随着工业的发展和人口的增多, 污染成为越来越严重的全球性问题, 每天都有大量的废水排出, 这些废水对环境造成严重的污染. 超临界水氧化(SCWO)方法是近年发展起来的处理污水中有毒害和难溶化学物质的最有效方法, 但是SCWO环境中材料的腐蚀是制约该技术发展的关键[1 -3 ] . 目前, 对SCWO环境候选材料的腐蚀问题已经进行了较多的研究[4 -7 ] . Tan等[8 ] 和朱发文等[9 ] 对9-12Cr钢和P92钢的研究结果表明, 铁素体/马氏体(F/M)钢的腐蚀随温度的升高而明显增重, 当温度达到600 ℃时材料表面氧化膜出现开裂现象, F/M钢在SCWO环境中的耐蚀性低于其他合金[ [10 ] . 国内外研究人员对TP347, HR3C, D9, 316和304NG等奥氏体不锈钢在SCWO环境中的研究[11 -16 ] 发现, 奥氏体不锈钢在SCWO环境中的腐蚀增重通常比F/M钢小, 但随着温度的升高腐蚀增重会急剧增加. 镍基合金在高温环境下有着较为广泛的使用主要有以下3种原因: 较好的组织稳定性、较高的高温强度、更好的抗氧化和抗腐蚀能力. 国内外研究人员对625, 617, 718, C-276和X-750等镍基合金在SCWO中的研究[17 -20 ] 发现, 镍基合金表面的腐蚀增重都非常小. 所以, 镍基合金良好的耐蚀性使其更有望成为SCWO环境下使用的首选材料[21 -23 ] .
图1 焊接接头显微硬度测试位置示意图
Fig.1 Position of welding joint for micro-hardness test
使用SCWO法处理污水, 通常要求预热器或反应器材料有较高的高温持久强度、较强的抗蒸汽氧化和抗腐蚀性能、优良的加工性能以及经济性等. 预热器或反应器管道材料使用的最高温度达到650 ℃, 压力25 MPa, 预热时温度范围为25~550 ℃, 压力25 MPa, 换热时为550~650 ℃, 压力25 MPa. 目前, SCWO法处理污水的预热器和反应器使用材料主要有304奥氏体不锈钢、625合金和P91, P92钢等, 由于现用材料腐蚀氧化严重、使用周期短, 所以必须研究一种新合金替换现有材料. 针对上述问题, 一种含10%Fe (质量分数)的新型镍基合金(X-2#)被研制成功, Fe的加入使其成本低于230, 617, 740等镍基合金. 通过初步实验发现, 新合金具有良好的高温强度、塑性和组织稳定性, 定性的常规氧化实验显示, 新合金在760和1000 ℃下几乎不氧化, 其抗高温氧化性能优异, 且在 P O 4 3 -
1 实验方法
用于异种金属焊接实验的新型镍基耐蚀合金X-2#和304奥氏体不锈钢经过真空感应熔炼和锻造后, 热轧成3.4 mm厚的板材, 进行固溶处理准备待用, 其中X-2#合金固溶处理制度为1120 ℃, 30 min水冷, 304奥氏体不锈钢固溶处理制度为1050 ℃, 30 min水冷. 材料的化学成分如表1所示. 焊接工艺为手工氩弧焊, 焊接方式为双面焊, 焊丝使用材料亦为X-2#, 焊接坡口为X型坡口. 正面焊接电流为110~120 A, 背面为110~120 A; 正面焊接速率为130~140 mm/min, 背面为150~160 mm/min; 枪保护气流速为20 L/min, 背面保护气为10 L/min.
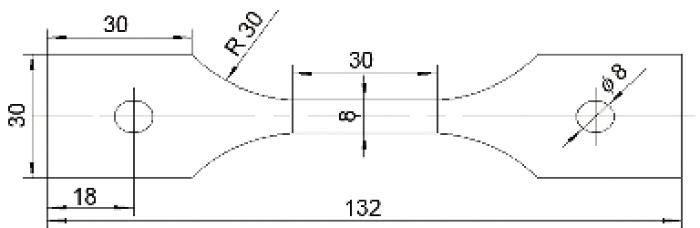
焊接接头金相样品的取样方式是采用线切割沿垂直于焊接方向取样, 并将所取试样机械抛光. 腐蚀方法为: 选用18 mL H2 SO4 +4 g K2 MnO4 +180 mL H2 O溶液作为腐蚀剂, 试样在腐蚀剂中煮沸30 min, 取出后用草酸溶液清洗, 然后再用酒精洗净后吹干. 采用Observer.Z1m金相显微镜(OM)观察显微组织, 采用LM247AT 全自动数字显微硬度计测量Vickers硬度, 加载载荷为2.94 N, 承载时间15 s, 测量位置如图1中虚线位置所示, 每隔0.7 mm打一个硬度值. 拉伸试样尺寸如图2所示, 其中拉伸试样表面修磨后进行拉伸实验, 实验温度分别为20, 300, 400, 500, 600和700 ℃, 每个温度测3个样品, 取平均值. 拉伸实验在AG-5000A DCS-25T试验机上进行, 并利用带能谱(EDS)的S-3400N型扫描电镜(SEM)观察组织和断口形貌.
图2 拉伸试样尺寸示意图
Fig.2 Geometry of the tensile specimen (unit: mm)
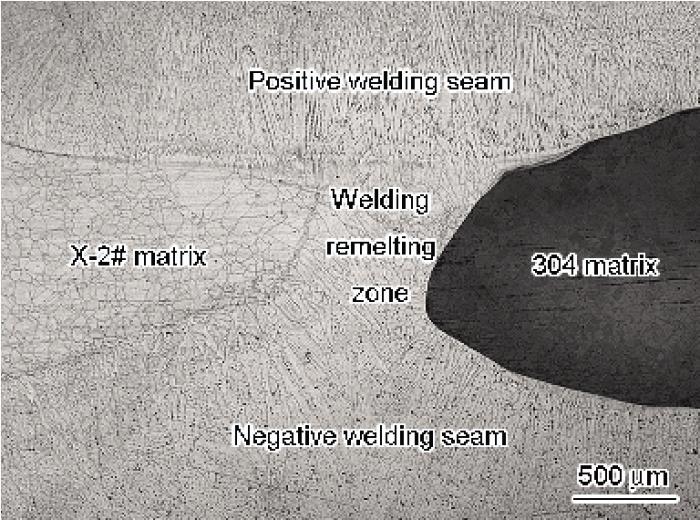
图3 X-2#/304异种金属焊接接头低倍组织
Fig.3 OM image of X-2#/304 dissimilar metal welding joint
2 实验结果及讨论
2.1 显微组织形貌分析
图3为X-2#/304异种金属焊接接头低倍组织照片. 可见, 焊接接头组织是由基体、热影响区、熔合区和焊缝区组成, 其中焊缝区分为正面焊缝区、背面焊缝区和双面焊重熔区.
图4 母材显微组织
Fig.4 OM images of parent materials(a) X-2# alloy(b) 304 austenitic stainless steel
图4为X-2#/304异种金属焊接母材组织. 可见, X-2#合金和304奥氏体不锈钢母材固溶处理后的组织均为单相奥氏体, 晶界清晰完整, 晶粒均匀并伴有孪晶. X-2#合金母材的晶粒尺寸约为65 mm, 304奥氏体不锈钢母材的晶粒尺寸约为40 mm, 与X-2#合金母材的晶粒尺寸比较接近, 说明母材焊前热处理制度较合适, 有利于异种金属的焊接.
