
朱苗勇 , 娄文涛, 王卫领
, 娄文涛, 王卫领
东北大学冶金学院 沈阳 110819
ZHU Miaoyong, LOU Wentao, WANG Weiling
中图分类号: TF7
文献标识码: TF7
文章编号: 0412-1961(2018)02-0131-20
通讯作者:
收稿日期: 2017-10-16
网络出版日期: 2018-02-20
版权声明: 2018 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介 朱苗勇,男,1965年生,教授,博士
展开
摘要
由于钢的冶炼与连铸过程的复杂性以及现场测试条件的限制,数值模拟已成为解析其过程现象和机理不可或缺的手段,自20世纪80年代以来,这种技术得到了飞速发展。在转炉的冶炼方面,利用氧枪超音速射流特性的模拟研究辅助设计了集束、氦气伴随等新型氧枪,通过对转炉熔池内渣-金-气多相流行为模拟研究有效揭示了混匀效率、炉衬冲刷、金属液滴喷溅等物理现象,同时耦合热力学模拟研究了转炉内脱碳、脱磷化学反应过程;在钢的精炼方面,Euler-Euler模型逐渐替代了准单相和Euler-Lagrange模型,成功描述了底吹Ar气钢包内钢液湍流脉动诱导的气泡扩散行为和气泡上浮诱导钢液湍流等现象,而且钢中夹杂物一些新的传输机理和现象也被提出,并利用CFD-PBM模型有效预测了钢液中夹杂物输运、碰撞聚合及去除行为,丰富了钢包精炼夹杂物去除机理,同时CFD-SRM耦合模型实现了钢包精炼多组分参与渣-金反应和脱硫行为的预测,有效揭示了钢液与顶渣的成分、底吹模式对脱硫效率的影响规律;在钢的连铸方面,坯壳-结晶器Cu板热流模型与坯壳热/力模型的耦合成功预测了结晶器周向和高度方向的保护渣和气隙分布特征,奠定了新型内凸型曲面结晶器设计和微合金钢角部裂纹控制的理论基础,结晶器内流场与电磁场耦合模拟研究阐明了电磁搅拌和电磁制动作用下钢液流动行为、液面波动特征以及夹杂物在连铸坯内分布特征,基于体积平均方法的多场/多相凝固模型成功揭示了连铸坯宏观偏析形成机理,定量预测了不同工艺参数下连铸坯中心偏析指数,此外,连铸坯凝固组织演变模拟在晶粒层面上获得了进展,目前正向枝晶领域扩展。整体上讲,钢的冶炼与连铸过程的数值模拟朝着多物理化学/多场耦合方向发展,且研究尺度逐渐向微观层面过渡。
关键词:
Abstract
Because of the complexity of steelmaking and continuous casting processes and their limitation condition for direct measuring and testing, numerical simulation has become an indispensable means to analyze the phenomena and mechanisms occurring in the processes, and since the 1980s, it has made a rapid development. For the converter smelting, some new oxygen lances were designed by using the simulation study of the characteristics of the oxygen lance supersonic jet. Some mathematical models have been established to describe the slag-metal-gas multiphase flow behavior in steelmaking converter, and the flow field, mixing efficiency, metal droplet splashing, lining scouring and other physical phenomena. For the ladle refining, the Euler-Euler model gradually replaces the quasi-unidirectional and Euler-Lagrangian models, and successfully describes the phenomena of bubble turbulent dispersion caused by liquid turbulent fluctuation, and bubble-induced turbulence occurring during bubble floating process. So, some new and important inclusion transport mechanisms and phenomena have been presented. The CFD-PBM model was used to predict successfully the inclusion transport, collision growth and removal behavior in the molten steel, which enriches the inclusions removal theory of ladle refining. The CFD-SRM coupled model was used to accurately describe the slag-metal reaction and desulfurization behavior in a gas-stirred ladle, and the effect of the different content of compositions in synthetic slag and liquid steel, arrangement of bottom blowing tuyeres on the slag-metal reactions and desulfurization efficiency were discussed and clarified. For steel continuous casting, as the heat flow model from the solidified shell to the copper plate of mold was coupled with the thermo/mechanical model of the solidified shell, distributions of mold flux and air gap both along circumference and height directions of the mold were successfully predicted, while founded theoretical backgrounds for designing new mold with inner convex surface and controlling the surface corner crack of micro-alloyed steel. The coupled simulation between flow and electromagnetic fields in mold revealed the flow behavior of molten steel with electromagnetic stirring or braking, the fluctuation characteristic of the slag-steel interface and the distribution characteristic of inclusions in the strand. Based on the volume averaged method, multi-field and multi-phase solidification model successfully clarified the formation mechanism of macro-segregation in continuously cast strand and quantitatively predicted central/centerline segregation indexes in the strand under different casting conditions. In addition, the numerical simulation of the evolution of solidification structure of the continuously cast strand mainly focused on the as-cast grain, and its extension to the dendrite structure needed further more endeavors. Generally speaking, the numerical simulation in steelmaking-continuous casting process is moving towards coupling multi-physical/chemistry phenomena and multi-fields and gradually transits to the microscopic scale.
