近年来, 随着现代高性能切削加工的快速发展, 高转速、高温极端服役条件对刀具的使用性能提出了越来越高的要求, 特别是在此条件下产生的剧烈磨损、高温氧化以及表面疲劳, 极大地降低刀具的使用性能, 急剧缩短了其使用寿命. TiN具有硬度高、化学稳定性强等特点, 已经作为传统的涂层材料被广泛地应用于刀具制造业中, 但其使用性能仍不能胜任现代切削加工更高的要求[1 ,2 ] . 为了满足这一要求, 学者们尝试在传统的刀具薄膜材料中添加金属或非金属元素使其多元化, 通过改变薄膜的微结构, 提高其综合性能[3 -6 ] .
TiWN薄膜具有硬度高、耐腐蚀性强、膜基结合力高等优点, 在刀具涂层材料领域显示出广阔的应用前景, 近年来受到了越来越多的关注[7 -9 ] . 本课题组研究了TiWN薄膜的力学性能和摩擦磨损性能, 结果表明TiWN薄膜硬度高达30.67 GPa, 在高温条件下, 薄膜中W氧化形成具有Magnéli相[10 ] 层状结构的WO3 , 在高温摩擦过程中有良好的润滑性能; 但其常温摩擦系数和磨损率均较大, 分别为0.53和3.66×10- 5 mm3 ·N- 1 ·m- 1 . C具有良好的固体润滑性能, 摩擦过程中作为固体润滑剂, 可以有效地降低常温摩擦系数和磨损率, 改善薄膜常温摩擦磨损性能[11 ,12 ] . Zhang等 [13 ] 利用直流反应磁控溅射法制备了TiAlCN薄膜, 研究了C含量对薄膜力学性能和摩擦性能的影响, 研究发现, TiAlCN薄膜常温摩擦系数随着C含量增加逐渐减小. 本课题组[14 ] 采用非平衡反应磁控溅射法研究了不同C靶功率对TiVCN复合膜性能的影响, 结果表明, 随着C靶功率升高, TiVCN复合膜常温摩擦磨损性能得到提高. 然而, 在高温环境下, C元素如何影响薄膜的高温摩擦磨损性能的研究鲜有报道. 因此, 本工作在TiWN薄膜的基础上添加C, 设计了TiWCN复合膜. 采用多靶反应磁控溅射法制备一系列不同C含量的TiWCN复合膜, 研究了C含量对TiWCN复合膜微结构、力学性能和摩擦磨损性能的影响. 讨论了不同温度下, C对薄膜摩擦磨损性能的影响机制.
1 实验方法
实验中采用JGP450型多靶磁控溅射仪在P型(100)取向的单晶Si基片和304不锈钢基片(15 mm×15 mm×2.5 mm)上制备TiWCN复合膜. 单晶Si和不锈钢基片分别经过蒸馏水、无水乙醇和丙酮超声清洗各10 min, 用于清洗基片表面油污和灰尘, 清洗完毕后, 迅速用干燥的热风吹干并装入溅射真空室中. 将Ti靶(99.9%)和W靶(99.9%)安装在两个独立的射频阴极上, 将石墨靶(99.99%)安装在直流阴极上. 靶材直径为75 mm, 靶到基片的距离为78 mm. 当本底真空优于6.0×10- 4 Pa时, 向真空室内通入Ar气(99.999%)起弧并清洗靶材10 min, 用以清除靶材表面氧化层或外来杂质; 然后预溅射100 nm的纯Ti过渡层, 用来提高膜基结合力. 随后通入N2 (99.999%)作为反应气体, Ar气和N2 流量分别为10 和2 mL/min, 总工作气压为0.3 Pa. 固定Ti靶功率为250 W, W靶功率为90 W, 改变石墨靶功率为0, 30, 60, 90和120 W, 沉积2 µm左右的TiWN薄膜和TiWCN复合膜.
单晶Si基片试样用于研究薄膜微结构和力学性能, 不锈钢基片试样用于研究薄膜的摩擦磨损性能. 采用EPMA-1720系列电子探针X射线微区分析仪检测薄膜中的各元素含量. 采用XRD-6000型X射线衍射仪(XRD, CuKa 2 O3 陶瓷磨球(直径为9.38 mm), 相对转速为50 r/min, 摩擦半径为4 mm, 载荷为3 N, 摩擦时间为30 min. 利用三维形貌仪(3D Profilometer)测出磨痕的平均磨损量, 计算薄膜平均磨损率; 同时测量Si片和沉积薄膜后的曲率半径, 结合Stoney公式[15 ] 计算薄膜的残余应力s . 利用绝热法[16 ] 计算薄膜中组成相质量分数, 计算公式如下:
(1) X i = 1 1 + ∑ j = 2 n I j I i K i j
其中,
(2) K i j = R j R i
式中, Xi 表示组成相i的质量分数, I为衍射峰强度, R值反映反射本领.
图1 不同C靶功率的TiWCN复合膜中各元素的含量
Fig.1 Atomic fraction of elements in TiWCN composite films with different C target power
2 实验结果及讨论
2.1 化学成分和微结构
图1为不同C靶功率的TiWCN复合膜中各元素的原子分数. 由图可知, 随着C靶功率升高, 薄膜中的C原子含量逐渐增加, 而Ti, W和N原子含量则相应地减小. 当C靶功率为0, 30, 60, 90和120 W时, 薄膜中对应的C原子分数分别为0, 8.52%, 9.20%, 11.25%和13.68%.
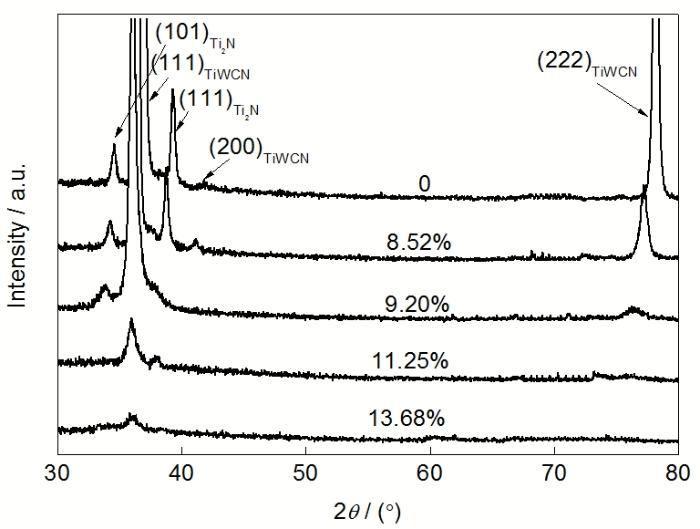
图2为不同C含量的TiWCN复合膜的XRD谱. 由图可知, TiWCN复合膜由fcc结构的TiWCN相(C含量0时为fcc结构的TiWN相)和六方结构的Ti2 N相组成, 薄膜沿 (111)TiWCN 择优生长. 随着C含量的增加, 薄膜的衍射峰逐渐弱化、宽化, 并逐渐向小角度方向偏移.
图2 不同C含量的TiWCN复合膜XRD谱
Fig.2 XRD patterns of TiWCN composite films with different C contents
图3为不同C含量的TiWCN复合膜的Raman光谱. 文献[17,18]中认为, G峰和D峰分别为Raman光谱中C-C键sp2 杂化和sp3 杂化特征峰, 这2个峰的出现表明薄膜中存在非晶石墨相. 由图可知, 当C含量为11.25%时, 在1390 cm- 1 处出现了微弱的D峰, 而在1580 cm- 1 处的G峰比较明显, 这是因为随着C靶功率升高, 添加到薄膜中的C原子达到饱和, 过量的C形成非晶石墨相. 当C含量增至13.68%时, D峰和G峰强度明显增强, 表明薄膜中非晶石墨相明显增多.
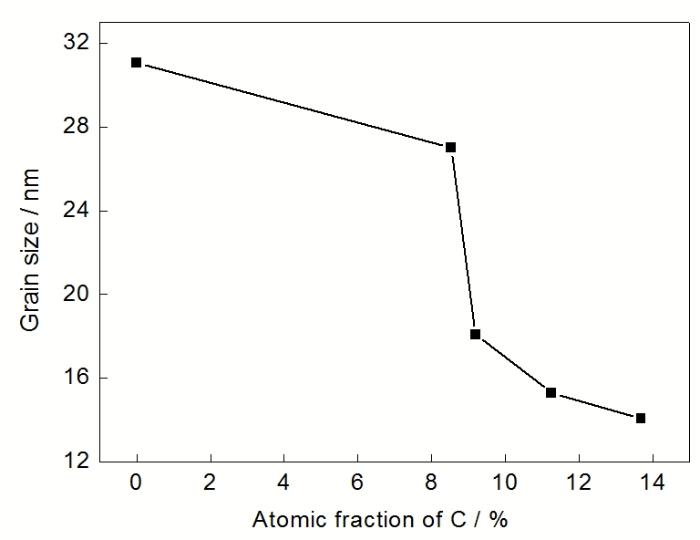
图4给出了利用Debye-Scherrer公式[19 ] 计算的TiWCN复合膜晶粒尺寸. 从图中可以看出, 随着C含量的增加, 薄膜晶粒尺寸逐渐减小, 这是因为C原子促进了薄膜形核, 同时薄膜中形成的非晶石墨相阻碍了晶粒长大, 导致薄膜晶粒尺寸逐渐减小[14 ,20 ] .