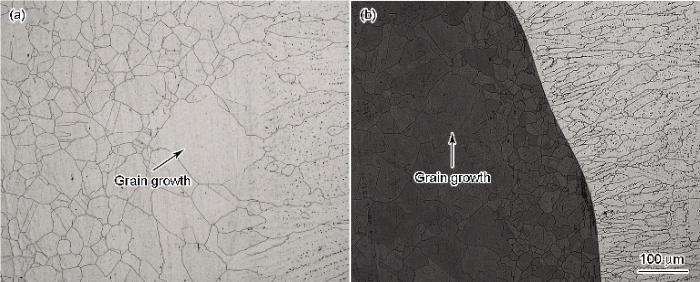
图5 焊缝区显微组织
Fig.5 OM images of X-2#/304 welding seam (a) and X-2#/304 welding remelting zone (b)
图5为X-2#/304异种金属焊接焊缝区金相组织. 从图5a中可以看出, X-2#/304异种金属焊接焊缝区组织为连续冷却的铸造组织, 底部为柱状晶, 主要是以未熔化的母材金属表面为基底形核, 向焊缝顶部生长; 顶部为等轴晶组织, 等轴晶的形成与冷却速率有关, 冷却速率快, 过冷度大, 底部柱状晶还未达到焊缝顶部时, 焊缝顶部的温度已经降到结晶温度以下并形核, 形成自由长大的等轴晶. 从图5b可以看出, 靠近X-2#和304奥氏体不锈钢两侧基体的焊缝底部边缘处均为联生结晶, 焊缝重熔区下方的柱状晶组织减少, 等轴晶组织增多.
图6为X-2#/304异种金属焊接接头熔合区及其附近的组织. 从图6a可以看出, X-2#/304异种金属焊接靠X-2#合金一侧的熔合区组织均过渡良好, 未见裂纹、气孔和夹杂等缺陷; 图6b中304奥氏体不锈钢一侧为一道色彩清晰的熔合线, 在熔合线附近热影响区内有大量的析出物生成, 析出物的Vickers硬度约为180 HV. 图7为304奥氏体不锈钢一侧熔合区的SEM像和EDS分析. 可以观察到析出物形貌为蠕虫状, 且通过EDS分析该蠕虫状析出物的元素含量发现, 析出物富Cr贫Ni (如表2所示). Cr是强烈形成并稳定铁素体的元素, 所以通过形貌与成分含量可以确定该析出物为铁素体. d -铁素体的生成是由于当焊接热循环温度加热至单相d -铁素体区或d +g 双相区时, 发生g →d 转变而形成的. 这种d -铁素体的形核与长大决定于母材中局部Cr, Ni的成分起伏, 在铁素体形成元素Cr富集处首先形成d -铁素体晶核, 根据受热温度和时间的长短不同, d -铁素体发生不同程度长大, 冷却时这些d -铁素体又发生向奥氏体的固态转变, 仅富Cr贫Ni的晶核部分被保留下来, 形成d +g 双相组织[24 ] . 铁素体中Cr的富集容易导致晶界附近区域出现Cr的贫化, 对材料的抗腐蚀性能带来不利影响.
图6 熔合区显微组织
Fig.6 OM images of X-2# side (a) and 304 side (b) fusion zones on X-2#/304 welding joint
图8为X-2#/304异种金属焊接接头热影响区及其附近的组织. 从图8a可以看出, 靠X-2#合金一侧的热影响区只有双面焊重熔区附近的晶粒发生明显长大, 而其他位置则未观察到晶粒长大现象. 这是因为双面焊接时重熔区受正反两面焊接两次热循环影响, 所以重熔区附近热影响区的晶粒受热长大两次, 故长大现象明显. 从图8b可以看出, X-2#/304异种金属焊接靠304奥氏体不锈钢一侧的热影响区组织与其基体相比有明显晶粒粗化现象, 且受热长大的晶粒数量较多. X-2#/304异种金属焊接在X-2#合金一侧热影响区的晶粒长大数量比304奥氏体不锈钢一侧热影响区晶粒长大数量少, X-2#合金比304奥氏体不锈钢具有更强的热稳定性, 这不仅与焊接热输入和基体晶粒尺寸有关, 还与X-2#合金的化学成分有关. 如果基体的晶粒尺寸较小, 焊接热输入和焊接前塑性变形较大, 晶粒的长大会较快; 如果基体晶粒尺寸较大, 原始塑性变形量较小, 即使是在很高的热输入条件下晶粒也不会明显长大; 当焊接热输入低, 温度梯度大的时候, 较小的晶粒也可能明显长大[25 ] . X-2#基体的晶粒尺寸约为65 mm, 未观察到热影响区有明显的晶粒长大现象, 说明X-2#合金的晶粒尺寸与焊接热输入的配合较合适. X-2#合金母材中含有一定量的Al, W和Mo, Al是主要的沉淀强化元素, W和Mo是强固溶强化元素. 当焊接峰值温度处于g ′相析出温度时, Al的沉淀强化作用突出, 而当峰值温度达到析出相大量溶解的温度时, W和Mo的固溶强化作用为主要强化因素. 所以在焊接热循环条件下, X-2#合金有着较好的强度和热稳定性是焊接热输入、母材晶粒尺寸和化学成分共同作用的结果.
图7 304奥氏体不锈钢一侧熔合区析出物的SEM像和EDS分析
Fig.7 SEM images of precipitation (a) and matrix (b) on 304 side fusion zone, and corresponding EDS (c, d)
图8 X-2#/304焊接接头热影响区显微组织
Fig.8 OM images of X-2# side (a) and 304 side (b) heat affected zone (HAZ) on X-2#/304 welding joint
图9 焊接接头显微硬度分布
Fig.9 Distributions of micro-hardness of welding joints (a) positive welding seam (b) negative welding seam (c) welding remelting zone (d) central of welding seam
2.2 焊接接头硬度测试
图9为X-2#/304异种金属焊接接头Vickers硬度分布. 可以看出, 图9a和b中X-2#合金基体和304奥氏体不锈钢基体的Vickers硬度均高于正反两面焊缝区; 图9c中热影响区的Vickers硬度最低, 这是由于该区域晶粒粗化较为显著, 导致强度降低; 从图9d焊缝中心的Vickers硬度分布可以看出, 正面焊缝区的Vickers硬度大于背面焊缝和焊缝重熔区. 综上所述可以发现, X-2#/304异种金属焊接接头X-2#合金基体和304奥氏体不锈钢基体的Vickers硬度最大, 其次是焊缝区, 而热影响区的Vickers硬度最小.
图10 焊接接头在不同温度下拉伸实验的断裂位置
Fig.10 Fracture locations of welding joints under different temperatures
2.3 焊接接头的力学性能和断口形貌
图10显示了焊接接头在不同温度下拉伸实验的断裂位置. 可见, X-2#/304异种金属焊接接头在室温(20 ℃)下拉伸实验的断裂位置在焊缝区, 形成不规则的断口形貌, 且焊缝处有明显的颈缩现象发生, 为韧性断裂, 焊缝两侧母材亦发生塑性变形, 表明室温下X-2#/304异种金属焊接接头处抗拉强度低于两侧母材. 而高温(300, 400, 500, 600和700 ℃)下的拉伸实验的断裂位置均在304奥氏体不锈钢母材一侧, 说明X-2#/304异种金属焊接在高温下的焊接接头抗拉强度高于强度较低一侧母材(304奥氏体不锈钢母材)的强度下限.