Keywords:
目前,随着科学技术的进步和经济的发展,尤其是能源化工、交通运输、机械制造、海洋工程等重要行业和领域的快速发展,对钢的质量提出了越来越高的要求,从而促进了钢铁行业洁净钢生产技术和高效连铸技术的发展,建设和优化高效率、低成本的洁净钢冶炼-连铸平台实现节能减排已成为当前钢铁业发展的重要主题。目前企业主要采用了高炉→铁水预处理→转炉→钢液二次精炼→连铸来进行洁净钢的生产。要实现高效率、低成本的洁净钢生产,就需要对上述各个环节(反应器内)所发生气-固-液多相的熔化、流动、传热、传质、化学反应以及凝固等复杂过程现象和机理进行深入解析与控制。为此,多年来冶金工作者采用现场测量、高温实验、物理和数值模拟等手段进行了大量研究工作,极大地推动了洁净钢生产工艺和流程的优化与变革。由于测量技术和现场条件的限制,多数冶金过程中所需的重要参数及其内发生的重要现象无法通过直接测试获得,因此数值模拟作为研究冶金单元过程现象和机理、开发新工艺和新产品的重要手段,越来越受到广泛关注和重视。
冶金过程数值模拟是基于计算流体力学、传热学、凝固理论、冶金反应工程学等学科知识,应用数值方法求解质量、动量、能量及组分守恒微分方程组,从而获得工艺过程中各参数的变化规律及各参数间的定量关系,提高对冶金过程基本现象、反应机理的认识,为工艺设计及优化提供重要依据和指导,特别是在冶金工艺过程的智能化控制和新工艺技术的开发方面发挥着越来越重要的作用。
本文针对炼钢与连铸过程冶金工作者所开展的数值模拟研究工作进展进行阐述与展望,主要涉及了转炉冶炼过程中的氧枪超音速射流、熔池内气-液-渣多相流动及脱碳反应动力学;钢包精炼过程中的气-液-渣多相流动、非金属夹杂颗粒传输与去除,以及渣-金反应动力学等;连铸过程中的钢液流动、凝固传热、宏观偏析、应力应变和组织演变等。
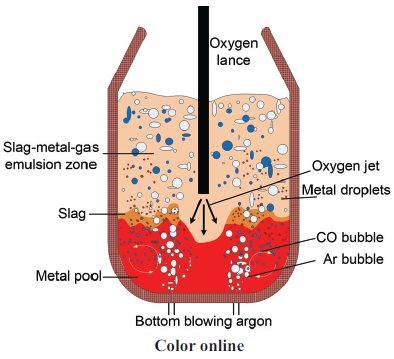
转炉冶炼是目前最主要的炼钢工艺,是一个高温多相的物理化学反应过程,涉及气体、液体、固体在钢液、炉渣和烟气三相间的流动、传质、传热、乳化、喷溅、化学反应和熔池振荡等,现象极其复杂,如图1所示。由于研究手段和机理模型发展的限制,要全面解析整个复杂耦合过程,目前尚有很大的困难。因此,研究的重点是对每个过程现象建立相应的机理模型并理解过程特征,以奠定开发并解析转炉冶炼综合模型的重要基础。就数值模拟而言,研究主要集中在顶枪超音速气体射流[1,2,3,4,5,6,7]、射流对熔池的冲击、熔池内流动[8,9,10,11,12,13,14,15,16,17,18,19,20]以及相间脱碳、脱磷反应动力学[21,22]等方面。
图1 转炉冶炼过程炉内现象示意图
Fig.1 Schematic illustration of refining process and phenomena involved in converter
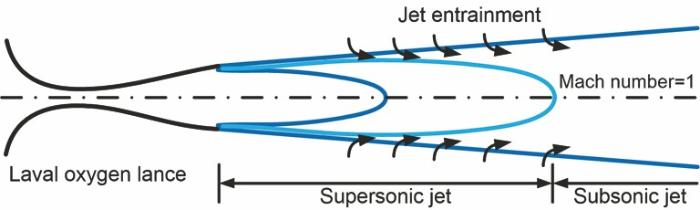
在氧气转炉炼钢过程中,氧气射流的动力学特性对于氧枪枪位制度的制定、化渣、脱碳、脱磷及熔池的搅拌都至关重要。超音速射流Ma准数的轴线速度衰减规律、径向扩展规律及对周围气体的卷吸在很大程度上影响射流特性以及与熔池的相互作用,如图2所示。
对于单孔喷枪,Sumi等[1]采用计算流体力学(CFD)方法模拟了超音速射流在低环境压力(4、8、13、40、101 kPa)下的衰减行为,发现射流核心区长度随着环境压力的降低而增加,射流衰减变慢。Alam等[2]的数学模拟研究认为在炼钢温度(1800 K)下,单孔气体射流核心长度是室温下的2.5倍。
对于多孔喷枪,由于各流股之间的相互作用,多喷孔氧枪射流的流动特性更加复杂。Tago和Higuchi[3]采用数值模拟考察了喷孔倾角、喷孔数量对氧枪射流衰减特性的影响,研究发现随着喷孔倾角的降低或者喷孔数量的增加,射流聚并加强。对于4喷孔氧枪,当喷孔倾角增大到20°时,射流几乎不发生聚并。Li等[4]进一步研究了环境温度及操作压力参数对多孔氧枪射流特性和聚并行为的影响,研究表明环境温度或操作压力的提高可以延缓射流中心速度和压力的衰减。射流聚并随环境温度下降而加强,但不受操作压力影响。李存牢等[5]采用数值模拟研究对比了传统氧枪和集束氧枪射流行为。研究发现集束氧枪的射流核心长度比超音速氧枪射流长,射流衰减慢,射流也更加集中;相同供氧压力下,集束氧枪的冲击面积明显大于普通超音速氧枪。刘坤等[6]研究对比了传统氧枪和氦气伴随氧枪射流行为,研究发现伴随流的存在减缓了中心射流的沿程衰减。Sambasivam等[7]采用数值模拟描述了一种新型氧枪的超音速射流行为,此种氧枪是在原氧枪的基础上在枪几何轴线加入一个亚音速喷孔。研究发现引入的喷头中心射流并不发生聚并,但能明显增加液滴的喷溅,延长喷头寿命。Wang等[8]研究了不同滞止温度对4孔氧枪超音速射流行为的影响,氧气滞止温度从300 K增加到900 K时,势流核心长度随之减小,仅为300 K时的一半。对于气体射流行为的模拟研究由于仅涉及单相可压缩流动,其理论模型发展较为成熟。上述研究者们成功描述了喷枪结构、Ma准数、操作参数、环境条件对氧枪超音速射流特性的影响,并辅助设计了集束、氦气伴随等新型氧枪。