图3 不同C含量的TiWCN复合膜Raman光谱
Fig.3 Raman spectra of TiWCN composite films with different C contents
2.2 硬度和残余应力
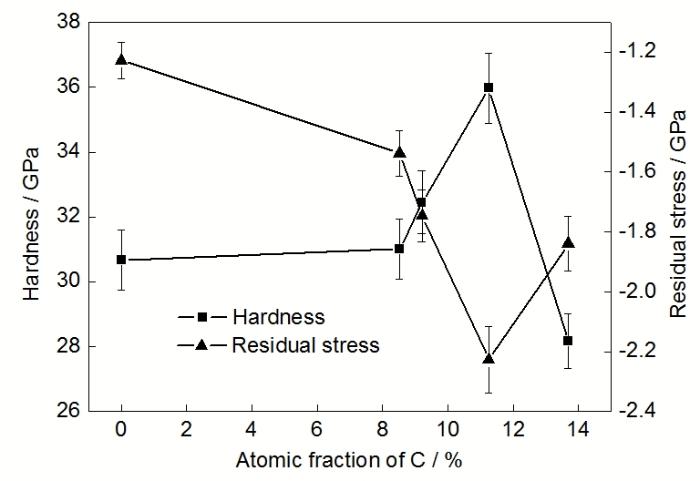
图5是不同C含量的TiWCN复合膜硬度和残余应力. 由图可知, TiWN薄膜硬度为30.7 GPa, 随着C含量增加, TiWCN复合膜的硬度先升高后降低, 薄膜内存在的残余应力为压应力, 其变化趋势与硬度相同. 当C含量增大到11.25%时, 薄膜硬度达到最大值, 为35.97 GPa, 因为薄膜中部分N原子被C原子取代形成置换固溶体, 产生固溶强化[21 ] ; 此外, 细晶强化[22 ,23 ] 和薄膜中存在的压应力[15 ,24 ] 也有利于薄膜硬度的增加; 同时薄膜中形成的非晶石墨相含量少, 对薄膜硬度影响不大. 当C含量增至13.68%时, 薄膜硬度急剧下降, 并且硬度值低于TiWN薄膜硬度, 这是因为此时薄膜中石墨相含量明显增多, 石墨硬度较低, 导致薄膜硬度急剧下降[21 ,25 ] .
图4 TiWCN复合膜的晶粒尺寸
Fig.4 Grain sizes of TiWCN composite films
图5 不同C含量的TiWCN复合膜的硬度和残余应力
Fig.5 Hardnesses and residual stresses of TiWCN composite films with different C contents
2.3 常温摩擦磨损性能
图6为TiWCN复合膜的常温摩擦曲线、摩擦系数和磨损率. 由图6a可见, 在摩擦初期前200 s内, 摩擦曲线均略有上升, 随后逐渐降低并趋于平稳, 这是因为薄膜表面存在的宏观和(或)微观几何缺陷,使得磨球与薄膜表面接触点压力升高, 摩擦系数略有升高; 随着摩擦的进行, 磨球接触点磨损以及塑性变形引起的接触表面形态和压力状态发生改变, 导致摩擦系数降低, 进入稳定摩擦阶段[26 ] . 由图6b可知, 随着C含量增加, 摩擦系数逐渐减小; 而薄膜磨损率先减小后增大, 当C含量为11.25%时, 磨损率达到最小值, 为1.26×10- 5 mm3 ·N- 1 ·m- 1 ; 当C含量增至13.68%时, 摩擦系数达到最小, 为0.32. 结合图3分析可知, 当C含量低于11.25%时, C原子以置换固溶体的形式存在薄膜中, 晶格中固溶的C对薄膜具有润滑作用, 摩擦系数减小; 当C含量为11.25%时, 薄膜中形成了少量的非晶石墨相, 由于石墨具有较好的润滑性能, 所以摩擦系数明显减小; 当C含量增加到13.68%时, 薄膜中非晶石墨相明显增多, 并富集于摩擦副表面形成转移膜, 降低了接触面间剪切力和摩擦力, 使得摩擦系数继续减小[12 ] . 薄膜的磨损率与硬度、相结构等因素有关[9 ,27 ] , 即高硬度材料具有较强的耐磨损性能, 层状结构的石墨相极具扩散性, 易被磨损. 当C含量低于11.25%时, 随着C含量增加, 薄膜硬度升高, 薄膜耐磨性增强, 此时薄膜中非晶石墨相含量较少, 因此硬度成为影响磨损率的主要因素, 故磨损率逐渐降低. 当C含量增加到13.68%时, 非晶石墨相增多, 薄膜的耐磨性降低, 故磨损率增大.
图6 不同C含量的TiWCN复合膜的摩擦曲线、摩擦系数和磨损率
Fig.6 Friction curves (a), friction coefficient and wear rate (b) of TiWCN composite films with different C contents
2.4 高温摩擦磨损性能
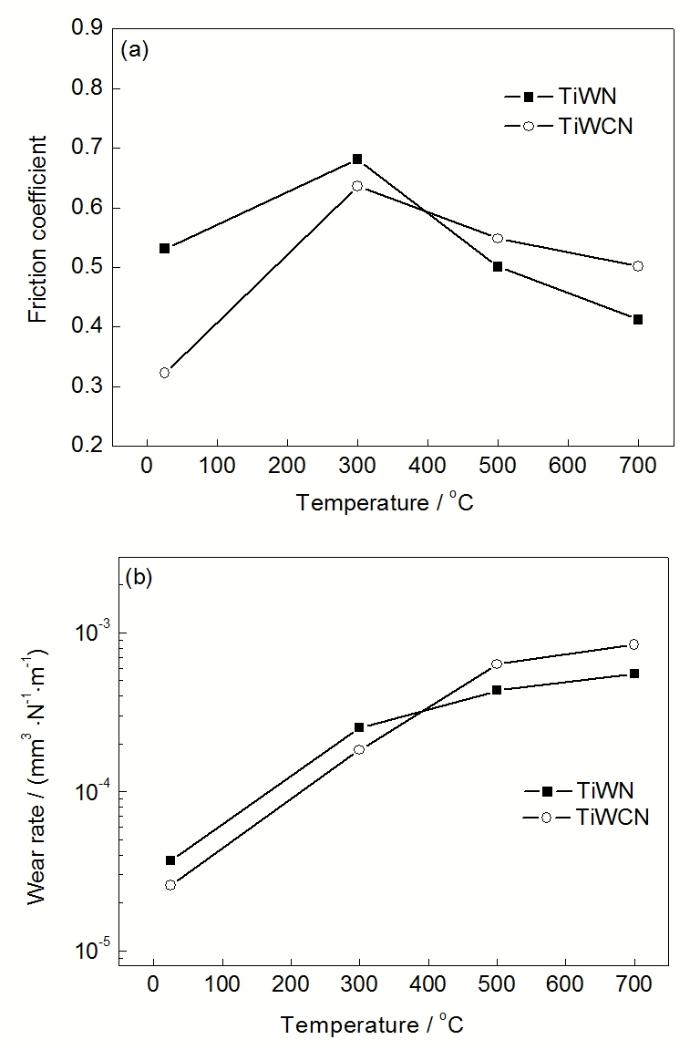
图7为TiWN薄膜和TiWCN复合膜(C含量为13.68%)在不同温度下摩擦系数和磨损率. 由图可知, 随着温度从室温(25 ℃)逐渐升高到700 ℃时, TiWN薄膜和TiWCN复合膜的摩擦系数均先增大后减小, 而磨损率均一直增大. 此外, 当温度低于370 ℃左右时, TiWCN复合膜的摩擦系数和磨损率小于TiWN薄膜的, 而当温度超过370 ℃左右时, TiWCN复合膜的摩擦系数和磨损率大于TiWN薄膜.
图7 TiWN薄膜和TiWCN复合膜高温摩擦系数和磨损率
Fig.7 Friction coefficient (a) and wear rate (b) of TiWN films and TiWCN composite films (Atomic fraction of C is 13.68%) at high temperature
图8a为在300, 500和700 ℃下TiWN薄膜和TiWCN复合膜(C含量为13.68%)高温摩擦后的XRD谱. 由图可见, 在300 ℃下, TiWN薄膜中有少量的WO3 生成, 而TiWCN复合膜中没有氧化物出现. 当温度为500 ℃时, TiWN和TiWCN薄膜均发生氧化, 薄膜中Ti原子和W原子氧化生成对应的氧化物, 即TiO2 和WO3 [28 ,29 ] . 当温度升至700 ℃时, TiWN和TiWCN薄膜中TiO2 和WO3 衍射峰明显增强、增多, 表明薄膜进一步发生氧化. 根据图8a, 利用绝热法[30 ] 计算在300, 500和700 ℃下高温摩擦后TiWN薄膜和TiWCN复合膜(C含量为13.68%)中的WO3 含量, 如图8b所示. 由图可知, 随着温度升高, TiWN薄膜和TiWCN复合膜磨痕中的WO3 含量均逐渐增加. 此外, 相同温度下TiWN薄膜磨痕中的WO3 含量均高于TiWCN复合膜的, 这主要是因为C原子添加到薄膜中, 使得薄膜中的W原子含量减小, 故在高温下TiWCN复合膜中生成的WO3 含量比TiWN薄膜中少.
图8 不同温度下TiWN 薄膜和TiWCN复合膜摩擦后XRD谱及WO3 含量
Fig.8 XRD patterns (a) and WO3 contents (b) of TiWN films and TiWCN composite film (Atomic fraction of C is 13.68%) after friction under different temperatures
当温度从室温(25 ℃)升至300 ℃过程中, TiWN薄膜和TiWCN复合膜的摩擦系数逐渐增大, 这主要是由于空气中的水分被蒸发, 含量较少, 导致在高转速干摩擦条件下摩擦系数增大[14 ] . 继续升高温度时, 在急剧摩擦过程中形成的WO3 含量逐渐增多, WO3 充当润滑剂, 薄膜的润滑性能增强[10 ] , 所以在500 ℃下, TiWN薄膜和TiWCN复合膜的摩擦系数明显减小. 当温度升至700 ℃时, TiWN薄膜和TiWCN复合膜的摩擦系数减小并趋于稳定, 这是因为环境温度升高加之摩擦过程局部生热, 薄膜内局部温度达到WO3 熔点(WO3 熔点约730 ℃[31 ] ), 导致部分WO3 熔化, 熔化的WO3 在摩擦过程中充当液态润滑剂, 较干式摩擦具有较好的润滑性能, 所以摩擦系数继续减小并趋于稳定[29 ] .
