
王强 , 何明
, 何明
WANG Qiang, HE Ming
文献标识码: TF19
文章编号: 0412-1961(2018)02-0228-19
通讯作者:
收稿日期: 2017-08-30
网络出版日期: 2018-02-20
版权声明: 2018 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介 王 强,男,1971年生,教授,博士
展开
摘要
电磁场是控制冶金及材料制备过程中传热、传质、流体流动及金属凝固等物理化学变化的重要手段,对于提高生产效率和产品质量具有重要意义。本文主要综述了近些年来电磁场在冶金过程中典型应用技术的数值模拟研究进展,包括电磁热在电磁出钢技术和中间包感应加热中的应用,电磁力在电磁旋流水口连铸技术、软接触电磁连铸技术、中间包电磁冶金技术等中的应用以及电磁力对金属凝固组织的影响与控制,综合利用电磁热和电磁力的冷坩埚合金熔铸技术等。通过数值模拟的方法可以准确掌握冶金和材料制备过程中电磁场的作用规律,进而预测、分析、优化冶金过程,这对电磁冶金新技术的推广应用至关重要。
关键词:
Abstract
The application of electromagnetic fields is an important way to control the physical and chemical changes of heat transfer, mass transfer, fluid flow and solidification in metallurgical and material preparation processes. It is of great significance to improve the production efficiency and product quality. In this paper, the authors summarize the research contents and progress of numerical simulation on several typical applications of electromagnetic technology in metallurgical fields in recent years, including the electromagnetic steel-teeming technology using induction heating and induction heating technology of a tundish, the applications of electromagnetic force such as the electromagnetic swirling technology in submerged entry nozzle, the soft-contact mold electromagnetic continuous casting technology and the electromagnetic metallurgical technology for tundish, the influence and control of electromagnetic force on so lidified structure evolution, and also the electromagnetic cold crucible technology with comprehensive utilization of induction heat and electromagnetic force. Numerical simulation, as an important research method, is a very important tool in finding out the mechanism and rules of electromagnetic fields during metallurgical and material preparation processes to predict, analyze, and optimize metallurgical processes.
Keywords:
工业技术的不断发展有效促进了高品质、高生产率、环境友好的冶金及材料制备技术的发展[1,2]。在冶金及材料制备过程中,伴随着大量的传热、传质、流体流动及金属凝固等复杂的物理化学变化,有效控制这些过程对提高金属的质量及生产效率起到至关重要的作用[3,4,5]。电磁场技术因其独特的热效应及力效应,广泛应用于冶金、材料制备等领域,从而形成了一系列电磁冶金技术。电磁冶金技术利用电磁场的力效应或热效应等来实现对冶金过程中能量传输、流体运动和形状的控制,从而达到优化冶金过程、提高生产效率、改善产品质量和提高性能的目的[6]。传统的电磁冶金技术,如电磁搅拌、电磁制动技术等,已日趋成熟并被应用于冶金生产中。近年来,为适应冶金生产自动化和智能化发展的需要,新一代的电磁冶金技术不断涌现,如钢包电磁出钢技术、电磁旋流水口连铸技术以及钢的软接触电磁连铸技术等[7,8,9]。