1.2.1 顶吹转炉熔池内多相流 转炉熔池在高速射流作用下形成冲击坑,并伴随着液滴喷溅、熔池搅拌、化学反应及渣相乳化等复杂多相流动传输现象。20世纪70、80年代,Szekely和Asai[9]、李有章等[10]采用准单相流模型研究了单孔氧枪顶吹转炉熔池内流动行为,他们基于实验观察,在模型中假定了一个守常圆锥形[9]或抛物面形[10]的冲击坑形态,把熔池内气-液两相行为简化为液体单相流动计算,并考虑了自由表面处由于摩擦引起的动量传递,同时借助实验测量或经验式来确定凹坑形态及气液间动量传输参数。
随着计算机技术的发展以及多相流数学模型的完善,文献[11,12,13,14]采用VOF (volume of fluid)界面追踪方法多相流模型描述了顶吹熔池内气液两相流的运动。Olivares等[11]较好地预测了冲击坑以及表面波的形成,但并未对冲击坑的尺寸进行定量计算。Asahara等[12]定量地预测了不同气量和枪位下的冲击坑深度和直径,发现随着气体流量的增大或者枪位的降低,冲击坑深度增大,但模拟预测的穿透深度相比于实验测量值要偏小。Ersson等[13]发现湍流模型的选择对穿透深度的预测有重要影响,但对流场形态的影响不大,并通过修正标准k~ε湍流模型(其中,k为湍动能,ε为湍动能耗散率)中的经验系数以更精确地预测穿透深度。
上述文献主要考虑了顶吹转炉内气液两相的熔池行为。董凯等[14]、Lv等[15]、Li等[16]采用了VOF对转炉内气-液-渣三相流动行为进行模拟研究,分析了冲击坑的尺寸和熔池内的流场。Lv等[15]发现熔池内高枪位下更利于熔池径向速度的均匀分布,渣层厚度的增加减小了冲击坑直径。Li等[16]发现气-渣-金三相界面具有不稳定性,金属液滴喷溅在冲击坑的的形成有边缘破碎撕裂和液滴直接排出2种方式。
1.2.2 顶底复吹转炉熔池内多相流 相比于顶吹转炉炼钢法,顶底复吹转炉炼钢法自出现以来便得到了迅速普及,已成为当今铁水炼钢的主流技术。对于复吹转炉的数值模拟的研究,目前仅有少数文献报道[17,18,19,20]。
杜嗣琛等[17]、Wei等[18]采用准单相流的方法分别模拟了顶底复吹与顶侧复吹转炉条件下的熔池流场。Odenthal等[19]将顶吹射流视为不可压气体,采用VOF及DPM (discrete phase model)耦合模型描述了熔池喷溅现象以及纯底吹下的混均时间。最近,本课题组[20]通过考虑氧射流的可压缩性对模型进行了改进,采用可压缩模型描述四孔喷头顶吹超音速射流行为,并耦合VOF和DPM模型描述顶底复吹转炉内的气液两相流行为的数学模型,考察了底部喷嘴数量、布置、底吹流量及顶吹参数对熔池内气液两相流行为、混合效率及炉衬冲刷的影响。研究发现顶底复吹转炉熔池的混合效率明显优于顶吹转炉,顶枪吹炼参数对熔池内混合效率的影响不大,3喷孔底吹布置时的混合效率比2喷孔或4喷孔布置要好,并认为最佳底吹喷孔布置位置为0.3D~0.4D (D为转炉炉底直径)。转炉炉衬受钢液冲击应力最大值出现在液面以下熔池深度80%处,随着底吹喷嘴数量以及喷嘴距离炉底中心距离的增加,炉衬受钢液的冲击应力逐渐减小;随着氧枪枪位的升高,或者供氧总压的降低,炉衬所受冲击应力逐渐变小。
转炉冶炼过程熔池内的反应主要是C、Si、Mn、P等的氧化脱除。目前一些学者已经开始采用数值模拟对转炉内脱碳和脱磷进行了一些探索性的研究。Ersson等[21]通过耦合VOF多相流模型和热力学计算软件Thermo-Calc描述了单孔转炉顶吹过程气-钢、钢-渣和气-渣间的反应。张同波[22]采用数值模拟描述了转炉熔池流场及脱磷反应动力学模型,研究分析了熔池各个工艺参数对脱磷行为的影响。但是,目前这些过程现象机理还缺少相应的深入解析,如:渣-金相间传质行为、渣-金-气乳化行为以及各个反应热力学和动力学参数解析等等。
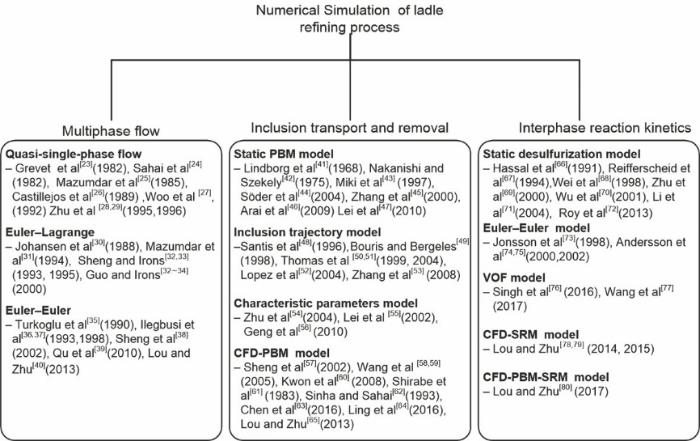
洁净钢生产的一个主要任务就是去除钢中夹杂物和杂质元素,钢的精炼是实现钢高洁净化的重要环节和保障,钢包吹Ar气作为一种经济适用且简单易行的方法已成为钢精炼过程应用最广泛的手段,其最主要功能就是均匀钢液成分和温度、促进夹杂物上浮以及渣-金反应动力学。自20世纪70年代以来,底吹Ar气钢包内的多相传输行为及反应动力学已经成为现代过程冶金学中最受重视的研究课题之一,涌现出大批国内外学者对底吹Ar气钢包内多相流动行为、夹杂物去除行为以及渣-金反应动力学等3个方面进行了数值模拟研究,如图3[23,24,25,26,27,28,29,30,31,32,33,34,35,36,37,38,39,40,41,42,43,44,45,46,47,48,49,50,51,52,53,54,55,56,57,58,59,60,61,62,63,64,65,66,67,68,69,70,71,72,73,74,75,76,77,78,79,80]所示。
