


在全球竞争日趋激烈、航空航天技术不断创新的背景下,航空航天制造业对具有高强度、高韧性、高耐腐蚀性能的结构件的需求日益增长[1]。TC4钛合金因其密度低、强度高、高温性能和耐腐蚀性能良好等优点,被广泛应用于飞机、火箭、卫星等航空航天器件的制造中[2,3]。针对大型厚壁结构件难以实现一次性整体成形,精密、高质量的焊接成为此类结构件制造过程中的关键技术。窄间隙激光焊接(narrow gap laser welding,NGLW)结合了窄间隙焊和激光焊接的优势,被广泛应用于连接中厚板和厚板[4,5]。窄间隙坡口和超窄间隙坡口的应用降低了焊缝金属的填充量,因此也降低了焊接热输入和接头焊后变形[6],且焊接热源为高能激光束,接头的过热区更窄,可以获得服役性能更为优良的焊接接头[7]。然而,由于窄间隙激光焊接的热输入较低,焊缝区的冷却速率较快,多层热循环作用不均匀,这些因素使得焊接接头微观组织分布不均匀,导致焊缝不同位置的受力和变形不均匀,易产生二次裂纹,极大地影响了焊件的服役寿命[8]。因此,如何通过外加能量场来优化窄间隙激光焊接接头的显微组织和性能,是当前亟须解决的问题。
目前,国内外众多学者已对中厚板窄间隙焊接技术进行了深入的研究。Dittrich等[9]利用高亮度激光器进行了TC4钛合金厚板窄间隙多道激光焊接实验。结果表明,窄间隙激光填丝多道焊接接头具有更好的抗热裂性能,激光束摆动可以显著减少侧壁未熔合等缺陷的发生。Liu等[10]通过窄间隙激光焊接的方法,成功对7.5 mm厚的钛合金板进行连接,获得了成形良好的焊缝,并发现下层熔池中的柱状晶比上层熔池中的柱状晶细化明显,其生长方向与最大温度梯度方向一致。Fang等[11]通过窄间隙激光焊接技术实现了20 mm厚TC4钛合金板材的优质连接,发现激光功率和焊接速率对焊缝单位面积能量输入的影响较大。窄间隙焊接技术可以降低热输入,且具有坡口尺寸小、焊接效率高、填充金属少等显著优点,但是仍存在层间力学性能差异性过大,甚至出现薄弱层或缺陷层的问题,最终影响焊缝的整体力学性能。
超声是一种应用较为广泛的焊接辅助技术[12,13]。通过超声的振动效应能够提高熔池内的熔体流动速率,同时使熔体内部微区的温度及应力梯度分布更加均匀,能够显著细化晶粒,这对提升焊缝区整体组织均匀性具有积极作用[14~16]。Wang等[17]研究了采用超声振动辅助定向能量沉积工艺改善法制备的1Cr12Ni3MoVN合金的显微组织和力学性能。结果表明,高强度超声振动可以减弱晶粒的外延生长倾向,在保持合金强度基本不变的情况下,能显著提高其塑性。Chen等[18]采用脉冲超声辅助钨极气体保护焊接的方法实现了3 mm厚Q235平板对接,通过对比研究有/无超声焊接接头的显微组织和力学性能,发现超声的引入在提高合金织构强度的同时使得晶体的各向同性也得到了改善。Kwon等[19]采用超声辅助电阻点焊工艺对多层薄纯Al箔进行焊接,对比分析了常规电阻点焊与超声辅助电阻点焊的接头组织及缺陷。结果表明,超声辅助焊缝区组织为均匀的初生等轴枝晶和非枝晶混合组织,并以最小晶界偏析的方式分布,且超声的引入显著减少了固化裂纹和气体孔隙。可见,外加超声场辅助的方法通过调整焊缝区热输入分布,有效改善了厚度方向组织分布的不均匀性。因此,探明组织分布差异性对提升焊接接头力学性能和促进窄间隙焊接工艺在中、大厚度钛合金连接中的应用有着重要的意义和价值。
在超声辅助焊接过程中,由于外加场能量的影响,熔池内的温度分布、流体运动等特征会发生显著改变。然而,这些特征很难通过实验手段进行实时监测,或者需要极高的实验成本。数值模拟已成为研究激光焊接过程中温度场、流场变化的方法和手段[20]。Jia等[21]建立了考虑熔滴冲击、液态金属振荡和电弧压力动态变化的三维瞬态数值模型,研究了超声波对熔化极惰性气体保护焊熔池行为的影响。Chen等[22]为了定量研究超声波能量对焊接过程的影响,提出了超声焊接的本构模型,并在有限元模型中进行了数值映射。王维等[23]对激光熔池中声场与温度场的耦合模拟进行了分析,研究了激光熔池内声场、温度场、流场的变化规律,发现超声振动使得熔池内流动速率增加了72%。国内外针对超声辅助焊接数值模拟的研究涉及温度场、应力应变场以及流场多方面,旨在对比研究超声辅助焊接过程中超声波对熔池和匙孔的流动、传热以及匙孔动态演化的影响及其作用机理。基于上述研究,本工作以有限元数值模拟手段获取焊缝区域的温度场分布特征和流场速度分布,为探究TC4钛合金超声辅助窄间隙焊接热过程中焊接接头显微组织复杂的演变行为及其机理提供理论依据。
本工作旨在解决钛合金中厚度结构件的高效连接工艺难题,以22 mm厚TC4钛合金为研究对象,进行超声辅助窄间隙激光焊接工艺研究。首先,建立TC4钛合金超声辅助窄间隙激光焊接过程有限元数值计算模型,得到焊接过程的流场分布及焊后温度场分布。其次,结合数值模拟计算结果,分析中厚板TC4钛合金焊接接头层间组织的生长行为及分布差异性,以探究超声辅助的组织调控机理。最后,深入探索超声辅助对焊接接头不同区域力学性能的影响规律。
1 实验方法
以TC4钛合金作为焊接母材及填充焊丝,其主要化学成分(质量分数,%)为:Fe ≤ 0.30,Al 5.5~6.8,V 3.5~4.5,C ≤ 0.10,H ≤ 0.015,O ≤ 0.20,N ≤ 0.05,Ti余量。实验所用板材尺寸为100 mm × 50 mm × 22 mm,试板采用U型坡口设计,坡口底部预留3 mm厚的钝边,底部宽度为3 mm,顶部最大宽度为4.19 mm,且单边坡口角度加工为2°。TC4钛合金的常温微观组织由α和β两相组成。在常温下,TC4钛合金屈服强度为830 MPa,抗拉强度为895 MPa,断后伸长率达到12%[1]。超声辅助窄间隙激光焊接实验由激光焊接系统协同超声辅助系统共同完成,其实验装置示意图如图1所示。
图1
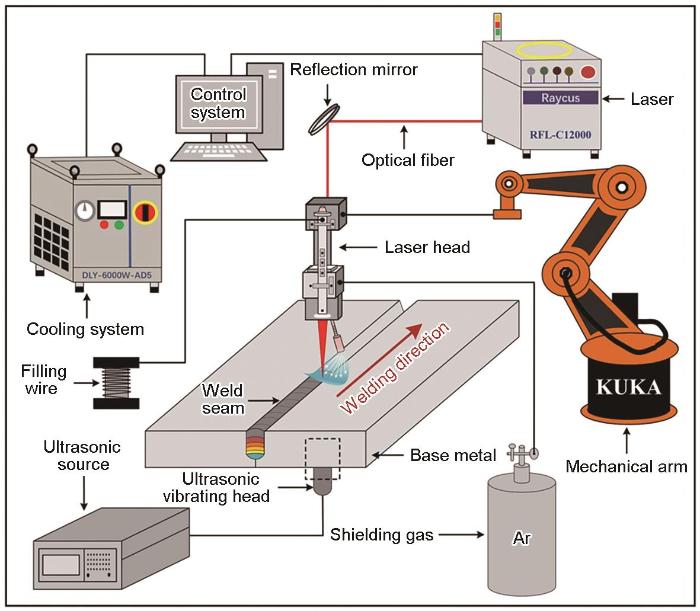
图1
超声辅助窄间隙激光焊接实验装置示意图
Fig.1
Schematic of the ultrasonic-assisted narrow gap laser welding experimental device