为促进新一代电磁冶金技术的推广与应用,需要通过一些研究方法对其电磁场的作用机制和应用效果进行预测和分析,从而指导冶金过程优化。数学方法和计算机技术的快速发展,使得数值模拟成为许多难以用理论分析求解的复杂问题研究的重要手段[10]。由于冶金与材料制备技术的研究涉及热、力及流动等复杂的变化过程,并且相关实验大多存在设备体积大、成本高、实验耗时长及获得数据有限等难题,因此数值模拟被广泛地应用于连铸过程感应加热、结晶器流场与凝固过程控制及金属合金冷坩埚熔炼等内容的研究和开发,提高了研发效率,缩短了研发周期[11,12,13,14]。Liu等[15]以某钢厂生产用钢包为原型通过数值模拟的方法分析了电磁出钢技术的生产工艺及操作参数,加速了电磁出钢技术从实验室研究向钢厂生产实际的推广。Li等[8,16]通过数值分析的手段分别研究了电磁旋流水口连铸技术对于方坯、圆坯、板坯结晶器流场分布的影响,在此基础上设计并改进了电磁旋流装置及水口结构,使其能够更适应于钢厂实际,同时改善铸坯缺陷。本文在作者所在课题组开展的电磁出钢技术、电磁旋流水口技术、两段式无缝软接触结晶器电磁连铸技术等研究基础上,结合国内外相关研究成果,主要从电磁热、电磁力及两者综合应用的3个方面对电磁场在冶金领域应用的代表性技术的数值模拟研究进展进行总结和分析。
电磁感应加热具有加热快速、高效、无接触、无污染并可自动控制等特点,是金属熔炼和热处理等过程的首要选择[17,18,19]。在钢铁冶金过程中,电磁感应热的最新应用主要包括电磁出钢技术及中间包感应加热技术。
钢包出钢过程是连铸生产的重要环节,目前广泛应用的是传统的滑动水口出钢技术,该技术存在引入引流砂等外来夹杂物、自开率不能达到100%等不足[20,21]。为解决以上问题,作者课题组[22,23,24]提出了基于感应加热原理的电磁出钢技术,其原理如图1所示。其工艺过程简述为:钢包空包时,在周围布置有感应线圈的上水口内填充与钢液成分相同或相近的Fe-C合金以代替引流砂;当钢包盛装钢液到达浇注位之后,打开滑板,烧结的Fe-C合金在感应热的作用下表面软化或熔化,从而在钢液静压力作用下完成出钢过程[25,26]。该技术具有操作简单、易于控制的特点。
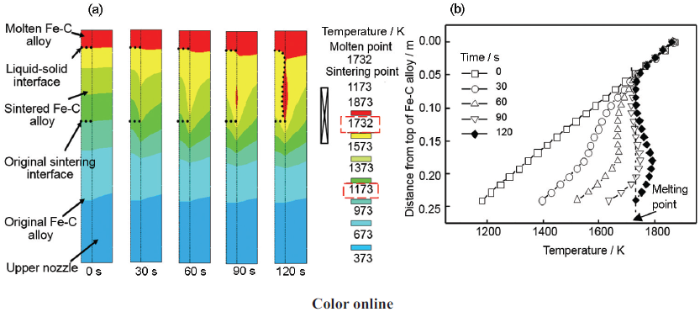
图2 Fe-C合金和上水口的温度随时间t的分布和变化[
Fig.2 Distribution and change of temperature of Fe-C alloy and upper nozzle with different time t [
(a) temperature distribution(b) temperature change of Fe-C alloy outer surface
图3 电磁出钢系统对钢包底壳温度分布的影响[
Fig.3 Influence of electromagnetic steel-teeming system on temperature distribution of ladle bottom shell[
Gao等[27]采用数值模拟的方法验证了该技术的可行性。与传统的引流砂在钢包底部形成的烧结层不同,安装电磁出钢系统的钢包盛装钢水后,Fe-C合金会随着钢液热量的不断传入而发生烧结。利用瞬态热分析对钢包上水口处的温度分布进行了研究。图2[27]给出了Fe-C合金和上水口的温度随时间的分布和变化。由图2a可见,感应加热开始前(0 s时),由于钢液同钢包底部外表面存在温度差,在上水口内形成自上而下的温度梯度。上水口中Fe-C合金主要分为4层,从上至下分别为液态合金、液态烧结的合金、固态烧结的合金和原始松散的合金。施加感应加热后(30~90 s时),上水口处的温度分布发生了明显变化。Fe-C合金的固/液界面随着感应加热的进行逐渐下移,同时平界面转变为弯曲界面。最高温度出现在烧结层表面,这意味着感应电流集中在Fe-C合金的外表层,并且成为Fe-C合金加热的热源。Fe-C合金表层的温度随位置的变化曲线如图2b所示。在感应加热的作用下,Fe-C合金表层的温度随着加热时间的延长而显著增加。在120 s时,烧结的Fe-C合金表层温度均在1732 (熔点)~1800 K之间,达到了Fe-C合金的熔点。拉开滑板后,钢液会随着原始疏松层和熔化的烧结层流入中间包,完成顺利出钢。
为推进该技术的实际工业应用,Liu等[15]以某钢厂110 t钢包为原型,分别计算了适用于该钢包的电磁出钢系统的线圈直径、线圈高度及线圈位置等设计参数,为工业实验中感应线圈及电源的生产提供了一定的理论依据。最后,为了考察电磁出钢系统对钢包稳定性和安全性的影响,分别计算了安装电磁出钢系统前后钢包底壳的温度分布,同时分析了电磁出钢系统工作120 s后钢包底壳的温度分布,如图3[28]所示。由结果可知,安装电磁出钢装置对于钢包底壳的温度影响不大,也不会影响到钢包的安全性能[28]。在以上研究的基础上,目前电磁出钢技术的研究已处于工业中试和推广阶段。
连铸过程中,中间包在浇注初期、换包及浇注末期都会出现不同程度的热损失,导致钢水大幅度降温,这会严重影响铸坯质量,同时也会降低连铸生产率和收得率[29,30]。中间包感应加热技术是利用电磁感应加热对中间包钢液温度进行补偿的新技术。它的基本原理是交变电流产生交变的磁通,使钢液内部产生感应电流,从而产生Joule热,提高钢液的温度。研究[31,32,33]发现,中间包感应加热不仅能补偿中间包钢水的温降从而精确控制中间包内的钢液温度,同时对于去除钢水中的夹杂物以提高铸坯质量具有重要作用,除此之外还具有加热效率高、设备简单、运行安全可靠、操作维护方便等优点。