TiWN薄膜和TiWCN复合膜的摩擦系数均随温度的升高先增大后减小(图7a), 但是相对于TiWN薄膜, TiWCN复合膜中存在非晶石墨相以及晶格中固溶的C均具有润滑作用, 因此300 ℃以下, TiWCN复合膜的摩擦系数较小; 当温度高于300 ℃, TiWCN薄膜中石墨相结构被破坏, 同时薄膜晶格中固溶的C开始氧化, 结合图8b, TiWCN复合膜中的WO3 含量低于TiWN薄膜中的, WO3 具有较好的润滑性能, 因而TiWCN复合膜的摩擦系数高于TiWN. TiWN薄膜和TiWCN复合膜的磨损率均随温度的升高而升高(图7b), 当温度低于370 ℃左右时, 随着温度的升高, TiWN薄膜的磨损率高于TiWCN, 是因为TiWN薄膜中形成的WO3 比TiWCN薄膜中多, 而具有层状结构的WO3 易被磨损; 当温度超过370 ℃左右时, TiWCN薄膜的磨损率高于TiWN, 是因为 TiWCN薄膜中C的严重氧化加剧了薄膜的磨损.
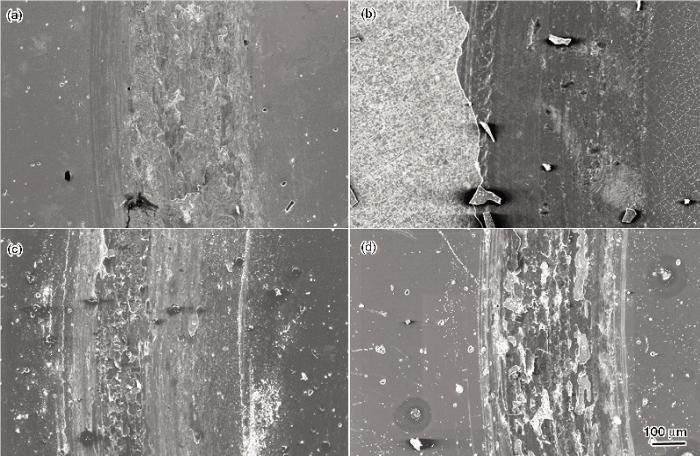
图9 在500和700 ℃下TiWN薄膜和TiWCN复合膜的磨痕形貌
Fig.9 Wear track morphologies of TiWN films (a , b) and TiWCN composite films (c , d) at 500 ℃ (a, c) and 700 ℃ (b , d)
图9为TiWN薄膜和TiWCN复合膜在500和700 ℃下的磨痕形貌. 由图9a和c可以看出, 在500 ℃下, TiWN薄膜磨痕表面光滑, 磨痕较浅, 表面出现了少量的剥落; 而TiWCN薄膜磨痕明显宽化, 表面存在大量的磨损颗粒. 由图9b和d可见, 在700 ℃下, TiWN和TiWCN薄膜磨痕均明显变深, 磨痕表面出现了严重的剥落现象, 薄膜被严重磨损, 不锈钢基底裸露可见, 进一步验证了薄膜在700 ℃下的磨损率达到最大值(图7b).
3 结论
(1) TiWCN复合膜由fcc结构的TiWCN相和六方结构的Ti2 N相组成. 随着C含量增加, TiWCN复合膜的硬度先升高后降低, 当C含量为11.25%时, 硬度达到最大值, 为35.97 GPa.
(2) 随着C含量的增加, TiWCN复合膜常温摩擦系数逐渐减小, 而磨损率先减小后增大. 当C含量为11.25%, 磨损率获得最小值, 为1.26×10- 5 mm3 ·N- 1 ·m- 1 ; 当C含量为13.68%时, 摩擦系数最小, 为0.32. 在高温摩擦磨损实验中, 当温度低于约370 ℃时, TiWCN复合膜的摩擦系数和磨损率比TiWN薄膜低; 当温度超过约370 ℃时, TiWCN复合膜的摩擦系数和磨损率均高于TiWN薄膜, 因此C添加到TiWN薄膜中提高了薄膜的常温摩擦磨损性能, 而薄膜的高温摩擦磨损性能并未得到改善.
The authors have declared that no competing interests exist.
作者已声明无竞争性利益关系。
参考文献
文献选项
[1]
Gustavsson L E Baránková H Bárdos L Surf Coat Technol , 2006 ; 201 : 1464
[本文引用: 1]
[2]
Veprek S Veprek-Heijman M J G Surf Coat Technol , 2008 ; 202 : 5063
[本文引用: 1]
[3]
Pan L Bai Y Z Zhang D Wang J Rare Met , 2012 ; 31 : 183
[本文引用: 1]
[4]
Neidhardt J Czigány Z Sartory B Tessadri R Mitterer C Int J Refract Met Hard Mater , 2010 ; 28 : 23
[5]
Yu L H Xue A J Dong S T Xu J H Trans Mater Heat Treat , 2010 ; 31 : 140
(喻利花 , 薛安俊 , 董松涛 , 许俊华 . 材料热处理学报 , 2010 ; 31 : 140 )
[6]
Ezura H Ichijo K Hasegawa H Yamamoto K Hotta A Suzuki T Vacuum , 2008 ; 82 : 476
[本文引用: 1]
[7]
Caicedo J C Yate L Montes J Surf Coat Technol , 2011 ; 205 : 2947
[本文引用: 1]
[8]
Manory R R Mollica S Ward L Purushotham K P Evans P Noorman J Perry A J Surf Coat Technol , 2002 ; 155 : 136
[9]
Tian B Yue W Fu Z Q Gu Y H Wang C B Liu J J Vacuum , 2014 ; 99 : 68
[本文引用: 2]
[10]
Gassner G Mayrhofer P H Kutschej K Mitterer C Kathrein M Surf Coat Technol , 2006 ; 201 : 3335
[本文引用: 2]
[11]
Chang C L Hsieh T J J Mater Process Technol , 2009 ; 209 : 5521
[本文引用: 1]
[12]
Yu L H Ma B Y Xu J H Acta Metall Sin , 2012 ; 48 : 469
[本文引用: 2]
(喻利花 , 马冰洋 , 许俊华 . 金属学报 , 2012 ; 48 : 469 )
[本文引用: 2]
[13]
Zhang X H Jiang J Q Zeng Y Q Lin J L Wang F L Moore J J Surf Coat Technol , 2008 ; 203 : 594
[本文引用: 1]
[14]
Xu J H Cao J Yu L H Acta Metall Sin , 2012 ; 48 : 555
[本文引用: 3]
(许俊华 , 曹 峻 , 喻利花 . 金属学报 , 2012 ; 48 : 555 )
[本文引用: 3]
[15]
Cheng G A Han D Y Liang C L Wu X L Zheng R T Surf Coat Technol , 2013 ; 228 : S328
[本文引用: 2]
[16]
Li C Y Chen L Iron Steel Res , 1991 ; (2 ): 41
[本文引用: 1]
(李长一 , 陈 亮 . 钢铁研究 , 1991 ; (2 ): 41 )
[本文引用: 1]
[17]
Chen R Tu J P Liu D G Mai Y J Gu C D Surf Coat Technol , 2011 ; 205 : 5228
[18]
Xue Q J Wang L P Diamond-Like Carbon Film Materials . Beijing : Science Press , 2012 : 18
(薛群基 ,王立平 . 类金刚石碳基薄膜材料 . 北京 : 科学出版社 , 2012 : 18 )
[19]
Martínez-Martínez D Sánchez-López J C Rojas T C Fernández A Eaton P Belin M Thin Solid Films , 2005 ; 472 : 64
[本文引用: 1]
[20]
Ertürk E Knotek O Burgmer W Prengel H G Heuvel H J Dederichs H G Stössel C Surf Coat Technol , 1991 ; 46 : 39
[本文引用: 1]
[21]
Aliofkhazraei M Sabour Rouhaghdam A Surf Coat Technol , 2010 ; 205 : S51
[本文引用: 2]
[22]
Yamamoto T Kawate M Hasegawa H Suzuki T Surf Coat Technol , 2005 ; 193 : 372
[本文引用: 1]
[23]
Wu W Y Wu C H Xiao B H Yang T X Lin S Y Chen P H Chang C L Vacuum , 2013 ; 87 : 209
[本文引用: 1]
[24]
Zhang L Q Yang H S Pang X L Gao K W Volinsky A A Surf Coat Technol , 2013 ; 224 : 120
[本文引用: 1]
[25]
Lin J L Moore J J Mishra B Pinkas M Sproul W D Acta Mater , 2010 ; 58 : 1554
[本文引用: 1]
[26]
Ziegele H Rebholz C Voevodin A A Leyland A Rohde S L Matthews A Tribology Int , 1997 ; 30 : 845
[本文引用: 1]
[27]
Chen X Y Wang Z H Ma S L Ji V Diamond Relat Mater , 2010 ; 19 : 1336
[本文引用: 1]
[28]
Aizawa T Mitsuo A Yamamoto S Sumitomo T Muraishi S Wear , 2005 ; 259 : 708
[本文引用: 1]
[29]
Zeman P Musil J Appl Surf Sci , 2006 ; 252 : 8319
[本文引用: 2]
[30]
Aubert A Danroc J Gaucher A Thin Solid Films , 1985 ; 126 : 61
[本文引用: 1]
[31]
Aizawa T Mitsuo A Yamamoto S Sumitomo T Muraishi S Wear , 2005 ; 259 : 708
[本文引用: 1]
1
2006
... 近年来, 随着现代高性能切削加工的快速发展, 高转速、高温极端服役条件对刀具的使用性能提出了越来越高的要求, 特别是在此条件下产生的剧烈磨损、高温氧化以及表面疲劳, 极大地降低刀具的使用性能, 急剧缩短了其使用寿命. TiN具有硬度高、化学稳定性强等特点, 已经作为传统的涂层材料被广泛地应用于刀具制造业中, 但其使用性能仍不能胜任现代切削加工更高的要求[1 ,2 ] . 为了满足这一要求, 学者们尝试在传统的刀具薄膜材料中添加金属或非金属元素使其多元化, 通过改变薄膜的微结构, 提高其综合性能[3 -6 ] . ...
