
邵盈恺, 王玉玺, 杨志斌 , 史春元
, 史春元
大连交通大学材料科学与工程学院 大连 116028
SHAO Yingkai, WANG Yuxi, YANG Zhibin, SHI Chunyuan
中图分类号: TG406
文章编号: 0412-1961(2018)04-0547-10
通讯作者:
责任编辑:
收稿日期: 2017-08-29
网络出版日期: 2018-04-10
版权声明: 2018 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介 邵盈恺,男,1992年生,硕士
展开
摘要
通过一次回归正交实验,建立了7075铝合金等离子-MIG复合焊接参数与焊缝熔深之间的定量关系;利用Gleeble-1500热模拟试验机对7075铝合金进行热塑性实验,确定了合金的脆性温度区间;采用鱼骨法对7075铝合金进行焊接热裂纹敏感性实验,并用SEM、EDS等手段分析了热裂纹的类型及产生原因。结果表明,7075铝合金脆性温度区间为470~620 ℃;当焊接热输入分别为2.52、2.95和3.42 kJ/cm时,随着热输入的增加,焊接热裂纹敏感性呈先降低后升高的变化规律,裂纹类型由母材部分熔化区的液化裂纹转变为焊缝金属区的结晶裂纹,其中当热输入量为2.95 kJ/cm时,焊接接头不仅获得最佳的焊缝熔深,而且其热裂纹敏感性最小,焊接热裂纹呈结晶裂纹方式。
关键词:
Abstract
The 7075 aluminum alloys have major applications in commercial, transportation industry and military air carriers, owing to their associated light weight, high strength, good machinability, high fracture toughness and low fatigue crack growth. Several welding techniques, such as metal inert gas (MIG) welding, tungsten inert gas (TIG) welding, laser welding and friction stir welding (FSW), have been applied to weld the 7075 aluminum alloys. However, their applications are limited because of the lower weld strength, slower welding speed and other significant limitations of them. Among the different welding techniques, plasma-MIG hybrid welding is a new fabrication technique with many advantages such as stable welding process, no weld spatter, the decreased pores, small grain size and high joint quality. Up to now, the study mainly focuses on coaxial plasma-MIG hybrid welding, and it is rare in dealing with the hot cracking susceptibility of 7000 series aluminum alloys welded by paraxial plasma-MIG hybrid welding. In this work, the paraxial plasma-MIG hybrid welding system was used to weld 7075-T6 aluminum alloy plates. The quantitative relationship between plasma-MIG hybrid welding parameters of 7075 aluminum alloy and weld penetration was established by linear regression orthogonal test. Hot ductility tests were studied by using the thermal simulated test to determine the brittleness temperature range of the alloy. Welding hot cracking susceptibility tests were conducted by using the fish bone method, and the type and cause of the hot cracking were analyzed by SEM, EDS and OM. The results indicated that the brittleness temperature range of 7075 aluminum alloy was 470~620 ℃. When the heat inputs of plasma-MIG hybrid welding were 2.52, 2.95 and 3.42 kJ/cm respectively, the welding hot cracking susceptibility decreased and then increased with the heat input increasing. The type of cracking in partially melted zone of base metal was liquation cracking, and that of weld zone was solidification cracking. When the heat input was 2.95 kJ/cm, the welding hot cracking sensitivity was the least, and the welding cracking was solidification cracking. Compared to MIG welding joints, the hot cracking susceptibility of plasma-MIG hybrid welding joints decreased by 47% under the same conditions.