为了研究通道式感应加热中间包的加热效率及流场分布,丛林等[31]以直线型通道感应加热中间包为例,对流场及温度场进行了分析。结果表明,在一定条件下,钢液流经通道温度可以提升35 K,中间包出口温度可以提升30 K,并且弧形通道感应加热中间包的升温速率可以达到更高。中间包感应加热过程中,产生Joule热的同时也会产生一定的电磁力。Yue等[32]分析了有无感应加热时中间包钢液的流场及温度场,得出感应加热能够使钢液流经通道时的温度明显升高,同时感应加热过程中产生的电磁力也加速钢液的旋转,有利于夹杂物上浮。除此之外,Wang等[33]综合电磁场、传热、钢液流动的现象建立了耦合的数学模型,在此基础上计算了有无感应加热及不同功率感应加热时中间包钢液的温度场分布,同样证明了感应加热能够有效提高中间包的钢液温度,弥补中间包钢液温降,从而实现低过热度恒温浇铸。
图4 旋转室内夹杂物的湍流碰撞长大速率[
Fig.4 Growth rates of inclusions due to turbulent collision in rotation chamber[
离心流动中间包技术[34,35]是利用电磁场的非接触作用,在钢液中产生电磁力,驱动钢液在水平方向上旋转,使其中的夹杂物向中心聚集、碰撞长大并上浮。由于夹杂物上浮速度与夹杂物粒径的平方成正比,长大后的夹杂物上浮速度成倍提高,因此夹杂物去除效率大为增加。通过该技术能显著改善中间包内的流动状况并促进夹杂物的去除。但由于工艺尚不成熟,该技术尚未得到广泛应用和推广,相关学者主要采用数值模拟方法对其进行研究。
图5 中间包内的三维流线分布[
Fig.5 Three-dimensional streamlines in the tundish with (a) and without (b) rotation[
目前,中间包圆形腔内钢液在电磁力作用下的流动和夹杂物的去除有了较为全面的研究,但矩形腔内的钢液流场的特征还不明确。因此,王赟等[36]采用数值模拟方法对离心中间包内钢液的流动特征及夹杂物的运动行为进行了分析,其中夹杂物的生长速率如图4[36]所示。结果表明,在电磁力的作用下,旋转室内较强的湍动能极大地促进了夹杂物的碰撞与聚合,促进了夹杂物的生长;无离心作用时,夹杂物长大不明显。因此,离心中间包内的搅拌作用能够促进夹杂物的上浮与分离。除此之外,在旋转室切向出流的情况下,分配室内形成了水平环流。环流延长了夹杂物沿着液面运动的距离,也增大了夹杂物的去除机会,结果如图5[36]所示。
为了优化设计离心流动中间包的结构,赵利荣等[37]通过数值模拟的方法分别研究了设置矩形坝和T形坝时离心中间包内钢液的流动特征。研究发现,在电磁力的作用下,钢液在旋转室内产生了水平旋流,延长了夹杂物的停留时间,从而促进了夹杂物的碰撞和聚合,有利于夹杂物的去除。另外,T形坝不仅具有抑制偏流的作用,还能够改善钢液流动的不均匀性,从而减轻钢液对包壁的冲刷,同时减小偏流股上升至液面时导致的液面波动。
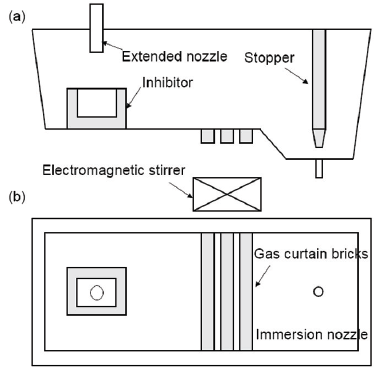
中间包吹Ar气技术是另外一种有效去除中间包钢液中夹杂物的方法。其基本原理是在中间包底部某个位置安放条形透气砖,通过底吹Ar气的方式形成一个微气泡气幕挡墙,将钢液中的夹杂物吸附到钢液与覆盖剂的界面从而分离出去[38]。为了进一步提高该技术的夹杂物去除效率,Huang和Chao[39]提出了在中间包周围增加电磁装置,并研究了该装置产生的电磁场对吹氩技术去除夹杂物的效果的影响,其装置示意图如图6[39]所示。通过数值模拟和相关的实验研究,发现施加电磁场能够明显促进中间包夹杂物的去除。当夹杂物直径小于50 μm时,夹杂物去除率增加了48%;当夹杂物直径小于20 μm时,夹杂物去除率与只有底吹Ar气时相比增加了76%。因此,通过增加电磁装置的底吹Ar气技术能够明显去除夹杂物,提高钢材的洁净度,从而满足洁净钢生产的需求。目前该技术仍处于研究状态。
图6 中间包结构示意图[
Fig.6 Geometric diagram of tundish from front view (a) and top view (b)[
中间包流动控制是提高钢液质量的重要环节,传统方法是通过在中间包内设置T型坝以及浇注室等控流装置来控制中间包内钢液的流动。中间包内控流装置的存在能影响钢液的流动,但相关装置的存在导致中间包内有效体积减少。相关学者提出在中间包中使用电磁力作为控流技术抑制钢液流动,并且增加中间包内有效体积,从而提高钢液质量。在中间包容积不变的情况下,徐婷等[40]建立了稳恒磁场下中间包三维流动与传热的耦合模型,并研究了不同强度磁场下中间包内钢水的流动情况。结果表明,合理地调整铸坯拉速和磁感应强度,可以延长钢水在中间包内的停留时间。在与钢水流动速度相反的电磁制动作用下,流场分布发生了变化,减弱了钢水对中间包壁的冲击,同时出钢温度无明显下降。当磁感应强度为0.10 T时,出口钢水的平均温度下降0.46 K;改变磁感应强度,发现在0.10~0.15 T范围内时,效果更加理想。
为了研究电磁场装置能否替代中间包浇注室作用,Tripathi[41]通过增加电磁场装置分别研究了有无浇注室的情况下中间包内流体的流动特征,并对比了不同磁场强度对中间包流体流动影响的三维磁流体力学模型。结果表明,电磁场与浇注室的作用相同,可以影响中间包中流体流动特征。通过研究不同磁场强度对中间包内钢液流动的作用效果,发现电磁力可以替代浇注室影响中间包内的钢液流动。
Tripathi[42]提出可以将电磁力替代T型坝实现中间包的流动控制,并定义这种装置为电磁坝。如图7[42]所示,由电磁坝产生的流体流动特征与所期望的流动特性非常接近。但这种装置会导致中间包出口和弯月面处流体流动速度过快。为了解决这一问题,作者通过模拟发现可以通过2个电磁坝组合来消除在出口和弯月面处的不利影响。因此,可以用电磁坝替代传统中间包内的坝结构来控制中间包内流场。
图7 浇注室与电磁坝的时间停留分布(RTD)曲线对比[