图11 X-2#/304焊接接头拉伸断口的宏观和微观形貌
Fig.11 Macro-(a, b) and micro-(c, d) structures of tensile fracture of X-2#/304 welding joint under 20 ℃ (a, c) and 500 ℃ (b, d)
异种金属焊接时, 焊缝和2种母材金属不易达到同等强度, 这是由于焊接时熔点低的金属元素容易烧损、蒸发, 从而使焊缝的化学成分发生变化, 力学性能降低, 焊缝熔敷金属的强度应不低于强度较低一侧母材的强度下限, 这样有利于异种金属的焊接. 表3为不同温度下的拉伸性能. 可见, X-2#合金母材在各温度下的抗拉强度较高, 均大于304奥氏体不锈钢母材, 所以焊接系数为接头抗拉强度与304奥氏体不锈钢母材的比值. 当实验温度从20 ℃升高到700 ℃时, 304奥氏体不锈钢母材的抗拉强度下降约450 MPa, 而X-2#合金母材的抗拉强度只下降约150 MPa, 说明随着温度的升高X-2#合金母材的力学性能仍然优于304奥氏体不锈钢母材. 从表3中还可以发现, X-2#/304高温拉伸实验的焊接系数都比较大, 且随着实验温度的升高焊接系数不断增大, 在500~700 ℃时甚至可以达到100%以上, 所以X-2#/304异种金属焊接高温拉伸实验的断裂位置都在304奥氏体不锈钢母材上, 这与拉伸实验结果吻合. 因此, 在超临界水环境使用的温度和压力条件下, X-2#/304异种金属焊接接头强度及其焊接性较好, 能够满足使用要求.
图11为X-2#/304异种金属焊接接头拉伸断口的宏观和微观形貌. 从图11a可以看出, 室温拉伸断口的纤维区较大, 接头的塑性和韧性较好. 从11b可以看出, 断口纤维区较小、放射区较大, 表明500 ℃拉伸304奥氏体不锈钢的塑性较低. 图11b中的放射区较大是因为304奥氏体不锈钢在500 ℃拉伸的弹性变形阶段就发生断裂, 断裂前的塑性变形相对较小, 故断口相对平齐, 纤维区和剪切唇都不明显, 而放射区却较大[26 ] . 图11c和d为断口纤维区的微观组织形貌. 从图中可以看出, 室温和500 ℃拉伸断口纤维区为韧窝形貌.
3 结论
(1) X-2#/304异种金属焊接母材均为奥氏体等轴晶组织, 304奥氏体不锈钢和X-2#母材合金晶粒尺寸分别为40和65 mm; 焊缝重熔区等轴晶组织增多, 有利于增强焊缝区强度; X-2#合金一侧熔合区未发现焊接缺陷, 而304奥氏体不锈钢一侧有铁素体析出, 铁素体中富Cr贫Ni; 304奥氏体不锈钢一侧以及焊缝重熔区附近的热影响区晶粒长大明显, 影响接头力学性能; 由于Al, W和Mo的强化作用, X-2#合金有着较好的强度与热稳定性.
(2) X-2#/304异种金属焊接接头两侧基体的Vickers硬度最大, 其次是焊缝区, 而热影响区的Vickers硬度最小.
(3) X-2#/304异种金属焊接接头室温(20 ℃)拉伸断裂位置在焊缝区, 而高温拉伸断裂位置在304奥氏体不锈钢基体一侧. X-2#合金的高温力学性能优于304奥氏体不锈钢, 在超临界水氧化使用的温度范围内X-2#/304异种金属焊接的焊接性较好.
The authors have declared that no competing interests exist.
作者已声明无竞争性利益关系。
参考文献
文献选项
[1]
Yang R T Wang Z F Zhang H F Cheng L M Bi J C Surf Technol , 2007 ; 36 (5 ): 84
[本文引用: 1]
(杨润田 , 王志锋 , 张海峰 , 程乐明 , 毕继诚 . 表面技术 , 2007 ; 36 (5 ): 84 )
[本文引用: 1]
[2]
Zhu F W Zhang L F Qiao P P Liu R Q Bao Y C Chen Y Q Nucl Power Eng , 2009 ; 30 (5 ): 62
(朱发文 , 张乐福 , 乔培鹏 , 刘瑞芹 , 鲍一晨 , 陈宇清 . 核动力工程 , 2009 ; 30 (5 ): 62 )
[3]
Han E H Corros Sci Prot Technol , 1999 ; 11 : 53
[本文引用: 1]
(韩恩厚 . 腐蚀科学与防护技术 , 1999 ; 11 : 53 )
[本文引用: 1]
[4]
Chen Y Sridharan K Allen T R Corros Sci , 2006 ; 48 : 2843
[本文引用: 1]
[5]
Chen Y Sridharan K Allen T R Ukai S J Nucl Mater , 2006 ; 359 : 50
[6]
Gupta G Ampornrat P Ren X Sridharan K Allen T R Was G S J Nucl Mater , 2007 ; 361 : 160
[7]
Cho H S Kimura A Ukai S Fujiwara M J Nucl Mater , 2004 ; 329 : 387
[本文引用: 1]
[8]
Tan L Ren X Allen T R Corros Sci , 2010 ; 52 : 1520
[本文引用: 1]
[9]
Zhu F W Zhang L F Tang R Qiao P P Bao Y C At Energ Sci Technol , 2010 ; 44 : 979
[本文引用: 1]
(朱发文 , 张乐福 , 唐 睿 , 乔培鹏 , 鲍一晨 . 原子能科学技术 , 2010 ; 44 : 979 )
[本文引用: 1]
[10]
Sun Y Master Thesis, Shanghai Jiao Tong University , 2013
[本文引用: 1]
(孙 耀 . 上海交通大学硕士学位论文 , 2013 )
[本文引用: 1]
[11]
Was G S Ampornrat P Gupta G Teysseyre S West E A Allen T R Sridharan K Tan L Chen Y Ren X J Nucl Mater , 2007 ; 371 : 176
[本文引用: 1]
[12]
Wright L G Dooley R B Int Mater Rev , 2010 ; 55 : 129
[13]
Zhu F W Zhang L F Tang R Qiao P P Liu R Q At Energ Sci Technol , 2009 ; 43 : 39
(朱发文 , 张乐福 , 唐 睿 , 乔培鹏 , 刘瑞芹 . 原子能科学技术 , 2009 ; 43 : 39 )
[14]
Was G S Teysseyre S Jiao Z Corrosion , 2006 ; 62 : 989
[15]
Sun M C Wu X Q Han E H Rao J C Scr Mater , 2009 ; 61 : 996
[16]
Halvarsson M Tang J E Asteman H Svensson J E Johansson L G Corros Sci , 2006 ; 48 : 2014
[本文引用: 1]
[17]
Tan L Ren X Sridharan K Allen T R Corros Sci , 2008 ; 50 : 3056
[本文引用: 1]
[18]
Sun M C Wu X Q Zhang Z E Han E H J Supercrit Fluids , 2008 ; 47 : 309
[19]
Zhang Q Tang R Yin K J Luo X Zhang L F Corros Sci , 2009 ; 51 : 2092
[20]
Zhang Q Tang R Li C Luo X Long C S Yin K J Nucl Eng Technol , 2009 ; 41 : 107
[本文引用: 1]
[21]
