
王强 , 王连钰
, 王连钰
WANG Qiang, WANG Lianyu
中图分类号: TF775
文章编号: 0412-1961(2018)07-0959-10
通讯作者:
收稿日期: 2017-08-30
网络出版日期: 2018-07-11
版权声明: 2018 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介 王 强,男,1971年生,教授,博士
展开
摘要
为了抑制钢包出钢末期出现的漩涡卷渣现象,进而提高钢液的洁净度和钢材质量,从对漩涡形成影响较大的水口偏心率入手,通过数值模拟和水模型实验,重点分析了不同偏心率条件下漩涡的运动过程和速度场的变化规律。研究发现,通过改变出钢过程中漩涡形成时的速度场分布形式和速度值的大小,可以改变漩涡的运动轨迹和趋势,进而降低漩涡的临界高度,有效抑制漩涡的形成。在此基础上,设计出底部吹气的防漩方法,得到最佳的吹气流量和吹气孔位置。
关键词:
Abstract
With the developments of science and technology, the performance of steel is required strictly and the quality of steel needs to improve continuously. In continuous casting process, there is an important flow phenomenon when the molten steel flows from ladle to tundish. It is that the rapidly rotating free surface vortex will form as the liquid level descending continuously. The surface vortex can cause the slag entrainment. In order to suppress slag entrainment by vortex during the steel teeming process, and to improve the cleanliness and quality of steel, the movement process of vortex and variation of flow field are studied through both numerical simulation and water model experiments. Since the eccentricity (eccentricity is the ratio of the nozzle distance and the ladle radius) has a large effect on the vortex formation, the vortex movement and flow field variation at different eccentricities are analyzed in details. And the mechanism of vortex suppression is found. It is that disturbing the velocity distribution of vortex formation or/and decreasing the