接头的断裂方式与拉伸过程中焊接接头组织中空洞的不同扩展方式有关, 而空洞的扩展方式又与接头在拉伸过程中的受力有关. 为了简明快捷地反映受力构件受力时所受的应力状态, 一般会引入应力三轴度(Rσ )的概念[28 -29 ] , 其表达式为: ...
2
1995
... 2.3.3 断裂机制 焊接接头的断裂方式与拉伸过程中焊接接头组织中空洞的不同扩展方式有关, 而空洞的扩展方式又与接头在拉伸过程中的受力有关. 为了简明快捷地反映受力构件受力时所受的应力状态, 一般会引入应力三轴度(Rσ )的概念[28 -29 ] , 其表达式为: ...
... 式中, σ 1 σ 2 σ 3 σ 1 + σ 2 + σ 3 / 3 σ 1 - σ 2 2 + σ 2 - σ 3 2 + σ 1 - σ 3 2 / 2 σ 一般存在2个临界值Rσ 1 和Rσ 2 , 且Rσ 1 >Rσ 2 . 韧窝的形成是由于局部塑性变形使第二相粒子即夹杂物界面上首先形成微裂纹并不断扩大(图7), 在夹杂物与基体金属之间的局部小区域产生“内缩颈”, 当缩颈达到一定程度后被撕裂或剪切断裂, 形成韧窝断口形貌[30 ] . 根据受力状态的不同, 韧窝又可分为正交断裂韧窝和剪切断裂韧窝. 在正应力作用下, Rσ 较大(Rσ >Rσ 1 ), 应力在整个断口表面上均匀分布, 使垂直于主应力的显微孔隙向各方向均匀长大, 最后形成等轴的韧窝, 即正断, 塑性变形较小; 在剪切和撕裂应力的作用下, Rσ 较小(Rσ 2 <Rσ <Rσ 1 ), 显微孔隙在生核和长大的过程中, 所承受的应力不均匀, 因而变形不均匀, 断裂后所形成的韧窝形貌呈抛物线状, 为剪切断, 塑性变形量增大[29 ,30 ] . 从图6可以看出, X-2#焊接接头在不同温度下的拉伸断口既有等轴韧窝, 也有抛物线状韧窝和撕裂棱, 所以拉伸断口的断裂机制呈现为正断与剪切断的混合断裂. 此外, 由于正断区往往受应力三轴度较大, 其孔洞具有较大的扩展速率, 孔洞最先达到临界尺寸, 是高温拉伸断裂过程的起裂区. ...
2
1995
... 2.3.3 断裂机制 焊接接头的断裂方式与拉伸过程中焊接接头组织中空洞的不同扩展方式有关, 而空洞的扩展方式又与接头在拉伸过程中的受力有关. 为了简明快捷地反映受力构件受力时所受的应力状态, 一般会引入应力三轴度(Rσ )的概念[28 -29 ] , 其表达式为: ...
... 式中, σ 1 σ 2 σ 3 σ 1 + σ 2 + σ 3 / 3 σ 1 - σ 2 2 + σ 2 - σ 3 2 + σ 1 - σ 3 2 / 2 σ 一般存在2个临界值Rσ 1 和Rσ 2 , 且Rσ 1 >Rσ 2 . 韧窝的形成是由于局部塑性变形使第二相粒子即夹杂物界面上首先形成微裂纹并不断扩大(图7), 在夹杂物与基体金属之间的局部小区域产生“内缩颈”, 当缩颈达到一定程度后被撕裂或剪切断裂, 形成韧窝断口形貌[30 ] . 根据受力状态的不同, 韧窝又可分为正交断裂韧窝和剪切断裂韧窝. 在正应力作用下, Rσ 较大(Rσ >Rσ 1 ), 应力在整个断口表面上均匀分布, 使垂直于主应力的显微孔隙向各方向均匀长大, 最后形成等轴的韧窝, 即正断, 塑性变形较小; 在剪切和撕裂应力的作用下, Rσ 较小(Rσ 2 <Rσ <Rσ 1 ), 显微孔隙在生核和长大的过程中, 所承受的应力不均匀, 因而变形不均匀, 断裂后所形成的韧窝形貌呈抛物线状, 为剪切断, 塑性变形量增大[29 ,30 ] . 从图6可以看出, X-2#焊接接头在不同温度下的拉伸断口既有等轴韧窝, 也有抛物线状韧窝和撕裂棱, 所以拉伸断口的断裂机制呈现为正断与剪切断的混合断裂. 此外, 由于正断区往往受应力三轴度较大, 其孔洞具有较大的扩展速率, 孔洞最先达到临界尺寸, 是高温拉伸断裂过程的起裂区. ...