Keywords:
7075铝合金为Al-Zn-Mg-Cu系超硬铝合金,具有密度低、强度高、韧性和腐蚀性好、加工性能好等优点,广泛应用于航空航天、交通运输、舰艇和武器装备等领域[1]。7075铝合金热导率高,线膨胀系数大,采用传统熔焊方法进行焊接时,熔池金属在冷却过程中形成低熔点共晶相,从而导致焊接热裂纹的产生[2,3,4]。目前,在工程领域焊接超硬铝合金时,仍以常规的熔化极惰性气体保护焊(MIG焊)和非熔化极惰性气体钨极保护焊(TIG焊)为主,但也有研究采用新型MIG焊、激光焊、搅拌摩擦焊等先进焊接方法,如刘长军等[5]采用ER5556焊丝对7075铝合金进行双脉冲MIG焊,接头热影响区晶界处形成的低熔点共晶物较少,因而具有较好的抗热裂纹性能,但焊缝金属的强度仍只有母材的55%~65%。田盛[6]采用CO2激光填丝焊方法,分别选用AlMg4.5MnZr焊丝和AlSi12焊丝焊接7075铝合金,焊缝成形良好,无热裂纹产生,但在焊接过程中由于铝合金对激光束的高反射率和其自身良好的散热性能,使得激光热源的利用率大大降低,甚至难以形成“匙孔”效应。合金中低沸点、低电离能元素Mg、Zn也使等离子体中的电子密度大大提高,从而吸收过多的激光能量,使得“匙孔”难以维持连续存在,导致焊接过程的不稳定。Rao等[7]、Kumar等[8]和Sivaraj等[9]采用搅拌摩擦焊方法对7075-T651铝合金板材进行了焊接,结果表明搅拌摩擦焊能够较好地解决超硬铝合金焊接热裂纹及气孔问题,接头也具有较好的力学性能,但与普通熔焊方法相比,其焊接速率较慢,且搅拌头与焊件之间存在很大作用力,需要高刚度夹具系统对被焊工件进行精确定位,因此焊接局限性较大。
等离子-MIG复合焊是由等离子焊与MIG焊这2种成熟的焊接工艺结合而成的一种新型复合热源焊接方法。与传统MIG焊相比,等离子-MIG复合焊主要被用于有色金属的焊接,特别是在Al和铝合金的焊接方面[10]。该工艺在焊接铝合金时,具有焊接速率快、焊接过程稳定、无飞溅、气孔少、晶粒小等优点[11,12,13],在装备制造领域具有广泛的应用前景。荷兰于1981年将等离子-MIG复合焊运用到原子反应堆用件的铝合金管角焊缝上;美国在汽车内部铝合金结构件的自动焊接上,采用等离子-MIG复合焊取代价格昂贵的激光焊[14]。近些年来,国内外对等离子-MIG复合焊接技术开展了大量研究工作[15,16,17,18]。刘正[16]通过研究AZ31B镁合金型材等离子-MIG复合焊对焊缝成型及组织性能的影响发现,采用直流等离子-MIG复合焊可以有效减小镁合金的焊接应力,控制热裂纹的产生。杨涛[17]对2219铝合金等离子-MIG复合焊工艺进行了优化实验,使焊接接头的强度系数达到70.3%,焊接热裂纹倾向减弱,仅以微小的结晶裂纹形式存在。但是,目前对等离子-MIG复合焊的研究大都集中于同轴式焊接工艺,对旁轴式等离子-MIG复合焊的研究较少,尤其是针对7系超硬铝合金等离子-MIG复合焊接热裂纹敏感性问题鲜见报道。
焊接熔深是衡量接头承载能力的最重要的焊缝成形尺寸参数,而良好的焊缝成形是确保接头焊接质量的重要前提。通过合理选择焊接工艺参数,既能保证焊缝完全熔透并获得良好成形,又能有效控制焊接热裂纹。本工作采用一次回归正交设计方法,对7075铝合金板等离子-MIG复合焊进行焊接工艺参数优化,并在此优化参数的基础上,通过热模拟实验和鱼骨法焊接热裂纹实验,研究评价7075铝合金及其焊接接头的热裂纹敏感性,从而为等离子-MIG复合焊方法在轨道列车铝合金车体制造中的应用提供依据。
实验母材选用厚度4 mm的7075-T6铝合金板材,供货状态为固溶+完全人工时效处理,即加热到470 ℃保温120~150 min后水淬,随后升温4 h至120 ℃再保温24 h。合金的显微组织为在α-Al基体上弥散分布T相(Al2Mg3Zn3)、S相(Al2CuMg)和M相(MgZn2)等主要强化相,其中α-Al基体晶粒沿着变形方向呈带状或纤维状特征[19]。焊接材料选用直径1.2 mm的ER5183焊丝,等离子工作气体和焊接保护气体均为纯度99.9%的Ar气体。铝合金母材及焊丝的化学成分和力学性能分别见表1和2。
