


目前,国外对FV520B不锈钢的相关研究较少,国内对FV520B不锈钢的研究主要集中在其热处理工艺和性能[1,2,3,4]、疲劳断裂行为[5,6]以及腐蚀失效机理[7,8]方面。已有不少研究[1,2,3]表明,该钢的强度、塑性和韧性受热处理影响,尤其是随时效工艺变化较大。许文博等[3]研究了时效温度对FV520B钢组织的影响规律,发现在600 ℃以上保温时即开始形成逆变奥氏体,冷却过程中有一部分逆变奥氏体会再次转变为马氏体;冷却到室温后,逆变奥氏体含量随时效温度的升高先升高后降低,在大约630 ℃时达到峰值。周倩青和翟玉春[2]通过实验表明,在较高温度下,由于元素扩散加剧,Ni (奥氏体稳定化元素)向奥氏体富集程度减弱,高温下奥氏体稳定性降低,在冷却到室温过程中,奥氏体稳定化元素含量低的奥氏体会转变成马氏体。牛靖等[4]通过对比研究不同时效温度下FV520钢的组织性能,发现在420 ℃时效下,组织中有细小、弥散且与基体共格的富Cu相大量析出,导致材料强度和硬度增加,随时效温度的增加,富Cu析出物逐步长大,开始解除与基体的共格关系而脱溶,导致强度和硬度下降。本工作根据前期研究,确定了G520钢的固溶、时效和调质处理工艺,以获得最佳的力学性能。
作为一种不可或缺的加工方法,焊接连接并使其接头强度满足要求,同时提高接头的韧性是G520马氏体不锈钢焊接的热点问题。受热循环影响,高强钢焊接接头组织会产生不均匀现象,从而影响其强韧性,制定合理的焊后热处理工艺有利于改善接头性能。目前对焊后热处理的研究主要集中在消应力退火对组织性能的影响方面,焊后热处理有利于减轻冷却凝固过程和相变过程产生的残余应力,并能为焊接得到的马氏体组织进行回火处理[9]。高恒等[10]对比回火对9Cr2WVTa钢电子束焊接接头组织性能的影响,发现经回火后,焊缝在保持较高强度的基础上韧性增加。而Jorge等[11]发现,对于高强度焊缝金属,热处理前后力学性能差距较小,而且由于消应力处理的过度回火作用,焊缝金属强度和韧性略有降低。由于焊后热处理对高强钢焊接接头性能的影响是不可预估的,而且其焊接结构件的强韧性问题仍未有效解决,因此研究高强钢焊接接头热处理后性能,从而制定合理的焊接工艺对于改善其焊接接头强韧性至关重要。
在工程实际中,叶轮焊接生产有2种工艺,一种是先对钢进行固溶、时效和调质处理再焊接,焊后只需进行去应力退火处理;另一种是在固溶时效态焊接,之后对其焊接件进行整体调质[12]。因此,本工作采用手工电弧焊焊接G520马氏体不锈钢,对比研究了焊前调质和焊后调质2种工艺焊接接头的组织及力学性能,为提高G520钢焊接接头力学性能提供了可借鉴的经验。
1 实验方法
1.1 材料及焊接方法
实验母材为退火态G520钢板,焊接材料选用焊条FBE-0-12-7-5KH,该焊条焊前需在300~350 ℃下烘干2.0~2.5 h。G520钢板及焊条的化学成分见表1。