1
2008
... 近年来, 随着现代高性能切削加工的快速发展, 高转速、高温极端服役条件对刀具的使用性能提出了越来越高的要求, 特别是在此条件下产生的剧烈磨损、高温氧化以及表面疲劳, 极大地降低刀具的使用性能, 急剧缩短了其使用寿命. TiN具有硬度高、化学稳定性强等特点, 已经作为传统的涂层材料被广泛地应用于刀具制造业中, 但其使用性能仍不能胜任现代切削加工更高的要求[1 ,2 ] . 为了满足这一要求, 学者们尝试在传统的刀具薄膜材料中添加金属或非金属元素使其多元化, 通过改变薄膜的微结构, 提高其综合性能[3 -6 ] . ...
1
2012
... 近年来, 随着现代高性能切削加工的快速发展, 高转速、高温极端服役条件对刀具的使用性能提出了越来越高的要求, 特别是在此条件下产生的剧烈磨损、高温氧化以及表面疲劳, 极大地降低刀具的使用性能, 急剧缩短了其使用寿命. TiN具有硬度高、化学稳定性强等特点, 已经作为传统的涂层材料被广泛地应用于刀具制造业中, 但其使用性能仍不能胜任现代切削加工更高的要求[1 ,2 ] . 为了满足这一要求, 学者们尝试在传统的刀具薄膜材料中添加金属或非金属元素使其多元化, 通过改变薄膜的微结构, 提高其综合性能[3 -6 ] . ...
1
2008
... 近年来, 随着现代高性能切削加工的快速发展, 高转速、高温极端服役条件对刀具的使用性能提出了越来越高的要求, 特别是在此条件下产生的剧烈磨损、高温氧化以及表面疲劳, 极大地降低刀具的使用性能, 急剧缩短了其使用寿命. TiN具有硬度高、化学稳定性强等特点, 已经作为传统的涂层材料被广泛地应用于刀具制造业中, 但其使用性能仍不能胜任现代切削加工更高的要求[1 ,2 ] . 为了满足这一要求, 学者们尝试在传统的刀具薄膜材料中添加金属或非金属元素使其多元化, 通过改变薄膜的微结构, 提高其综合性能[3 -6 ] . ...
1
2011
... TiWN薄膜具有硬度高、耐腐蚀性强、膜基结合力高等优点, 在刀具涂层材料领域显示出广阔的应用前景, 近年来受到了越来越多的关注[7 -9 ] . 本课题组研究了TiWN薄膜的力学性能和摩擦磨损性能, 结果表明TiWN薄膜硬度高达30.67 GPa, 在高温条件下, 薄膜中W氧化形成具有Magnéli相[10 ] 层状结构的WO3 , 在高温摩擦过程中有良好的润滑性能; 但其常温摩擦系数和磨损率均较大, 分别为0.53和3.66×10- 5 mm3 ·N- 1 ·m- 1 . C具有良好的固体润滑性能, 摩擦过程中作为固体润滑剂, 可以有效地降低常温摩擦系数和磨损率, 改善薄膜常温摩擦磨损性能[11 ,12 ] . Zhang等 [13 ] 利用直流反应磁控溅射法制备了TiAlCN薄膜, 研究了C含量对薄膜力学性能和摩擦性能的影响, 研究发现, TiAlCN薄膜常温摩擦系数随着C含量增加逐渐减小. 本课题组[14 ] 采用非平衡反应磁控溅射法研究了不同C靶功率对TiVCN复合膜性能的影响, 结果表明, 随着C靶功率升高, TiVCN复合膜常温摩擦磨损性能得到提高. 然而, 在高温环境下, C元素如何影响薄膜的高温摩擦磨损性能的研究鲜有报道. 因此, 本工作在TiWN薄膜的基础上添加C, 设计了TiWCN复合膜. 采用多靶反应磁控溅射法制备一系列不同C含量的TiWCN复合膜, 研究了C含量对TiWCN复合膜微结构、力学性能和摩擦磨损性能的影响. 讨论了不同温度下, C对薄膜摩擦磨损性能的影响机制. ...
2
2014
... TiWN薄膜具有硬度高、耐腐蚀性强、膜基结合力高等优点, 在刀具涂层材料领域显示出广阔的应用前景, 近年来受到了越来越多的关注[7 -9 ] . 本课题组研究了TiWN薄膜的力学性能和摩擦磨损性能, 结果表明TiWN薄膜硬度高达30.67 GPa, 在高温条件下, 薄膜中W氧化形成具有Magnéli相[10 ] 层状结构的WO3 , 在高温摩擦过程中有良好的润滑性能; 但其常温摩擦系数和磨损率均较大, 分别为0.53和3.66×10- 5 mm3 ·N- 1 ·m- 1 . C具有良好的固体润滑性能, 摩擦过程中作为固体润滑剂, 可以有效地降低常温摩擦系数和磨损率, 改善薄膜常温摩擦磨损性能[11 ,12 ] . Zhang等 [13 ] 利用直流反应磁控溅射法制备了TiAlCN薄膜, 研究了C含量对薄膜力学性能和摩擦性能的影响, 研究发现, TiAlCN薄膜常温摩擦系数随着C含量增加逐渐减小. 本课题组[14 ] 采用非平衡反应磁控溅射法研究了不同C靶功率对TiVCN复合膜性能的影响, 结果表明, 随着C靶功率升高, TiVCN复合膜常温摩擦磨损性能得到提高. 然而, 在高温环境下, C元素如何影响薄膜的高温摩擦磨损性能的研究鲜有报道. 因此, 本工作在TiWN薄膜的基础上添加C, 设计了TiWCN复合膜. 采用多靶反应磁控溅射法制备一系列不同C含量的TiWCN复合膜, 研究了C含量对TiWCN复合膜微结构、力学性能和摩擦磨损性能的影响. 讨论了不同温度下, C对薄膜摩擦磨损性能的影响机制. ...
... 图6为TiWCN复合膜的常温摩擦曲线、摩擦系数和磨损率. 由图6a可见, 在摩擦初期前200 s内, 摩擦曲线均略有上升, 随后逐渐降低并趋于平稳, 这是因为薄膜表面存在的宏观和(或)微观几何缺陷,使得磨球与薄膜表面接触点压力升高, 摩擦系数略有升高; 随着摩擦的进行, 磨球接触点磨损以及塑性变形引起的接触表面形态和压力状态发生改变, 导致摩擦系数降低, 进入稳定摩擦阶段[26 ] . 由图6b可知, 随着C含量增加, 摩擦系数逐渐减小; 而薄膜磨损率先减小后增大, 当C含量为11.25%时, 磨损率达到最小值, 为1.26×10- 5 mm3 ·N- 1 ·m- 1 ; 当C含量增至13.68%时, 摩擦系数达到最小, 为0.32. 结合图3分析可知, 当C含量低于11.25%时, C原子以置换固溶体的形式存在薄膜中, 晶格中固溶的C对薄膜具有润滑作用, 摩擦系数减小; 当C含量为11.25%时, 薄膜中形成了少量的非晶石墨相, 由于石墨具有较好的润滑性能, 所以摩擦系数明显减小; 当C含量增加到13.68%时, 薄膜中非晶石墨相明显增多, 并富集于摩擦副表面形成转移膜, 降低了接触面间剪切力和摩擦力, 使得摩擦系数继续减小[12 ] . 薄膜的磨损率与硬度、相结构等因素有关[9 ,27 ] , 即高硬度材料具有较强的耐磨损性能, 层状结构的石墨相极具扩散性, 易被磨损. 当C含量低于11.25%时, 随着C含量增加, 薄膜硬度升高, 薄膜耐磨性增强, 此时薄膜中非晶石墨相含量较少, 因此硬度成为影响磨损率的主要因素, 故磨损率逐渐降低. 当C含量增加到13.68%时, 非晶石墨相增多, 薄膜的耐磨性降低, 故磨损率增大. ...
2
2006
... TiWN薄膜具有硬度高、耐腐蚀性强、膜基结合力高等优点, 在刀具涂层材料领域显示出广阔的应用前景, 近年来受到了越来越多的关注[7 -9 ] . 本课题组研究了TiWN薄膜的力学性能和摩擦磨损性能, 结果表明TiWN薄膜硬度高达30.67 GPa, 在高温条件下, 薄膜中W氧化形成具有Magnéli相[10 ] 层状结构的WO3 , 在高温摩擦过程中有良好的润滑性能; 但其常温摩擦系数和磨损率均较大, 分别为0.53和3.66×10- 5 mm3 ·N- 1 ·m- 1 . C具有良好的固体润滑性能, 摩擦过程中作为固体润滑剂, 可以有效地降低常温摩擦系数和磨损率, 改善薄膜常温摩擦磨损性能[11 ,12 ] . Zhang等 [13 ] 利用直流反应磁控溅射法制备了TiAlCN薄膜, 研究了C含量对薄膜力学性能和摩擦性能的影响, 研究发现, TiAlCN薄膜常温摩擦系数随着C含量增加逐渐减小. 本课题组[14 ] 采用非平衡反应磁控溅射法研究了不同C靶功率对TiVCN复合膜性能的影响, 结果表明, 随着C靶功率升高, TiVCN复合膜常温摩擦磨损性能得到提高. 然而, 在高温环境下, C元素如何影响薄膜的高温摩擦磨损性能的研究鲜有报道. 因此, 本工作在TiWN薄膜的基础上添加C, 设计了TiWCN复合膜. 采用多靶反应磁控溅射法制备一系列不同C含量的TiWCN复合膜, 研究了C含量对TiWCN复合膜微结构、力学性能和摩擦磨损性能的影响. 讨论了不同温度下, C对薄膜摩擦磨损性能的影响机制. ...