Fig.7 Comparison of RTD curves for tundish with pouring chamber and tundish with three electromagnetic dams[
在连铸过程中,钢液在结晶器内进行复杂的传热、传质和凝固等过程,这些过程都与结晶器内钢液的流动有关,因此控制结晶器内的钢液流动对提高铸坯质量有着至关重要的作用。在连铸过程中可以通过电磁场产生的电磁力来控制或稳定钢液,从而达到提高铸坯质量的目的。电磁力在结晶器控流技术中的应用主要包括电磁搅拌技术、电磁旋流水口技术、电磁制动技术和软接触电磁连铸技术等。
电磁搅拌技术是指在连铸机不同位置安装电磁搅拌器,通过产生的电磁力驱动钢液旋转,从而改变钢液的流动、传热、传质,改善铸坯质量的技术[43]。根据电磁力产生的形式,电磁搅拌主要分为2种:第一种电磁搅拌装置产生的电磁力为线型,这种装置主要应用在板坯连铸生产过程[44,45];第二种产生的电磁力为旋转型,这种装置主要应用于圆坯和方坯。根据安装位置,电磁搅拌技术主要分为结晶器电磁搅拌[46,47]、二冷区电磁搅拌[48]和末端电磁搅拌[49],这里简要介绍结晶器电磁搅拌技术。
为了研究电磁搅拌对结晶器中钢液流动状态的影响,学者们做了大量数值仿真实验。Spitzer等[50]通过耦合Navier-Stokes方程和Maxwell方程组,推导出旋转磁场下圆坯内钢液所受电磁力的解析公式,并通过电磁搅拌下水银的流场分析验证了模型的准确性。Natarajan和El-Kaddah[51]用数值求解的手段研究了电磁搅拌作用下结晶器中钢液流场的分布,发现在电磁搅拌装置作用区域钢液旋转较强,并且在搅拌器上方存在二次流。Ren等[52]在考虑铸坯凝固的情况下研究了电磁作用下结晶器中钢液流场的分布,发现在考虑凝固组织影响时钢液旋转要弱很多;而且随着电流强度的增加,结晶器内钢液会出现偏流的现象。Yu和Zhu[53]研究了电磁搅拌作用下圆坯结晶器内夹杂物的运动行为,发现电磁搅拌能够延长夹杂物在结晶器内的停留时间,促进夹杂物的上浮。由于电磁搅拌技术相对较成熟,本文不再详述。
浸入式水口连接着中间包和结晶器,能够防止钢液二次氧化。钢液在通过浸入式水口流入结晶器时,可能会发生浸入式水口左右两侧流场不同的情况,简称偏流。偏流不仅会引起结晶器内钢液大的单侧流动而导致夹杂物与气泡难以上浮,也会加剧弯月面的波动导致卷渣从而引起铸坯缺陷。为了稳定偏流对结晶器中钢液流场的影响并进一步提高铸坯质量,目前所采用的方法主要是机械旋流水口连铸技术[54,55,56,57,58,59]。由于机械旋流水口技术的浸入式水口存在制造成本较高,旋流转子易损坏且易堵塞水口等缺点,所以无法满足连铸需要。在机械旋流水口的基础上,赫冀成等[60,61,62]提出了电磁旋流水口连铸技术。该技术是一种新型的电磁控流工艺,它在浸入式水口外侧安装电磁旋流装置,通过电磁力驱动钢液旋转,其原理如图8所示。
图8 电磁旋流水口技术示意图
Fig.8 Schematic of electromagnetic swirling technology in the submerged entry nozzle
为了验证电磁旋流水口技术能够到达机械旋流水口的效果,李德伟[8]在日本和歌山板坯机械旋流水口模型[59]的基础上(图9a[8]),将旋流转子去掉,并在相同高度位置设置电磁旋流装置,其结构如图9b所示。图9c为机械旋流水口的数值模拟结果,图9d为200 A、50 Hz电磁旋流水口的结果。比较二者的数值仿真结果,可以发现水口附近流场比较相似。因此,用电磁旋流装置代替机械旋流装置是可行的。
图9 机械旋流水口和电磁旋流水口示意图及水口出口流场图[
Fig.9 Simulation results of swirling flow nozzle with blade and electromagnetic swirling in the submerged entry nozzle (SEN)[
在上述研究的基础上,李德伟等[8,16]分别研究了电磁旋流水口对方坯、圆坯和板坯结晶器内流场和温度场的影响规律。图10[8]为电磁旋流对直径178 mm圆坯结晶器中钢液流场分布的影响。无电磁旋流时,钢液从浸入式水口中流出,流股较粗,钢液冲击深度较深。有电磁旋流时,结晶器内钢液的冲击深度明显变弱,钢液流场分布均匀,钢液上返流流动增加。从温度场分布可以看出,在有电磁旋流时结晶器内钢液温度分布更加均匀,且由于上返流流动的增强,弯月面温度提高。
图11[8]为电磁旋流水口连铸条件下板坯结晶器内流场和温度场分布。在电磁旋流作用下,钢液从水口中出流的方向与水平方向的夹角变小,而且旋流效应使水口出流发散,因此水口出流主流冲击深度变小,对结晶器窄面冲击变弱,上返流流速变小;由于钢液出流角度的提升,弯月面温度有所提升。
但在板坯电磁旋流连铸过程中,钢液在浸入式水口中发生旋转,虽然能够稳定浸入式水口内部的流场,但钢液从水口中流出之后流股的方向并不是与宽面平行的,而是与宽面成一定夹角,钢液会先冲击宽面之后再冲击窄面。为了避免钢液对宽面直接冲击,李德伟[8]对浸入式水口的形状进行了调整,如图12[8]所示。图12a为传统水口在电磁旋流作用下结晶器中钢液流场分布图,钢液从浸入式水口中出流之后,钢液流动与水平方向成一定夹角。图12b为调整后的浸入式水口流场图,此时钢液对宽面的冲击得到了抑制。
图10 有无电磁旋流圆坯结晶器钢液流场和温度场分布[