tangential velocity value can suppress the movement and development of vortex. Thus the critical height of vortex can be decrease and the vortex can be availably suppressed. And then a method of vortex suppression is proposed according to this mechanism of vortex suppression. The method by blowing gas at the bottom of ladle is proposed. And the optimal gas flow rate and gas nozzle position are obtained.
Keywords:
近些年来,洁净钢因其具有较高的使用性能,能够满足诸多领域对钢材质量的要求,被钢铁行业广泛关注。然而,在钢材生产过程中进入钢液中的各种类型的夹杂物最终会影响钢材的洁净度,进而影响了其综合性能[1,2,3]。在钢的连铸生产过程中,当钢包出钢时,随着钢液液面不断降低,液面便开始凹陷,产生漩涡。当液面降低至临界高度(漩涡尖端延伸至水口上沿处的液面高度)时,钢渣便被彻底卷入钢液中,严重时还会卷入空气。漩涡对钢渣和空气的卷吸现象会造成钢液的污染和二次氧化,同时还会带来夹杂物上浮困难、水口堵塞、长水口和中间包内衬被腐蚀,以及钢渣清理困难等问题[3,4,5]。因此,防止钢包出钢末期漩涡现象的发生或消除漩涡的影响,是洁净钢生产需要特别重视的问题,否则即便钢液经过了很好的精炼,夹杂物依然会再次进入[6,7,8,9]。
目前相关工作者通过水模型实验和数值模拟的方式对漩涡的形成和运动行为进行了大量的研究工作[10,11,12,13,14,15],但是并没有确切地阐明漩涡的抑制机理,即通过何种方式从漩涡的形成和运动机理上来彻底有效地对漩涡进行抑制。例如,Pierre[16]提出了应用电磁原理对中间包内的漩涡进行控制的方法。Dardik等[17]设计了旋转磁场防漩装置来抑制中间包或钢包出钢时产生的自由表面涡,并采用光学探针来测定钢液的旋转方向。Suh等[18]研究了静磁场对抑制钢包出钢过程中漩涡的形成。Ono-Nakazato等[19]提出在出钢口周围安装惰性气体吹管,当出钢时,通过惰性气体吹管往炉内喷吹惰性气流抑制漩涡的形成,可有效地阻止钢渣流出。同时,通过调整偏心率和改变水口结构也可以对漩涡有所抑制。Mazzaferro等[20]提出加大偏心率,并将钢包底部设计成倾斜的来降低漩涡的临界高度,提高钢液的收得率。Lin等[21]设计了上下不同截面形状的阶梯形水口来对漩涡进行防治。除此之外,Labate等[22]发明了陀螺型的挡渣塞,其特点在于阀体的密度介于钢液和熔渣之间,在浇注完毕前投入水口上方,挡渣塞随着钢液液位的降低而下降,直到阀体的塞头接触水口,以此防止钢包出钢末期漩涡的发生。黄晔等[23]总结了各种漩涡防治方法,指出结合灵敏度良好的下渣监测装置,可以及时关闭水口,进而避免漩涡卷渣的发生。综上所述,对于各种防漩措施来说,均有各自的缺点:采用电磁场抑制漩涡时,电磁装置在钢包底部高温环境中如何布置是一个难题;吹气抑制漩涡是一种比较容易实现的防漩方法,但在出钢口处进行吹气,需要改动钢包结构,并且对从出钢口流出的钢液造成了较大的温降;其它方法也容易造成钢包结构改动大,容易引入新杂质等缺点。因此,目前通常采用的防漩方法依然是靠下渣监测技术来及时关闭水口,但却牺牲了钢液的收得率。