... 当温度从室温(25 ℃)升至300 ℃过程中, TiWN薄膜和TiWCN复合膜的摩擦系数逐渐增大, 这主要是由于空气中的水分被蒸发, 含量较少, 导致在高转速干摩擦条件下摩擦系数增大[14 ] . 继续升高温度时, 在急剧摩擦过程中形成的WO3 含量逐渐增多, WO3 充当润滑剂, 薄膜的润滑性能增强[10 ] , 所以在500 ℃下, TiWN薄膜和TiWCN复合膜的摩擦系数明显减小. 当温度升至700 ℃时, TiWN薄膜和TiWCN复合膜的摩擦系数减小并趋于稳定, 这是因为环境温度升高加之摩擦过程局部生热, 薄膜内局部温度达到WO3 熔点(WO3 熔点约730 ℃[31 ] ), 导致部分WO3 熔化, 熔化的WO3 在摩擦过程中充当液态润滑剂, 较干式摩擦具有较好的润滑性能, 所以摩擦系数继续减小并趋于稳定[29 ] . ...
1
2009
... TiWN薄膜具有硬度高、耐腐蚀性强、膜基结合力高等优点, 在刀具涂层材料领域显示出广阔的应用前景, 近年来受到了越来越多的关注[7 -9 ] . 本课题组研究了TiWN薄膜的力学性能和摩擦磨损性能, 结果表明TiWN薄膜硬度高达30.67 GPa, 在高温条件下, 薄膜中W氧化形成具有Magnéli相[10 ] 层状结构的WO3 , 在高温摩擦过程中有良好的润滑性能; 但其常温摩擦系数和磨损率均较大, 分别为0.53和3.66×10- 5 mm3 ·N- 1 ·m- 1 . C具有良好的固体润滑性能, 摩擦过程中作为固体润滑剂, 可以有效地降低常温摩擦系数和磨损率, 改善薄膜常温摩擦磨损性能[11 ,12 ] . Zhang等 [13 ] 利用直流反应磁控溅射法制备了TiAlCN薄膜, 研究了C含量对薄膜力学性能和摩擦性能的影响, 研究发现, TiAlCN薄膜常温摩擦系数随着C含量增加逐渐减小. 本课题组[14 ] 采用非平衡反应磁控溅射法研究了不同C靶功率对TiVCN复合膜性能的影响, 结果表明, 随着C靶功率升高, TiVCN复合膜常温摩擦磨损性能得到提高. 然而, 在高温环境下, C元素如何影响薄膜的高温摩擦磨损性能的研究鲜有报道. 因此, 本工作在TiWN薄膜的基础上添加C, 设计了TiWCN复合膜. 采用多靶反应磁控溅射法制备一系列不同C含量的TiWCN复合膜, 研究了C含量对TiWCN复合膜微结构、力学性能和摩擦磨损性能的影响. 讨论了不同温度下, C对薄膜摩擦磨损性能的影响机制. ...
2
2012
... TiWN薄膜具有硬度高、耐腐蚀性强、膜基结合力高等优点, 在刀具涂层材料领域显示出广阔的应用前景, 近年来受到了越来越多的关注[7 -9 ] . 本课题组研究了TiWN薄膜的力学性能和摩擦磨损性能, 结果表明TiWN薄膜硬度高达30.67 GPa, 在高温条件下, 薄膜中W氧化形成具有Magnéli相[10 ] 层状结构的WO3 , 在高温摩擦过程中有良好的润滑性能; 但其常温摩擦系数和磨损率均较大, 分别为0.53和3.66×10- 5 mm3 ·N- 1 ·m- 1 . C具有良好的固体润滑性能, 摩擦过程中作为固体润滑剂, 可以有效地降低常温摩擦系数和磨损率, 改善薄膜常温摩擦磨损性能[11 ,12 ] . Zhang等 [13 ] 利用直流反应磁控溅射法制备了TiAlCN薄膜, 研究了C含量对薄膜力学性能和摩擦性能的影响, 研究发现, TiAlCN薄膜常温摩擦系数随着C含量增加逐渐减小. 本课题组[14 ] 采用非平衡反应磁控溅射法研究了不同C靶功率对TiVCN复合膜性能的影响, 结果表明, 随着C靶功率升高, TiVCN复合膜常温摩擦磨损性能得到提高. 然而, 在高温环境下, C元素如何影响薄膜的高温摩擦磨损性能的研究鲜有报道. 因此, 本工作在TiWN薄膜的基础上添加C, 设计了TiWCN复合膜. 采用多靶反应磁控溅射法制备一系列不同C含量的TiWCN复合膜, 研究了C含量对TiWCN复合膜微结构、力学性能和摩擦磨损性能的影响. 讨论了不同温度下, C对薄膜摩擦磨损性能的影响机制. ...
... 图6为TiWCN复合膜的常温摩擦曲线、摩擦系数和磨损率. 由图6a可见, 在摩擦初期前200 s内, 摩擦曲线均略有上升, 随后逐渐降低并趋于平稳, 这是因为薄膜表面存在的宏观和(或)微观几何缺陷,使得磨球与薄膜表面接触点压力升高, 摩擦系数略有升高; 随着摩擦的进行, 磨球接触点磨损以及塑性变形引起的接触表面形态和压力状态发生改变, 导致摩擦系数降低, 进入稳定摩擦阶段[26 ] . 由图6b可知, 随着C含量增加, 摩擦系数逐渐减小; 而薄膜磨损率先减小后增大, 当C含量为11.25%时, 磨损率达到最小值, 为1.26×10- 5 mm3 ·N- 1 ·m- 1 ; 当C含量增至13.68%时, 摩擦系数达到最小, 为0.32. 结合图3分析可知, 当C含量低于11.25%时, C原子以置换固溶体的形式存在薄膜中, 晶格中固溶的C对薄膜具有润滑作用, 摩擦系数减小; 当C含量为11.25%时, 薄膜中形成了少量的非晶石墨相, 由于石墨具有较好的润滑性能, 所以摩擦系数明显减小; 当C含量增加到13.68%时, 薄膜中非晶石墨相明显增多, 并富集于摩擦副表面形成转移膜, 降低了接触面间剪切力和摩擦力, 使得摩擦系数继续减小[12 ] . 薄膜的磨损率与硬度、相结构等因素有关[9 ,27 ] , 即高硬度材料具有较强的耐磨损性能, 层状结构的石墨相极具扩散性, 易被磨损. 当C含量低于11.25%时, 随着C含量增加, 薄膜硬度升高, 薄膜耐磨性增强, 此时薄膜中非晶石墨相含量较少, 因此硬度成为影响磨损率的主要因素, 故磨损率逐渐降低. 当C含量增加到13.68%时, 非晶石墨相增多, 薄膜的耐磨性降低, 故磨损率增大. ...
2
2012
... TiWN薄膜具有硬度高、耐腐蚀性强、膜基结合力高等优点, 在刀具涂层材料领域显示出广阔的应用前景, 近年来受到了越来越多的关注[7 -9 ] . 本课题组研究了TiWN薄膜的力学性能和摩擦磨损性能, 结果表明TiWN薄膜硬度高达30.67 GPa, 在高温条件下, 薄膜中W氧化形成具有Magnéli相[10 ] 层状结构的WO3 , 在高温摩擦过程中有良好的润滑性能; 但其常温摩擦系数和磨损率均较大, 分别为0.53和3.66×10- 5 mm3 ·N- 1 ·m- 1 . C具有良好的固体润滑性能, 摩擦过程中作为固体润滑剂, 可以有效地降低常温摩擦系数和磨损率, 改善薄膜常温摩擦磨损性能[11 ,12 ] . Zhang等 [13 ] 利用直流反应磁控溅射法制备了TiAlCN薄膜, 研究了C含量对薄膜力学性能和摩擦性能的影响, 研究发现, TiAlCN薄膜常温摩擦系数随着C含量增加逐渐减小. 本课题组[14 ] 采用非平衡反应磁控溅射法研究了不同C靶功率对TiVCN复合膜性能的影响, 结果表明, 随着C靶功率升高, TiVCN复合膜常温摩擦磨损性能得到提高. 然而, 在高温环境下, C元素如何影响薄膜的高温摩擦磨损性能的研究鲜有报道. 因此, 本工作在TiWN薄膜的基础上添加C, 设计了TiWCN复合膜. 采用多靶反应磁控溅射法制备一系列不同C含量的TiWCN复合膜, 研究了C含量对TiWCN复合膜微结构、力学性能和摩擦磨损性能的影响. 讨论了不同温度下, C对薄膜摩擦磨损性能的影响机制. ...