表1 焊接材料的化学成分 (mass fraction / %)
Table 1
| Material | C | Si | Mn | P | S | Ni | Cr | Mo | Cu | Nb |
|---|---|---|---|---|---|---|---|---|---|---|
| Base metal | ≤0.05 | 0.3~0.6 | 0.5~0.9 | ≤0.025 | ≤0.02 | 6.0~7.0 | 13.0~15.0 | 0.6~0.9 | 1.3~1.5 | 0.3~0.4 |
| Welding rod | ≤0.03 | ≤0.45 | 0.4~0.7 | ≤0.015 | ≤0.01 | 6.2~7.5 | 12.5~14.5 | 1.0~1.3 | - | 0.2~0.4 |
图1
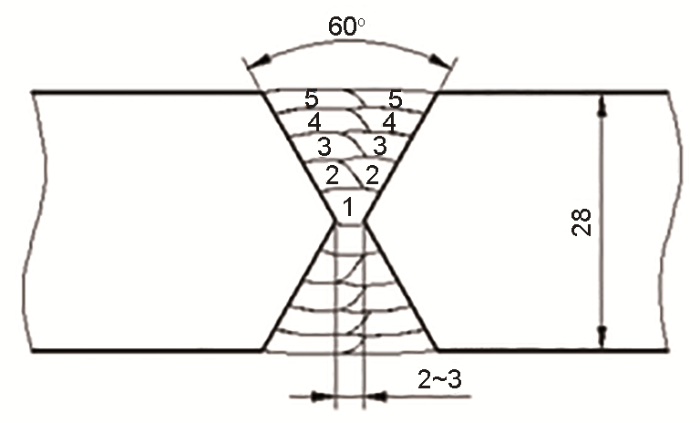
表2 G520钢板焊接工艺参数
Table 2
| Welding layer | d / mm | I / A | U / V | v / (mm·s-1) |
|---|---|---|---|---|
| Obverse side 1~2 | 3.2 | 120~135 | 25~35 | 2.3~3.0 |
| Reverse side 1~2 | 3.2 | 120~135 | 25~35 | 2.5~3.3 |
| Reverse side 3 | 4.0 | 155~167 | 25~30 | 3.3~3.8 |
| Obverse side 3~4 | 4.0 | 155~167 | 25~30 | 3.3~5.0 |
| Obverse side 5 | 4.0 | 155~167 | 25~30 | 2.8~3.3 |
| Reverse side 4~5 | 4.0 | 155~167 | 25~30 | 3.3~4.3 |
1.2 热处理工艺
图2
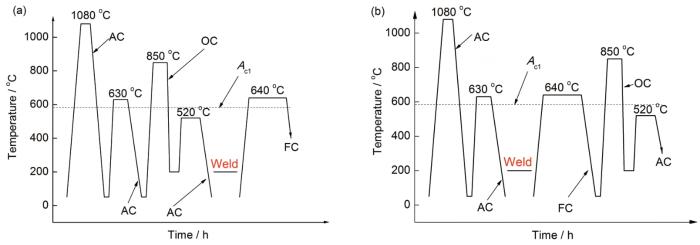
图2
热处理工艺流程图
Fig.2
Schematics of heat treatment process (AC—air cooling, OC—oil cooling, FC—furnace cooling, Ac1—start temperature of austenite transformation)
(a) quenched-tempered before welding (1#) (b) quenched-tempered after welding (2#)
1.3 实验方法