Fig.10 Flow fields (a, c) and temperature fields (b, d) in round billet mold without (a, b) and with (c, d) electromagnetic swirling in the submerged entry nozzle[
图11 有无电磁旋流水口板坯结晶器钢液流场温度场分布[
Fig.11 Flow field and temperature field in slab mold without (a) and with (b) electromagnetic swirling in the submerged entry nozzle[
图12 水口形状调整前后结晶器内流场矢量图[
Fig.12 Flow fields in mold without (a) and with (b) modified nozzle[
电磁制动技术[63]指在结晶器周围安装静磁场发生装置,通过静磁场和流动钢液的相互作用产生的电磁力来抑制钢液流动。其作用原理如图13所示。
电磁制动的数值仿真研究主要集中于电磁场对结晶器中钢液流场、温度场、弯月面波动、夹杂物和气泡的影响等。Ha等[64]耦合电磁场、流场及温度场,计算了电磁制动情况下板坯结晶器中钢液流场和铸坯坯壳的生长情况,发现电磁场能够弱化钢液对铸坯坯壳的冲击,有利于铸坯坯壳的生长。Li和Tsukihashi[65]研究了电磁制动下薄板坯结晶器内部钢液上表面漩涡,认为电磁场能够稳定上表面流速,从而有效抑制漩涡形成。Wang和Zhang[66]计算了电磁制动下气泡和夹杂物的传输行为,发现在电磁场作用下,更多气泡从水口和上表面二分之一处上浮,这可能吹破保护渣,造成钢液裸露。电磁制动技术对钢液内部整体夹杂物分布影响不大,能够减小铸坯中心夹杂物含量,但改善了铸坯表面夹杂物分布。Cukierski和Thomas[67]研究了电磁制动下不同连铸参数对结晶器中钢液流场的影响。Chaudhary等[68]用大涡模拟的方法研究了磁场对结晶器内钢液瞬态流场的影响,发现磁场作用位置对结晶器中钢液流场影响很大,如果位置不合理反而会恶化结晶器中钢液流场。由于电磁制动技术相对成熟并成功应用于连铸过程,本文不再详述。
软接触连铸技术是指在结晶器上部布置感应线圈,感应线圈内部通入交变电流产生交变磁场,磁场产生的电磁力将钢液推离结晶器内壁,形成一定形状的弯月面。这样会使结晶器和连铸坯之间保护渣的通道变宽,提高铸坯润滑条件,使传热均匀,拉坯阻力变小,铸坯表面的振痕和缺陷减轻。
目前有关软接触电磁连铸技术的研究主要集中在切缝式软接触结晶器[69,70]和新型无缝式软接触结晶器[71,72]。切缝式软接触结晶器存在切缝多、水冷复杂、结晶器内磁场不均匀等缺点,很难满足连铸生产。而无缝式结晶器又存在结晶器透磁率较低的缺点。综合2种因素,本课题组[73]提出了两段式无缝软接触结晶器。两段式结晶器的上部分由高透磁性的铜合金组成,下部分由导热性好的铜合金组成,如图14所示,这样既能发挥结晶器的透磁性优势,又不会影响到结晶器的冷却功能。
为了验证两段式无缝软接触结晶器电磁连铸技术是否能够满足连铸生产,Jin等[73]做了一系列数值仿真工作,研究重点主要是两段式结晶器内部电磁场分布以及新型结晶器对钢液凝固坯壳的影响。图15[73]给出了两段式结晶器系统和铸坯表面的磁场分布。图15a为两段式结晶器系统二维纵剖面的磁感应强度Bz的分布,磁场主要由上半段透过结晶器作用在钢液内部,而由于下半段结晶器的屏蔽作用较强,所以磁场较弱。从铸坯表面磁场分布(图15b)可以看出,磁场主要分布于铸坯上表面的区域。同时,在铸坯表面磁场周向分布均匀。
由于上半段结晶器材质有所改变,可能会影响到结晶器的冷却效果。为了考察两段式结晶器是否会影响铸坯坯壳生长,王强等[9]模拟了不同长度的两段式结晶器对铸坯坯壳厚度的影响。图16[9]为不同上半段长度结晶器情况下铸坯坯壳厚度的数值仿真结果。可以看出,随着结晶器上半段长度的增大,结晶器的冷却效果略有降低,但对铸坯坯壳的厚度影响不大,结晶器出口处的铸坯坯壳厚度都在16 mm以上,可以满足安全生产的要求。
本节所述4种技术的原理主要是通过电磁力控制结晶器内钢液的流场,在冶金过程中利用电磁力的技术还有电磁测速技术[74]、电磁泵技术[75]、电磁防漩技术[76,77]、电磁稳流和电磁加速技术[78,79]、电磁侧封技术[80]等。
图15 两段式结晶器系统和铸坯表面的磁场分布[
Fig.15 Magnetic flux density (Bz) distributions on the section of mold system (a) and the surface of strand (b)[
通常情况下,钢坯的凝固组织形貌从外表面向内部依次为细小等轴晶区(坯壳晶区或激冷层)、柱状晶区和中心等轴晶区[81]。目前,利用电磁力实现对钢坯凝固组织控制的技术日趋成熟,包括利用电磁力的凝固末端电磁搅拌技术、通过对金属熔体产生电磁振荡作用从而控制凝固组织的脉冲磁场冶金技术、以及电磁搅拌与离心铸造相结合的电磁离心铸造技术。这些技术都可以通过电磁力优化钢液流场与温度场以控制凝固组织演变和减少缺陷产生。
钢铁连铸过程应用的电磁搅拌技术[82]是利用外界电磁场产生电磁力的搅拌作用使熔液产生流动,强化熔液凝固过程的流动、传热和传质过程。而且,电磁力也可以促进细小晶体的游离,抑制柱状晶生长,以得到钢坯更高的等轴晶率,减少铸坯中心疏松和中心偏析等缺陷。
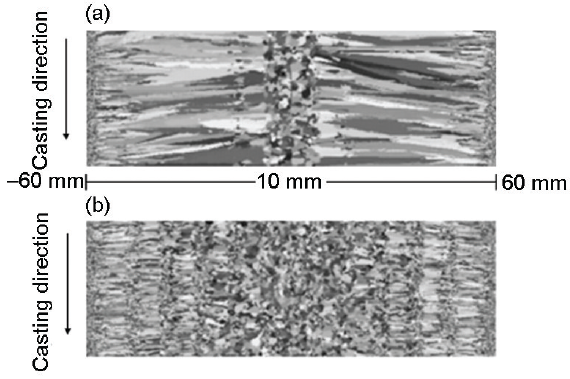