焊前采用机械处理的方法清理坡口底边及侧壁等位置,使用丙酮溶液擦拭母材表面,去除灰尘及油污后将其烘干。首先利用激光自熔焊(laser welding,LW)对TC4钛合金中厚板坡口进行焊接固定。为了避免夹杂、气孔等缺陷的产生,在每层焊缝完成后对焊接烟尘进行彻底清理。本工作共进行了11层焊缝的激光填丝焊(laser wire filling welding,LWFW),即:第1层为打底层,第2~10层为中间层,第11层为盖面层。无超声焊缝自下而上分别命名为层1-1~层1-11,有超声焊缝自下而上分别命名为层2-1~层2-11,具体焊接工艺参数见表1。
表1 22 mm厚TC4钛合金窄间隙激光焊接工艺参数
Table 1
| With or without ultrasonic | Welding process | Laser power kW | Welding speed m·min-1 | Defocusing distance mm | Wire feeding speed m·min-1 | Shielding gas flow L·min-1 | Ultrasonic current A | Ultrasonic frequency kHz |
|---|---|---|---|---|---|---|---|---|
| No | LW | 5.0 | 3.0 | -2 | - | 18 | 0 | 0 |
| No | LWFW | 2.5 | 1.0 | +10 | 3-5 | 18 | 0 | 0 |
| Yes | LWFW | 2.5 | 1.0 | +10 | 3-5 | 18 | 2.0 | 19.8 |
采用电火花切割得到长度16 mm、宽度5 mm的试样,并将试样进行树脂镶嵌,然后用水磨砂纸精细打磨至3000号,使用Cr2O3悬浮液对其进行抛光。待抛光完毕后,利用Kroll试剂(2%HF + 10%HNO3 + 88%H2O,体积分数)进行20~30 s的腐蚀处理,使用GP-660V型体视显微镜和MR-5000型金相显微镜(OM)观察接头宏观、微观组织。利用LYRA 3聚焦离子束扫描电镜(SEM)及其配备的电子背散射衍射仪(EBSD)对焊接接头微观组织和断口形貌特征进行分析。获得的数据使用Channel 5软件进行后处理,生成取向图(orientation map)、极图(pole figure)和局部取向差(kernel average misorientation,KAM)图。极图用于分析晶粒在空间中的取向分布特征,本工作中绘制以样品法向(normal direction,ND)为参考方向的{0001}极图,展示柱状晶或等轴晶在焊缝中主取向的变化趋势。KAM图用于表征晶粒内部的局部应变和取向畸变程度,反映焊接热输入对位错密度和应变分布的影响。晶粒尺寸的统计采用基于取向图的等效圆直径(equivalent circle diameter)法进行测量。晶界统计则依据晶界间取向差角度进行分类,取向差角在2°~15°的晶界定义为小角度晶界(LAGBs),取向差角大于15°的晶界定义为大角度晶界(HAGBs),并通过相应分布比例分析热过程对组织均匀性和再结晶程度的影响。利用HXS-1000A型显微Vickers硬度计对比分析有/无施加超声作用下焊接接头显微硬度的分布情况,测试载荷9.8 N,加载时间10 s。针对尺寸为10 mm × 10 mm × 55 mm的标准试样进行Charpy冲击实验,对比分析有/无施加超声作用下焊接接头各填充层的冲击韧性。
2 仿真建模
根据超声辅助窄间隙激光焊接过程的特点,作出合理的极限化假设,简化物理场抽象出的偏微分方程,以保证数学模型准确性与可行性的平衡。本模型采用的假设如下:(1) 忽略超声辅助焊接过程中由热效应和空化效应引起的超声能量衰减;(2) 忽略匙孔内部金属蒸汽和等离子体的影响;(3) 熔体为不可压缩的黏性Newton流体;(4) 流体流动方式为层流;(5) 焊接材料为各向同性,其物性参数随温度变化而变化;(6) 忽略黏性耗散对能量守恒的影响。
超声辅助窄间隙激光焊接的物理过程可视为沿中心线对称,因此建模时只考虑实际过程的一半,以减少模型的计算量。并且提取具有典型特征的焊接接头打底层、中间层和盖面层进行仿真计算。由于激光焊接能量集中,作用范围小,焊缝及热影响区受热作用影响较大,存在较大的温度梯度,因此采用较小的网格单元以保证计算精度。在远离焊缝的母材处,其温度梯度较小,可使用较为粗大的网格单元,以提高计算效率。打底层和中间层模型的网格划分、层流域和固体域定义方式分别如图2a和c所示,盖面层网格划分、层流域和固体域定义方式分别如图2b和d所示。随后在分析界面设置TC4钛合金的热物理性能参数,根据实际焊接条件设置初始条件和边界条件。由于超声辅助窄间隙激光焊接的热输入集中,穿透作用强,因此选用“Gauss旋转体”热源模型来模拟激光焊接过程[24],Gauss面热源用于模拟焊缝表面对激光能量的吸收,Gauss圆柱体热源用于模拟匙孔。通过添加体积力模拟超声能量的作用过程[25,26]。打底层和中间层体积力施加位置如图2e所示,盖面层体积力施加位置如图2f所示(图2e和f分别是图2c和d的俯视图),选择相应的求解方法并进行迭代参数的设置。
图2
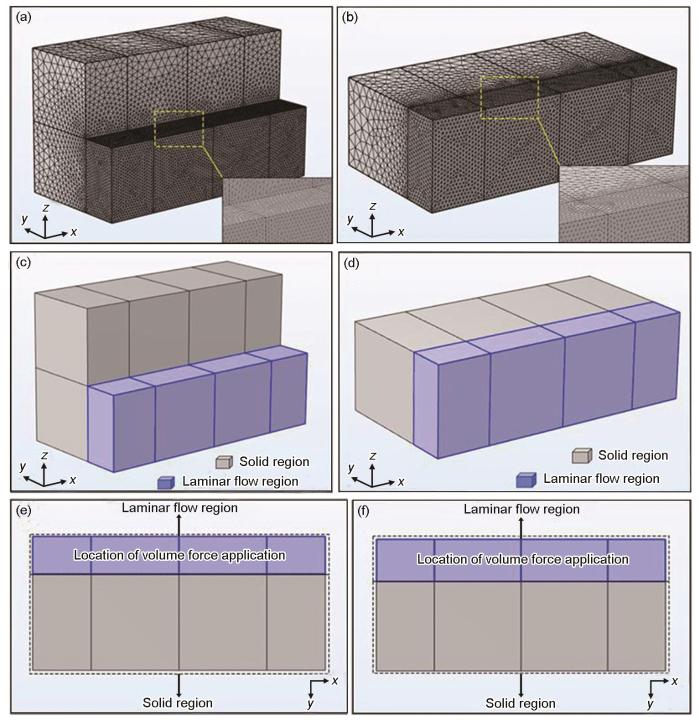
图2
焊接接头打底层、中间层和盖面层的网格划分、域划分和体积力施加位置示意图
Fig.2
Schematics of grid division (a, b), domain division (c, d), and volume force application location (e, f) in root layer and filling layer (a, c, e) and top layer (b, d, f) of welded joint (Insets in Figs.2a and b show the locally enlarged grids, Figs.2e and f are top views of Figs.2c and d, respectively)