焊接接头经外观检查和超声波无损检测合格后,沿垂直焊缝方向切取焊接接头金相试样,用5 mL盐酸+1 g苦味酸+100 mL水溶液腐蚀金相试样,用GX71型倒置金相显微镜(OM)观察焊接接头各区域微观组织。焊缝金属试样经磨抛后用SiO2抛光液进行振动抛光以消除表面应力层,利用Merlin Compact型扫描电子显微镜(SEM)配备的电子背散射衍射(EBSD)系统观察焊缝组织。
在XRD-7000S型X射线衍射仪(XRD)上分析焊缝横截面室温相组成并测定奥氏体的体积分数,扫描范围2θ=30°~90°,步长0.01°/s,靶材为CuKα。精确测定衍射角(2θ)和对应的积分强度(I),再利用下式计算奥氏体的体积分数(Vγ)[13]:
式中,Iα(hkl)是钢中马氏体的{200}和{211}衍射峰的累积强度;Iγ(hkl)是钢中奥氏体{200}、{220}和{311}衍射峰的累积强度;G为奥氏体某一晶面与马氏体某一晶面强度因子之比。
沿垂直焊缝方向,按照GB/T 2651-2008《焊接接头拉伸试验方法》的规定制成焊接接头全位置拉伸试样,采用HT-2402型电子万能拉伸试验机进行拉伸力学性能测试。按GB/T 2650-2008《焊接接头冲击试验方法》规定的试验方法分别在母材、热影响区(缺口距熔合线1 mm)、熔合线区及焊缝区(缺口开在焊缝中心)取标准V型缺口冲击试样,缺口方向垂直于焊缝表面,并在NI750F型冲击试验机上进行常温(20 ℃)冲击实验,测定焊接接头各区域的冲击功,用带有能谱仪(EDS)的JSM-6700F型冷场发射SEM观察焊接接头各区域冲击断口特征。
2 实验结果及分析
2.1 焊接接头的微观组织
焊接接头的性能与组织有密切关系,因此,分析不同焊接工艺接头的性能存在差异的原因,就需要关注焊缝(WM)、热影响区(HAZ)等区域的组织特征。图3为G520钢2种工艺焊接接头微观组织的OM像。可以看出,焊前调质焊接接头(图3a、c、e) 熔合线两侧组织有明显差别,焊缝区组织由板条状马氏体和δ-网状铁素体组成(图3c),HAZ组织为板条状马氏体+铁素体+奥氏体(图3e)。焊缝金属在凝固过程中,先由液相凝固为δ-铁素体并且在较高温度时完成向奥氏体的转变。与此同时,由于焊接冷却速率较高,焊缝在凝固过程中存在合金元素的显微偏析,焊态下焊缝金属中含有大量网状的δ-铁素体[14,15,16]。δ-铁素体的生成机理与奥氏体化加热温度、冷却速率密切相关,奥氏体化加热温度较高时,δ-铁素体在母相奥氏体晶界处形核与快速生长,生成多边形δ-铁素体,多边形的δ-铁素体沿着原奥氏体晶界不断扩展,形成带状甚至网状δ-铁素体,δ-铁素体与基体之间的界面易于裂纹的萌生和扩展,δ-铁素体的存在会严重降低焊缝的韧性[10]。徐滨士等[17]通过设计2种奥氏体化过程对FV520B不锈钢的激光熔覆热影响区进行了组织特征分析,发现HAZ区组织主要由该区经历的最高温度决定,最高温度高于固溶温度,则析出相倾向于溶解,合金元素固溶于基体,奥氏体化完全。在焊接过程中,HAZ区靠近熔合线部分最高温度高于固溶温度 (1080 ℃),奥氏体化完全,合金元素基本固溶,在随后的快速冷却过程中,过冷奥氏体转变为板条马氏体,HAZ区出现明显的奥氏体边界。