图3 钢包精炼过程多相流传输行为及反应动力学数值模拟研究[
Fig.3 Research progress in numerical simulation of the multiphase flow behavior and reaction kinetics in ladle refining process[
底吹Ar气钢包中,气泡浮力是驱动钢液流动的主要动力源,对底吹Ar气钢包内气液两相流行为的准确描述是研究底吹钢包内其它传输行为的基础。目前国内外学者已建立了不同数学模型来描述底吹钢包内的气含率分布、液体流速和湍动能等重要流场信息。这些数学模型主要分为准单相流模型[23,24,25,26,27,28,29]和两相流模型[30,31,32,33,34,35,36,37,38],其中两相流模型又可以分为Euler-Lagrange[30,31,32,33,34]和Euler-Euler [35,36,37,38,39,40]模型。
在准单相流模型中,Grevet等[23]、Sahai等[24]、Castillejos等[26]、本文作者等[28,29]为代表的国内外学者把钢包鼓泡流区域内的气液混合相描述为一个密度(ρ)随气含率(αg)变化的准单相,其中αg需要预先通过实验测量确定经验关系式。该模型的计算效率比两相流模型高,但忽略了气液两相之间的相互作用,如曳力、升力、虚拟质量力等。
Euler-Lagrange模型是在Euler坐标系下求解液相(钢液)的质量、动量守恒方程得出液体流场,在Lagrange坐标系下求解离散相颗粒(气泡)的力平衡方程得出颗粒运动轨迹。Johansen等[30]、Mazumdar等[31]、Sheng等[32,33]和Guo等[34]学者采用Euler-Lagrange模型描述了底吹钢包内气液两相流行为。气液相间相互作用力,如曳力、升力等被加载液相的动量方程源项,在较小气流量下模型预测结果与实测结果吻合良好。但是,因忽视离散相体积分数的影响,在较大底吹气流量下,模拟结果会出现较大误差。Sheng和Irons[32,33]通过统计在某一个计算单元中离散相颗粒的个数和停留时间来计算离散相的局部体积分数,但是所求解的离散相体积分数(αd)仍受网格尺寸及颗粒释放个数等参数的影响,颗粒轨道的随机性也加剧了颗粒体积分数空间分布的不稳定性。
Euler-Euler模型中,气液两相的质量、动量守恒方程均在Euler坐标系下单独求解,该模型克服了前2个模型的缺点。Türko
钢包精炼过程中由于耐材脱落、钢水脱氧、脱硫等反应使得钢水中存在大量非金属夹杂物,如果钢中的夹杂物得不到有效去除,将会对钢的强度、塑性、断裂韧性、切削、疲劳以及耐蚀等性能产生严重影响。因此,如何有效的去除夹杂物已经成为现代洁净钢生产的主要任务之一。
目前,已有许多学者提出了用于描述钢水中夹杂物传输及去除行为的数学模型。基于是否考虑钢液运动的影响,可将其分为静态PBM (population balance model)模型[41,42,43,44,45,46,47]和CFD模型[48,49,50,51,52,53,54,55,56,57,58,59,60,61,62,63,64] 2类。
静态PBM模型是将钢液中不同大小的夹杂物群划分为多个尺寸区间组,并采用Smoluchowski方程组来描述每个尺寸区间组夹杂物数量分布。模型中考虑了不同的夹杂物碰撞聚合机理和去除机理,其中夹杂物碰撞聚合机理包括湍流剪切碰撞、Brown碰撞和Stokes碰撞,而夹杂物去除机理则包含壁面吸附、气泡-夹杂物浮力碰撞黏附和夹杂物自身Stokes上浮等3种[44,45,46,47]。Lei等[47]又进一步考虑了夹杂物形核和Ostwald熟化过程。静态PBM模型计算量小,求解速度快,但模型是以假设夹杂物在反应器内均匀分布为前提,并没有考虑流体对夹杂物传输行为的影响,忽视了反应器内局部湍流对夹杂物聚合和去除行为的影响。
CFD模型[48,49,50,51,52,53,54,55,56,57,58,59,60,61,62,63,64,65,66]考虑了钢包内钢液湍流流动对夹杂物传输和分布的影响,并根据对夹杂物行为描述方式不同,又可以分为夹杂物轨道模型[48,49,50,51,52,53]、特征参数守恒模型[54,55,56]和CFD-PBM耦合模型[57,58,59,60,61,62,63,64,65]。
夹杂物轨道模型[48,49,50,51,52,53]中,夹杂物相被视为一个独立颗粒,并在Lagrange坐标系下,通过求解夹杂物颗粒所受的力平衡方程来描述其运动轨道。此方法虽可以较为精确地描述出钢液湍流流场单个夹杂物的运动轨道,但因无法考虑夹杂物间的碰撞聚合行为,在轨道计算过程中必须定义初始夹杂物的释放位置和释放个数,应用范围受到很大限制。该模型主要用于中间包[48,52]或结晶器[49~51,53]等连续式反应器,很难用于钢包或RH (Ruhrstahl-Heraeus)等间歇式反应器中的夹杂物行为的描述。