3 实验结果
3.1 温度场及流场仿真
对超声辅助窄间隙激光焊接接头盖面层及中间填充层的温度场仿真结果进行热源校核,结果如图3所示。可见,熔池形貌的仿真结果与实验结果吻合良好。因此,本工作建立的模型可用于有/无超声作用窄间隙激光焊接过程的仿真模拟。
图3
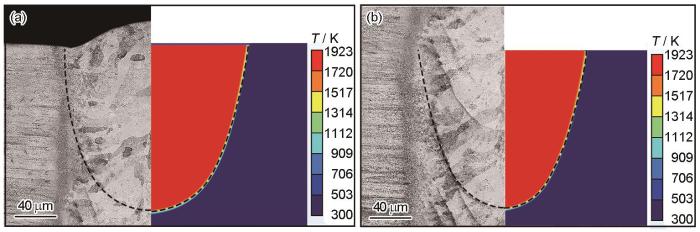
图3
TC4钛合金超声辅助窄间隙激光焊接过程的温度场校核结果
Fig.3
Verification results of temperature field for ultrasonic-assisted narrow gap laser welding of TC4 titanium alloy in the top layer (a) and the middle layer (b) of welded joint (T—temperature)
图4为有/无超声振动作用下TC4钛合金窄间隙激光焊接各填充层三维瞬态温度场分布云图。可以看出,熔池峰值温度随着LWFW填充层数的增加而缓慢升高。这是由于焊接过程中的热累积效应和散热条件的变化所致:一方面,随着填充层数的增加,热量不断在焊缝区积累叠加;另一方面,由于盖面层与空气接触面更大,对流散热成为主要的热量传递方式。然而,在下层焊缝的焊接过程中,热量主要以热辐射和热传导的方式向两侧金属传递,其散热速率更快。从图4d~f可以看出,超声的引入有效降低了熔池内的峰值温度,即减小了熔池深度方向的温度梯度,这是由于超声引发的搅拌作用促进了热流在熔池内的扩散。无超声振动作用时,窄间隙激光焊接接头打底层(1-1)、中间层(1-6)、盖面层(1-11)的峰值温度分别为3910、3980和4030 ℃,超声辅助窄间隙激光焊接下,接头打底层(2-1)、中间层(2-6)、盖面层(2-11)的峰值温度分别减小到3720、3920和4020 ℃,且这一现象随着填充层数的增加而逐渐减弱,峰值温度减小量由底层的4.9%减小到盖面层的0.2%。这是由于超声的声压随着填充层数的增加而减小,当到达盖面层时,熔池内仅有微弱的超声作用。此外,与熔池中心区域相比,超声的引入对于熔池外围轮廓区域仅有细微影响,即超声的作用由熔池中心区域向边界递减。
图4

图4
有/无超声振动作用下TC4钛合金窄间隙激光焊接各填充层的温度场
Fig.4
Temperature fields of each filling layer in TC4 titanium alloy for narrow gap laser welding without ultrasound at layers 1-1 (a), 1-6 (b), and 1-11 (c); with ultrasound at layers 2-1 (d), 2-6 (e), and 2-11 (f)
图5为有/无超声振动作用下TC4钛合金窄间隙激光焊接各填充层三维瞬态流场分布云图。从图5a~c可以看出,无超声振动作用时,熔池中的流体在表面张力的驱动下由熔池中心区域向熔池边界扩散,且各层流体的高温域随着时间的延长而扩大,在熔池前部,激光能量密度较高,表面金属被逐层熔化、气化和剥离,最终形成较深的匙孔。随后,熔池上表面流体在表面张力和反冲压力的共同作用下也在熔池上方形成涡流,上、下熔池的涡流最终又在熔池中部汇集。对于熔池上表面及其附近区域,内部流体流动均受表面张力和反冲压力的共同驱动,表面张力主导该区域流体流动方向并加速流体流动,反冲压力则提供更强的流动驱动力,很大程度上增大该区域流体流速,流体以高速状态到达熔池下表面后,受表面张力的驱动又向四周高速流动,最终在熔池底部也形成了由反冲压力和表面张力共同驱动的高能高速Marangoni环流。研究[27,28]表明,液态金属的主要驱动力包括重力、表面张力、热对流和浮力对流。
图5
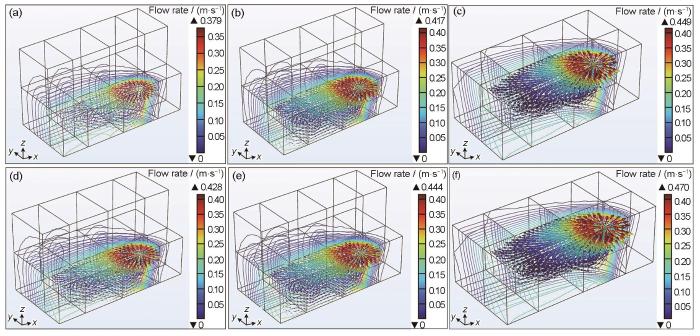
图5
有/无超声作用下TC4钛合金窄间隙激光焊接各填充层的流场
Fig.5
Flow fields of each filling layer in TC4 titanium alloy for narrow gap laser welding without ultrasound at layers 1-1 (a), 1-6 (b), and 1-11 (c); with ultrasound at layers 2-1 (d), 2-6 (e), and 2-11 (f)
对比有/无超声作用下的流场分布图可以发现,尽管超声的引入并没有明显改变熔池内部的整体流体流动趋势,但引入超声后,熔池具有更高的流线密度和更大的流速峰值,如图5d~f所示。在超声作用下,熔池后壁有更加剧烈的回流,即热流对熔池后壁的热影响作用时间延长,在熔池宏观形貌上体现为熔池拖尾增长,这也使得熔池内温度分布更加均匀,并降低了熔池后部的温度衰减速率。综合以上分析可以看出,由超声引发的附加作用力对熔池后部液体流动的影响显著,而对熔池前部金属液流动的影响较小。随着填充层数的增加,超声对熔池流速的提升作用逐渐减弱,这是由于超声波的振幅在液体熔池中会发生衰减。
为了更加深入地探究引入超声对熔池内流体流动的影响,提取熔池横截面(x-y方向)和熔池纵截面(x-z方向)上的流场分布图,结果如图6所示。可以看出,有/无超声作用下,熔池的前半部分均存在顺时针涡流,后半部分均存在逆时针涡流,且后者的强度明显高于前者。对比有/无超声作用下熔池横截面的流场分布图可以明显看出,随着超声的引入,熔池内部出现拖尾效应,同时速度矢量分布更密集,这表明超声波的加入增加了液态金属向熔池后方的回流范围,增大了熔池拖尾方向的长度,进而提升了熔池内高温金属的凝固时间,最终对组织的凝固条件产生影响。对比有/无超声作用下熔池纵截面的流体流动状态可以发现,由于超声波的引入,在熔池内形成了远超过表面张力和浮力的强制对流,因此增加了熔池内的无序流体流动,且由于熔池下部和上部存在压力差,故而大量高温熔体以较快的速率被带入熔池上部,这一现象使得熔池内的温度在深度方向上更加均匀,也有效减小了焊缝的上、下宽度之比。
图6