图3

图3
2种焊接工艺下焊接接头显微组织的OM像
Fig.3
OM images of welded joints quenched-tempered before (a, c, e) and after (b, d, f) welding (BM—base metal, HAZ—heat affected zone, WM—weld metal)
(a, b) fusion line (c, d) WM (e, f) HAZ
另一方面,从焊后调质焊接接头组织(图3b、d、f)来看,整体的组织较为均匀,各区域均为板条状马氏体、回火索氏体和逆变奥氏体组成,焊缝中的δ-铁素体经调质处理得以溶解,从而形成了均匀的马氏体组织(图3d),母材的板条马氏体相较于焊缝更为均匀细小,HAZ区有粗大板条马氏体出现。肖福仁[18]研究指出,FV520B钢在时效过程中,当时效温度超过520 ℃时,即有逆转变奥氏体产生,这种逆转变奥氏体成分与马氏体相同,稳定性高,在随后的冷却过程中不再发生马氏体转变而残留下来。G520钢焊接接头经固溶、时效等热处理后,产生稳定的逆转变奥氏体组织,逆转变奥氏体作为一个软韧相存在于马氏体基体中,在细化晶粒的同时增加了大角度晶界的比例,从而使钢的冲击韧性得以提高[19]。
2.2 焊接接头的拉伸性能
对母材及焊前调质与焊后调质的焊接接头力学性能进行拉伸测试,结果如表3所示。可以看出,G520母材通过固溶、时效、调质处理,屈服强度为1069.0 MPa,抗拉强度为1097.5 MPa。焊接接头试样均从焊缝处断裂,焊前调质接头屈服强度为917.0 MPa,抗拉强度为1070.5 MPa;焊后调质接头屈服强度为1055.4 MPa,抗拉强度为1118.0 MPa,与母材强度相当。与焊前调质相比,焊后调质处理的焊接接头具有更高的强度。焊缝组织经调质处理后转变为均匀细小的板条马氏体,马氏体转变时在晶体内部形成密度很高的晶格缺陷,板条状马氏体中的高密度位错会阻碍位错运动,而且板条马氏体上有弥散分布的第二相颗粒,使焊缝的强度大幅度提高[20]。
表3 母材及焊前调质、焊后调质焊接接头拉伸力学性能
Table 3
| Material | σs / MPa | σb / MPa | δ / % | Fracture location |
|---|---|---|---|---|
| Quenched-tempered parent metal | 1069.0 | 1097.5 | 21.4 | - |
| Quenched-tempered before welding | 917.0 | 1070.5 | 15.0 | Weld metal |