... 图6为TiWCN复合膜的常温摩擦曲线、摩擦系数和磨损率. 由图6a可见, 在摩擦初期前200 s内, 摩擦曲线均略有上升, 随后逐渐降低并趋于平稳, 这是因为薄膜表面存在的宏观和(或)微观几何缺陷,使得磨球与薄膜表面接触点压力升高, 摩擦系数略有升高; 随着摩擦的进行, 磨球接触点磨损以及塑性变形引起的接触表面形态和压力状态发生改变, 导致摩擦系数降低, 进入稳定摩擦阶段[26 ] . 由图6b可知, 随着C含量增加, 摩擦系数逐渐减小; 而薄膜磨损率先减小后增大, 当C含量为11.25%时, 磨损率达到最小值, 为1.26×10- 5 mm3 ·N- 1 ·m- 1 ; 当C含量增至13.68%时, 摩擦系数达到最小, 为0.32. 结合图3分析可知, 当C含量低于11.25%时, C原子以置换固溶体的形式存在薄膜中, 晶格中固溶的C对薄膜具有润滑作用, 摩擦系数减小; 当C含量为11.25%时, 薄膜中形成了少量的非晶石墨相, 由于石墨具有较好的润滑性能, 所以摩擦系数明显减小; 当C含量增加到13.68%时, 薄膜中非晶石墨相明显增多, 并富集于摩擦副表面形成转移膜, 降低了接触面间剪切力和摩擦力, 使得摩擦系数继续减小[12 ] . 薄膜的磨损率与硬度、相结构等因素有关[9 ,27 ] , 即高硬度材料具有较强的耐磨损性能, 层状结构的石墨相极具扩散性, 易被磨损. 当C含量低于11.25%时, 随着C含量增加, 薄膜硬度升高, 薄膜耐磨性增强, 此时薄膜中非晶石墨相含量较少, 因此硬度成为影响磨损率的主要因素, 故磨损率逐渐降低. 当C含量增加到13.68%时, 非晶石墨相增多, 薄膜的耐磨性降低, 故磨损率增大. ...
1
2008
... TiWN薄膜具有硬度高、耐腐蚀性强、膜基结合力高等优点, 在刀具涂层材料领域显示出广阔的应用前景, 近年来受到了越来越多的关注[7 -9 ] . 本课题组研究了TiWN薄膜的力学性能和摩擦磨损性能, 结果表明TiWN薄膜硬度高达30.67 GPa, 在高温条件下, 薄膜中W氧化形成具有Magnéli相[10 ] 层状结构的WO3 , 在高温摩擦过程中有良好的润滑性能; 但其常温摩擦系数和磨损率均较大, 分别为0.53和3.66×10- 5 mm3 ·N- 1 ·m- 1 . C具有良好的固体润滑性能, 摩擦过程中作为固体润滑剂, 可以有效地降低常温摩擦系数和磨损率, 改善薄膜常温摩擦磨损性能[11 ,12 ] . Zhang等 [13 ] 利用直流反应磁控溅射法制备了TiAlCN薄膜, 研究了C含量对薄膜力学性能和摩擦性能的影响, 研究发现, TiAlCN薄膜常温摩擦系数随着C含量增加逐渐减小. 本课题组[14 ] 采用非平衡反应磁控溅射法研究了不同C靶功率对TiVCN复合膜性能的影响, 结果表明, 随着C靶功率升高, TiVCN复合膜常温摩擦磨损性能得到提高. 然而, 在高温环境下, C元素如何影响薄膜的高温摩擦磨损性能的研究鲜有报道. 因此, 本工作在TiWN薄膜的基础上添加C, 设计了TiWCN复合膜. 采用多靶反应磁控溅射法制备一系列不同C含量的TiWCN复合膜, 研究了C含量对TiWCN复合膜微结构、力学性能和摩擦磨损性能的影响. 讨论了不同温度下, C对薄膜摩擦磨损性能的影响机制. ...
3
2012
... TiWN薄膜具有硬度高、耐腐蚀性强、膜基结合力高等优点, 在刀具涂层材料领域显示出广阔的应用前景, 近年来受到了越来越多的关注[7 -9 ] . 本课题组研究了TiWN薄膜的力学性能和摩擦磨损性能, 结果表明TiWN薄膜硬度高达30.67 GPa, 在高温条件下, 薄膜中W氧化形成具有Magnéli相[10 ] 层状结构的WO3 , 在高温摩擦过程中有良好的润滑性能; 但其常温摩擦系数和磨损率均较大, 分别为0.53和3.66×10- 5 mm3 ·N- 1 ·m- 1 . C具有良好的固体润滑性能, 摩擦过程中作为固体润滑剂, 可以有效地降低常温摩擦系数和磨损率, 改善薄膜常温摩擦磨损性能[11 ,12 ] . Zhang等 [13 ] 利用直流反应磁控溅射法制备了TiAlCN薄膜, 研究了C含量对薄膜力学性能和摩擦性能的影响, 研究发现, TiAlCN薄膜常温摩擦系数随着C含量增加逐渐减小. 本课题组[14 ] 采用非平衡反应磁控溅射法研究了不同C靶功率对TiVCN复合膜性能的影响, 结果表明, 随着C靶功率升高, TiVCN复合膜常温摩擦磨损性能得到提高. 然而, 在高温环境下, C元素如何影响薄膜的高温摩擦磨损性能的研究鲜有报道. 因此, 本工作在TiWN薄膜的基础上添加C, 设计了TiWCN复合膜. 采用多靶反应磁控溅射法制备一系列不同C含量的TiWCN复合膜, 研究了C含量对TiWCN复合膜微结构、力学性能和摩擦磨损性能的影响. 讨论了不同温度下, C对薄膜摩擦磨损性能的影响机制. ...
... 图4给出了利用Debye-Scherrer公式[19 ] 计算的TiWCN复合膜晶粒尺寸. 从图中可以看出, 随着C含量的增加, 薄膜晶粒尺寸逐渐减小, 这是因为C原子促进了薄膜形核, 同时薄膜中形成的非晶石墨相阻碍了晶粒长大, 导致薄膜晶粒尺寸逐渐减小[14 ,20 ] . ...
... 当温度从室温(25 ℃)升至300 ℃过程中, TiWN薄膜和TiWCN复合膜的摩擦系数逐渐增大, 这主要是由于空气中的水分被蒸发, 含量较少, 导致在高转速干摩擦条件下摩擦系数增大[14 ] . 继续升高温度时, 在急剧摩擦过程中形成的WO3 含量逐渐增多, WO3 充当润滑剂, 薄膜的润滑性能增强[10 ] , 所以在500 ℃下, TiWN薄膜和TiWCN复合膜的摩擦系数明显减小. 当温度升至700 ℃时, TiWN薄膜和TiWCN复合膜的摩擦系数减小并趋于稳定, 这是因为环境温度升高加之摩擦过程局部生热, 薄膜内局部温度达到WO3 熔点(WO3 熔点约730 ℃[31 ] ), 导致部分WO3 熔化, 熔化的WO3 在摩擦过程中充当液态润滑剂, 较干式摩擦具有较好的润滑性能, 所以摩擦系数继续减小并趋于稳定[29 ] . ...
3
2012
... TiWN薄膜具有硬度高、耐腐蚀性强、膜基结合力高等优点, 在刀具涂层材料领域显示出广阔的应用前景, 近年来受到了越来越多的关注[7 -9 ] . 本课题组研究了TiWN薄膜的力学性能和摩擦磨损性能, 结果表明TiWN薄膜硬度高达30.67 GPa, 在高温条件下, 薄膜中W氧化形成具有Magnéli相[10 ] 层状结构的WO3 , 在高温摩擦过程中有良好的润滑性能; 但其常温摩擦系数和磨损率均较大, 分别为0.53和3.66×10- 5 mm3 ·N- 1 ·m- 1 . C具有良好的固体润滑性能, 摩擦过程中作为固体润滑剂, 可以有效地降低常温摩擦系数和磨损率, 改善薄膜常温摩擦磨损性能[11 ,12 ] . Zhang等 [13 ] 利用直流反应磁控溅射法制备了TiAlCN薄膜, 研究了C含量对薄膜力学性能和摩擦性能的影响, 研究发现, TiAlCN薄膜常温摩擦系数随着C含量增加逐渐减小. 本课题组[14 ] 采用非平衡反应磁控溅射法研究了不同C靶功率对TiVCN复合膜性能的影响, 结果表明, 随着C靶功率升高, TiVCN复合膜常温摩擦磨损性能得到提高. 然而, 在高温环境下, C元素如何影响薄膜的高温摩擦磨损性能的研究鲜有报道. 因此, 本工作在TiWN薄膜的基础上添加C, 设计了TiWCN复合膜. 采用多靶反应磁控溅射法制备一系列不同C含量的TiWCN复合膜, 研究了C含量对TiWCN复合膜微结构、力学性能和摩擦磨损性能的影响. 讨论了不同温度下, C对薄膜摩擦磨损性能的影响机制. ...
... 图4给出了利用Debye-Scherrer公式[19 ] 计算的TiWCN复合膜晶粒尺寸. 从图中可以看出, 随着C含量的增加, 薄膜晶粒尺寸逐渐减小, 这是因为C原子促进了薄膜形核, 同时薄膜中形成的非晶石墨相阻碍了晶粒长大, 导致薄膜晶粒尺寸逐渐减小[14 ,20 ] . ...
... 当温度从室温(25 ℃)升至300 ℃过程中, TiWN薄膜和TiWCN复合膜的摩擦系数逐渐增大, 这主要是由于空气中的水分被蒸发, 含量较少, 导致在高转速干摩擦条件下摩擦系数增大[14 ] . 继续升高温度时, 在急剧摩擦过程中形成的WO3 含量逐渐增多, WO3 充当润滑剂, 薄膜的润滑性能增强[10 ] , 所以在500 ℃下, TiWN薄膜和TiWCN复合膜的摩擦系数明显减小. 当温度升至700 ℃时, TiWN薄膜和TiWCN复合膜的摩擦系数减小并趋于稳定, 这是因为环境温度升高加之摩擦过程局部生热, 薄膜内局部温度达到WO3 熔点(WO3 熔点约730 ℃[31 ] ), 导致部分WO3 熔化, 熔化的WO3 在摩擦过程中充当液态润滑剂, 较干式摩擦具有较好的润滑性能, 所以摩擦系数继续减小并趋于稳定[29 ] . ...