表1 铝合金母材及焊丝化学成分
Table 1 Chemical compositions of 7075-T6 aluminum alloy and ER5183 (mass fraction / %)
| Material | Si | Fe | Cu | Mg | Zn | Ti | Pb | Cr | Mn | Al |
|---|---|---|---|---|---|---|---|---|---|---|
| 7075-T6 | 0.09 | 0.29 | 1.45 | 2.23 | 5.34 | 0.05 | 0.03 | - | - | Bal. |
| ER5183 | 0.3 | 0.1 | 0.1 | 4.5 | - | 0.1 | - | 0.1 | 0.8 | Bal. |
表2 铝合金母材及焊丝力学性能
Table 2 Mechanical properties of 7075-T6 aluminum alloy and ER5183
| Material | Yield strength / MPa | Tensile strength / MPa | Elongation / % |
|---|---|---|---|
| 7075-T6 | ≥435 | ≥505 | ≥8 |
| ER5183 | ≥125 | ≥275 | ≥17 |
等离子-MIG复合焊接采用等离子-MIG复合焊接机器人系统,该系统包括Super-MIG等离子焊机及旁轴式等离子复合一体化焊枪、TransPuls Synergic 5000 CMT气体保护焊机、MOTOMAN-HP20D机器人及焊接变位机等。将焊缝熔深作为评定指标,采用一次回归正交实验方法优化焊接参数。接头为I型坡口对接焊形式,钝边与间隙均为零,保护气体流量22~26 L/min。
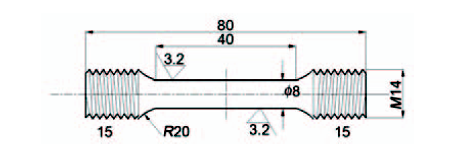
利用Gleeble-1500热模拟试验机进行热塑性实验,测定7075-T6铝合金的脆性温度区间(BTR),以评价其热裂纹倾向。试样形状及尺寸如图1所示。
热塑性实验分为加热阶段和冷却阶段[20]。在加热阶段,试件以10 ℃/s的加热速率加热到不同的实验温度(T),保温2 s后以20 mm/s的速率拉断试样,测量试样的抗拉强度(Rm),获得加热阶段的Rm-T曲线,确定零强度温度。在冷却阶段,试样以10 ℃/s的加热速率加热到570 ℃,保温2 s后以10 ℃/s的冷却速率冷却到不同的实验温度,保温2 s后以20 mm/s的速率拉断试样,测量不同实验温度下断面收缩率(Z),绘制冷却阶段的Z-T曲线,确定母材的零塑性温度。根据测得的零强度温度和零塑性温度确定7075-T6铝合金的脆性温度区间。
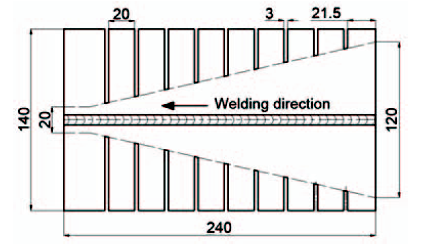
采用鱼骨法[21,22]进行焊接热裂纹敏感性实验,试样形状及尺寸如图2所示。热裂纹敏感性计算公式为[23]:
式中,A为裂纹敏感性,%;lt为裂纹长度,mm;l0为焊缝长度,mm。
图2 鱼骨法焊接热裂纹试件示意图
Fig.2 Schematic of samples for fish-bone welding hot cracking tests (unit: mm)
焊后用Keller试剂(2 mL HF+3 mL HCl+5 mL HNO3+190 mL H2O)浸蚀试样,在Supra 55场发射扫描电镜(SEM)上对接头进行形貌和能谱(EDS)分析。
等离子-MIG复合焊接时,在其它工艺条件一定的情况下,等离子电流IP、MIG电流IMIG、焊接速率v和等离子工作气体流量Q是决定焊缝熔深的主要焊接工艺参数[24],因此选此4个参数作为研究对象。首先对焊接参数的因素水平进行编码,设z1、z2、z3、z4分别为等离子电流x1、MIG电流x2、焊接速率x3及等离子气流量x4的编码值,则其线性变换式为:
式中,zj为编码值,xj为焊接参数,x0j为参数的零水平,
表3 自然因素水平及其编码