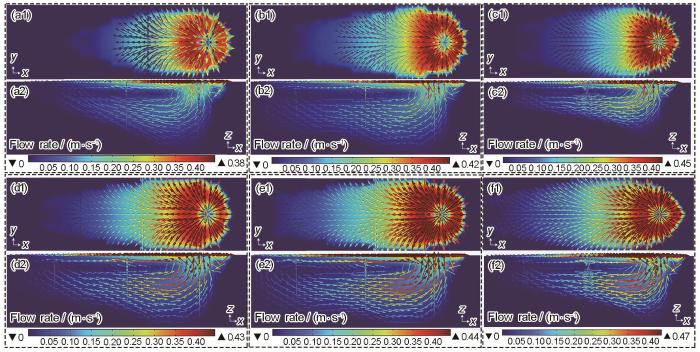
图6
有/无超声作用下TC4钛合金窄间隙激光焊接各填充层横截面和纵截面的流场
Fig.6
Cross-sectional (a1-f1) and longitudinal sectional (a2-f2) flow fields of each filling layer in TC4 titanium alloy for narrow gap laser welding without ultrasound at layers 1-1 (a1, a2), 1-6 (b1, b2), and 1-11 (c1, c2); with ultrasound at layers 2-1 (d1, d2), 2-6 (e1, e2), and 2-11 (f1, f2)
3.2 层间微观组织
图7a~j为有/无超声振动条件下TC4钛合金窄间隙激光焊接接头焊缝区不同层间的柱状晶组织演化特征。图7a显示,在未施加超声振动的条件下,β柱状晶主要在上一层柱状晶基础上形核,并沿其生长方向继续向下扩展(图中白色箭头所示方向),表现出明显的跨层生长行为。图7b进一步揭示了层间柱状晶内α'相的尺寸,主要集中在11.7~17.4 μm范围。图7c体现了凝固过程中柱状晶之间的竞争生长现象,可观察到晶粒在特定位置出现了生长偏折拐角。图7d显示柱状晶内部分布着大量垂直排列的针状α'相,并形成了典型的网篮状微观组织。图7e则揭示了熔合线附近的微观特征,其中存在大量短针状α'相,这些相的生长方向发生偏折,表明上层热流对晶粒生长方向产生了诱导作用。在施加超声振动的条件下,如图7f所示,层间柱状晶呈现出更为复杂的组织结构,伴随有β-柱状晶、魏氏组织和网篮状组织的混合形貌。图7g显示α'相的长度明显增加,且相间距缩小,表明晶粒生长受到显著干扰与重组。图7h揭示了更为剧烈的柱状晶竞争生长过程,图7i进一步展示了熔合线附近柱状晶取向的偏转和重排行为,而图7j显示了细密分布的短针状α'相和更规则的网篮状组织形貌。图7k定量比较了不同填充层位置的柱状晶面积。结果表明,在超声作用下,柱状晶的平均面积在各高度区域均呈下降趋势,说明晶粒尺寸得到了有效调控,且该趋势随层高增加而减弱:焊缝下部区域晶粒面积相对降低约20.9%,而上部区域仅降低约9.6%。图7l则对比了柱状晶的长轴与短轴之比。可以看出,超声振动促使柱状晶趋于形貌规整化,即晶粒形貌向等轴化方向演变,从而有助于提升组织均匀性与各向同性。
图7

图7
有/无超声作用下TC4钛合金窄间隙激光焊接接头层间柱状晶组织生长特征和不同位置层间柱状晶面积及长/短轴之比
Fig.7
Growth characteristics of interlayer columnar crystal in TC4 titanium alloy for narrow gap laser welding without (a-e) and with (f-j) ultrasound; and comparisons of columnar grain area (k) and long/ short axis ratio (l) of welded joints at various positions (White arrows in Figs.7a, c, f, and h show the growth orientations of β columnar crystal) (a, f) interlayer columnar morphologies (b, g) size statistics (c, h) competitive growth of interlayer columnar crystals
(d, i) microstructures of the inner filled layer of columnar crystal
(e, j) morphologies near the inner fusion line of columnar crystal
有/无超声辅助作用下TC4钛合金窄间隙激光焊接接头焊缝区域的EBSD取向图、极图、KAM图、晶粒尺寸统计和晶界取向差统计如图8所示。为了更好地对比组织差异性,分别以层2-1和1-1作为有/无超声作用下焊缝下部组织、层2-11和1-11作为有/无超声作用下焊缝上部组织作为研究对象。可以看出,焊缝区域的针状α'相呈现交错的网篮组织结构。无超声振动作用时,焊缝区域的晶粒取向以<
图8

图8
有/无超声作用下TC4钛合金窄间隙激光焊接接头焊缝区域的EBSD取向图、极图、局部取向差(KAM)图、晶粒尺寸统计及晶界取向差统计
Fig.8
EBSD results of welded joints in TC4 titanium alloy for narrow gap laser welding without and with ultrasound
(a1-d1) grain orientation maps without ultrasound at layers 1-1 (a1) and 1-11 (b1), with ultrasound at layers 2-1 (c1) and 2-11 (d1)
(a2-d2) pole figures (PFs) without ultrasound at layers 1-1 (a2) and 1-11 (b2), with ultrasound at layers 2-1 (c2) and 2-11 (d2)
(e-h) kernel average misorientation (KAM) maps without ultrasound at layers 1-1 (e) and 1-11 (f), with ultrasound at layers 2-1 (g) and 2-11 (h)
(i) grain size statistics without ultrasound at layers 1-1 and 1-11, with ultrasound at layers 2-1 and 2-11 (d—average grain size)