本文作者等[24,25]已通过数值模拟的方式,针对钢包出钢过程中形成的自由表面涡进行了研究,分析了其形成原因和影响因素。本工作在此基础之上对漩涡形成的抑制机理进行了详细的分析,并根据此抑制机理设计出一种无需改动钢包结构的吹气防漩方法。由于钢包底部吹氩是钢包精炼中必不可少的环节,故本工作提出的吹气防漩技术,从根本上打乱漩涡形成的流场,主动地去消除或抑制漩涡的形成,完全可以利用现有的吹氩设备和结构,无需增加设备和对钢包结构做任何改动。
在建立钢包出钢过程数学模型时,根据这一过程特点,忽略温度和顶部渣层的影响,随着钢液不断地从水口流出,液面不断下降,在漩涡形成的过程中,上面的空气被卷入。因此,选择的数学模型主要由湍流模型和多相流模型2部分构成。其中湍流模型选择RNG (renormalization group) k-ε模型(其中,k为湍动能,ε为湍动能耗散率),多相流模型选择VOF (volume of fluid)模型。
钢包出钢过程漩涡形成的现象是一种较为常见的流体流动现象,在不考虑温度影响进行研究时,可以忽略这一过程的传热问题,在模拟这一过程时所采用的控制方程主要为连续性方程、动量方程、湍动能方程。
连续性方程[26]:
动量方程[26]:
湍动能(k)方程[26]:
湍动能耗散率(ε)方程[26]:
式中,t是时间;ρ是密度;ui是i方向上的速度;uj是j方向上的速度;xi是i方向上的长度;xj是j方向上的长度;P是压力;
模拟边界条件:入口边界条件为压力入口,出口边界条件为压力出口。其中,入口和出口的Goss压力值设为0,入口和出口的操作压力值设为101325 Pa。入口的流动方向与入口表面垂直,出口流动方向通过程序的迭代运算自动获得。同时入口和出口的速度也通过迭代运算被自动获得。对于钢包壁面和水口壁面,采用壁面无滑移的假设条件,此处的速度值为0。入口边界条件中的湍流强度(I0)由对应的公式I0=0.16Re-1/8 (其中,Re是Reynolds数)可计算得出。Re=ρ
求解方法:根据文献[27]的实验条件确定初始条件进行数值模拟时,本工作是通过UDF语言编译的方法将初始切向速度加入求解器中,采用有限体积隐式算法和PISO压力速度耦合算法,进行三维非稳态模拟,时间步长为0.01 s。钢包尺寸[27]的设定如下:钢包直径为1.16 m,钢包高度为1 m,初始液面高度为0.5 m,水口直径为0.0765 m,水口长度为0.1235 m。模拟所用的流体物性参数如表1所示。
表1 数值模拟和水模型中流体的物性参数
Table 1 Physical parameters of different fluids in numerical simulation and water model ladle
| Material | Density | Dynamic viscosity | Surface tension | Temperature |
|---|---|---|---|---|
| kgm-3 | Pas | Nm-1 | K | |
| Steel | 7000 | 5.3×10-3 | 1.6 | 1873 |
| Ar | 0.26 | 8.148×10-5 | - | 1873 |
| Water | 1000 | 1.003×10-3 | 0.0728 | 293 |
| N2 | 1.167 | 1.753×10-5 | - | 293 |