2
2006
... 式中, σ 1 σ 2 σ 3 σ 1 + σ 2 + σ 3 / 3 σ 1 - σ 2 2 + σ 2 - σ 3 2 + σ 1 - σ 3 2 / 2 σ 一般存在2个临界值Rσ 1 和Rσ 2 , 且Rσ 1 >Rσ 2 . 韧窝的形成是由于局部塑性变形使第二相粒子即夹杂物界面上首先形成微裂纹并不断扩大(图7), 在夹杂物与基体金属之间的局部小区域产生“内缩颈”, 当缩颈达到一定程度后被撕裂或剪切断裂, 形成韧窝断口形貌[30 ] . 根据受力状态的不同, 韧窝又可分为正交断裂韧窝和剪切断裂韧窝. 在正应力作用下, Rσ 较大(Rσ >Rσ 1 ), 应力在整个断口表面上均匀分布, 使垂直于主应力的显微孔隙向各方向均匀长大, 最后形成等轴的韧窝, 即正断, 塑性变形较小; 在剪切和撕裂应力的作用下, Rσ 较小(Rσ 2 <Rσ <Rσ 1 ), 显微孔隙在生核和长大的过程中, 所承受的应力不均匀, 因而变形不均匀, 断裂后所形成的韧窝形貌呈抛物线状, 为剪切断, 塑性变形量增大[29 ,30 ] . 从图6可以看出, X-2#焊接接头在不同温度下的拉伸断口既有等轴韧窝, 也有抛物线状韧窝和撕裂棱, 所以拉伸断口的断裂机制呈现为正断与剪切断的混合断裂. 此外, 由于正断区往往受应力三轴度较大, 其孔洞具有较大的扩展速率, 孔洞最先达到临界尺寸, 是高温拉伸断裂过程的起裂区. ...
... ,30 ]. 从图6可以看出, X-2#焊接接头在不同温度下的拉伸断口既有等轴韧窝, 也有抛物线状韧窝和撕裂棱, 所以拉伸断口的断裂机制呈现为正断与剪切断的混合断裂. 此外, 由于正断区往往受应力三轴度较大, 其孔洞具有较大的扩展速率, 孔洞最先达到临界尺寸, 是高温拉伸断裂过程的起裂区. ...
2
2006
... 式中, σ 1 σ 2 σ 3 σ 1 + σ 2 + σ 3 / 3 σ 1 - σ 2 2 + σ 2 - σ 3 2 + σ 1 - σ 3 2 / 2 σ 一般存在2个临界值Rσ 1 和Rσ 2 , 且Rσ 1 >Rσ 2 . 韧窝的形成是由于局部塑性变形使第二相粒子即夹杂物界面上首先形成微裂纹并不断扩大(图7), 在夹杂物与基体金属之间的局部小区域产生“内缩颈”, 当缩颈达到一定程度后被撕裂或剪切断裂, 形成韧窝断口形貌[30 ] . 根据受力状态的不同, 韧窝又可分为正交断裂韧窝和剪切断裂韧窝. 在正应力作用下, Rσ 较大(Rσ >Rσ 1 ), 应力在整个断口表面上均匀分布, 使垂直于主应力的显微孔隙向各方向均匀长大, 最后形成等轴的韧窝, 即正断, 塑性变形较小; 在剪切和撕裂应力的作用下, Rσ 较小(Rσ 2 <Rσ <Rσ 1 ), 显微孔隙在生核和长大的过程中, 所承受的应力不均匀, 因而变形不均匀, 断裂后所形成的韧窝形貌呈抛物线状, 为剪切断, 塑性变形量增大[29 ,30 ] . 从图6可以看出, X-2#焊接接头在不同温度下的拉伸断口既有等轴韧窝, 也有抛物线状韧窝和撕裂棱, 所以拉伸断口的断裂机制呈现为正断与剪切断的混合断裂. 此外, 由于正断区往往受应力三轴度较大, 其孔洞具有较大的扩展速率, 孔洞最先达到临界尺寸, 是高温拉伸断裂过程的起裂区. ...
... ,30 ]. 从图6可以看出, X-2#焊接接头在不同温度下的拉伸断口既有等轴韧窝, 也有抛物线状韧窝和撕裂棱, 所以拉伸断口的断裂机制呈现为正断与剪切断的混合断裂. 此外, 由于正断区往往受应力三轴度较大, 其孔洞具有较大的扩展速率, 孔洞最先达到临界尺寸, 是高温拉伸断裂过程的起裂区. ...

 , 刘奎
, 刘奎
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}