Table 3 Levels of nature factors and its codings
| Level | zj | IP (x1) | IMIG (x2) | v (x3) | Q (x4) |
|---|---|---|---|---|---|
| Lower | -1 | 80 | 120 | 90 | 5 |
| Zero | 0 | 100 | 150 | 100 | 6 |
| Upper | 1 | 120 | 180 | 110 | 7 |
| Range | Δj | 20 | 30 | 10 | 1 |
本实验选用L8 (27)正交表,需要8次实验,回归方程的拟合度检验还需再增3个零水平实验。当不考虑参数交互作用时,一次回归方程如下:
式中,
根据正交实验结果(图3及表4)求得以编码值为变量的一次回归正交方程为:
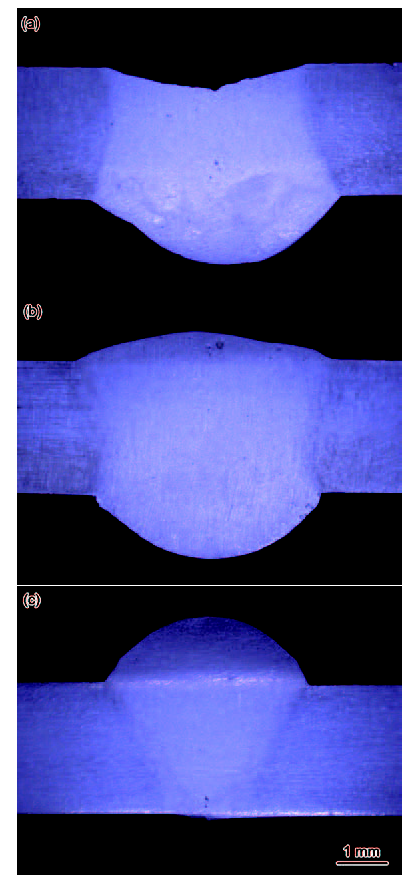
图3 正交实验的部分焊缝成形
Fig.3 Partial weld formation of orthogonal test schemes(a) No.1 (b) No.2 (c) No.3
表4 正交实验方案及结果
Table 4 Orthogonal test scheme and its results
| No. | z1 | z2 | z3 | z4 | IP (x1) | IMIG (x2) | v (x3) | Q (x4) | y | Forming condition |
|---|---|---|---|---|---|---|---|---|---|---|
| 1 | 1 | 1 | 1 | 1 | 120 | 180 | 110 | 7 | 4.00 | Over penetration |
| 2 | 1 | 1 | -1 | -1 | 120 | 180 | 90 | 5 | 4.00 | Well-formed |
| 3 | 1 | -1 | 1 | -1 | 120 | 120 | 110 | 5 | 2.46 | Lack of penetration |
| 4 | l | -1 | -1 | 1 | 120 | 120 | 90 | 7 | 4.00 | Over penetration |
| 5 | -1 | 1 | 1 | -1 | 80 | 180 | 110 | 5 | 3.04 | Lack of penetration |
| 6 | -1 | 1 | -1 | 1 | 80 | 180 | 90 | 7 | 4.00 | Well-formed |
| 7 | -1 | -1 | l | 1 | 80 | 120 | 110 | 7 | 1.68 | Lack of penetration |
| 8 | -1 | -1 | -1 | -1 | 80 | 120 | 90 | 5 | 2.14 | Lack of penetration |
| 9 | 0 | 0 | 0 | 0 | 100 | 150 | 100 | 6 | 3.30 | Lack of penetration |
| 10 | 0 | 0 | 0 | 0 | 100 | 150 | 100 | 6 | 3.51 | Lack of penetration |
| 11 | 0 | 0 | 0 | 0 | 100 | 150 | 100 | 6 | 3.06 | Lack of penetration |
对回归方程的系数显著性检验结果列于表5。可以看出,MIG电流对焊缝熔深影响最为显著,其次是等离子电流,再次是焊接速率,而等离子气体流量的影响最小。
表5 一次回归方程显著性分析
Table 5 Analyses of significance of the linear multivariate regress equation
| Source of variance | SS | Df | MS | F | Significance | |