Yamazaki等[83]对连铸中Fe-0.7%C (质量分数)高碳钢凝固组织进行了数值模拟研究,根据连铸过程耦合传热计算和元胞自动机法,对结晶器有无电磁搅拌条件下的晶粒生长状况进行了对比分析。结果显示:有电磁搅拌时,可以得到与实验结果相似的凝固组织,能够观察到一部分等轴晶;而无电磁搅拌时,柱状晶由冷区向坯料中心生长,无法观察到等轴晶。耿明山和韩庆礼[84]根据Yamazaki实验的参数,对连铸坯结晶器段和二冷段整体建模,实现了对凝固过程的仿真分析,凝固过程不同时刻晶粒生长情况如图17[84]所示。并对连铸坯沿浇注方向截取平面的凝固组织进行了预测,如图18[84]所示。可以看出,在电磁场的搅拌作用下,铸坯由表面向内,依次生长细小等轴晶、柱状晶和中心等轴晶。通过电磁搅拌的作用,柱状晶发展受到抑制,中心等轴晶区比例增大。通过对实际生产中的连铸坯有无电磁搅拌凝固组织进行检测分析,结果证明二者有很好的吻合性。
图16 结晶器上半段长度(L)对凝固坯壳厚度的影响[
Fig.16 Effect of the length (L) of top half of mold on thickness of initial solidified shell[
图17 有电磁搅拌连铸方坯凝固组织模拟结果[
Fig.17 Simulated solidification microstructures of continuous casting billet with electromagnetic stirring (EMS)[
图18 连铸方坯凝固组织模拟结果[
Fig.18 Simulated microstructures of continuous casting billet without (a) and with (b) EMS[
Luo等[85]对连铸高碳钢末端电磁搅拌过程进行了数值模拟分析并与工业实验结果进行了对比,分析了电磁参数对截面尺寸为160 mm×160 mm钢坯的中心偏析指数的影响。当电流强度为400 A、频率为6 Hz时,距离弯月面7.8 m的电磁搅拌器中心截面处的流场分布如图19[85]所示。可以看出,中心截面流场为涡流,起到打断枝晶“搭桥”、促进柱状晶向等轴晶转变以及细化晶粒的作用。电磁搅拌使钢液产生对流运动,把凝固前沿富集的溶质元素冲散并分布更均匀,因此电磁搅拌可以减轻中心偏析的产生。
另一方面,在有色金属冶炼和制备过程中,电磁搅拌技术也能够对金属凝固组织细化和柱状晶向等轴晶的转变起到一定的作用。张衬新等[86]完成了电磁搅拌作用下对Al-5%Cu合金凝固组织的数值模拟。结果表明,施加电磁搅拌后,熔体内形成一个水平旋转的电磁力场,电磁力改变流动和传热过程,使铝合金温度场均匀,有利于铝合金晶粒的细化。除此之外,激光熔凝技术是用激光束将金属表面加热熔化到一定深度,然后自冷使熔融层凝固,使凝固组织细化均匀以达到使用要求的表面改性技术[87]。杨光等[88]对电磁搅拌作用下激光熔化凝固TA15钛合金熔池凝固进行研究。以三维动态磁-热双物理场耦合仿真模拟,分析了电磁场对激光熔池流场、温度场和固液界面处温度梯度和凝固速度的影响。发现采用电磁搅拌后,熔池温度分布更均匀,凝固速度几乎不受影响,只增加了1%~5%。同时,电磁搅拌会加强熔池内熔体的对流运动,固液界面温度梯度降低,凝固速度增加,有利于柱状晶向等轴晶转变。
脉冲磁场技术是将周期性变化的脉冲磁场施加于金属的凝固过程,通过对金属熔体产生周期性的电磁振荡作用,控制凝固组织的一种技术。杨院生等[89]提出了一种低压脉冲磁场晶粒细化技术,分析了低压脉冲磁场对镁合金凝固组织的影响。利用数值模拟分析了电磁力、流场对熔体的影响,结果如图20[89]所示。图中显示了脉冲磁场充、放电情况下熔体中电磁力的分布情况:充电时,所产生的电磁力指向熔体内壁;放电时,电磁力指向熔体芯部。持续施加脉冲磁场,电磁力的方向则会呈现周期性的变化,因此会对熔体产生电磁振荡作用。振荡作用会增加模壁处的形核率,并可以促进熔体内细小晶体向中心的游离,从而可以获得细小的凝固组织。
图20 脉冲磁场下电磁力的分布段[
Fig.20 Magnetic force distributions in melt during pulsed period at the charging stage (a) and discharging stage (b)[
电磁力与对流效应是晶粒细化和柱状晶向等轴晶转变的重要因素。但是电磁场在非轴对称形状铸件(如方坯)中的电磁力和流场分布与轴对称形状铸件(如圆坯)的差别很大。滕跃飞等[90]研究了低压脉冲磁场对K4169高温合金不同宽厚比矩形截面试件的晶粒细化作用,通过有限元模拟计算了矩形截面试件中电磁力和流场的分布情况,并结合实验和模拟结果分析了不同矩形截面宽厚比(1.0、2.0、4.5、5.5)对电磁力和流场,以及对脉冲磁场细化晶粒效果的影响。图21[90]是在第25 s时不同截面宽厚比脉冲磁场作用下熔体内的流动矢量图。在电磁力的作用下,熔体做四周向中心、中心向上下表面、上下表面到四周这种环流运动。宽面对环流的约束更大,使熔体流速减慢,其中宽厚比为5.5时的最大流速和平均流速是宽厚比为1.0时的0.4倍。熔体的流速直接影响凝固过程中晶粒细化的效果,故宽厚比为1.0的矩形试件晶粒细化效果最好,宽厚比为2.0、4.5和5.5的试件晶粒细化效果逐渐减弱。
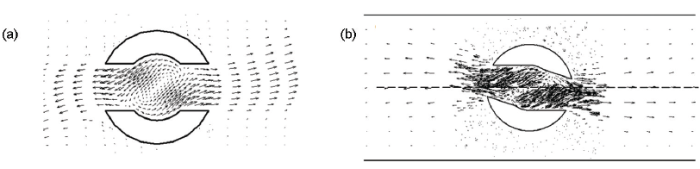