对于特征参数守恒模型,本课题组[54]、Lei等[55]、Geng等[56]假设钢水中的夹杂物数密度函数f(r)服从指数分布,即
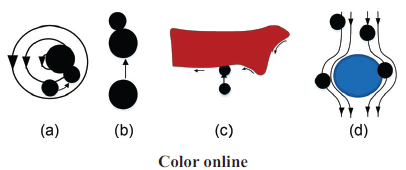
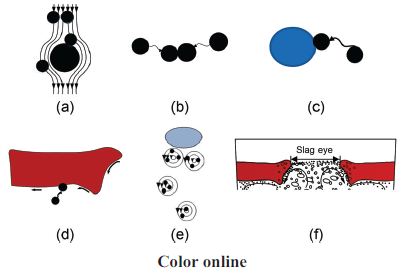
CFD-PBM耦合模型[57,58,59,60,61,62,63,64,65]中,通过求解Euler坐标系下的夹杂物相传输守恒方程组来描述反应器中夹杂物行为,其中通过CFD模块描述反应器内钢液强烈的湍流流场、气含率及夹杂物含量大小和分布,通过PBM模块描述夹杂物在钢水中的输运、碰撞聚合、去除及尺寸分布。其中CFD和PBM 模块通过参数传递实现动态实时耦合,该模型相比以上3种模型虽然计算量大,但是目前最能有效描述钢水中夹杂物复杂行为的方法。Sheng等[57]、Wang等[58,59]、Kwon等[60]采用CFD-PBM模型描述了底吹钢包内的夹杂物传输及去除行为。Shirabe等[61]和Chen等[63]则采用CFD-PBM耦合模型描述了RH炉内夹杂物的传输和去除行为。Sinha和Sahai[62]、Ling等[64]采用该模型描述了中间包流动过程中夹杂物的聚合和去除行为。研究者们对于夹杂物-夹杂物间的碰撞聚合,主要考虑了夹杂物-夹杂物湍流剪切碰撞、夹杂物-夹杂物Stokes碰撞、夹杂物-夹杂物Brown碰撞;对于夹杂物的去除,则主要考虑了夹杂物自身上浮、夹杂物-气泡浮力碰撞、夹杂物壁面吸附等机理,如图4所示。
图4 夹杂物碰撞及去除行为示意图
Fig.4 Schematics of inclusion collision and removal behavior
(a) inclusion-inclusion turbulence shear collisions
(b) inclusion-inclusion Stokes collisions
(c) inclusion removal by own floating
(d) inclusion removal by bubble-inclusion buoyancy collision
图5 钢包精炼过程中夹杂物行为
Fig.5 Some new mechanisms and phenomena proposed
(a) inclusion-inclusion Stokes collision efficiency
(b) inclusion-inclusion turbulent random collision
(c) inclusion-bubble turbulent random collision
(d) inclusion random floating
(e) bubble wake capture
(f) the effect of slag eyes
近来,本课题组[65]又进一步提出了一些新的重要现象和机理,如图5所示。在钢包强湍流区域,夹杂物尺寸大于Kolmogorov微尺寸时会出现随机脉动。为此,课题组提出了夹杂物湍流随机运动模型,并分别建立了夹杂物-夹杂物、夹杂物-气泡随机碰撞速率及夹杂物随机上浮速率模型,同时建立气泡尾涡捕获夹杂物模型,并考虑了Stokes碰撞效率及渣圈对夹杂物行为的影响,从而揭示了上述各个机制在夹杂物传输行为中的作用和贡献。研究发现:在较低吹气流量下,夹杂物聚合长大主要依赖于夹杂物-夹杂物湍流剪切碰撞和Stokes浮力碰撞共同作用,其中Stokes浮力碰撞为主导机制,且Stokes碰撞效率对聚合速率有着显著的影响;随着喷气流量的增加,夹杂物湍流剪切碰撞机理逐渐变成夹杂物聚合长大的主导机制,而当喷气速率超过100 NL/min时,夹杂物湍流随机碰撞对夹杂物聚合长大作用增强;在吹气搅拌初期,夹杂物去除主要是由气泡尾涡捕捉和气泡-夹杂物浮力碰撞起主导作用,而在吹气搅拌中期和后期,随着夹杂物的聚合长大,气泡-夹杂物湍流随机碰撞作用增强,并成为夹杂物去除的主导方式。
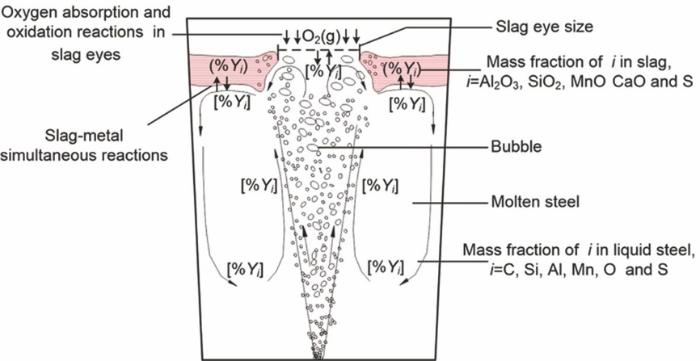
S作为钢中主要杂质元素对钢材性能有着多方面的不利影响,也是洁净钢生产的主要脱除或控制元素。在精炼钢包中脱硫主要依靠顶渣-钢液界面反应来进行。在钢包渣-金界面上的热力学和动力学行为十分复杂,其主要包含了[Al]、[Si]、[Mn]、[Fe]和[S]等多个元素的同时反应,且这些反应之间相互影响,如图6所示。此外,底吹气流引起的钢液湍流流场会促进渣-金界面处的组分传输,而顶部渣圈的存在也会直接影响着渣-金接触面积和钢中组分元素变化。目前,已有大量学者提出了不同的数学模型来描述精炼过程中钢液脱硫效率[66,67,68,69,70,71,72,73,74,75,76,77,78,79,80],如图3所示。这些模型可以分为2大类,静态脱硫模型[66,67,68,69,70,71,72]和基于CFD动态脱硫模型[73,74,75,76,77,78,79,80]。