|---|---|---|---|---|---|---|
| z1 | 1.6200 | 1 | 1.6200 | 15.55 | * * | |
| z2 | 2.8322 | 1 | 2.8322 | 27.18 | * * | |
| z3 | 1.0952 | 1 | 1.0952 | 10.51 | * | |
| z4 | 0.5202 | 1 | 0.5202 | 4.99 | * | |
| Regression | 6.0676 | 4 | 1.5169 | 14.56 | * * | |
| Residual | 0.6253 | 6 | 0.1042 | |||
| Sum | 6.6929 | n-1=10 | ||||
将式(4)中的zj用xj表示,则获得预测焊缝熔深的回归方程为:
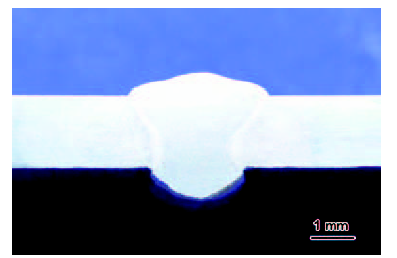
为保证4 mm厚度7075-T6铝合金板完全熔透并获得良好的焊缝成形,利用熔深预测方程对等离子-MIG复合焊接参数进行预测结果为:IP=100 A,IMIG=180 A,v=90 cm/min,Q=5 L/min。参照优化的焊接参数进行焊接,获得的焊缝成形如图4所示。焊缝成形良好,试板完全熔透,焊缝熔深与板厚相等。将优化的焊接参数带入式(5),计算得出熔深为3.989 mm,相对误差为0.275%,拟合效果良好。
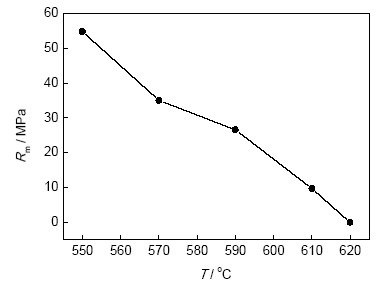
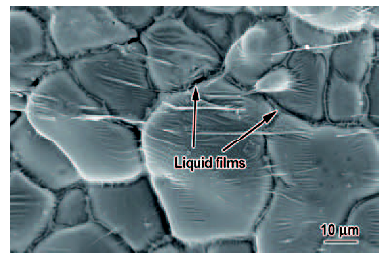
通过对7075铝合金母材进行热塑性实验,测得加热阶段峰值温度与抗拉强度之间的Rm-T曲线如图5所示。由图可知,加热峰值温度在550~620 ℃区间时,随着峰值温度的升高,母材的抗拉强度明显降低;当峰值温度达到620 ℃时,其抗拉强度几乎为0。由此确定母材的零强度温度为620 ℃。该温度下拉伸试样断口形貌的SEM像见图6。可以看出,连续的液态薄膜覆盖于卵石状晶粒之间,表明在此加热峰值温度下晶界区域已基本熔化,晶粒界面无结合强度。
图5 加热阶段抗拉强度-温度曲线
Fig.5 Rm-T curve during heating process (Rm—tensile strength, T—temperature)
图6 零强度温度试样断口形貌SEM像
Fig.6 SEM image of fracture surface of sample at zero strength temperature
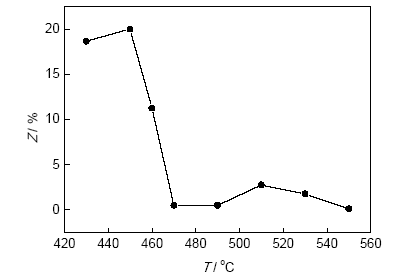
图7为冷却阶段的Z-T曲线。可以看出,冷却温度在470~550 ℃范围时,试样的断面收缩率均小于5%,而当冷却温度降至460 ℃时,母材的塑性得以恢复,断面收缩率达10%以上,由此确定470 ℃为母材的零塑性温度。图8为冷却温度为470 ℃时拉伸试样断口形貌的SEM像。可以看出,晶粒表面覆盖一层低熔共晶薄膜,说明在该冷却温度下,晶界间的低熔共晶物以液态形式存在,从而显著降低了高温塑性。
图8 零塑性温度试样断口形貌SEM像
Fig.8 SEM image of fracture surface of sample at zero ductility temperature
一般地,将零强度温度作为脆性温度区间的上限,将冷却过程中的塑性恢复温度作为脆性温度区间的下限,因此确定7075-T6铝合金母材的脆性温度区间范围为470~620 ℃,脆性温度区间的宽度约为150 ℃,表明该铝合金具有较高的热裂纹倾向。
鉴于等离子-MIG复合焊接时,其中的MIG电流对焊缝熔深的影响最为显著,因此在优化的最佳焊接参数的基础上,在其它参数不变的条件下,对MIG电流分别选取150、180和210 A进行鱼骨状焊接热裂纹实验,焊接热输入量相应为2.52、2.95和3.42 kJ/cm。为了与常规MIG焊进行比较,增设一组热输入为2.95 kJ/cm的MIG焊接热裂纹实验。