(j-m) grain boundary misorientation statistics without ultrasound at layers 1-1 (j) and 1-11 (k), with ultrasound at layers 2-1 (l) and 2-11 (m) (LAGB—low angle grain boundary, HAGB—high angle grain boundary)
图8i统计了有/无超声作用下TC4钛合金窄间隙激光焊接接头焊缝区域不同位置的晶粒尺寸。可以看出,引入超声使焊缝区域的平均晶粒尺寸明显降低,对焊缝下部而言,马氏体宽度的平均值由6.87 μm降低到5.98 μm;焊缝上部的马氏体宽度平均值由5.38 μm降低到5.18 μm,其晶粒细化效果相对于焊缝下部而言没有那么显著。对于焊缝整体晶粒尺寸而言,超声的引入使焊缝整体晶粒尺寸细化的同时变得更加均匀,焊缝上、下部的尺寸差由1.49 μm降低为0.80 μm。
从图8j~m可以看出,在施加超声的情况下,焊缝的打底层和盖面层的晶界角度都呈现增大的规律,且存在大角度晶界。这说明超声对焊接接头的晶粒特征及其尺寸均有一定影响,进而改变了焊缝区的晶界角度。具体表现为,引入超声使焊缝盖面层的大角度晶界比例由0.718提升至0.729,而焊缝打底层的大角度晶界比例由0.627提升至0.709,提升程度较为明显。
3.3 显微硬度
有/无施加超声作用下TC4钛合金窄间隙激光焊接接头Vickers显微硬度的测试路径及相应的测试结果如图9所示。由图9b可知,当坡口深度在0~5 mm范围内时,测试取点全部位于焊缝盖面层,有/无超声振动下窄间隙激光焊接接头平均Vickers硬度分别为373.7和369.2 HV,可见,超声的引入提高了盖面层的Vickers显微硬度;而当坡口深度在5~19 mm范围内时,有/无超声振动作用下填充层相较于盖面层均表现出“软化”现象,超声振动作用下焊接接头各节点的平均Vickers硬度较未施加超声时提高了8.9 HV,可见,尽管与盖面层相比,填充层出现了较为明显的“软化”现象,但超声的引入对填充层的Vickers显微硬度提升效果却优于盖面层;当坡口深度进一步增加至19~22 mm范围时,此时到达了激光打底自熔焊区域,该区域使用的参数相同且未使用超声振动,所以硬度相差较小。
图9

图9
有/无施加超声作用下TC4钛合金窄间隙激光焊接接头Vickers显微硬度测试路径及结果
Fig.9
Schematics of different test paths for micro Vickers hardness testing of welded joints in TC4 titanium alloy for narrow gap laser welding without (a1) and with (a2) ultrasound; and Vickers hardness results for paths 4 and 8 (b), paths 1-3 (c), and paths 5-7 (d) (BM—base metal, HAZ—heat-affected zone, WS—weld seam)
图10为有/无超声作用下TC4钛合金窄间隙激光焊接接头不同位置的冲击性能和断口微观形貌。从图10a可以看出,超声的引入有效提高了各填充层的冲击吸收能和冲击强度,填充层2-11试样的冲击吸收功和冲击强度分别可达10.2 J和150.8 kJ/m,相较于填充层1-11试样分别增加了19.3%和20.2%。图10b~e为各冲击试样断口的微观形貌。可以看出,无超声作用时,接头盖面层处出现了河流形貌和少量沿撕裂方向的韧窝,断裂模式为准解理断裂,如图10b所示;焊缝打底层则呈现出较为平整的断口形貌和河流花样,为脆性断裂的特征,如图10c所示。超声辅助窄间隙激光焊接接头的盖面层和打底层冲击试样的断口处均存在大量韧窝,分别如图10d和e所示。其中,盖面层的韧窝数量较多,小尺寸韧窝在大尺寸韧窝周围较为均匀地分布且尺寸较深,为韧性断裂的特征。打底层的韧窝形貌更浅且尺寸更小,存在少量撕裂脊,总体上也呈现韧性断裂的特征。与无超声作用下的冲击韧性断口相比,引入超声后试样断口韧窝数量明显提升,意味着接头的韧性增强。
图10

图10
有/无超声作用下TC4钛合金窄间隙激光焊接接头不同位置的冲击性能和断口微观形貌
Fig.10
Impact properties (a) and fracture microstructures of TC4 titanium alloy for narrow gap laser welded joint without ultrasound at layers 1-1 (b) and 1-11 (c), with ultrasound at layers 2-1 (d) and 2-11 (e)
4 分析与讨论
4.1 层间组织调控机理
焊接接头层间区域可划分为熔合线以上的重熔区和熔合线以下的热影响区,如图11a所示。需要注意的是,层间熔合线以下的热影响区指的是原始焊缝区组织受到上层焊缝热作用后发生二次演变的区域,而不是母材与焊缝区之间的热影响区。如图11a~c所示,焊缝的熔合线附近聚集着大量沿热传递方向生长的短针状α'相。考虑到TC4钛合金激光焊接是一个快速加热和冷却的过程,如图11c所示,在降温过程中,固溶于β相中的合金元素未能充分扩散,故而此时的马氏体相变属于非扩散相变,在上层焊丝熔化过程中,会对已经凝固的焊缝区域产生搅拌作用,且超声的引入加强了熔池内的搅拌作用,如图11b所示。因此,在超声振动作用下,重熔区上边界有明显的能量聚集和成分及元素起伏,这也为马氏体形核提供了有益条件。此外,根据仿真结果可知,超声的引入增加了熔池后壁的回流效应,使得熔池在拖尾方向被拉长,在焊缝凝固后,间隙原子、位错以及层错的钉扎作用导致层间区域形成了大量短针状α'马氏体,其沿着热量扩散方向生长。
图11

图11
超声辅助窄间隙激光焊接接头层间显微组织演变机理示意图
Fig.11