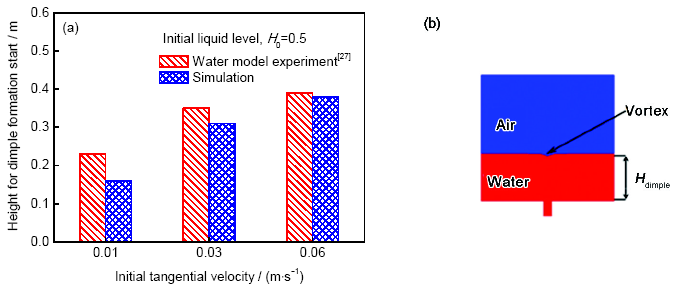
为了验证以上模拟运用的模型和算法的正确性,选择了文献[27]中的实验数据进行了数值模拟,并将模拟结果与文献中的实验结果进行了对比。图1a显示了初始切向速率分别为0.06、0.03和0.01 m/s时,模拟得到的漩涡形成高度与实验测得的形成高度之间的比较。图1b为钢包中漩涡形成高度(Hdimple)示意图。由图可知,通过模拟得到的漩涡形成高度按顺序依次为0.38、0.31和0.16 m;实验测得的形成高度依次为0.39、0.35和0.23 m。在3个不同初始切向速率条件下,模拟和实验的结果均接近,并且趋势完全一致,漩涡的形成高度都随着初始切向速率的增加而增加。而且本工作使用的模型在前期的研究结果[24,25]中也进行了成功验证。因此,可以证明本工作数值模拟所使用的数学模型和算法正确,数值模拟的计算结果合理可靠。
图1 模拟结果与实验结果[
Fig.1 Comparison of dimple height between simulation results and water model experiment results[
本工作的水模型实验根据相似原理,以60 t钢包为原型,按照几何比例1∶4进行模型设计,其模型和原型的几何尺寸如表2所示,实验所用的流体物性参数如表1所示。
表2 钢包水模型和原型的尺寸
Table 2 Sizes of water model ladle and prototype ladle
| Type | Top diameter of | Bottom diameter of | Ladle height | Nozzle diameter | Ladle |
|---|---|---|---|---|---|
| ladle / mm | ladle / mm | mm | mm | taper / (°) | |
| Prototype | 2166 | 1835 | 2850 | 54.8 | 3.3 |
| Model | 541.5 | 458.75 | 712.5 | 13.7 | 3.3 |
钢包出钢过程是流体在重力作用下的出流过程,流体主要受重力、黏性力、表面张力以及惯性力的影响。因此,保证钢包模型与实际原型的几何相似,并且保证钢包出钢的实验过程与实际的出钢过程动力相似,其运动也就相似了。因此水模型和实际钢包出钢过程中流动相似应保证Weber数We、Reynolds数Re和Froude数Fr相等,即:Wem=Wep,Rem=Rep,Frm=Frp (下标m和p分别代表现用模型和原模型中的参数)。经计算可得,本工作中的Wem=2632,Wep=13414。当We≥120[28]时,表面张力可忽略,故本工作可以忽略表面张力的影响。同时经计算可得,本工作中的Rem=51085,Rep=514383,由此可知,本实验模型和原型钢包出钢过程中的Re处于第二模化区,因此本工作只需考虑Fr相等,即:
$Fr_{m}=\frac{V}{\sqrt{gl}}=\frac{V_{m}}{\sqrt{gd_{m}}}=\frac{\sqrt{2gH_{m}}}{\sqrt{gd_{m}}}$ (5)
$Fr_{p}=\frac{V}{\sqrt{gl}}=\frac{V_{p}}{\sqrt{gd_{p}}}=\frac{\sqrt{2gH_{p}}}{\sqrt{gd_{p}}}$ (6)
由表2中参数计算可得:
即:
式中,Vm和Vp分别为水模型钢包与原型钢包在出钢过程中水口处的平均出流速度;Hm和Hp分别为水模型钢包与原型钢包盛满钢液时的液面高度;dm和dp分别为水模型钢包和原型钢包的水口直径;g为重力加速度;λ为几何比例。
因此,本工作所采用的水模型实验可以保证与实际钢包原型在几何上相似和动力上相似,同时也保证了两者在运动上的相似,可以对钢包出钢过程中漩涡的产生原理和防治机制进行研究,也可以进一步与数值模拟所得的结果进行相互验证。
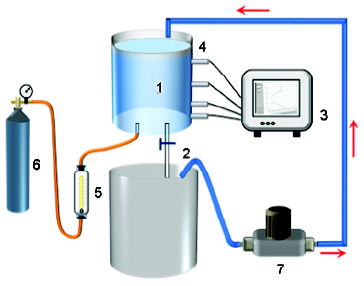
在实验过程中,将钢包抬高,使其出流过程为自然流出过程,在钢包底部设置了类似于中间包的容器,用来盛装从钢包流出来的水。在实验中采用超声波Doppler测速仪进行测速。在吹气防漩实验时,向钢包内吹入的气体为N2,并用流量计控制气体的流量,实验设备示意图见图2。如图2所示,在钢包模型壁面上进行了开孔,超声波探头与流体直接接触,然后用密封泥密封。4个超声波探头在竖直方向上位于同一条直线上,4个探头可以分别测量距离钢包底部50、100、250和400 mm处的流体速度。实验过程中通过超声波Doppler测速仪测量得到的速度是流体沿着探头测量方向的速度,通过换算最终可得到钢包内流体的切向速度[29]。
图2 实验装置示意图
Fig.2 Schematic of experimental apparatus (1—ladle, 2—nozzle, 3—Doppler velocimetry, 4—probe, 5—flowmeter, 6—gas tank, 7—water pump)
为了更好地分析通过改变水口位置可以削弱出钢过程中漩涡现象的原因,并与数值模拟得到的结论相互验证,首先在水模型实验中,分别进行如下实验:向水口偏心率分别为0、0.5和0.75的钢包模型中注满水,初始液面高度为60 cm,水口直径为20 mm,静置5 min。研究了不同偏心率情况下漩涡形成的临界高度和流场变化,用实验结果与模拟所得到的结果进行相互验证,并进一步确定防漩机制。
然后对吹气防漩的方法进行了水模型实验,为了保证方法的通用性,本工作分别对中心水口钢包和偏心水口钢包在不同吹气流量和不同吹气孔位置下漩涡的抑制效果和速度场进行了研究。
吹气流量实验如下:向钢包模型中注满水,初始液面高度为60 cm,水口直径为20 mm,吹气孔直径为20 mm,压强为0.12 MPa,静置时间为5 min,然后打开水口进行出钢操作,通过中心钢包和偏心钢包的吹气孔向钢包内分别通入0~1.7 L/min范围内不同流量大小的N2,考察临界高度的变化。
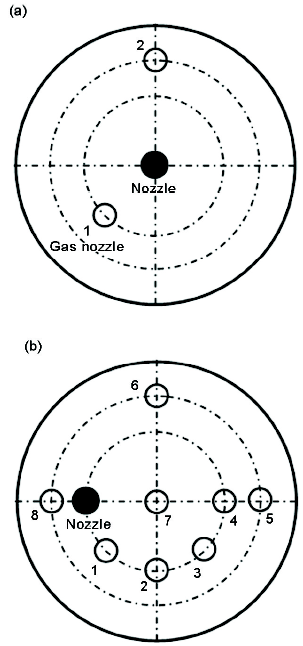
吹气孔位置实验如下:中心水口钢包的吹气空位置如图3a所示(其中,吹气孔1到钢包中心的距离为1/2R,吹气孔2到钢包中心的距离为3/4R,R为钢包半径);由于实际生产钢包水口偏心率多数在0.5左右,故本工作选择偏心率为0.5的进行实验,钢包的吹气孔位置如图3b所示(其中,吹气孔1、2、3、4距钢包中心的距离为1/2R,吹气孔5、6、8距钢包中心的距离为3/4R,吹气孔7位于钢包中心处)。水口的偏心率为0时,分别通过吹气孔1和2向钢包内通入N2,吹气流量分别为0.16和1 L/min;水口的偏心率为0.5时,分别通过如图3b所示的8个不同位置的吹气孔向钢包内通入N2,吹气流量为0.06 L/min,考察临界高度的变化。
图3 吹气孔位置示意图
Fig.3 Schematics of different positions of gas nozzle(a) eccentricity is 0(b) eccentricity is 0.5