焊接热裂纹敏感性实验结果见表6,裂纹的宏观形貌特征如图9所示。可见,随着MIG电流增大,即热输入量的提高,等离子-MIG复合焊接热裂纹敏感性呈现出先降低后升高的变化规律。当热输入量分别为2.52和3.42 kJ/cm时,焊接热裂纹敏感性均较高,热输入为2.95 kJ/cm时,热裂纹敏感性最小。此外,与常规MIG焊相比,采用等离子-MIG复合焊接方法,当热输入同为2.95 kJ/cm时,接头的热裂纹敏感性下降约47%。根据Prokhorov理论[25],金属在脆性温度区间内承受的应变越大越容易产生热裂纹。等离子-MIG复合焊的电弧能量要比常规MIG焊的更为集中,焊接变形更小,接头热影响区更窄[17,24],焊接过程中焊缝金属承受的拉伸应变量也低于MIG焊缝,因此其焊接热裂纹敏感性降低。
图9 焊接热裂纹宏观形貌
Fig.9 Macrostructures of samples after hot cracking susceptibility tests(a) 2.52 kJ/cm (b) 2.95 kJ/cm (c) 3.42 kJ/cm (d) MIG-2.95 kJ/cm
表6 焊接热裂纹敏感性实验结果
Table 6 Results of welding hot cracking susceptibility tests
| Welding process | Heat input / (kJcm-1) | Cracking sensitivity / % | Mean cracking sensitivity / % |
|---|---|---|---|
| Plasma -MIG | 2.52 | 72.92 | 86.39 |
| 92.50 | |||
| 93.75 | |||
| 2.95 | 39.58 | 45.14 | |
| 50.00 | |||
| 45.83 | |||
| 3.42 | 84.58 | 85.14 | |
| 86.25 | |||
| 84.58 | |||
| MIG | 2.95 | 88.56 | 88.86 |
| 90.15 | |||
| 87.86 |
由图10和11可以看出,当热输入为较小的2.52 kJ/cm时,焊缝金属区没有发现热裂纹,而在母材部分熔化区(PMZ)沿晶界分布着大量热裂纹,焊接热裂纹敏感性较高。由表1可知,母材基体Al:Cu:Mg:Zn的原子比为94.47:0.65:2.58:2.30。由图12和表7的EDS结果可知,PMZ裂纹周围的Al含量比基体的Al含量要低,而Zn含量增加,Mg的含量变化不大。由于Zn/Mg原子比约为1,表明PMZ晶界存在MgZn[26,27,28]低熔点共晶相,在焊接热循环作用下晶界发生局部液化,并在熔池金属凝固收缩过程中产生拉应力使得PMZ沿晶界开裂,显然此裂纹为母材部分熔化区液化裂纹,液化裂纹的断口呈粗大的圆滑凸带状形貌特征,如图11a所示。
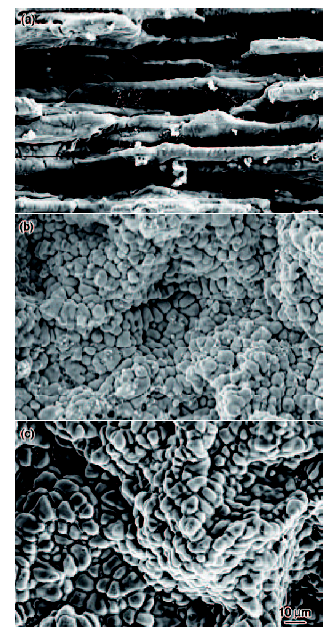
图10 不同热输入下焊接热裂纹微观组织
Fig.10 Microstructures of WZ (a, c, e) and PMZ (b, d, f) of hot cracking at the heat inputs of 2.52 kJ/cm (a, b), 2.95 kJ/cm (c, d) and 3.42 kJ/cm (e, f) (WZ—weld zone, FZ—fusion zone, PMZ—partially melted zone)
图11 不同热输入下焊接热裂纹断口微观形貌
Fig.11 Microstructures of fracture surface of samples at the heat input of 2.52 kJ/cm (a), 2.95 kJ/cm (b) and 3.42 kJ/cm (c)
图12 热输入为2.52 kJ/cm时母材部分熔化区裂纹附近的SEM像和EDS元素分布图