Li L Master Thesis, Shanghai Jiao Tong University , 2012
[本文引用: 1]
(李 力 . 上海交通大学硕士学位论文 , 2012 )
[本文引用: 1]
[22]
Was G S Ampornrat P Gupta G Teysseyre S West E A Allen T R Sridharan K Tan L Chen Y Ren X Pister C J Nucl Mater , 2007 ; 371 : 176
[23]
Bao Y C Master Thesis, Shanghai Jiao Tong University , 2011
[本文引用: 1]
(鲍一晨 . 上海交通大学硕士学位论文 , 2011 )
[本文引用: 1]
[24]
Chen B Q Pan C X Zhang Z H J Wuhan Transp Univ , 1995 ; 19 (1 ): 1
[本文引用: 1]
(陈冰泉 , 潘春旭 , 张志慧 . 武汉交通科技大学学报 , 1995 ; 19 (1 ): 1 )
[本文引用: 1]
[25]
Dupont J N Lippold J C Kiser S D Welding Metallurgy and Weldability of Nickel Base Alloys. Hoboken: John Wiley & Sons, Inc , 2009 : 47
[本文引用: 1]
[26]
Zhao B H He L Yao Y M Welding Processing Technology and Quality Testing, Failure Analysis and Metallograph Practical Handbook . Beijing : Metallurgical Industry Press , 2006 : 1203
[本文引用: 1]
(赵炳辉 ,何 伦 ,姚一鸣 . 焊接件加工处理工艺与质量检测、失效分析技术及金相图谱实用手册 . 北京 : 冶金工业出版社 , 2006 : 1203 )
[本文引用: 1]
1
2007
... 随着工业的发展和人口的增多, 污染成为越来越严重的全球性问题, 每天都有大量的废水排出, 这些废水对环境造成严重的污染. 超临界水氧化(SCWO)方法是近年发展起来的处理污水中有毒害和难溶化学物质的最有效方法, 但是SCWO环境中材料的腐蚀是制约该技术发展的关键[1 -3 ] . 目前, 对SCWO环境候选材料的腐蚀问题已经进行了较多的研究[4 -7 ] . Tan等[8 ] 和朱发文等[9 ] 对9-12Cr钢和P92钢的研究结果表明, 铁素体/马氏体(F/M)钢的腐蚀随温度的升高而明显增重, 当温度达到600 ℃时材料表面氧化膜出现开裂现象, F/M钢在SCWO环境中的耐蚀性低于其他合金[ [10 ] . 国内外研究人员对TP347, HR3C, D9, 316和304NG等奥氏体不锈钢在SCWO环境中的研究[11 -16 ] 发现, 奥氏体不锈钢在SCWO环境中的腐蚀增重通常比F/M钢小, 但随着温度的升高腐蚀增重会急剧增加. 镍基合金在高温环境下有着较为广泛的使用主要有以下3种原因: 较好的组织稳定性、较高的高温强度、更好的抗氧化和抗腐蚀能力. 国内外研究人员对625, 617, 718, C-276和X-750等镍基合金在SCWO中的研究[17 -20 ] 发现, 镍基合金表面的腐蚀增重都非常小. 所以, 镍基合金良好的耐蚀性使其更有望成为SCWO环境下使用的首选材料[21 -23 ] . ...
1
2007
... 随着工业的发展和人口的增多, 污染成为越来越严重的全球性问题, 每天都有大量的废水排出, 这些废水对环境造成严重的污染. 超临界水氧化(SCWO)方法是近年发展起来的处理污水中有毒害和难溶化学物质的最有效方法, 但是SCWO环境中材料的腐蚀是制约该技术发展的关键[1 -3 ] . 目前, 对SCWO环境候选材料的腐蚀问题已经进行了较多的研究[4 -7 ] . Tan等[8 ] 和朱发文等[9 ] 对9-12Cr钢和P92钢的研究结果表明, 铁素体/马氏体(F/M)钢的腐蚀随温度的升高而明显增重, 当温度达到600 ℃时材料表面氧化膜出现开裂现象, F/M钢在SCWO环境中的耐蚀性低于其他合金[ [10 ] . 国内外研究人员对TP347, HR3C, D9, 316和304NG等奥氏体不锈钢在SCWO环境中的研究[11 -16 ] 发现, 奥氏体不锈钢在SCWO环境中的腐蚀增重通常比F/M钢小, 但随着温度的升高腐蚀增重会急剧增加. 镍基合金在高温环境下有着较为广泛的使用主要有以下3种原因: 较好的组织稳定性、较高的高温强度、更好的抗氧化和抗腐蚀能力. 国内外研究人员对625, 617, 718, C-276和X-750等镍基合金在SCWO中的研究[17 -20 ] 发现, 镍基合金表面的腐蚀增重都非常小. 所以, 镍基合金良好的耐蚀性使其更有望成为SCWO环境下使用的首选材料[21 -23 ] . ...
1
1999
... 随着工业的发展和人口的增多, 污染成为越来越严重的全球性问题, 每天都有大量的废水排出, 这些废水对环境造成严重的污染. 超临界水氧化(SCWO)方法是近年发展起来的处理污水中有毒害和难溶化学物质的最有效方法, 但是SCWO环境中材料的腐蚀是制约该技术发展的关键[1 -3 ] . 目前, 对SCWO环境候选材料的腐蚀问题已经进行了较多的研究[4 -7 ] . Tan等[8 ] 和朱发文等[9 ] 对9-12Cr钢和P92钢的研究结果表明, 铁素体/马氏体(F/M)钢的腐蚀随温度的升高而明显增重, 当温度达到600 ℃时材料表面氧化膜出现开裂现象, F/M钢在SCWO环境中的耐蚀性低于其他合金[ [10 ] . 国内外研究人员对TP347, HR3C, D9, 316和304NG等奥氏体不锈钢在SCWO环境中的研究[11 -16 ] 发现, 奥氏体不锈钢在SCWO环境中的腐蚀增重通常比F/M钢小, 但随着温度的升高腐蚀增重会急剧增加. 镍基合金在高温环境下有着较为广泛的使用主要有以下3种原因: 较好的组织稳定性、较高的高温强度、更好的抗氧化和抗腐蚀能力. 国内外研究人员对625, 617, 718, C-276和X-750等镍基合金在SCWO中的研究[17 -20 ] 发现, 镍基合金表面的腐蚀增重都非常小. 所以, 镍基合金良好的耐蚀性使其更有望成为SCWO环境下使用的首选材料[21 -23 ] . ...
1
1999
... 随着工业的发展和人口的增多, 污染成为越来越严重的全球性问题, 每天都有大量的废水排出, 这些废水对环境造成严重的污染. 超临界水氧化(SCWO)方法是近年发展起来的处理污水中有毒害和难溶化学物质的最有效方法, 但是SCWO环境中材料的腐蚀是制约该技术发展的关键[1 -3 ] . 目前, 对SCWO环境候选材料的腐蚀问题已经进行了较多的研究[4 -7 ] . Tan等[8 ] 和朱发文等[9 ] 对9-12Cr钢和P92钢的研究结果表明, 铁素体/马氏体(F/M)钢的腐蚀随温度的升高而明显增重, 当温度达到600 ℃时材料表面氧化膜出现开裂现象, F/M钢在SCWO环境中的耐蚀性低于其他合金[ [10 ] . 国内外研究人员对TP347, HR3C, D9, 316和304NG等奥氏体不锈钢在SCWO环境中的研究[11 -16 ] 发现, 奥氏体不锈钢在SCWO环境中的腐蚀增重通常比F/M钢小, 但随着温度的升高腐蚀增重会急剧增加. 镍基合金在高温环境下有着较为广泛的使用主要有以下3种原因: 较好的组织稳定性、较高的高温强度、更好的抗氧化和抗腐蚀能力. 国内外研究人员对625, 617, 718, C-276和X-750等镍基合金在SCWO中的研究[17 -20 ] 发现, 镍基合金表面的腐蚀增重都非常小. 所以, 镍基合金良好的耐蚀性使其更有望成为SCWO环境下使用的首选材料[21 -23 ] . ...