脉冲磁场技术能够起到细化晶粒的作用,应用前景广泛。但是,如果电磁参数选择不当,可能会引起金属熔体内部的强烈流动,导致熔体飞溅、杂质和气体卷入、凝固试样不致密等各种问题[91]。针对这一问题,翟启杰等[92]和Liu等[93]提出了脉冲磁致振荡凝固细晶技术以期有效解决上述问题。该技术的基本原理主要是在金属熔体外部施加高频率、窄脉宽的磁场,通过磁场的高速变化,在金属的固液界面处产生特定的电磁效应,从而达到细化凝固组织的目的,而且使整个熔体基本处于稳定状态。翟启杰等采用数值模拟的方法计算了脉冲磁致振荡作用下熔体内电磁力及流场分布,如图22[93]所示。结果显示,在此技术作用下,电磁力由侧壁指向熔体芯部,并且在线圈中心的位置电磁力达到最大值。因此,在熔体内部会产生相对稳定的漩涡,促进熔体内晶粒细化颗粒的搅拌直至均匀。
图21 第25 s时不同截面宽厚比下脉冲磁场在熔体中产生的流动矢量图[
Fig.21 Fluid patterns under pulsed magnetic field in rectangular samples at 25 s with the aspect ratios of 1.0 (a), 2.0 (b), 4.5 (c) and 5.5 (d)[
图22 脉冲磁致振荡作用下熔体内电磁力及流场分布[
Fig.22 Distributions of electromagnetic force (a) and flow field (b) in melt under pulse magneto oscillation[
电磁离心铸造技术[94,95]也称电磁离心凝固技术,是在传统的离心铸造基础上发展而来。此技术将离心铸造与电磁搅拌相结合,使金属熔液在磁场、离心力场和重力场共同作用下凝固的过程。贺幼良等[96]对电磁离心铸件的宏观组织凝固过程进行数值模拟,得到熔体的温度场结果,并计算出凝固过程的物理参数。确定了凝固界面前沿熔液的温度梯度G、界面生长速度R和金属凝固组织的关系。计算G/R和GR的值后,可以定性分析凝固组织特征。贺幼良等[97]应用数值模拟,对使用电磁离心铸造和普通离心铸造的金属熔液温度场与速度场进行分析。金属熔液在电磁力的作用下,始终保持与铸型相对运动,而且此相对速度不断增大,致使熔液在运动中由外向内不断结晶凝固,解释了电磁离心铸造细化晶粒的原因。
在以上研究基础上,郭大勇等[98,99]通过数值模拟研究了Al-5%Cu电磁离心凝固过程中的宏观偏析和电磁驱动熔体流动导致枝晶断裂的机理。图23[98]是电磁离心铸造(B=0.05 T)与普通离心铸造(B=0 T)中平均溶质浓度沿径向分布的对比。可以看出,电磁离心铸造明显减轻了凝固合金外侧的正偏析(溶质实际浓度大于平均溶质浓度),同时电磁离心铸造过程也能够减轻凝固合金中部的负偏析(溶质实际浓度小于平均溶质浓度)。因此,与传统的离心铸造技术相比,电磁离心铸造技术可以减轻凝固过程宏观偏析程度。在对枝晶断裂机理的研究中,通过数值模拟,得到枝晶的应力状态和熔体速度分布,当枝晶受到最大应力时,电磁搅拌驱动熔体流动可以导致枝晶断裂。枝晶断裂后重新形核,促使柱状晶转变成等轴晶,致使合金等轴晶比例增大,性能得到改善。
图23 电磁离心凝固(B=0.05 T)与普通离心铸造(B=0 T)平均溶质浓度沿径向分布的对比[
Fig.23 Comparison of average solute concentration distribution in radial direction between electromagnetic centrifugal solidification (B=0.05 T) and conventional centrifugal casting (B=0 T) at t=4 s[
电磁场技术在冶金领域的应用不仅局限于钢铁冶金领域,还包括其它金属合金的熔炼、加热等制备过程。冷坩埚熔铸技术[100,101]则充分体现了电磁场在材料制备过程中力和热的综合效应。冷坩埚熔铸技术的坩埚体一般采用兼具一定刚度、电阻率低、导热率高的纯Cu制造,根据具体工况分别采用水冷或气冷的冷却方式。坩埚内壁与熔体材料之间存在凝壳,由于避免了传统熔铸法的模壳与熔体润湿,从而有效解决了熔体污染问题。冷坩埚技术结构与基本原理[102,103]如图24所示,电磁冷坩埚设计有分瓣结构,置于交变电磁场内,外部线圈的交变电流使得在每个分瓣处截面内产生方向相反的感应电流。在冷坩埚的每一个缝隙处磁力线都被聚集到坩埚内的物料上形成电流回路,强大的电流回路所产生的涡流效应使物料熔化[102,104]。同时,产生的电磁力可以分解为促使熔体悬浮的无旋分量和使熔体产生电磁搅拌的有旋分量。电磁力方向为垂直于熔体表面的内法线方向,当其足够大时,可以抵消金属熔体的重力或者静压力,实现熔体“悬浮”。
电磁冷坩埚技术可以实现高熔点难熔金属,甚至非金属的连续或非连续熔铸,相关数值模拟和实验验证研究已有较多报道[105,106,107,108,109,110,111,112,113,114,115,116]。
图24 电磁冷坩埚结构及原理示意图
Fig.24 Schematic of structure and principle in electromagnetic cold crucible (F—Lorentz force)
电磁场分布直接决定坩埚内温度场和熔体流场变化,通过设计电磁冷坩埚结构是优化电磁场分布的有效手段。Yang等[105,106,107]建立了冷坩埚3D电磁场计算模型,重点研究了坩埚结构、电源参数、感应线圈结构等因素对坩埚内磁场分布的影响,分析了上述参数的影响机制,提出了磁场均匀性概念和冷坩埚设计优化准则。根据电磁冷坩埚的设计优化的数值模拟结果,制造了一批不同尺寸的电磁冷坩埚,主要用于材料定向凝固制备及相关研究。数值模拟结合实验验证的结果表明,随着坩埚开缝的增大、线圈距离水冷Cu环(连接坩埚开缝的结构)的增加、坩埚内径的减小及电流强度的提高,坩埚内磁感应强度增大,即坩埚的热效率提高。从坩埚结构设计角度考虑,存在一个最佳壁厚,使得磁感应强度相对最大。跑道型线圈设计以及导磁体材料的使用可以提高冷坩埚的能量利用率。采用较宽的开缝、较薄的坩埚壁厚和减小线圈与Cu环距离可提高坩埚内腔界面的磁场均匀性。数值模拟和实验结果表明,磁场均匀性按照内腔形状为圆形、方形、矩形依次变差。