图6 钢包中组分元素质量传输和化学反应示意图
Fig.6 Bubbly plume flow and desulfurization in gas-stirred ladle
Hassal等[66]、Reifferscheid等[67]、吴铿等[70]、李素芹等[71]、Roy等[72]学者建立了静态脱硫数学模型来描述钢包精炼过程的渣-金界面脱硫反应动力学。这些模型中通过引入S分配比参数LS来考虑温度、硫容量、氧活度等热力学参数对脱硫动力学的影响,并依据双膜理论,把组分在钢水或渣层的传质阻力视为整个反应动力学速率的控制步骤,传质阻力系数通过实验关系或经验公式确定。该模型计算量小,求解速度快,可以实时预测冶炼过程的脱硫效率。但由于该模型不涉及流动传输计算,因而无法准确描述反应器中气-液-渣多相复杂流动对组分传输及相间反应速率的影响,以及不同底吹气量下渣圈行为对钢液脱硫行为的影响。
对于基于CFD动态脱硫模型,Jonsson等[73]和Andersson等[74,75]基于Euler-Euler方法,建立了二维的CFD模型来描述底吹Ar气钢包内脱硫动力学。在这些模型中,氧活度、硫容量等热力学参数分别由钢液中[Al]-[O]平衡及瑞典皇家理工学院(KTH)模型确定,并考虑了气-渣-钢液三相流动对渣-金反应的影响,但模型没有考虑反应组分元素在钢液和渣中的质量传输阻力。Singh等[76]采用VOF模型来描述了钢包底吹过程的气-液-渣三相流动及渣金界面行为,并通过耦合Thermo-Calc热力学软件描述底吹Ar钢包内的界面脱硫反应。Wang等[77]采用VOF模型和Maxwell方程描述了电渣重熔过程的电磁力场作用下的渣金界面行为及脱硫行为,模型中的热力学模型参数氧活度和硫容量分别由钢液中[Al]-[O]平衡和Young模型确定。
最近,本文作者[78,79]前期提出了CFD-SRM (simultaneous rec)耦合模型来描述底吹Ar钢包内[Al]、[Si]、[Mn]、[Fe]和[S]等多组分同时参与的渣-金反应和脱硫行为。考察了不同热力学机理模型以确定合理的硫容量和界面氧活度模型,考虑了钢包内气液两相流和渣圈中O2吸收及氧化反应等因素对渣-金反应的影响。研究发现:相比于渣-金界面的(Al2O3)-[O]平衡或(FeO)-[O]平衡,(Al2O3)-(FeO)-(SiO2) (MnO)-[S]-[O]同时SRM模型能够更准确地描述渣-金之间的脱硫热力学。钢包内顶部渣圈对脱硫效率有着重要影响,当不考虑渣圈内的O2吸收和氧化反应时,脱硫速率将被过高预测,并随着吹气流量的增大和渣层厚度的降低,这种趋势逐渐明显。针对钢包底喷粉脱硫新技术,本课题组[80]采用CFD-PBM-SRM耦合模型来描述钢包底喷粉过程中多相流传输行为及精炼反应动力学,提出了底喷粉过程中顶渣-钢液、空气-钢液、粉剂-钢液、气泡-钢液多界面多组分同时反应模型,考虑了气液两相流、粉剂碰撞聚合及去除、脱硫产物饱和度对精炼反应动力学的影响,并用热态实验的结果对数值模拟的准确性进行验证。
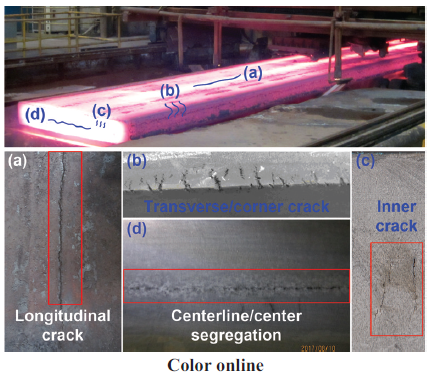
钢连铸在宏观尺度上包含传热、流动和传质现象,在微介观尺度上表现为枝晶与晶粒组织演变,还涉及弯曲、矫直和鼓肚等应力-应变行为,同时伴随裂纹与偏析等凝固缺陷的形成与发展,如图7所示。保护渣理化性能差和钢液流场不佳等因素导致初始凝固坯壳不均匀生长,薄弱处凝固组织粗大,诱发表面纵裂纹,尤其是亚包晶钢。连铸坯角部二维传热导致其在矫直前进入第三脆性温度区间,促使碳化物和碳氮化物在晶界析出,使其脆化,进而受矫直应力而产生横裂纹,微合金钢尤为严重。另外,溶质因固/液界面处再分配而不断富集与枝晶间的液相中,形成微观偏析。这些富集溶质一方面降低枝晶间液相凝固温度,导致其凝固时补缩困难,形成微观孔穴,进而在矫直或压下应力作用下,扩展成宏观内裂纹;另一方面,在热与溶质浮力、晶粒沉淀、凝固收缩、坯壳变形等产生的宏观流动作用下,逐渐向铸坯中心富集而产生宏观偏析。因此,凝固组织演变是质量缺陷形成的基础,连铸坯凝固传热和应力-应变、以及钢液流动行为是质量缺陷扩展的决定性因素。描述并揭示连铸过程的诸现象对连铸的顺行和连铸坯质量的控制具有重要意义。
图7 连铸坯典型质量缺陷示意图
Fig.7 Schematic diagrams of typical quality defects in continuously cast slab
(a) surface longitudinal crack
(b) surface transverse/corner crack
(c) inner crack
(d) centerline/center segregation