1
2006
... 随着工业的发展和人口的增多, 污染成为越来越严重的全球性问题, 每天都有大量的废水排出, 这些废水对环境造成严重的污染. 超临界水氧化(SCWO)方法是近年发展起来的处理污水中有毒害和难溶化学物质的最有效方法, 但是SCWO环境中材料的腐蚀是制约该技术发展的关键[1 -3 ] . 目前, 对SCWO环境候选材料的腐蚀问题已经进行了较多的研究[4 -7 ] . Tan等[8 ] 和朱发文等[9 ] 对9-12Cr钢和P92钢的研究结果表明, 铁素体/马氏体(F/M)钢的腐蚀随温度的升高而明显增重, 当温度达到600 ℃时材料表面氧化膜出现开裂现象, F/M钢在SCWO环境中的耐蚀性低于其他合金[ [10 ] . 国内外研究人员对TP347, HR3C, D9, 316和304NG等奥氏体不锈钢在SCWO环境中的研究[11 -16 ] 发现, 奥氏体不锈钢在SCWO环境中的腐蚀增重通常比F/M钢小, 但随着温度的升高腐蚀增重会急剧增加. 镍基合金在高温环境下有着较为广泛的使用主要有以下3种原因: 较好的组织稳定性、较高的高温强度、更好的抗氧化和抗腐蚀能力. 国内外研究人员对625, 617, 718, C-276和X-750等镍基合金在SCWO中的研究[17 -20 ] 发现, 镍基合金表面的腐蚀增重都非常小. 所以, 镍基合金良好的耐蚀性使其更有望成为SCWO环境下使用的首选材料[21 -23 ] . ...
1
2004
... 随着工业的发展和人口的增多, 污染成为越来越严重的全球性问题, 每天都有大量的废水排出, 这些废水对环境造成严重的污染. 超临界水氧化(SCWO)方法是近年发展起来的处理污水中有毒害和难溶化学物质的最有效方法, 但是SCWO环境中材料的腐蚀是制约该技术发展的关键[1 -3 ] . 目前, 对SCWO环境候选材料的腐蚀问题已经进行了较多的研究[4 -7 ] . Tan等[8 ] 和朱发文等[9 ] 对9-12Cr钢和P92钢的研究结果表明, 铁素体/马氏体(F/M)钢的腐蚀随温度的升高而明显增重, 当温度达到600 ℃时材料表面氧化膜出现开裂现象, F/M钢在SCWO环境中的耐蚀性低于其他合金[ [10 ] . 国内外研究人员对TP347, HR3C, D9, 316和304NG等奥氏体不锈钢在SCWO环境中的研究[11 -16 ] 发现, 奥氏体不锈钢在SCWO环境中的腐蚀增重通常比F/M钢小, 但随着温度的升高腐蚀增重会急剧增加. 镍基合金在高温环境下有着较为广泛的使用主要有以下3种原因: 较好的组织稳定性、较高的高温强度、更好的抗氧化和抗腐蚀能力. 国内外研究人员对625, 617, 718, C-276和X-750等镍基合金在SCWO中的研究[17 -20 ] 发现, 镍基合金表面的腐蚀增重都非常小. 所以, 镍基合金良好的耐蚀性使其更有望成为SCWO环境下使用的首选材料[21 -23 ] . ...
1
2010
... 随着工业的发展和人口的增多, 污染成为越来越严重的全球性问题, 每天都有大量的废水排出, 这些废水对环境造成严重的污染. 超临界水氧化(SCWO)方法是近年发展起来的处理污水中有毒害和难溶化学物质的最有效方法, 但是SCWO环境中材料的腐蚀是制约该技术发展的关键[1 -3 ] . 目前, 对SCWO环境候选材料的腐蚀问题已经进行了较多的研究[4 -7 ] . Tan等[8 ] 和朱发文等[9 ] 对9-12Cr钢和P92钢的研究结果表明, 铁素体/马氏体(F/M)钢的腐蚀随温度的升高而明显增重, 当温度达到600 ℃时材料表面氧化膜出现开裂现象, F/M钢在SCWO环境中的耐蚀性低于其他合金[ [10 ] . 国内外研究人员对TP347, HR3C, D9, 316和304NG等奥氏体不锈钢在SCWO环境中的研究[11 -16 ] 发现, 奥氏体不锈钢在SCWO环境中的腐蚀增重通常比F/M钢小, 但随着温度的升高腐蚀增重会急剧增加. 镍基合金在高温环境下有着较为广泛的使用主要有以下3种原因: 较好的组织稳定性、较高的高温强度、更好的抗氧化和抗腐蚀能力. 国内外研究人员对625, 617, 718, C-276和X-750等镍基合金在SCWO中的研究[17 -20 ] 发现, 镍基合金表面的腐蚀增重都非常小. 所以, 镍基合金良好的耐蚀性使其更有望成为SCWO环境下使用的首选材料[21 -23 ] . ...
1
2010
... 随着工业的发展和人口的增多, 污染成为越来越严重的全球性问题, 每天都有大量的废水排出, 这些废水对环境造成严重的污染. 超临界水氧化(SCWO)方法是近年发展起来的处理污水中有毒害和难溶化学物质的最有效方法, 但是SCWO环境中材料的腐蚀是制约该技术发展的关键[1 -3 ] . 目前, 对SCWO环境候选材料的腐蚀问题已经进行了较多的研究[4 -7 ] . Tan等[8 ] 和朱发文等[9 ] 对9-12Cr钢和P92钢的研究结果表明, 铁素体/马氏体(F/M)钢的腐蚀随温度的升高而明显增重, 当温度达到600 ℃时材料表面氧化膜出现开裂现象, F/M钢在SCWO环境中的耐蚀性低于其他合金[ [10 ] . 国内外研究人员对TP347, HR3C, D9, 316和304NG等奥氏体不锈钢在SCWO环境中的研究[11 -16 ] 发现, 奥氏体不锈钢在SCWO环境中的腐蚀增重通常比F/M钢小, 但随着温度的升高腐蚀增重会急剧增加. 镍基合金在高温环境下有着较为广泛的使用主要有以下3种原因: 较好的组织稳定性、较高的高温强度、更好的抗氧化和抗腐蚀能力. 国内外研究人员对625, 617, 718, C-276和X-750等镍基合金在SCWO中的研究[17 -20 ] 发现, 镍基合金表面的腐蚀增重都非常小. 所以, 镍基合金良好的耐蚀性使其更有望成为SCWO环境下使用的首选材料[21 -23 ] . ...
1
2010
... 随着工业的发展和人口的增多, 污染成为越来越严重的全球性问题, 每天都有大量的废水排出, 这些废水对环境造成严重的污染. 超临界水氧化(SCWO)方法是近年发展起来的处理污水中有毒害和难溶化学物质的最有效方法, 但是SCWO环境中材料的腐蚀是制约该技术发展的关键[1 -3 ] . 目前, 对SCWO环境候选材料的腐蚀问题已经进行了较多的研究[4 -7 ] . Tan等[8 ] 和朱发文等[9 ] 对9-12Cr钢和P92钢的研究结果表明, 铁素体/马氏体(F/M)钢的腐蚀随温度的升高而明显增重, 当温度达到600 ℃时材料表面氧化膜出现开裂现象, F/M钢在SCWO环境中的耐蚀性低于其他合金[ [10 ] . 国内外研究人员对TP347, HR3C, D9, 316和304NG等奥氏体不锈钢在SCWO环境中的研究[11 -16 ] 发现, 奥氏体不锈钢在SCWO环境中的腐蚀增重通常比F/M钢小, 但随着温度的升高腐蚀增重会急剧增加. 镍基合金在高温环境下有着较为广泛的使用主要有以下3种原因: 较好的组织稳定性、较高的高温强度、更好的抗氧化和抗腐蚀能力. 国内外研究人员对625, 617, 718, C-276和X-750等镍基合金在SCWO中的研究[17 -20 ] 发现, 镍基合金表面的腐蚀增重都非常小. 所以, 镍基合金良好的耐蚀性使其更有望成为SCWO环境下使用的首选材料[21 -23 ] . ...