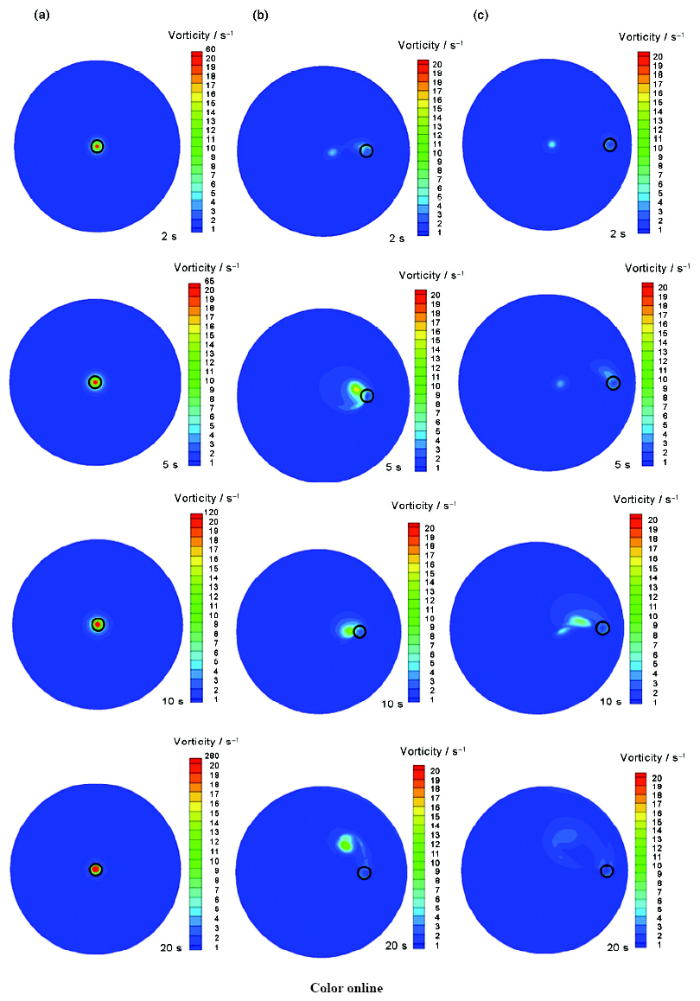
3.1.1 数值模拟结果 图4为不同偏心率条件下距钢包底部0.05 m处不同时刻的涡量图(涡量为速度矢量的旋度,这里用来表征涡旋的强度)。图4a为中心水口钢包出钢过程中的涡量图。由图可知,水口内部涡量随着时间的增加而增加,而水口附近外围的涡量随着时间的增加先增加然后降低。这是因为,随着液面的降低,重力势能转化为漩涡旋转用的动能,于是漩涡旋转得越来越快;而液面继续不断下降时,重力势能便逐渐减小,减小到一定程度时不能再提供足够的能量,于是漩涡的尺寸便越来越小。图4b和c是偏心率分别为0.5和0.75时钢包出钢过程中的涡量图,显示了0~20 s内漩涡公转中心的迁移运动。由图可知,随着时间的增加涡量先增加然后有所降低。从图4a~c还可以发现,同一时刻偏心率越大涡量越小,即偏心率的增加减缓了漩涡的形成,减弱了漩涡的强度。同时,涡量的最大值区域的变化也显示了漩涡的运动。实际上,由于中心水口钢包的中心和水口中心重合,故任何时刻漩涡都绕着这个中心快速旋转。而偏心水口钢包的水口中心和钢包中心不再重合,漩涡的公转中心由钢包中心逐渐向水口中心迁移。这个迁移路径应该是条螺旋线,即漩涡通过旋转向水口靠近。
图4 不同偏心率条件下0.05 m处不同时刻的涡量图
Fig.4 Contours of vorticity magnitude of different eccentricities at 0.05 m and different time (○—nozzle position) (a) eccentricity is 0 (b) eccentricity is 0.5 (c) eccentricity is 0.75
由于水口位置处于偏心使得漩涡需要花费时间和能量向水口处迁移,从而拖延了漩涡的发展进程,使漩涡的形成变得缓慢,因此明显降低了漩涡的临界高度。而偏心率改变了漩涡的运动,从根本上说是改变了速度场。此外,Li等[25]分析了不同偏心率条件下钢包出钢过程,5 s时距钢包底部不同高度处的切向速度(此处的切向速度为各个高度处的平面内的相对于漩涡中心的最大切向速度)的分布情况,指出偏心率越大,同一高度处的切向速度越小。
综上所述可知,通过改变水口的偏心率之所以可以抑制漩涡的形成,主要是因为其改变了出钢过程中漩涡形成时的流场分布形式,减小了切向速度值的大小。因此,在防漩措施的研究设计上,应该根据此抑制机理,使现有的钢包在出钢过程中所形成的漩涡临界高度再进一步得到降低。
3.1.2 水模型实验结果 水模型实验结果对比了漩涡的临界高度随偏心率的变化关系。当水口的偏心率为0时,即为中心水口钢包时,漩涡的临界高度约为43.4 cm;当水口的偏心率增大到0.5时,漩涡的临界高度降为7.7 cm;当水口的偏心率增大到0.75时,漩涡的临界高度降为1.5 cm。由此可以发现,漩涡的临界高度随着偏心率的增大而降低。通过增大偏心率,漩涡被明显地削弱,这与数值模拟结果[25]完全一致。
水口偏心率的变化,使得漩涡的临界高度也随之变化,其主要原因在于偏心率的改变导致出钢过程中钢包内的整个流场发生了变化,下面对不同偏心率情况下钢包内的速度场进行分析。
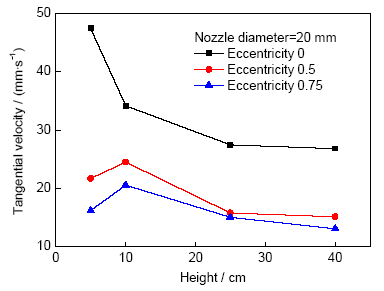