2
2013
... 单晶Si基片试样用于研究薄膜微结构和力学性能, 不锈钢基片试样用于研究薄膜的摩擦磨损性能. 采用EPMA-1720系列电子探针X射线微区分析仪检测薄膜中的各元素含量. 采用XRD-6000型X射线衍射仪(XRD, CuKa 2 O3 陶瓷磨球(直径为9.38 mm), 相对转速为50 r/min, 摩擦半径为4 mm, 载荷为3 N, 摩擦时间为30 min. 利用三维形貌仪(3D Profilometer)测出磨痕的平均磨损量, 计算薄膜平均磨损率; 同时测量Si片和沉积薄膜后的曲率半径, 结合Stoney公式[15 ] 计算薄膜的残余应力s . 利用绝热法[16 ] 计算薄膜中组成相质量分数, 计算公式如下: ...
... 图5是不同C含量的TiWCN复合膜硬度和残余应力. 由图可知, TiWN薄膜硬度为30.7 GPa, 随着C含量增加, TiWCN复合膜的硬度先升高后降低, 薄膜内存在的残余应力为压应力, 其变化趋势与硬度相同. 当C含量增大到11.25%时, 薄膜硬度达到最大值, 为35.97 GPa, 因为薄膜中部分N原子被C原子取代形成置换固溶体, 产生固溶强化[21 ] ; 此外, 细晶强化[22 ,23 ] 和薄膜中存在的压应力[15 ,24 ] 也有利于薄膜硬度的增加; 同时薄膜中形成的非晶石墨相含量少, 对薄膜硬度影响不大. 当C含量增至13.68%时, 薄膜硬度急剧下降, 并且硬度值低于TiWN薄膜硬度, 这是因为此时薄膜中石墨相含量明显增多, 石墨硬度较低, 导致薄膜硬度急剧下降[21 ,25 ] . ...
1
1991
... 单晶Si基片试样用于研究薄膜微结构和力学性能, 不锈钢基片试样用于研究薄膜的摩擦磨损性能. 采用EPMA-1720系列电子探针X射线微区分析仪检测薄膜中的各元素含量. 采用XRD-6000型X射线衍射仪(XRD, CuKa 2 O3 陶瓷磨球(直径为9.38 mm), 相对转速为50 r/min, 摩擦半径为4 mm, 载荷为3 N, 摩擦时间为30 min. 利用三维形貌仪(3D Profilometer)测出磨痕的平均磨损量, 计算薄膜平均磨损率; 同时测量Si片和沉积薄膜后的曲率半径, 结合Stoney公式[15 ] 计算薄膜的残余应力s . 利用绝热法[16 ] 计算薄膜中组成相质量分数, 计算公式如下: ...
1
1991
... 单晶Si基片试样用于研究薄膜微结构和力学性能, 不锈钢基片试样用于研究薄膜的摩擦磨损性能. 采用EPMA-1720系列电子探针X射线微区分析仪检测薄膜中的各元素含量. 采用XRD-6000型X射线衍射仪(XRD, CuKa 2 O3 陶瓷磨球(直径为9.38 mm), 相对转速为50 r/min, 摩擦半径为4 mm, 载荷为3 N, 摩擦时间为30 min. 利用三维形貌仪(3D Profilometer)测出磨痕的平均磨损量, 计算薄膜平均磨损率; 同时测量Si片和沉积薄膜后的曲率半径, 结合Stoney公式[15 ] 计算薄膜的残余应力s . 利用绝热法[16 ] 计算薄膜中组成相质量分数, 计算公式如下: ...
1
2005
... 图4给出了利用Debye-Scherrer公式[19 ] 计算的TiWCN复合膜晶粒尺寸. 从图中可以看出, 随着C含量的增加, 薄膜晶粒尺寸逐渐减小, 这是因为C原子促进了薄膜形核, 同时薄膜中形成的非晶石墨相阻碍了晶粒长大, 导致薄膜晶粒尺寸逐渐减小[14 ,20 ] . ...
1
1991
... 图4给出了利用Debye-Scherrer公式[19 ] 计算的TiWCN复合膜晶粒尺寸. 从图中可以看出, 随着C含量的增加, 薄膜晶粒尺寸逐渐减小, 这是因为C原子促进了薄膜形核, 同时薄膜中形成的非晶石墨相阻碍了晶粒长大, 导致薄膜晶粒尺寸逐渐减小[14 ,20 ] . ...
2
2010
... 图5是不同C含量的TiWCN复合膜硬度和残余应力. 由图可知, TiWN薄膜硬度为30.7 GPa, 随着C含量增加, TiWCN复合膜的硬度先升高后降低, 薄膜内存在的残余应力为压应力, 其变化趋势与硬度相同. 当C含量增大到11.25%时, 薄膜硬度达到最大值, 为35.97 GPa, 因为薄膜中部分N原子被C原子取代形成置换固溶体, 产生固溶强化[21 ] ; 此外, 细晶强化[22 ,23 ] 和薄膜中存在的压应力[15 ,24 ] 也有利于薄膜硬度的增加; 同时薄膜中形成的非晶石墨相含量少, 对薄膜硬度影响不大. 当C含量增至13.68%时, 薄膜硬度急剧下降, 并且硬度值低于TiWN薄膜硬度, 这是因为此时薄膜中石墨相含量明显增多, 石墨硬度较低, 导致薄膜硬度急剧下降[21 ,25 ] . ...
... [21 ,25 ]. ...
1
2005
... 图5是不同C含量的TiWCN复合膜硬度和残余应力. 由图可知, TiWN薄膜硬度为30.7 GPa, 随着C含量增加, TiWCN复合膜的硬度先升高后降低, 薄膜内存在的残余应力为压应力, 其变化趋势与硬度相同. 当C含量增大到11.25%时, 薄膜硬度达到最大值, 为35.97 GPa, 因为薄膜中部分N原子被C原子取代形成置换固溶体, 产生固溶强化[21 ] ; 此外, 细晶强化[22 ,23 ] 和薄膜中存在的压应力[15 ,24 ] 也有利于薄膜硬度的增加; 同时薄膜中形成的非晶石墨相含量少, 对薄膜硬度影响不大. 当C含量增至13.68%时, 薄膜硬度急剧下降, 并且硬度值低于TiWN薄膜硬度, 这是因为此时薄膜中石墨相含量明显增多, 石墨硬度较低, 导致薄膜硬度急剧下降[21 ,25 ] . ...
1
2013
... 图5是不同C含量的TiWCN复合膜硬度和残余应力. 由图可知, TiWN薄膜硬度为30.7 GPa, 随着C含量增加, TiWCN复合膜的硬度先升高后降低, 薄膜内存在的残余应力为压应力, 其变化趋势与硬度相同. 当C含量增大到11.25%时, 薄膜硬度达到最大值, 为35.97 GPa, 因为薄膜中部分N原子被C原子取代形成置换固溶体, 产生固溶强化[21 ] ; 此外, 细晶强化[22 ,23 ] 和薄膜中存在的压应力[15 ,24 ] 也有利于薄膜硬度的增加; 同时薄膜中形成的非晶石墨相含量少, 对薄膜硬度影响不大. 当C含量增至13.68%时, 薄膜硬度急剧下降, 并且硬度值低于TiWN薄膜硬度, 这是因为此时薄膜中石墨相含量明显增多, 石墨硬度较低, 导致薄膜硬度急剧下降[21 ,25 ] . ...
1
2013
... 图5是不同C含量的TiWCN复合膜硬度和残余应力. 由图可知, TiWN薄膜硬度为30.7 GPa, 随着C含量增加, TiWCN复合膜的硬度先升高后降低, 薄膜内存在的残余应力为压应力, 其变化趋势与硬度相同. 当C含量增大到11.25%时, 薄膜硬度达到最大值, 为35.97 GPa, 因为薄膜中部分N原子被C原子取代形成置换固溶体, 产生固溶强化[21 ] ; 此外, 细晶强化[22 ,23 ] 和薄膜中存在的压应力[15 ,24 ] 也有利于薄膜硬度的增加; 同时薄膜中形成的非晶石墨相含量少, 对薄膜硬度影响不大. 当C含量增至13.68%时, 薄膜硬度急剧下降, 并且硬度值低于TiWN薄膜硬度, 这是因为此时薄膜中石墨相含量明显增多, 石墨硬度较低, 导致薄膜硬度急剧下降[21 ,25 ] . ...
1
2010
... 图5是不同C含量的TiWCN复合膜硬度和残余应力. 由图可知, TiWN薄膜硬度为30.7 GPa, 随着C含量增加, TiWCN复合膜的硬度先升高后降低, 薄膜内存在的残余应力为压应力, 其变化趋势与硬度相同. 当C含量增大到11.25%时, 薄膜硬度达到最大值, 为35.97 GPa, 因为薄膜中部分N原子被C原子取代形成置换固溶体, 产生固溶强化[21 ] ; 此外, 细晶强化[22 ,23 ] 和薄膜中存在的压应力[15 ,24 ] 也有利于薄膜硬度的增加; 同时薄膜中形成的非晶石墨相含量少, 对薄膜硬度影响不大. 当C含量增至13.68%时, 薄膜硬度急剧下降, 并且硬度值低于TiWN薄膜硬度, 这是因为此时薄膜中石墨相含量明显增多, 石墨硬度较低, 导致薄膜硬度急剧下降[21 ,25 ] . ...