1
2013
... 随着工业的发展和人口的增多, 污染成为越来越严重的全球性问题, 每天都有大量的废水排出, 这些废水对环境造成严重的污染. 超临界水氧化(SCWO)方法是近年发展起来的处理污水中有毒害和难溶化学物质的最有效方法, 但是SCWO环境中材料的腐蚀是制约该技术发展的关键[1 -3 ] . 目前, 对SCWO环境候选材料的腐蚀问题已经进行了较多的研究[4 -7 ] . Tan等[8 ] 和朱发文等[9 ] 对9-12Cr钢和P92钢的研究结果表明, 铁素体/马氏体(F/M)钢的腐蚀随温度的升高而明显增重, 当温度达到600 ℃时材料表面氧化膜出现开裂现象, F/M钢在SCWO环境中的耐蚀性低于其他合金[ [10 ] . 国内外研究人员对TP347, HR3C, D9, 316和304NG等奥氏体不锈钢在SCWO环境中的研究[11 -16 ] 发现, 奥氏体不锈钢在SCWO环境中的腐蚀增重通常比F/M钢小, 但随着温度的升高腐蚀增重会急剧增加. 镍基合金在高温环境下有着较为广泛的使用主要有以下3种原因: 较好的组织稳定性、较高的高温强度、更好的抗氧化和抗腐蚀能力. 国内外研究人员对625, 617, 718, C-276和X-750等镍基合金在SCWO中的研究[17 -20 ] 发现, 镍基合金表面的腐蚀增重都非常小. 所以, 镍基合金良好的耐蚀性使其更有望成为SCWO环境下使用的首选材料[21 -23 ] . ...
1
2013
... 随着工业的发展和人口的增多, 污染成为越来越严重的全球性问题, 每天都有大量的废水排出, 这些废水对环境造成严重的污染. 超临界水氧化(SCWO)方法是近年发展起来的处理污水中有毒害和难溶化学物质的最有效方法, 但是SCWO环境中材料的腐蚀是制约该技术发展的关键[1 -3 ] . 目前, 对SCWO环境候选材料的腐蚀问题已经进行了较多的研究[4 -7 ] . Tan等[8 ] 和朱发文等[9 ] 对9-12Cr钢和P92钢的研究结果表明, 铁素体/马氏体(F/M)钢的腐蚀随温度的升高而明显增重, 当温度达到600 ℃时材料表面氧化膜出现开裂现象, F/M钢在SCWO环境中的耐蚀性低于其他合金[ [10 ] . 国内外研究人员对TP347, HR3C, D9, 316和304NG等奥氏体不锈钢在SCWO环境中的研究[11 -16 ] 发现, 奥氏体不锈钢在SCWO环境中的腐蚀增重通常比F/M钢小, 但随着温度的升高腐蚀增重会急剧增加. 镍基合金在高温环境下有着较为广泛的使用主要有以下3种原因: 较好的组织稳定性、较高的高温强度、更好的抗氧化和抗腐蚀能力. 国内外研究人员对625, 617, 718, C-276和X-750等镍基合金在SCWO中的研究[17 -20 ] 发现, 镍基合金表面的腐蚀增重都非常小. 所以, 镍基合金良好的耐蚀性使其更有望成为SCWO环境下使用的首选材料[21 -23 ] . ...
1
2007
... 随着工业的发展和人口的增多, 污染成为越来越严重的全球性问题, 每天都有大量的废水排出, 这些废水对环境造成严重的污染. 超临界水氧化(SCWO)方法是近年发展起来的处理污水中有毒害和难溶化学物质的最有效方法, 但是SCWO环境中材料的腐蚀是制约该技术发展的关键[1 -3 ] . 目前, 对SCWO环境候选材料的腐蚀问题已经进行了较多的研究[4 -7 ] . Tan等[8 ] 和朱发文等[9 ] 对9-12Cr钢和P92钢的研究结果表明, 铁素体/马氏体(F/M)钢的腐蚀随温度的升高而明显增重, 当温度达到600 ℃时材料表面氧化膜出现开裂现象, F/M钢在SCWO环境中的耐蚀性低于其他合金[ [10 ] . 国内外研究人员对TP347, HR3C, D9, 316和304NG等奥氏体不锈钢在SCWO环境中的研究[11 -16 ] 发现, 奥氏体不锈钢在SCWO环境中的腐蚀增重通常比F/M钢小, 但随着温度的升高腐蚀增重会急剧增加. 镍基合金在高温环境下有着较为广泛的使用主要有以下3种原因: 较好的组织稳定性、较高的高温强度、更好的抗氧化和抗腐蚀能力. 国内外研究人员对625, 617, 718, C-276和X-750等镍基合金在SCWO中的研究[17 -20 ] 发现, 镍基合金表面的腐蚀增重都非常小. 所以, 镍基合金良好的耐蚀性使其更有望成为SCWO环境下使用的首选材料[21 -23 ] . ...
1
2006
... 随着工业的发展和人口的增多, 污染成为越来越严重的全球性问题, 每天都有大量的废水排出, 这些废水对环境造成严重的污染. 超临界水氧化(SCWO)方法是近年发展起来的处理污水中有毒害和难溶化学物质的最有效方法, 但是SCWO环境中材料的腐蚀是制约该技术发展的关键[1 -3 ] . 目前, 对SCWO环境候选材料的腐蚀问题已经进行了较多的研究[4 -7 ] . Tan等[8 ] 和朱发文等[9 ] 对9-12Cr钢和P92钢的研究结果表明, 铁素体/马氏体(F/M)钢的腐蚀随温度的升高而明显增重, 当温度达到600 ℃时材料表面氧化膜出现开裂现象, F/M钢在SCWO环境中的耐蚀性低于其他合金[ [10 ] . 国内外研究人员对TP347, HR3C, D9, 316和304NG等奥氏体不锈钢在SCWO环境中的研究[11 -16 ] 发现, 奥氏体不锈钢在SCWO环境中的腐蚀增重通常比F/M钢小, 但随着温度的升高腐蚀增重会急剧增加. 镍基合金在高温环境下有着较为广泛的使用主要有以下3种原因: 较好的组织稳定性、较高的高温强度、更好的抗氧化和抗腐蚀能力. 国内外研究人员对625, 617, 718, C-276和X-750等镍基合金在SCWO中的研究[17 -20 ] 发现, 镍基合金表面的腐蚀增重都非常小. 所以, 镍基合金良好的耐蚀性使其更有望成为SCWO环境下使用的首选材料[21 -23 ] . ...
1
2008
... 随着工业的发展和人口的增多, 污染成为越来越严重的全球性问题, 每天都有大量的废水排出, 这些废水对环境造成严重的污染. 超临界水氧化(SCWO)方法是近年发展起来的处理污水中有毒害和难溶化学物质的最有效方法, 但是SCWO环境中材料的腐蚀是制约该技术发展的关键[1 -3 ] . 目前, 对SCWO环境候选材料的腐蚀问题已经进行了较多的研究[4 -7 ] . Tan等[8 ] 和朱发文等[9 ] 对9-12Cr钢和P92钢的研究结果表明, 铁素体/马氏体(F/M)钢的腐蚀随温度的升高而明显增重, 当温度达到600 ℃时材料表面氧化膜出现开裂现象, F/M钢在SCWO环境中的耐蚀性低于其他合金[ [10 ] . 国内外研究人员对TP347, HR3C, D9, 316和304NG等奥氏体不锈钢在SCWO环境中的研究[11 -16 ] 发现, 奥氏体不锈钢在SCWO环境中的腐蚀增重通常比F/M钢小, 但随着温度的升高腐蚀增重会急剧增加. 镍基合金在高温环境下有着较为广泛的使用主要有以下3种原因: 较好的组织稳定性、较高的高温强度、更好的抗氧化和抗腐蚀能力. 国内外研究人员对625, 617, 718, C-276和X-750等镍基合金在SCWO中的研究[17 -20 ] 发现, 镍基合金表面的腐蚀增重都非常小. 所以, 镍基合金良好的耐蚀性使其更有望成为SCWO环境下使用的首选材料[21 -23 ] . ...