Schematics of interlayer microstructural evolution of narrow gap laser welded joints assisted by ultrasonic vibration
(a) weld seam zone division
(b) microstructural evolution near the remelted boundary
(c) microstructural evolution in the fusion zone (Inset shows the schematic of the non-diffusion phase transition)
(d) interlayer “primary” columnar grain growth behavior
(e) interlayer “inheritance” columnar grain growth behavior
(f) flow of weld pool in ultrasonication
(g) cavitation effect induced by ultrasonic vibration
根据生长条件不同,跨层生长的焊缝区层间柱状晶可以分为“原生型”柱状晶和“继承型”柱状晶,“原生型”柱状晶沿着温度梯度向焊缝中心生长,如图11d所示,而后者自熔池底部而向上生长,如图11e所示。“原生型”柱状晶在焊缝内收区域存在明显的生长拐角,且偏折方向偏离最大温度梯度的垂直方向,即出现了仰角,如图11d所示。在凝固过程中,只有拥有最佳结晶方向和最有益生长倾向的柱状晶才能在竞争中存活下来,从而占据其他柱状晶的生长空间,朝着最大温度梯度方向长大,最优生长的柱状晶甚至从底部跨越多层一直生长到盖面层,该现象出现在超声振动作用下的焊缝区中。可见,超声的引入改善了柱状晶的结晶取向,使得焊缝结晶取向一致性明显提高。
从仿真结果可以得出,超声振动增加了焊缝区域各层的流体流速,加剧流动行为,并增加了熔池纵深,并且超声波通过促进原子间的相对位移来增加剪切力,从而使得熔池在拖尾方向被拉长。在超声辅助窄间隙激光焊接过程中,超声波的振幅发生衰减,使熔池内的液态金属存在从熔池壁到熔池内部的声压梯度,导致熔池内产生剧烈的强迫对流,如图11f所示。由于超声波引发的热流强度远大于表面张力和浮力,因此会产生比自然对流高数十倍的强制对流,这促进了形核质点的扩散,并在凝固结束后获得了组织分布更加均匀的焊接接头。此外,超声振动在层间位置的固/液相界引发了大量的空化气泡。随后,气泡在晶界处破裂,从而起到了组织调控的效果,如图11g所示。
4.2 接头强化机理分析
结合显微硬度和微观组织结果可知,超声振动对TC4钛合金焊接接头不同区域显微硬度的影响规律可归纳为以下两点。其一,超声波引发的强制对流并不会改变焊缝区、热影响区的相变过程,即焊缝区、热影响区硬度明显高于母材这一特征不会改变。如图12a所示,在达到相变峰值温度后的降温过程中,焊缝、热影响区的最大降温速率远远超过马氏体相变的临界冷却速率,这两个区域的相变产物由针状马氏体组织组成,其长短不一且多向生长。针状马氏体具有更大的长/短轴之比和更加无序的分布状态,超声作用下热流会更多地对接头下部填充层产生作用,进而让更多的马氏体有更加优异的生长环境。由于针状马氏体结构中的位错和孪晶对位移和应力传播起到了关键作用,从而提高了材料的显微硬度,因此焊缝和热影响区的硬度明显高于母材。其二,超声对填充层显微硬度的提升效果具有一定的深度递减效果。基于仿真结果可知,在超声引发的附加作用力的驱动下,针状马氏体内部的高密度位错发生滑移,因此降低了部分缺陷密度。随着焊缝纵向深度的增加,其对超声的传导起到了阻碍作用,使得该区域中超声对组织的影响减弱。此外,超声强度随着距离焊接接头底部纵向距离的增加而降低,且其衰减程度随纵向距离的增加而逐步加剧,这是因为超声能量随着接头纵向深度的增加而逐层削弱,空间介质的增加一定程度上对超声的传递起到了阻碍作用,在微观组织调控方面具体体现为层间柱状晶和层间短针状α'马氏体的尺寸减小、数量增加,如图12b所示,热影响区等轴β晶粒等效半径减小,在综合力学性能方面体现为超声振动作用下的焊接接头各路径硬度均有一定程度的提升,且提升效果随着填充层数的增加而削弱。
图12

图12
有/无超声作用下焊缝显微组织转变和断裂过程示意图
Fig.12
Schematics of microstructure transformation (a), cavitation effect induced by ultrasonic vibration (b), fracture process without ultrasound (c), and fracture process with ultrasound (d)
5 结论
(1) 在窄间隙激光焊接中,与无超声振动相比,超声振动使接头各层峰值温度降低:打底层从3910 ℃降至3720 ℃ (降幅4.9%),中间层从3980 ℃降至3920 ℃,盖面层从4030 ℃降至4020 ℃ (降幅0.2%)。温度降低效果随填充层数增加而减弱。此外,超声的作用使得熔池后壁有更加剧烈的回流,在熔池横截面上体现为熔池拖尾增长,在熔池纵截面上体现为由超声波引发的强制对流将更多高温熔体从焊缝底部带入焊缝上部,进而增加了熔池深度和熔池作用面积。
(2) TC4钛合金超声辅助窄间隙激光接头微观组织分布特征表明,超声的引入使得焊缝下部晶粒取向由<
(3) 超声的引入使得各填充层显微硬度和冲击性能均有一定程度的提升,超声振动作用下焊接接头各点平均Vickers硬度提高了8.9 HV,冲击吸收能和冲击强度分别增加了19.3%和20.2%。且超声对焊接接头综合力学性能的提升效果具有一定的深度递减趋势。超声的施加提升了TC4钛合金窄间隙激光焊接接头的韧性,断口处存在大量尺寸不均匀的韧窝,整体上呈现韧性断裂的特征。
参考文献
A review on combustion behavior and mechanism of Ti alloys for advanced aero-engine
[J].