1
1997
... 图6为TiWCN复合膜的常温摩擦曲线、摩擦系数和磨损率. 由图6a可见, 在摩擦初期前200 s内, 摩擦曲线均略有上升, 随后逐渐降低并趋于平稳, 这是因为薄膜表面存在的宏观和(或)微观几何缺陷,使得磨球与薄膜表面接触点压力升高, 摩擦系数略有升高; 随着摩擦的进行, 磨球接触点磨损以及塑性变形引起的接触表面形态和压力状态发生改变, 导致摩擦系数降低, 进入稳定摩擦阶段[26 ] . 由图6b可知, 随着C含量增加, 摩擦系数逐渐减小; 而薄膜磨损率先减小后增大, 当C含量为11.25%时, 磨损率达到最小值, 为1.26×10- 5 mm3 ·N- 1 ·m- 1 ; 当C含量增至13.68%时, 摩擦系数达到最小, 为0.32. 结合图3分析可知, 当C含量低于11.25%时, C原子以置换固溶体的形式存在薄膜中, 晶格中固溶的C对薄膜具有润滑作用, 摩擦系数减小; 当C含量为11.25%时, 薄膜中形成了少量的非晶石墨相, 由于石墨具有较好的润滑性能, 所以摩擦系数明显减小; 当C含量增加到13.68%时, 薄膜中非晶石墨相明显增多, 并富集于摩擦副表面形成转移膜, 降低了接触面间剪切力和摩擦力, 使得摩擦系数继续减小[12 ] . 薄膜的磨损率与硬度、相结构等因素有关[9 ,27 ] , 即高硬度材料具有较强的耐磨损性能, 层状结构的石墨相极具扩散性, 易被磨损. 当C含量低于11.25%时, 随着C含量增加, 薄膜硬度升高, 薄膜耐磨性增强, 此时薄膜中非晶石墨相含量较少, 因此硬度成为影响磨损率的主要因素, 故磨损率逐渐降低. 当C含量增加到13.68%时, 非晶石墨相增多, 薄膜的耐磨性降低, 故磨损率增大. ...
1
2010
... 图6为TiWCN复合膜的常温摩擦曲线、摩擦系数和磨损率. 由图6a可见, 在摩擦初期前200 s内, 摩擦曲线均略有上升, 随后逐渐降低并趋于平稳, 这是因为薄膜表面存在的宏观和(或)微观几何缺陷,使得磨球与薄膜表面接触点压力升高, 摩擦系数略有升高; 随着摩擦的进行, 磨球接触点磨损以及塑性变形引起的接触表面形态和压力状态发生改变, 导致摩擦系数降低, 进入稳定摩擦阶段[26 ] . 由图6b可知, 随着C含量增加, 摩擦系数逐渐减小; 而薄膜磨损率先减小后增大, 当C含量为11.25%时, 磨损率达到最小值, 为1.26×10- 5 mm3 ·N- 1 ·m- 1 ; 当C含量增至13.68%时, 摩擦系数达到最小, 为0.32. 结合图3分析可知, 当C含量低于11.25%时, C原子以置换固溶体的形式存在薄膜中, 晶格中固溶的C对薄膜具有润滑作用, 摩擦系数减小; 当C含量为11.25%时, 薄膜中形成了少量的非晶石墨相, 由于石墨具有较好的润滑性能, 所以摩擦系数明显减小; 当C含量增加到13.68%时, 薄膜中非晶石墨相明显增多, 并富集于摩擦副表面形成转移膜, 降低了接触面间剪切力和摩擦力, 使得摩擦系数继续减小[12 ] . 薄膜的磨损率与硬度、相结构等因素有关[9 ,27 ] , 即高硬度材料具有较强的耐磨损性能, 层状结构的石墨相极具扩散性, 易被磨损. 当C含量低于11.25%时, 随着C含量增加, 薄膜硬度升高, 薄膜耐磨性增强, 此时薄膜中非晶石墨相含量较少, 因此硬度成为影响磨损率的主要因素, 故磨损率逐渐降低. 当C含量增加到13.68%时, 非晶石墨相增多, 薄膜的耐磨性降低, 故磨损率增大. ...
1
2005
... 图8a为在300, 500和700 ℃下TiWN薄膜和TiWCN复合膜(C含量为13.68%)高温摩擦后的XRD谱. 由图可见, 在300 ℃下, TiWN薄膜中有少量的WO3 生成, 而TiWCN复合膜中没有氧化物出现. 当温度为500 ℃时, TiWN和TiWCN薄膜均发生氧化, 薄膜中Ti原子和W原子氧化生成对应的氧化物, 即TiO2 和WO3 [28 ,29 ] . 当温度升至700 ℃时, TiWN和TiWCN薄膜中TiO2 和WO3 衍射峰明显增强、增多, 表明薄膜进一步发生氧化. 根据图8a, 利用绝热法[30 ] 计算在300, 500和700 ℃下高温摩擦后TiWN薄膜和TiWCN复合膜(C含量为13.68%)中的WO3 含量, 如图8b所示. 由图可知, 随着温度升高, TiWN薄膜和TiWCN复合膜磨痕中的WO3 含量均逐渐增加. 此外, 相同温度下TiWN薄膜磨痕中的WO3 含量均高于TiWCN复合膜的, 这主要是因为C原子添加到薄膜中, 使得薄膜中的W原子含量减小, 故在高温下TiWCN复合膜中生成的WO3 含量比TiWN薄膜中少. ...
2
2006
... 图8a为在300, 500和700 ℃下TiWN薄膜和TiWCN复合膜(C含量为13.68%)高温摩擦后的XRD谱. 由图可见, 在300 ℃下, TiWN薄膜中有少量的WO3 生成, 而TiWCN复合膜中没有氧化物出现. 当温度为500 ℃时, TiWN和TiWCN薄膜均发生氧化, 薄膜中Ti原子和W原子氧化生成对应的氧化物, 即TiO2 和WO3 [28 ,29 ] . 当温度升至700 ℃时, TiWN和TiWCN薄膜中TiO2 和WO3 衍射峰明显增强、增多, 表明薄膜进一步发生氧化. 根据图8a, 利用绝热法[30 ] 计算在300, 500和700 ℃下高温摩擦后TiWN薄膜和TiWCN复合膜(C含量为13.68%)中的WO3 含量, 如图8b所示. 由图可知, 随着温度升高, TiWN薄膜和TiWCN复合膜磨痕中的WO3 含量均逐渐增加. 此外, 相同温度下TiWN薄膜磨痕中的WO3 含量均高于TiWCN复合膜的, 这主要是因为C原子添加到薄膜中, 使得薄膜中的W原子含量减小, 故在高温下TiWCN复合膜中生成的WO3 含量比TiWN薄膜中少. ...
... 当温度从室温(25 ℃)升至300 ℃过程中, TiWN薄膜和TiWCN复合膜的摩擦系数逐渐增大, 这主要是由于空气中的水分被蒸发, 含量较少, 导致在高转速干摩擦条件下摩擦系数增大[14 ] . 继续升高温度时, 在急剧摩擦过程中形成的WO3 含量逐渐增多, WO3 充当润滑剂, 薄膜的润滑性能增强[10 ] , 所以在500 ℃下, TiWN薄膜和TiWCN复合膜的摩擦系数明显减小. 当温度升至700 ℃时, TiWN薄膜和TiWCN复合膜的摩擦系数减小并趋于稳定, 这是因为环境温度升高加之摩擦过程局部生热, 薄膜内局部温度达到WO3 熔点(WO3 熔点约730 ℃[31 ] ), 导致部分WO3 熔化, 熔化的WO3 在摩擦过程中充当液态润滑剂, 较干式摩擦具有较好的润滑性能, 所以摩擦系数继续减小并趋于稳定[29 ] . ...
1
1985
... 图8a为在300, 500和700 ℃下TiWN薄膜和TiWCN复合膜(C含量为13.68%)高温摩擦后的XRD谱. 由图可见, 在300 ℃下, TiWN薄膜中有少量的WO3 生成, 而TiWCN复合膜中没有氧化物出现. 当温度为500 ℃时, TiWN和TiWCN薄膜均发生氧化, 薄膜中Ti原子和W原子氧化生成对应的氧化物, 即TiO2 和WO3 [28 ,29 ] . 当温度升至700 ℃时, TiWN和TiWCN薄膜中TiO2 和WO3 衍射峰明显增强、增多, 表明薄膜进一步发生氧化. 根据图8a, 利用绝热法[30 ] 计算在300, 500和700 ℃下高温摩擦后TiWN薄膜和TiWCN复合膜(C含量为13.68%)中的WO3 含量, 如图8b所示. 由图可知, 随着温度升高, TiWN薄膜和TiWCN复合膜磨痕中的WO3 含量均逐渐增加. 此外, 相同温度下TiWN薄膜磨痕中的WO3 含量均高于TiWCN复合膜的, 这主要是因为C原子添加到薄膜中, 使得薄膜中的W原子含量减小, 故在高温下TiWCN复合膜中生成的WO3 含量比TiWN薄膜中少. ...
1
2005
... 当温度从室温(25 ℃)升至300 ℃过程中, TiWN薄膜和TiWCN复合膜的摩擦系数逐渐增大, 这主要是由于空气中的水分被蒸发, 含量较少, 导致在高转速干摩擦条件下摩擦系数增大[14 ] . 继续升高温度时, 在急剧摩擦过程中形成的WO3 含量逐渐增多, WO3 充当润滑剂, 薄膜的润滑性能增强[10 ] , 所以在500 ℃下, TiWN薄膜和TiWCN复合膜的摩擦系数明显减小. 当温度升至700 ℃时, TiWN薄膜和TiWCN复合膜的摩擦系数减小并趋于稳定, 这是因为环境温度升高加之摩擦过程局部生热, 薄膜内局部温度达到WO3 熔点(WO3 熔点约730 ℃[31 ] ), 导致部分WO3 熔化, 熔化的WO3 在摩擦过程中充当液态润滑剂, 较干式摩擦具有较好的润滑性能, 所以摩擦系数继续减小并趋于稳定[29 ] . ...







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}