1
2009
... 随着工业的发展和人口的增多, 污染成为越来越严重的全球性问题, 每天都有大量的废水排出, 这些废水对环境造成严重的污染. 超临界水氧化(SCWO)方法是近年发展起来的处理污水中有毒害和难溶化学物质的最有效方法, 但是SCWO环境中材料的腐蚀是制约该技术发展的关键[1 -3 ] . 目前, 对SCWO环境候选材料的腐蚀问题已经进行了较多的研究[4 -7 ] . Tan等[8 ] 和朱发文等[9 ] 对9-12Cr钢和P92钢的研究结果表明, 铁素体/马氏体(F/M)钢的腐蚀随温度的升高而明显增重, 当温度达到600 ℃时材料表面氧化膜出现开裂现象, F/M钢在SCWO环境中的耐蚀性低于其他合金[ [10 ] . 国内外研究人员对TP347, HR3C, D9, 316和304NG等奥氏体不锈钢在SCWO环境中的研究[11 -16 ] 发现, 奥氏体不锈钢在SCWO环境中的腐蚀增重通常比F/M钢小, 但随着温度的升高腐蚀增重会急剧增加. 镍基合金在高温环境下有着较为广泛的使用主要有以下3种原因: 较好的组织稳定性、较高的高温强度、更好的抗氧化和抗腐蚀能力. 国内外研究人员对625, 617, 718, C-276和X-750等镍基合金在SCWO中的研究[17 -20 ] 发现, 镍基合金表面的腐蚀增重都非常小. 所以, 镍基合金良好的耐蚀性使其更有望成为SCWO环境下使用的首选材料[21 -23 ] . ...
1
2012
... 随着工业的发展和人口的增多, 污染成为越来越严重的全球性问题, 每天都有大量的废水排出, 这些废水对环境造成严重的污染. 超临界水氧化(SCWO)方法是近年发展起来的处理污水中有毒害和难溶化学物质的最有效方法, 但是SCWO环境中材料的腐蚀是制约该技术发展的关键[1 -3 ] . 目前, 对SCWO环境候选材料的腐蚀问题已经进行了较多的研究[4 -7 ] . Tan等[8 ] 和朱发文等[9 ] 对9-12Cr钢和P92钢的研究结果表明, 铁素体/马氏体(F/M)钢的腐蚀随温度的升高而明显增重, 当温度达到600 ℃时材料表面氧化膜出现开裂现象, F/M钢在SCWO环境中的耐蚀性低于其他合金[ [10 ] . 国内外研究人员对TP347, HR3C, D9, 316和304NG等奥氏体不锈钢在SCWO环境中的研究[11 -16 ] 发现, 奥氏体不锈钢在SCWO环境中的腐蚀增重通常比F/M钢小, 但随着温度的升高腐蚀增重会急剧增加. 镍基合金在高温环境下有着较为广泛的使用主要有以下3种原因: 较好的组织稳定性、较高的高温强度、更好的抗氧化和抗腐蚀能力. 国内外研究人员对625, 617, 718, C-276和X-750等镍基合金在SCWO中的研究[17 -20 ] 发现, 镍基合金表面的腐蚀增重都非常小. 所以, 镍基合金良好的耐蚀性使其更有望成为SCWO环境下使用的首选材料[21 -23 ] . ...
1
2012
... 随着工业的发展和人口的增多, 污染成为越来越严重的全球性问题, 每天都有大量的废水排出, 这些废水对环境造成严重的污染. 超临界水氧化(SCWO)方法是近年发展起来的处理污水中有毒害和难溶化学物质的最有效方法, 但是SCWO环境中材料的腐蚀是制约该技术发展的关键[1 -3 ] . 目前, 对SCWO环境候选材料的腐蚀问题已经进行了较多的研究[4 -7 ] . Tan等[8 ] 和朱发文等[9 ] 对9-12Cr钢和P92钢的研究结果表明, 铁素体/马氏体(F/M)钢的腐蚀随温度的升高而明显增重, 当温度达到600 ℃时材料表面氧化膜出现开裂现象, F/M钢在SCWO环境中的耐蚀性低于其他合金[ [10 ] . 国内外研究人员对TP347, HR3C, D9, 316和304NG等奥氏体不锈钢在SCWO环境中的研究[11 -16 ] 发现, 奥氏体不锈钢在SCWO环境中的腐蚀增重通常比F/M钢小, 但随着温度的升高腐蚀增重会急剧增加. 镍基合金在高温环境下有着较为广泛的使用主要有以下3种原因: 较好的组织稳定性、较高的高温强度、更好的抗氧化和抗腐蚀能力. 国内外研究人员对625, 617, 718, C-276和X-750等镍基合金在SCWO中的研究[17 -20 ] 发现, 镍基合金表面的腐蚀增重都非常小. 所以, 镍基合金良好的耐蚀性使其更有望成为SCWO环境下使用的首选材料[21 -23 ] . ...
1
2011
... 随着工业的发展和人口的增多, 污染成为越来越严重的全球性问题, 每天都有大量的废水排出, 这些废水对环境造成严重的污染. 超临界水氧化(SCWO)方法是近年发展起来的处理污水中有毒害和难溶化学物质的最有效方法, 但是SCWO环境中材料的腐蚀是制约该技术发展的关键[1 -3 ] . 目前, 对SCWO环境候选材料的腐蚀问题已经进行了较多的研究[4 -7 ] . Tan等[8 ] 和朱发文等[9 ] 对9-12Cr钢和P92钢的研究结果表明, 铁素体/马氏体(F/M)钢的腐蚀随温度的升高而明显增重, 当温度达到600 ℃时材料表面氧化膜出现开裂现象, F/M钢在SCWO环境中的耐蚀性低于其他合金[ [10 ] . 国内外研究人员对TP347, HR3C, D9, 316和304NG等奥氏体不锈钢在SCWO环境中的研究[11 -16 ] 发现, 奥氏体不锈钢在SCWO环境中的腐蚀增重通常比F/M钢小, 但随着温度的升高腐蚀增重会急剧增加. 镍基合金在高温环境下有着较为广泛的使用主要有以下3种原因: 较好的组织稳定性、较高的高温强度、更好的抗氧化和抗腐蚀能力. 国内外研究人员对625, 617, 718, C-276和X-750等镍基合金在SCWO中的研究[17 -20 ] 发现, 镍基合金表面的腐蚀增重都非常小. 所以, 镍基合金良好的耐蚀性使其更有望成为SCWO环境下使用的首选材料[21 -23 ] . ...