结晶器被誉为连铸机的“心脏”,其内发生着坯壳凝固热/力学、钢液多相流动、保护渣流动与润滑、气隙形成与发展等复杂的传输与力学行为,且各行为之间相伴而生、相互作用,是引发连铸坯表面质量缺陷的根源。最初,研究学者将结晶器Cu板和凝固坯壳作为独立对象,分别开展它们的热/力学行为研究。例如,以Mahapatra等[81]和Wang等[82]为代表的研究学者,利用结晶器上埋设一定数量的热电偶,实时监测浇铸过程中Cu板温度分布与变化特征,进而通过反算预测了热流密度分布规律;以Park等[83]和本文作者等[84]为代表的研究学者,建立了结晶器Cu板三维稳态热/力耦合模型,揭示了不同工艺条件下Cu板温度、应变及应力分布特征。其次,研究学者通过界面热阻定性引入了保护渣和气隙对坯壳-结晶器传热的影响,进而建立了结晶器-坯壳热/力耦合有限元分析模型,描述了Cu板和坯壳相互作用下的热行为和力学行为。基于该方法,Kim等[85]和Han等[86]描述了板坯和异形坯坯壳在结晶器内的热/力学变化规律;Park等[87]揭示了方坯坯壳角部附近区域在不同圆角半径条件下温度场和应力场分布特征。在国内,荆德君和蔡开科[88]以界面气隙为传热纽带,建立了方坯连铸结晶器内二维非稳态完全热/力耦合有限元模型,对铸坯的温度场、应力场以及界面气隙分布规律做了较细致的描述;张家泉等[89]假设气隙由保护渣所填充,忽略气隙传热的影响,将坯壳-结晶器界面传热处理为Cu板与保护渣的换热、保护渣内部传热、铸坯与保护渣间的换热以及坯壳与Cu板之间的辐射传热,建立了板坯连铸结晶器内热/力耦合有限元模型,描述了结晶器Cu板与坯壳温度场分布、Cu板变形行为等。
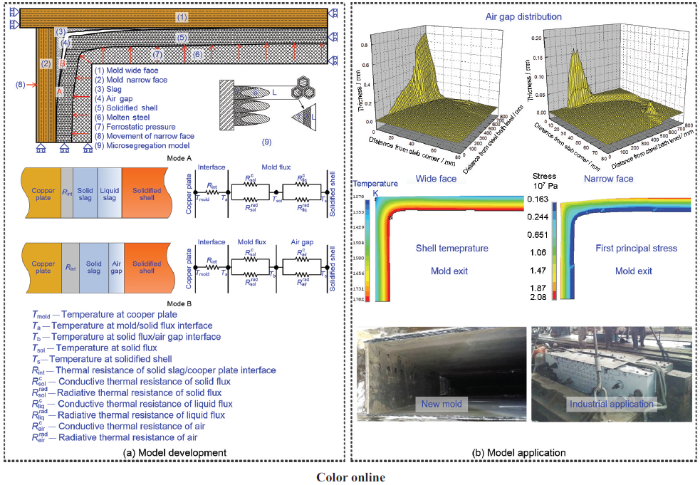
显然,上述研究未深入考虑坯壳-结晶器界面内保护渣动态填充对界面传热行为的影响,不能有效揭示坯壳、保护渣、气隙和结晶器Cu板之间复杂的相互作用行为,以及保护渣和气隙在结晶器的分布情况。Meng和Thomas[90]考虑振痕结构,基于渣道内保护渣质量守恒和动量守恒原理,建立了坯壳和Cu板之间的界面热流模型,进而根据钢液与Cu板水槽内冷却水之间的热平衡,预测了坯壳、渣层温度和厚度沿结晶器高度方向的分布特征,此被称作CON1D模型。随后,Li和Thomas[91]将CON1D模型与考虑坯壳变形行为的弹-黏塑性力学模型进行耦合,实现了对结晶器角部附近气隙沿高度方向分布特征的预测,此被称作CON2D模型。在国内,本课题组[92,93]首先基于正六边形枝晶横截面的假设,根据γ、δ和L相界面处溶质再分配和溶质守恒原理,建立了钢凝固过程糊状区溶质微观偏析模型,进而根据所预测的凝固路径计算了密度、热导率、热焓和线性膨胀系数等热/力物性参数;其次根据坯壳变形量和结晶器Cu板热面的相对位移、渣道内不同传热介质(保护渣、气隙等)和相(保护渣结晶相、玻璃相和液相)的厚度分布和传热特点、气隙的动态变化、以及坯壳表面和Cu板热面温度分布,建立了二维坯壳-Cu板界面热流模型,如图8a[92,93]所示;然后,将界面热流模型、铸坯与结晶器导热模型和描述坯壳热、弹、塑性变形及蠕变行为的Anand率相关应力模型进行顺序耦合、迭代求解。本课题组[93,94]首次实现了高强船板钢板坯连铸生产过程中液/固态保护渣和气隙分布特征和凝固坯壳力学行为沿结晶器周向和高度方向全方位的描述,如图8b[92,93]所示,指出了在距离坯壳角部0~120 mm 范围内(窄面:0~70 mm ),保护渣对界面传热的影响最为显著,然而气隙的显著影响区域距离宽/窄面坯壳角部0~20 mm范围,进而结合凝固坯壳收缩特征曲线,提出了板坯连铸结晶器锥度制度的优化设计方案,有效将该钢种的偏离角皮下裂纹发生几率从传统结晶器的17.338% (宽面)和10.916% (窄面),降低至0.103% (宽面)和0.068% (窄面)。在此基础上,研制出了新型内凸型曲面结晶器及配套工艺(图8),结合二次冷却高温区晶粒超细化与组织转变控制技术,有效控制了铸坯角部晶界微合金碳氮化物析出与先共析铁素体膜生成,从根本上解决了微合金钢铸坯角部横裂纹难题。另外,本课题组[95]以实际生产条件为基础,根据保护渣物化性能特点,开发了连铸结晶器渣道内多相流动、传热与凝固多物理现象耦合模型,描述了自开浇至稳定浇铸阶段结晶器内的演变现象和振动行为,阐明了保护渣消耗规律和铸坯表面振痕形成机理,指出了渣道正压力的快速增长诱发振痕率先在上弯月面形成,同时自正滑脱末期至下一正滑脱初期,因下弯月面负压力,保护渣渗入渣道内。
图8 凝固坯壳-结晶器热/力耦合数值模拟研究[
Fig.8 Thermo/mechanical coupled simulation from solidified shell to mold[
(a) model development (b) model application