Fig.12 SEM image (a) and EDS element maps of Al (b), Mg (c), Zn (d) of the area around the crack in PMZ of base metal at 2.52 kJ/cm
表7
Table 7 EDS analyses of grain boundary of PMZ in
| Position | Al | Cu | Mg | Zn |
|---|---|---|---|---|
| 1 | 93.22 | 1.73 | 2.51 | 2.54 |
| 2 | 93.05 | 2.30 | 2.25 | 2.40 |
| 3 | 92.25 | 2.11 | 2.89 | 2.75 |
| Mean | 92.84 | 2.05 | 2.55 | 2.56 |
当热输入为较大的3.42 kJ/cm时,焊接热裂纹敏感性也较高,且均沿着焊缝中心纵向开裂,而在母材部分熔化区没有裂纹。焊缝热裂纹断口呈凹凸不平的鹅卵石状断口形貌特征,晶界表面圆滑,等轴晶粒相对较大。从断口形貌可以推断,裂纹形成于焊缝金属冷却凝固过程中的固-液态阶段。在此阶段,随着结晶过程继续进行,低熔点共晶液相被排挤在树枝状晶粒间不能自由流动而形成液态薄膜,在焊缝收缩形成的拉应力作用下沿着晶间液膜发生开裂,从而形成结晶裂纹,如图11c所示。
当焊接热输入为介于两者之间的2.95 kJ/cm时,焊接热裂纹同样呈沿焊缝中心纵向开裂特征,母材部分熔化区虽未发现热裂纹,但在局部区域存在不连续点状微坑。该现象说明在此热输入条件下,焊接接头的热裂纹倾向近似地处于焊缝结晶裂纹与母材熔合区液化裂纹之间的临界状态,宏观表现为相对较低的焊接热裂纹敏感性。焊接热裂纹的微观断口也同样为鹅卵石状形貌,等轴晶粒相对细小,晶界表面比较圆滑,也属于典型的焊缝结晶裂纹,如图11b所示。
由此可见,随着焊接热输入的增加,焊接热裂纹的类型逐渐由母材部分熔化区的液化裂纹转变为焊缝金属区的结晶裂纹,而焊缝结晶裂纹倾向逐渐增大的原因主要是:本实验选择约含5%Mg的铝合金焊丝,可有效降低铝合金焊接时焊缝金属的热裂纹倾向,即焊缝区的热裂纹敏感性低于母材部分熔化区[23]。此外,由图10a、c、e可以看出,焊接热输入增加,焊缝树枝状晶粒则逐渐长大,晶界低熔点共晶物也随之增多[29],并且沿晶界由分布零散状态,逐渐变化为集中沿着晶界呈断续的分布状态。同时,焊缝金属的拉伸应变随着热输入的增加而相应增大,当热输入量达到某一阈值时,焊缝拉伸应变大于铝合金脆性温度区间的最小应变时,即沿着晶界产生结晶裂纹[30,31],而焊缝结晶裂纹在相邻母材的部分熔化区附近释放出绝大部分拉伸应变,因此不会再在母材部分熔化区产生液化裂纹。当焊缝结晶开裂释放出的拉伸应变不足够多时,相邻母材部分熔化区所受拉伸应变虽不足以产生液化裂纹,但会形成一些不连续的微坑[32,33],如图10d所示。显然,通过合理控制焊接热输入量,可在不产生母材部分熔化区液化裂纹的同时,降低焊缝金属的结晶裂纹敏感性。
(1) 基于回归正交实验法建立了厚度4 mm 7075高强铝合金等离子-MIG复合焊缝熔深预测方程y=0.144+0.023x1 (等离子电流)+0.02x2 (MIG电流)-0.037x3 (焊接速率)+0.255x4 (等离子气流量),并通过优化获得了最佳的焊接工艺参数,其中MIG电流对焊缝熔深的影响最为显著,其次为等离子电流,再次为焊接速率,等离子气体流量的影响最小。
(2) 7075铝合金母材的脆性温度区间为470~620 ℃,区间宽度约为150 ℃,表明其具有较高的焊接热裂纹倾向。
(3) 厚度4 mm 7075铝合金等离子-MIG复合焊接时,随着热输入的增加,焊接热裂纹敏感性呈现先降低后升高的变化规律,热裂纹类型也由母材部分熔化区的液化裂纹转变为焊缝金属区的结晶裂纹,但均呈沿晶开裂特征,其中当热输入为2.95 kJ/cm时,焊接热裂纹敏感性最小。
(4) 与常规MIG焊相比,采用等离子-MIG复合焊方法焊接7075铝合金时,焊接热裂纹敏感性减小。
(责任编辑:李海兰)
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}