1
2011
... 随着工业的发展和人口的增多, 污染成为越来越严重的全球性问题, 每天都有大量的废水排出, 这些废水对环境造成严重的污染. 超临界水氧化(SCWO)方法是近年发展起来的处理污水中有毒害和难溶化学物质的最有效方法, 但是SCWO环境中材料的腐蚀是制约该技术发展的关键[1 -3 ] . 目前, 对SCWO环境候选材料的腐蚀问题已经进行了较多的研究[4 -7 ] . Tan等[8 ] 和朱发文等[9 ] 对9-12Cr钢和P92钢的研究结果表明, 铁素体/马氏体(F/M)钢的腐蚀随温度的升高而明显增重, 当温度达到600 ℃时材料表面氧化膜出现开裂现象, F/M钢在SCWO环境中的耐蚀性低于其他合金[ [10 ] . 国内外研究人员对TP347, HR3C, D9, 316和304NG等奥氏体不锈钢在SCWO环境中的研究[11 -16 ] 发现, 奥氏体不锈钢在SCWO环境中的腐蚀增重通常比F/M钢小, 但随着温度的升高腐蚀增重会急剧增加. 镍基合金在高温环境下有着较为广泛的使用主要有以下3种原因: 较好的组织稳定性、较高的高温强度、更好的抗氧化和抗腐蚀能力. 国内外研究人员对625, 617, 718, C-276和X-750等镍基合金在SCWO中的研究[17 -20 ] 发现, 镍基合金表面的腐蚀增重都非常小. 所以, 镍基合金良好的耐蚀性使其更有望成为SCWO环境下使用的首选材料[21 -23 ] . ...
1
1995
... 图6为X-2#/304异种金属焊接接头熔合区及其附近的组织. 从图6a可以看出, X-2#/304异种金属焊接靠X-2#合金一侧的熔合区组织均过渡良好, 未见裂纹、气孔和夹杂等缺陷; 图6b中304奥氏体不锈钢一侧为一道色彩清晰的熔合线, 在熔合线附近热影响区内有大量的析出物生成, 析出物的Vickers硬度约为180 HV. 图7为304奥氏体不锈钢一侧熔合区的SEM像和EDS分析. 可以观察到析出物形貌为蠕虫状, 且通过EDS分析该蠕虫状析出物的元素含量发现, 析出物富Cr贫Ni (如表2所示). Cr是强烈形成并稳定铁素体的元素, 所以通过形貌与成分含量可以确定该析出物为铁素体. d -铁素体的生成是由于当焊接热循环温度加热至单相d -铁素体区或d +g 双相区时, 发生g →d 转变而形成的. 这种d -铁素体的形核与长大决定于母材中局部Cr, Ni的成分起伏, 在铁素体形成元素Cr富集处首先形成d -铁素体晶核, 根据受热温度和时间的长短不同, d -铁素体发生不同程度长大, 冷却时这些d -铁素体又发生向奥氏体的固态转变, 仅富Cr贫Ni的晶核部分被保留下来, 形成d +g 双相组织[24 ] . 铁素体中Cr的富集容易导致晶界附近区域出现Cr的贫化, 对材料的抗腐蚀性能带来不利影响. ...
1
1995
... 图6为X-2#/304异种金属焊接接头熔合区及其附近的组织. 从图6a可以看出, X-2#/304异种金属焊接靠X-2#合金一侧的熔合区组织均过渡良好, 未见裂纹、气孔和夹杂等缺陷; 图6b中304奥氏体不锈钢一侧为一道色彩清晰的熔合线, 在熔合线附近热影响区内有大量的析出物生成, 析出物的Vickers硬度约为180 HV. 图7为304奥氏体不锈钢一侧熔合区的SEM像和EDS分析. 可以观察到析出物形貌为蠕虫状, 且通过EDS分析该蠕虫状析出物的元素含量发现, 析出物富Cr贫Ni (如表2所示). Cr是强烈形成并稳定铁素体的元素, 所以通过形貌与成分含量可以确定该析出物为铁素体. d -铁素体的生成是由于当焊接热循环温度加热至单相d -铁素体区或d +g 双相区时, 发生g →d 转变而形成的. 这种d -铁素体的形核与长大决定于母材中局部Cr, Ni的成分起伏, 在铁素体形成元素Cr富集处首先形成d -铁素体晶核, 根据受热温度和时间的长短不同, d -铁素体发生不同程度长大, 冷却时这些d -铁素体又发生向奥氏体的固态转变, 仅富Cr贫Ni的晶核部分被保留下来, 形成d +g 双相组织[24 ] . 铁素体中Cr的富集容易导致晶界附近区域出现Cr的贫化, 对材料的抗腐蚀性能带来不利影响. ...
1
2009
... 图8为X-2#/304异种金属焊接接头热影响区及其附近的组织. 从图8a可以看出, 靠X-2#合金一侧的热影响区只有双面焊重熔区附近的晶粒发生明显长大, 而其他位置则未观察到晶粒长大现象. 这是因为双面焊接时重熔区受正反两面焊接两次热循环影响, 所以重熔区附近热影响区的晶粒受热长大两次, 故长大现象明显. 从图8b可以看出, X-2#/304异种金属焊接靠304奥氏体不锈钢一侧的热影响区组织与其基体相比有明显晶粒粗化现象, 且受热长大的晶粒数量较多. X-2#/304异种金属焊接在X-2#合金一侧热影响区的晶粒长大数量比304奥氏体不锈钢一侧热影响区晶粒长大数量少, X-2#合金比304奥氏体不锈钢具有更强的热稳定性, 这不仅与焊接热输入和基体晶粒尺寸有关, 还与X-2#合金的化学成分有关. 如果基体的晶粒尺寸较小, 焊接热输入和焊接前塑性变形较大, 晶粒的长大会较快; 如果基体晶粒尺寸较大, 原始塑性变形量较小, 即使是在很高的热输入条件下晶粒也不会明显长大; 当焊接热输入低, 温度梯度大的时候, 较小的晶粒也可能明显长大[25 ] . X-2#基体的晶粒尺寸约为65 mm, 未观察到热影响区有明显的晶粒长大现象, 说明X-2#合金的晶粒尺寸与焊接热输入的配合较合适. X-2#合金母材中含有一定量的Al, W和Mo, Al是主要的沉淀强化元素, W和Mo是强固溶强化元素. 当焊接峰值温度处于g ′相析出温度时, Al的沉淀强化作用突出, 而当峰值温度达到析出相大量溶解的温度时, W和Mo的固溶强化作用为主要强化因素. 所以在焊接热循环条件下, X-2#合金有着较好的强度和热稳定性是焊接热输入、母材晶粒尺寸和化学成分共同作用的结果. ...
1
2006
... 图11为X-2#/304异种金属焊接接头拉伸断口的宏观和微观形貌. 从图11a可以看出, 室温拉伸断口的纤维区较大, 接头的塑性和韧性较好. 从11b可以看出, 断口纤维区较小、放射区较大, 表明500 ℃拉伸304奥氏体不锈钢的塑性较低. 图11b中的放射区较大是因为304奥氏体不锈钢在500 ℃拉伸的弹性变形阶段就发生断裂, 断裂前的塑性变形相对较小, 故断口相对平齐, 纤维区和剪切唇都不明显, 而放射区却较大[26 ] . 图11c和d为断口纤维区的微观组织形貌. 从图中可以看出, 室温和500 ℃拉伸断口纤维区为韧窝形貌. ...
1
2006
... 图11为X-2#/304异种金属焊接接头拉伸断口的宏观和微观形貌. 从图11a可以看出, 室温拉伸断口的纤维区较大, 接头的塑性和韧性较好. 从11b可以看出, 断口纤维区较小、放射区较大, 表明500 ℃拉伸304奥氏体不锈钢的塑性较低. 图11b中的放射区较大是因为304奥氏体不锈钢在500 ℃拉伸的弹性变形阶段就发生断裂, 断裂前的塑性变形相对较小, 故断口相对平齐, 纤维区和剪切唇都不明显, 而放射区却较大[26 ] . 图11c和d为断口纤维区的微观组织形貌. 从图中可以看出, 室温和500 ℃拉伸断口纤维区为韧窝形貌. ...

 , 刘奎
, 刘奎








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}