图5显示了不同偏心率条件下距钢包底部不同高度处的切向速度。由图可知,偏心率为0时,切向速度最大;偏心率为0.5和0.75时,同一高度处的切向速度相对偏心率为0时下降很多。整体上符合偏心率越大,切向速度越小的规律。并且当偏心率为0时,切向速度随着距钢包底部距离的增加而不断减小,越靠近钢包底部切向速度越大。而当水口偏心率为0.5和0.75时,即为偏心水口时,切向速度随着距钢包底部距离的增加先增加再降低。与中心水口钢包相比,偏心水口钢包出钢时切向速度随高度的分布形式已经被改变。
通过以上水模型实验可以发现,偏心率的增加降低了漩涡的临界高度,这与数值模拟的结论一致,但是当偏心率为0.75时,实验和数值模拟中的切向速度分布形式有一些小的差别,这是由切向速度处理方法不同引起的。数值模拟中切向速度是相对于漩涡中心,而水模型实验中由于涡心不能实时地被找到,所以其切向速度是相对于钢包中心。但这并不影响漩涡抑制机制应用的普遍性。漩涡的抑制机制即为通过改变流场(改变切向速度分布形式或/和降低切向速度值大小)能够降低漩涡的临界高度。实验结果和数值模拟的结果实现了相互论证。
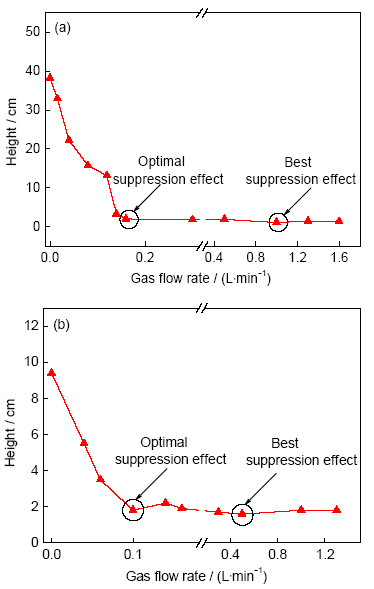
3.2.1 吹气流量对抑制漩涡的影响 图6a为不同吹气流量情况下中心水口钢包出钢过程中漩涡的临界高度。由于吹气会造成钢包内的钢液波动,当流量较大时钢液波动也随之变得剧烈,在实际生产中容易吹漏钢液上面覆盖的保护渣,使钢液暴露于空气中,造成钢液氧化,污染钢水。因此考虑吹气抑制漩涡的同时还需要考虑吹气流量对钢液造成的波动现象。图中最好的抑制效果则是指漩涡的临界高度最低,而最佳的抑制效果则是指钢液波动最小且临界高度相对较低。由图中可以看出,不吹气时临界高度为38.2 cm,随着吹气流量的增加,临界高度明显下降,当吹气量增加到一定程度时,临界高度变化不大。其中,吹气流量为0.16 L/min时,临界高度下降为2 cm,漩涡的抑制效果较好且液面波动相对不大,此时为最佳抑制效果;而当流量增加为1 L/min时,漩涡的临界高度降至最低,为1.1 cm,但是由于流量较大时,会造成钢液波动,所以此时仅为最好的抑制效果。因此最佳的吹气流量为0.16 L/min。
图6 临界高度随吹气流量的变化
Fig.6 Change of critical height as gas flow rate(a) eccentricity is 0(b) eccentricity is 0.5
图6b显示了偏心水口钢包在出钢过程中通入不同流量的气体后,漩涡临界高度的变化。由图可知,不吹气时临界高度为9.4 cm,随着吹气量的增加,临界高度明显下降,当吹气流量增加到一定程度时,虽然吹气量在继续增加,但临界高度就几乎不再降低了。其中,吹气流量为0.1 L/min时,临界高度下降为1.8 cm,漩涡的抑制效果较好且钢液波动相对不大,此时为偏心水口钢包漩涡抑制的最佳效果;而当流量增加到0.5 L/min时,漩涡的临界高度降至最低,为1.6 cm,但是由于流量较大,会造成钢液波动,所以此时仅为偏心水口钢包漩涡抑制的最好效果。因此最佳的吹气流量为0.1 L/min。
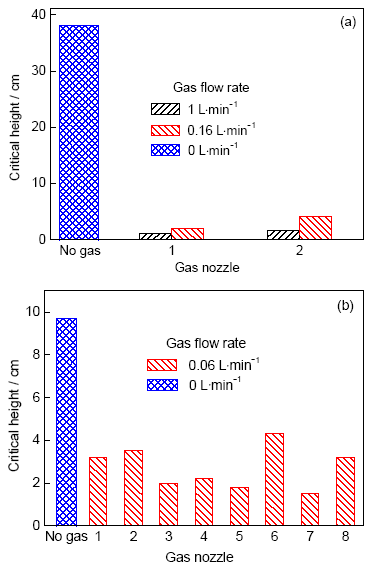
3.2.2 吹气位置对抑制漩涡的影响 在中心水口钢包出钢过程中通过不同吹气孔位置进行吹气后,漩涡的临界高度变化如图7a所示。由图可以看出,不吹气时漩涡的临界高度为38.2 cm,当分别通过吹气孔1和2进行吹气,吹气流量为0.16 L/min时,临界高度分别降为2.0和4.1 cm。漩涡的临界高度均比不吹气时明显下降,并且采用吹气孔1进行吹气时,漩涡的临界高度要比采用吹气孔2时更低。当吹气流量为1 L/min,分别通过吹气孔1和2进行吹气后,临界高度分别降为1.1和1.6 cm,也得到了与吹气流量为0.16 L/min时相同的结果。因此,对于中心水口钢包,选择吹气孔1可得到更好的漩涡抑制效果,即靠近钢包中心的位置进行吹气可以更有效抑制漩涡的形成。