| Quenched-tempered after welding | 1055.4 | 1118.0 | 16.3 | Weld metal |
2.3 焊接接头的冲击性能及断口形貌
图4为2种工艺焊接接头不同区域的冲击功柱状图。2种工艺所得接头熔合线、HAZ以及母材冲击性能均优于焊缝,说明焊缝是焊接接头的薄弱环节,因此改善焊缝韧性是改善焊接接头性能的关键。焊前调质的焊缝冲击功为38.3 J,冲击韧性较差,焊缝经调质处理后,冲击功提高到了61.7 J。这是由于焊前调质焊缝金属中含有大量网状δ-铁素体,δ-铁素体的存在会严重降低焊缝的韧性[16,19]。与此不同,当焊缝经调质处理后溶解了δ-铁素体,且在原奥氏体晶界和板条马氏体边界形成一定量的逆变奥氏体,逆转变奥氏体作为一个软韧相存在于马氏体基体中,一方面细化了晶粒,另一方面增加了大角度晶界的比例,从而提高了对裂纹扩展的抗力,使焊缝的冲击韧性得以提高[21,22,23,24,25]。
图4
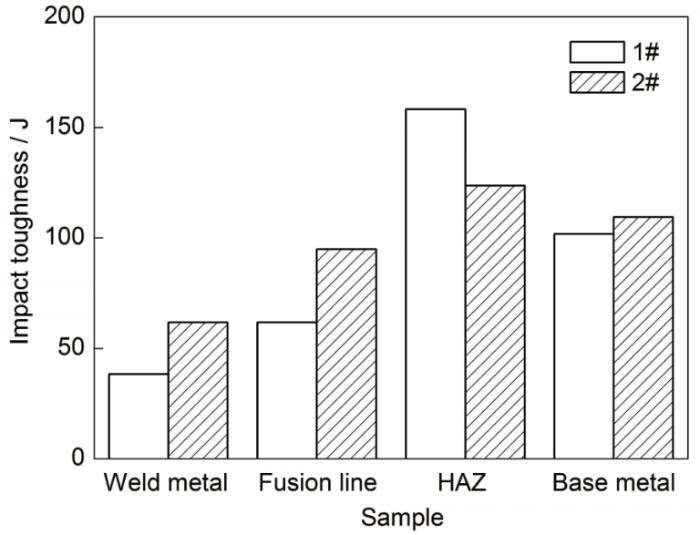
图4
焊接接头不同区域的冲击功AKV
Fig.4
Impact toughnesses of welded joints quenched-tempered before (1#) and after (2#) welding
由图4可知,2种接头母材和热影响区冲击功均高于100 J,焊缝和熔合线冲击功较低,而且焊后调质处理的焊缝和熔合线冲击功均优于焊前调质。为进一步分析焊接接头的冲击性能,观察不同工艺焊缝及熔合线冲击断口的形貌,如图5所示。从断口形貌可以看出,焊前调质焊缝为混合型断口,除了较小的韧窝外,还有解理平台出现,断口表面起伏较大(图5a);焊后调质焊缝冲击断口上的等轴韧窝较大、较均匀(图5b)。仔细观察韧窝内部,可以看到焊缝冲击断口有细小的析出颗粒相存在。对该析出相进行EDS分析,并根据Yeli等[26]的研究可知,焊缝区析出相为M7C3、M23C6 (M为Fe、Cr元素)、NbC等碳化物。试样受到冲击力时在颗粒相界面上首先形成显微空洞并不断长大扩展,在析出颗粒相与基体金属之间局部区域产生“内缩颈”,当缩颈的尺寸达到一定程度后被撕裂而使空洞连接,形成韧窝断口形貌。碳化物颗粒相在塑性变形阶段提供了更多的裂纹源,使断裂时的韧窝尺寸变小,同时裂纹扩展速率变快,使韧窝变浅,导致断裂过程加快,并在宏观上表现为材料断裂韧性的下降。由图5c和d可见,熔合线冲击断口呈韧性断裂特征,而且焊前调质等轴韧窝均匀(图5c),焊后调质韧窝尺寸较大(图5d),说明熔合线的冲击韧性较好,焊后调质处理有助于改善熔合线冲击韧性。
图5
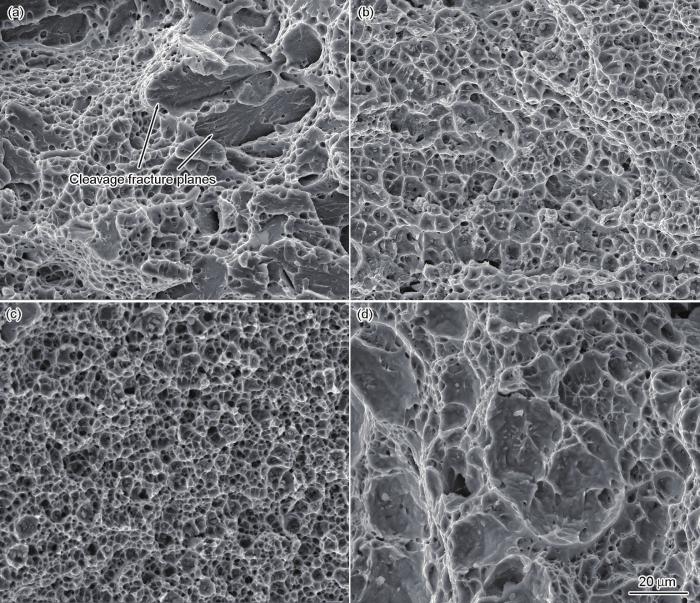
图5
不同工艺焊缝及热影响区冲击断口的SEM像