Friction-stir welding and processing of Ti-6Al-4V titanium alloy: A review
[J].
In this work, the current understanding and development of friction-stir welding and processing of Ti-6Al-4V alloy are briefly reviewed. The critical issues of these processes are addressed, including welding tool materials and design, tool wear, processing temperature, material flow, processing window and residual stresses. A particular emphasis is given to microstructural aspects and microstructure-properties relationship. Potential engineering applications are highlighted.
Combination of laser keyhole and conduction welding: Dissimilar laser welding of niobium and Ti-6Al-4V
[J].
Characterization of microstructure and stress corrosion cracking susceptibility in a multi-pass austenitic stainless steel weld joint by narrow-gap TIG
[J].
Defects inhibition and process optimization for thick plates laser welding with filler wire
[J].
Inhomogeneity of microstructure and mechanical properties in the interlayer regions for narrow gap laser wire filling welding of 316L stainless steel
[J].
An evaluation of multipass narrow gap laser welding as a candidate process for the manufacture of nuclear pressure vessels
[J].
Measurement and modelling of the residual stresses in autogenous and narrow gap laser welded AISI grade 316L stainless steel plates
[J].
Laser-multi-pass-narrow-gap-welding of hot crack sensitive thick aluminum plates
[J].
Microstructure and stress distribution of TC4 titanium alloy joint using laser-multi-pass-narrow-gap welding
[J].
Effect of welding heat input on microstructure and properties of TC4 titanium alloy ultra-narrow gap welded joint by laser welding with filler wire
[J].
Multi-regional microstructure control using ultrasonic-assisted directed energy deposition for Al-Cu alloy
[J].
Ultrasonic vibration assisted laser welding of nickel-based alloy and austenite stainless steel
[J].
Laser welding of Ti6Al4V titanium alloys
[J].
Investigation on microstructure and mechanical properties of Fe-based amorphous coatings prepared via laser cladding assisted with ultrasonic vibration
[J].
Study on the microstructure and mechanical properties of Cu-Sn intermetallic joints rapidly formed by ultrasonic-assisted transient liquid phase soldering
[J].
Effects of ultrasonic vibration on microstructure and mechanical properties of 1Cr12Ni3MoVN alloy fabricated by directed energy deposition
[J].
Microstructure and mechanical properties of Q235 steel welded joint in pulsed and un-pulsed ultrasonic assisted gas tungsten arc welding
[J].
Ultrasonic-assisted resistance spot welding of multilayered Al foil stacks for Li-ion battery applications
[J].
Experiment study and regression analysis of molten pool in laser welding
[J].
Numerical simulation and experiment for the dynamic behavior of molten pool in ultrasonic-assisted MIG welding
[J].
Effect of acoustic softening on the thermal-mechanical process of ultrasonic welding
[J].Application of ultrasonic energy can reduce the static stress necessary for plastic deformation of metallic materials to reduce forming load and energy, namely acoustic softening effect (ASE). Ultrasonic welding (USW) is a rapid joining process utilizing ultrasonic energy to form a solid state joint between two or more pieces of metals. Quantitative characterization of ASE and its influence on specimen deformation and heat generation is essential to clarify the thermal-mechanical process of ultrasonic welding. In the present work, experiments were set up to found out mechanical behavior of copper and aluminum under combined effect of compression force and ultrasonic energy. Constitutive model was proposed and numerical implemented in finite element model of ultrasonic welding. Thermal-mechanical analysis was put forward to explore the effect of ultrasonic energy on the welding process quantitatively. Conclusions can be drawn that ASE increases structural deformation significantly, which is beneficial for joint formation. Meanwhile, heat generation from both frictional work and plastic deformation is slightly influenced by ASE. Based on the proposed model, relationship between ultrasonic energy and thermal-mechanical behavior of structure during ultrasonic welding was constructed.Copyright © 2016 Elsevier B.V. All rights reserved.
Influence of ultrasonic vibration on melt pool in laser melting process
[J].
超声振动对激光熔凝熔池影响研究
[J].
Keyhole formation and thermal fluid flow-induced porosity during laser fusion welding in titanium alloys: Experimental and modelling
[J].
Effect of in-situ ultrasonic impact treatment on flow and solidification behavior of laser metal deposition: By finite element simulation
[J].