图7 临界高度随吹气孔位置的变化
Fig.7 Change of critical height as position of gas nozzle (a) eccentricity is 0(b) eccentricity is 0.5
图7b显示了在偏心水口钢包出钢过程中分别通过不同吹气孔位置进行吹气后,漩涡临界高度的变化情况。由图可以看出,不吹气时漩涡的临界高度为9.4 cm,通过8个不同位置的吹气孔分别进行吹气,吹气流量为0.06 L/min时,临界高度均明显下降,且通过吹气孔7进行吹气时,漩涡的临界高度可降至最低为1.5 cm,则7号吹气孔是最佳的吹气位置。
3.2.3 吹气抑制漩涡的速度场分析 吹气可以有效抑制漩涡的形成,其主要原因是吹气改变了漩涡形成的速度场,以下对中心水口钢包和偏心水口钢包在不同流量吹气时的速度场进行了分析,进一步阐明吹气抑制漩涡的根本作用机理即是吹气打乱了漩涡形成的速度场。
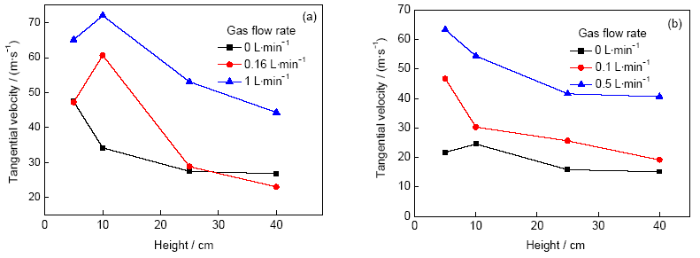
图8a显示了中心水口钢包出钢过程中采用吹气孔1进行吹气时,不同吹气流量下钢包内不同高度处的平均切向速度。由图可知,没有吹气时切向速度随着距钢包底部高度的增加而降低;吹气后切向速度随着距钢包底部高度的增加呈先增加然后降低的趋势,显然吹气明显改变了流场的分布。且流量越大同一高度处的切向速度值越大,即说明了流量越大钢包内波动越大,为了保证液面的保护渣不被吹漏,应尽量控制好吹气流量。
图8 不同吹气流量下切向速度随高度的变化
Fig.8 Change of tangential velocity as height at different gas flow rates(a) eccentricity is 0 (b) eccentricity is 0.5
图8b显示了在偏心水口钢包出钢过程中采用吹气孔1进行吹气,不同吹气流量下钢包内不同高度处的平均切向速度。由图可知,对于偏心水口钢包而言,没有吹气时切向速度随着距钢包底部高度的增加而先增加后降低;而吹气后切向速度随着距钢包底部高度的增加一直降低,流场明显被改变了。且随着吹气流量的增加,同一高度处的切向速度值明显增加,也说明了流量越大钢包内波动越大,同中心水口钢包一样,为了保证液面的保护渣不被吹漏,也应尽量控制好吹气流量。
因此,在出钢过程中进行底部吹气,可以改变漩涡形成的速度场,进而降低漩涡的临界高度,有效抑制漩涡的形成。
(1) 偏心率对漩涡的形成影响较大,漩涡的临界高度随着偏心率的增加而降低,其主要原因是偏心率的改变导致了出钢过程中流场的变化。
(2) 打乱漩涡形成的速度场和/或降低切向速度值的大小都可以有效抑制漩涡,根据此抑制机制设计了吹气防漩的漩涡抑制方法。
(3) 无论是中心水口钢包还是偏心水口钢包,在其出钢过程中进行底部吹气,都可有效抑制漩涡的形成;随着吹气流量的增加漩涡的临界高度都大幅度降低,当吹气流量增加到一定程度以后再继续增加,临界高度几乎不再变化。在出钢过程中选择离钢包中心较近的吹气孔进行吹气,漩涡的抑制效果最好;在吹气抑制漩涡过程中对流量的选择,要综合考虑钢液的波动情况。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}