Fig.5
SEM images of impact fracture of weld metals (a, b) and fusion line (c, d) in welded joints quenched-tempered before (a, c) and after (b, d) welding
2.4 焊缝强韧性的影响因素和原因
焊缝是焊接接头的薄弱环节,因此,要找出2种工艺焊接接头强韧性差异的主要原因,就要对焊缝金属的组织和物相特征进行深入分析。图6a和b分别为焊前和焊后调质焊缝金属马氏体EBSD取向分布图。由图6a可以看出,焊前调质焊缝柱状组织呈长条状分布且较为粗大,马氏体板条择优分布明显,对比观察图6b发现,焊后调质处理焊缝板条马氏体块体随机分布。这是因为,焊接熔池中心和边缘之间的温度梯度很大,柱状晶沿温度梯度最大的方向择优生长,另外,熔池凝固过程中冷却速率很大,焊缝金属发生了非扩散型马氏体转变,板条状马氏体向焊缝中心方向生长[27,28],而粗大的柱状组织经调质处理后分解为细小的块状组织。根据Amrei等[14]研究可知,板条马氏体块体(sub-block)由大角度边界包围的许多平行板条(laths)组成,板条宽度约为几百纳米,因此,焊缝粗大的柱状组织经热处理后分解成小的马氏体板条块,会使得大角度晶界比例增加,有利于改善焊缝韧性。凝固过程中,未发生转变的残余奥氏体和析出的碳化物弥散分布在马氏体板条内或者晶界处。
图6
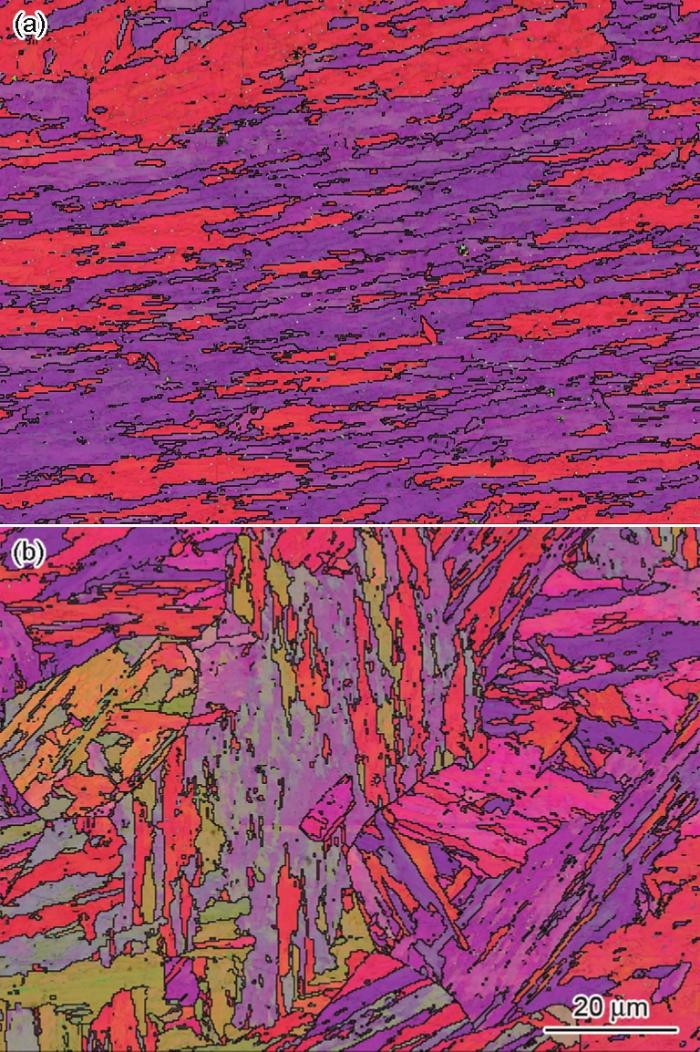
图6
2种焊接工艺下焊缝显微组织的EBSD取向分布图
Fig.6
EBSD orientation imaging maps of weld metals quenched-tempered before (a) and after (b) welding
Color online
Cr-Ni-Mo系马氏体不锈钢在回火过程中部分马氏体会直接切变成奥氏体,形成所谓的逆变奥氏体,逆变奥氏体从化学成分上与淬火马氏体相同,且具有一定的稳定性,在室温下甚至更低温度下都可以稳定存在。从奥氏体分布及含量入手,测试G520钢热处理试样 (固溶+时效+调质) 以及不同工艺焊缝试样的XRD谱,如图7所示。由图可见,焊缝主要组织为马氏体,焊前调质焊缝 (1#) 几乎观察不到奥氏体衍射峰,相比前者,焊后调质焊缝 (2#) 有明显的奥氏体衍射峰。将所测量的5个衍射峰组合如下:(200)α-(200)γ、(200)α-(220)γ、(200)α-(311)γ、(211)α-(200)γ、(211)α-(220)γ和(211)α-(311)γ ,然后计算每组衍射峰对的累积强度比,对应的G分别为2.46、1.32、1.78、1.21、0.65和0.87,代入式(1)中计算每一组的Vγ,然后求其算术平均值,作为奥氏体的体积分数[29]。