Effect of axial ultrasonic vibration on metal flow behavior during friction stir welding
[J].Metal flow behavior in the stir zone (SZ) is important in friction stir welding (FSW) because it determines the formation of defects, and evolution of microstructure, and affects the mechanical properties of the joint. Applying axial ultrasonic vibration (ultrasonic energy is applied to the stirring tool along the axial direction) during FSW can improve the flowability of SZ metal; however, the reason is unclear. In this study, 6-mm-thick 7N01-T4 alloy plates were welded using FSW and ultrasonic-assisted FSW (UAFSW), using a thin foil of pure aluminum as a marker placed at the butt interface before welding to highlight the actual metal flow during welding. Alongwith the FSW experimental results, the influence of the coupling effect of axial ultrasonic vibration and thread of tool pin on the flow behavior of SZ metal was studied. The results revealed that the macroscopic flow behavior of SZ metal along the welding direction was not affected by axial ultrasonic vibration (e.g., the distance between the arc lines remains unchanged); however, the axial ultrasonic vibration intensified the ring vortex movement of the pin-driven zone (PDZ) metal along the plate-thickness direction. Moreover, the high-frequency forging effect of the shoulder and pin end under the action of ultrasound promoted the flow of metal in the shoulder-driven zone (SDZ) and swirl zone (SWZ). Based on the analysis of the force condition of the plastic metal around the pin, under axial ultrasonic vibration, a microscale sucking-extruding effect model was proposed, and the flowability improvement of SZ metal by axial ultrasonic vibration was explained. The stress superposition and acoustic softening effects induced by ultrasonic vibration are not the only factors affecting the flowability of SZ metal; tool pin geometric features also determine the flow behavior of SZ metal under the action of axial ultrasonic vibration. When a tool with a threaded pin is used for welding, the microscale sucking-extruding effect caused by the coupling of axial ultrasonic vibration and the pin thread improves the SZ metal flowability. When welding using the tool with a smooth pin, axial ultrasonic vibration reduces the shearing effect of the pin on SZ metal, resulting in the weakening of the metal flowability of the SZ, and a high tendency for welding defect formation.
轴向超声振动对搅拌摩擦焊过程中金属流动行为的影响
[J].以7N01-T4合金作为实验材料,采用标识材料示踪法,进行了搅拌摩擦焊(FSW)和超声辅助搅拌摩擦焊(UAFSW)对比实验,重点研究了轴向超声振动与搅拌针螺纹耦合作用下搅拌区(SZ)金属的流动行为。结果表明,施加轴向超声振动没有改变SZ金属沿焊接方向的宏观流动行为(如弧纹间距保持不变),但加剧了轴针影响区(PDZ)金属沿板厚方向的环形涡流运动,同时超声作用下轴肩与搅拌针端部的高频锻压作用促进了轴肩影响区(SDZ)和涡流区(SWZ)金属的流动。在分析轴向超声振动条件下搅拌针周围金属受力状态基础上,提出了微区“抽吸-挤压”效应模型,解释了轴向超声振动提高SZ金属流动能力的本质。当采用有螺纹的搅拌针焊接时,轴向超声振动与搅拌针螺纹的耦合作用所产生的微区“抽吸-挤压”效应导致SZ金属流动能力显著提高。当采用无螺纹的搅拌针焊接时,施加轴向超声振动显著降低搅拌针对SZ金属的剪切作用,导致SZ的金属流动能力减弱,更容易形成焊接缺陷。
Investigation of heat transfer and fluid flow in activating TIG welding by numerical modeling
[J].
Correlating the weld-bead's ‘macro-, micro-features’ with the weld-pool's ‘fluid flow’ for electron beam welded SS 201 plates
[J].
Effect of laser oscillation on the microstructure and mechanical properties of laser melting deposition titanium alloys
[J].Laser melting deposition (LMD) combines the laser cladding and rapid prototyping manufacturing technologies, and can be used for swift prototyping of complex parts with excellent comprehensive properties. However, due to its unique metallurgical conditions, it is easy to develop penetrating columnar crystals and coarse primary grains along the building direction. This remarkably reduces the mechanical properties of the alloy. The root cause of this issue can be traced back to the thermodynamic and dynamic metallurgical processes. Thus, this study proposes an oscillating laser melting deposition (OLMD) based on laser oscillating welding technology, and aims to elucidate the metallurgical structure and defects of laser melt deposition. OLMD modifies the motion trajectory of the molten pool using a laser in situ oscillation, and directly impacts the temperature gradient and solidification rate, thus improving the microstructure of titanium alloy by LMD. Furthermore, the microstructure evolution and mechanical properties of TC4 titanium alloy produced using OLMD were studied using OM, SEM, EBSD, and a Vickers hardness tester. The results indicate that the optimum process parameters of laser melting deposition without oscillation are as follows: the laser power is 1000 W, scanning rate is 8 mm/s, and powder feeding rate is 6.92 g/min. The optimum technological parameters of linear oscillation are as follows: the frequency is 200 Hz and the oscillation amplitude is 1.5 mm. Addition of linear laser oscillation considerably improved the morphology of the molten pool, and defects such as porosity and cracks were not observed. The overall number and size of columnar crystals reduced, and the grains were equiaxed. When compared to the sample without oscillation, the average grain size of Ti-6Al-4V alloy with linear oscillation decreased from 5.20 μm to 4.37 μm, while hardness increased from 418.00 HV to 428.75 HV.
激光摆动对激光熔化沉积钛合金微观组织及力学性能的影响
[J].针对激光熔化沉积冶金组织与缺陷,借鉴激光摆动焊接技术,提出一种激光摆动送粉增材制造TC4钛合金工艺,借助激光原位摆动改变熔池运动轨迹进而影响温度梯度和凝固速率,改善增材制造钛合金的微观组织。利用OM、SEM、EBSD和Vickers硬度计研究了激光摆动送粉增材制造工艺对TC4钛合金微观组织演变及力学性能的影响。结果表明,无摆动激光熔化沉积实验的最佳工艺参数为:激光功率1000 W,扫描速率8 mm/s,送粉速率6.92 g/min;直线型激光摆动的最佳工艺参数为:摆动频率200 Hz,摆动幅度1.5 mm。直线型激光摆动对熔池形貌改善显著,气孔和裂纹等缺陷较少,柱状晶数量和尺寸均有所减小,并且晶粒出现了等轴化的现象。相比无摆动样品,激光摆动后Ti-6Al-4V合金单道区域平均晶粒尺寸从5.20 μm减小到4.37 μm;硬度从418.00 HV提升到428.75 HV。
Modelling of phase transformation kinetics in Ti alloys—Isothermal treatments
[J].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}