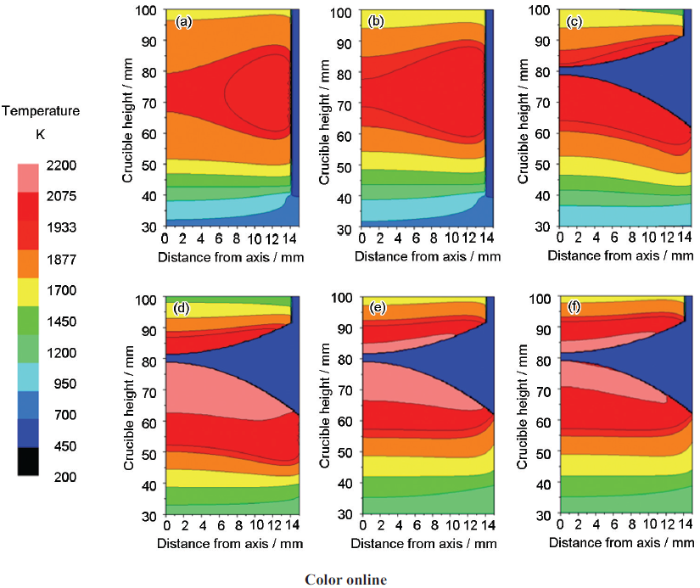
陈瑞润等[108,109,110]优化设计了圆形内腔直径30 mm的电磁冷坩埚,并研究了不同加热时刻钛合金(Ti6Al4V)连铸过程中的温度场分布,如图25[110]所示,其中图25e和f是在以3 mm/min速度抽拉过程中的温度场分布。在功率为52 kW条件下,熔化最先发生在原料的表面,中心部位在70 s已经发生熔化,并形成驼峰。115 s时,形成凝壳。在抽拉过程中,温度场比较稳定,高温区出现在线圈上半部附近。因此,液相区基本在驼峰区域,形状在抽拉持续进行中基本保持稳定。除此之外,也分别研究了凝固速率和电源功率对温度场分布的影响。通过对温度场进行计算来预测凝固界面的位置与形状。结果表明,抽拉速度的增加使得送料棒可熔化区域的高度降低,驼峰过热度变小,凝固界面位置下移,形状变凹。若要获得理想的界面形状,必须采用合适的抽拉速度。同理,施加功率的大小也会直接影响温度场,进而影响连铸过程及最终组织。结果表明,功率对熔化和熔铸有很大影响,随功率增大,送料棒熔化区域变大且过热度增加,驼峰体积增大且过热度增加,凝固界面位置下移,形状变凹。所以,要获得一定过热度的熔体,必须采用合适的功率。该模拟结果均与合金的实验结果相吻合。
图25 不同时刻Ti6Al4V的温度场分布[
Fig.25 Temperature fields for Ti6Al4V alloys at different time[
电磁冷坩埚的侧壁带有冷却结构,连铸过程中侧向散热作用极为显著。因此,一些学者认为采用电磁冷坩埚技术进行合金的定向凝固存在一定的缺陷和问题。但也有部分学者认为,熔体与坩埚内壁之间存在凝壳,且在电磁场的作用下熔体与坩埚内壁存在软接触,此时强烈的侧向散热可能会得到补偿,因此采用该技术对合金进行定向凝固有可能可以获得定向的凝固组织。Yang等[105,111,112]建立了数学模型,从数值模拟的角度验证了采用冷坩埚连铸设备进行合金定向凝固的可行性。欲获得良好的定向凝固组织,则期望获得平直的枝晶界面。模拟结果表明,较高的电源频率有助于获得更高比例和更加平直的晶体生长界面,也有利于定向组织的形成。功率较低时,固液界面呈现上凸的形态;而当功率较高时,固液界面逐渐由上凸转变为下凹,即随着功率的提高,存在一个临界的功率值会使固液界面变得平直,而计算结果表明这个功率值是相对较高的。结合实验验证,此时可获得具有优良定向凝固组织的Ti-Al基合金坯锭。另外,通过数值模拟和实验结果,Yang等[105]也定性地提出了Ti-Al基合金定向凝固的加工工艺窗口,如图26[105]所示,因此可以预测采用电磁冷坩埚技术对钛铝基合金进行定向凝固时需要配置合理的凝固速率与加热功率,电源频率的增加会增大最优工艺加工窗口。除Ti-Al基合金外,还可采用电磁冷坩埚技术对多种其它材料进行定向凝固,如NbSi基合金、多晶硅、Nd-Fe-B等[113,114,115]。
总之,数值模拟和实验验证表明,电磁冷坩埚技术可以广泛应用于多种材料的熔融、连铸和定向凝固,具有广阔的应用前景。而数值模拟在该技术的应用中起到了重要的指导作用,模拟结果也得到了实验或者工程化应用验证[116]。
图26 冷坩埚定向凝固TiAl合金工艺窗口[
Fig.26 Optimum process window for cold crucible directionally solidifying TiAl alloys[
电磁场已成功应用于钢铁连铸生产及有色金属制备过程中,如电磁制动技术、电磁搅拌技术和电磁铸造技术等。而随着电磁冶金技术研究的进一步深入、计算机分析方法的发展及智能工业发展的需要,电磁出钢技术、电磁旋流水口技术等电磁场在冶金领域应用的新技术不断涌现,并逐步开始产业化研究。与此同时,电磁场在冶金领域的应用范围也不断扩大,从最初钢连铸的电磁搅拌、铝合金的电磁铸造不断延伸发展,现已贯穿整个钢连铸的每个环节以及有色金属冶炼、铸造和金属材料与新材料的制备等多个新兴领域,很大程度上促进了冶金工业的发展。因此,电磁冶金技术将会是冶金和材料领域发展的重要方向之一。
电磁场在冶金过程中的应用,使得原本繁杂的传质、传热及流动等物理化学变化过程变得更加复杂,因此准确掌握电磁场作用规律,优化冶金过程就变得尤为重要,这对于提高金属及其合金产品质量具有重要的意义。然而,恶劣的实验环境、高昂的实验成本以及耗时且只能获取少量数据等原因都严重制约着电磁冶金新技术的快速发展。显然,逐步发展并趋于成熟的计算机数值模拟技术为探究电磁场在冶金过程中的作用和综合分析冶金过程参数变化的影响提供了可能。大量的研究表明,数值模拟加速了电磁场在冶金及材料制备技术中应用的科学研究,指导并促进了利用电磁热的电磁出钢技术和中间包感应加热技术、利用电磁力的电磁旋流水口技术和两段式无缝软接触结晶器电磁连铸技术等以及综合利用电磁热和电磁力的电磁冷坩埚技术的研究与应用。因此,有理由相信数值仿真在未来也将会是辅助电磁冶金新技术研究快速发展的重要手段。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |





















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}