利用JADE软件结合式(1)计算可知,焊前调质焊缝奥氏体含量为16.7%,焊缝经调质处理,奥氏体含量为21.87%,逆变奥氏体含量约5.17%,这种逆变奥氏体一般在原始奥氏体晶界和板条马氏体边界形成。从组织与力学性能的相互影响来看,一方面,回火马氏体是具有高密度位错的细小马氏体;另一方面,逆变奥氏体可以吸收在塑性变形过程中的变形功,松弛马氏体边界上由于位错塞积所引起的应力集中,对裂纹的扩展起到一定的阻碍作用,因此材料的强韧性有所提高,表现出优异的综合力学性能[19]。
图7

图7
不同试样的XRD谱
Fig.7
XRD spectra of parent metal and weld metals quenched-tempered before (1#) and after welding (2#)
图8
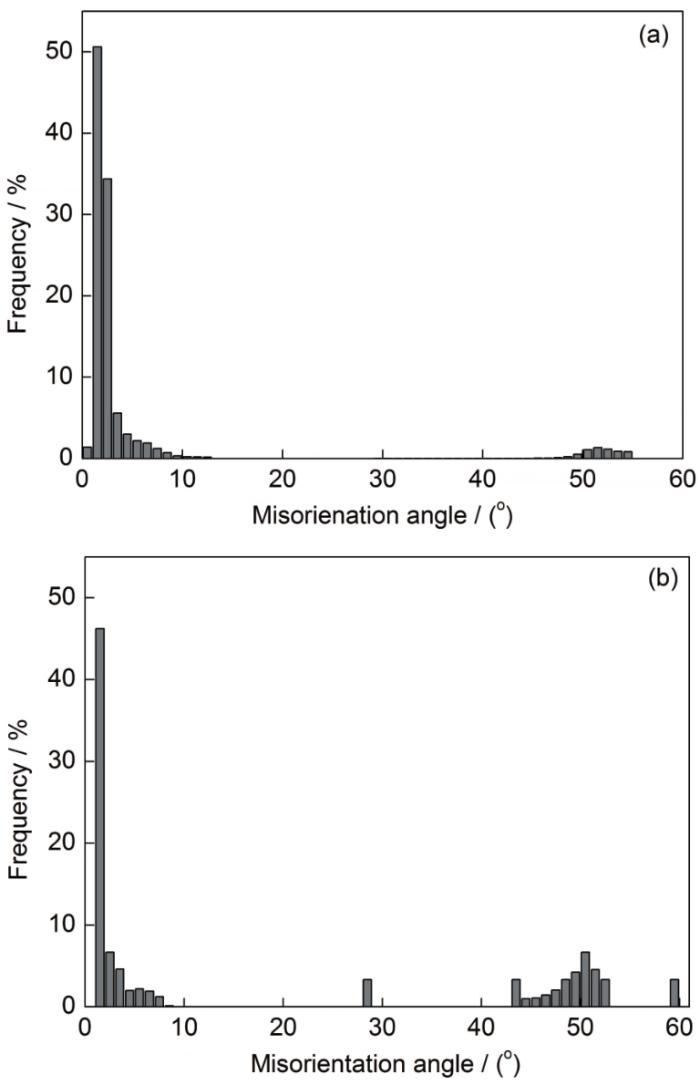
图8
焊缝组织奥氏体晶界的取向差分布图
Fig.8
Misorientation angle distribution figures of grain boundaries in weld metal zone of quenched-tempered before (a) and after welding (b)
综上所述,焊接接头经调质处理得到均匀细小的马氏体组织,并在马氏体板条间生成逆变奥氏体,在保证强度的同时优化焊接接头韧性。与焊前调质处理相比,焊后调质处理的焊接接头具有更优异的强韧性,焊缝是决定焊接接头强韧性的关键区域,焊缝金属中弥散析出的颗粒相和调质处理后形成的板条马氏体是影响接头强韧性的2个主要因素,二者受焊接热循环及热处理工艺的共同影响。焊接热循环及热处理工艺参数对焊缝中组织及颗粒相的影响规律,值得进一步研究
3 结论
(1) G520钢焊前调质处理接头的熔合线明显,焊接接头各区域组织差别较大,焊缝金属中含有大量不均匀的网状δ-铁素体,严重降低了焊缝金属的冲击韧性;而焊接后调质处理接头组织较为均匀,焊缝经调质处理溶解了δ-铁素体,在原始奥氏体晶界和板条马氏体边界形成一定量的逆变奥氏体,使焊缝的冲击韧性得以提高。
(2) G520母材通过固溶、时效、调质处理,抗拉强度达到1000 MPa,冲击功高于100 J,具有优异的强韧性。焊前调质处理焊接接头的强韧性较差,焊缝金属经调质处理,强度及韧性均有所提高,这与焊缝区δ-铁素体溶解、板条马氏体细化、逆变奥氏体形成以及第二相颗粒弥散析出有关。
(3) 焊前调质焊缝柱状组织呈长条状分布且较为粗大,马氏体板条择优分布明显,焊缝柱状组织经调质处理后分解成小的马氏体板条块,增加了大角度晶界比例,板条马氏体块体随机分布。

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}