除结晶器内初始凝固外,研究学者还关注二次冷却区内连铸坯凝固行为,包括凝固末端位置、矫直和机械压下热/力行为。因为沿拉速方向的传热与横截面情况相比可忽略不计,以Ma等[96]为代表的研究学者通常采用二维切片导热模型,另外以Louhenkilpi等[97]为代表的研究学者开发了三维连铸坯凝固传热模型,预测了凝固末端位置。以刘克仲[98]为代表的研究学者根据连铸机辊列布置,建立了矫直过程连铸坯热/力耦合模型,预测了连铸坯不同矫直模式下温度场、应力场和应变场,从而提出了有助于改善内部裂纹的新型矫直模式。针对连铸坯机械压下过程,本课题组[99,100,101,102,103]首先基于连铸坯糊状区温度场及压下过程变形规律,建立了轻压下工艺所需压下率理论模型及表征压下变形向铸坯芯部传递渗透程度的压下效率模型,揭示了不同工况条件下连铸坯轻压下过程压下率及压下效率变化规律;其次根据液芯变形量,结合溶质微观偏析模型,建立了确定最优轻压下区间的理论模型,理论上解决了轻压下工艺实施位置难题;然后,建立了大方坯重压下过程三维热-力耦合有限元模型,成功揭示了大方坯重压下过程的变形行为,并基于此制定了两阶段重压下工艺,有效消除了大方坯缩孔及疏松等缺陷;最近,基于三维热-力耦合有限元模型,揭示了非均匀冷却条件下宽厚板坯的自然热收缩行为,并据此提出了加权辊缝制定方法,从而优化了宽厚板坯连铸机的基础辊缝。
流动不可避免地存在连铸坯凝固过程中,既是连铸坯凝固质量缺陷形成的决定性因素,又是控制改善的主要着眼点,例如电磁制动和电磁搅拌。电磁制动(EMBr)利用安装于结晶器上的EMBr器所产生的静磁场,减弱SEN出口钢液射流所造成的结晶器液面波动、卷渣,以及对凝固坯壳的冲刷。电磁搅拌根据不同的安装位置(结晶器、二次冷却区和凝固末端)发挥着不同的冶金效果。结晶器电磁搅拌(M-EMS)一般安装于方坯结晶器下部,冲刷柱状晶凝固前沿,加速过热度的消散,打断柱状晶晶稍,有效提高等轴晶率,改善中心偏析和疏松及表面和皮下质量。二次冷却区电磁搅拌(S-EMS)一般安装于板坯结晶器下方,通过热流和机械作用打断柱状晶,扩大板坯等轴晶区,改善中心凝固质量。凝固末端电磁搅拌(F-EMS)一般安装于方坯二次冷却区出口,打断枝晶搭桥,均匀糊状区温度和溶质浓度,减轻中心偏析和疏松。
在电磁制动方面,Cukierski等[104]模拟了板坯连铸结晶器钢液流场分布,认为增加静磁场强度和水口插入深度能够减缓上回流区流动强度和液面波动,从而减小了铸坯缺陷概率。随后,Chaudhary等[105]采用大涡模拟的方法考察结晶器湍流流动行为,通过超声波测量液态金属的流动速度验证数学模型的准确性,详细分析不同类型静态磁场对液相穴流动和液面波动的影响,认为水口附近的强磁场引起不稳定性流动,容易造成铸坯缺陷。Genma等[106]研究了板坯连铸结晶器钢液流场分布,认为EMBr有效降低了水口注流的冲击深度,减缓弯月面流动速率,降低铸坯内弧侧气泡和夹杂物聚集分布。在国内,Li等[107,108]研究了板坯EMBr和水口吹Ar气条件下的钢液流动行为,通过水模型验证了数学模型的准确性,分析了夹杂物运动轨迹和结晶器流场分布,认为增加Ar气量促进了夹杂的上浮去除,静态磁场明显减缓了钢液的旋转流动,但不能完全避免漩涡的产生。他们[109]进一步采用大涡模拟方法对板坯结晶器流动进行研究,认为水口射流速度的波动和钢液的湍流行为促进了结晶器内非对称流动,在水口附近形成漩涡,模型计算结果得到了水模型验证。他们[110]还分析了夹杂物的受力和凝固坯壳的生长行为,预测了非对称流动条件下夹杂物在铸坯中的分布情况,并通过连铸缺陷检测结果验证了模型的准确性。Liu等[111]通过结晶器流场与电磁场耦合模拟,考察了搅拌参数对磁感应强度和熔体流动的影响,认为电磁力作用下的旋转流动促进了钢渣界面漩涡的形成。本课题组[112]模拟了EMBr和吹Ar气条件下结晶器流场、温度场、夹杂物分布,认为EMBr降低弯月面附近钢液流动速度,均匀温度分布,但对于夹杂物的去除没有影响;水口吹Ar气增强了侧孔附近钢液的上回流趋势,从而促进夹杂物上浮,但Ar气量的增大导致主水口附近漩涡产生和液面波动。本课题组[113]进一步研究了水口侧孔倾角、浸入深度和吹Ar气量的影响,发现随着水口倾角和浸入深度的增加,液面波动明显减小,而拉速的增加促进液面速度的增大;对于吹Ar气量而言存在一定的临界值,当吹Ar气量大于临界气量时,液面波动比较平稳,吹Ar气量较小时液面波动严重。
在电磁搅拌方面,以Trindade等[114]为代表的研究学者基于求解Maxwell方程组和磁相关本构方程,建立了M-EMS三维电磁场有限元模型,采用磁矢量法求解了磁感和电磁分布,为电磁搅拌与钢液流动的耦合计算指明了方向。以Natarajan等[115]为代表的研究学者基于新型电流矢量-磁矢量的混合差分-积分机制,将电磁场与流场进行耦合,并采用高效的有限元分离算法对其进行同时求解,揭示了电磁搅拌驱动下钢液流动行为和搅拌频率的影响机理。他们认为沿方坯竖直边缘轴向电磁力变化诱发二次流,旋转流速取决于搅拌频率的平方根,而轴向流速与搅拌频率存在线性关系,从而得出频率对轴向流速的影响程度胜于旋转速度的结论。在国内,Ren等[116]模拟了圆坯连铸结晶器钢液流动与坯壳凝固行为,认为电磁搅拌降低了主流钢液的冲击深度,促进钢液热量的散失,然而随着搅拌强度的增加,钢液冲击方向发生明显偏转,温度场呈现非对称分布。本课题组[117,118]建立了圆坯M-EMS三维有限元模型,研究了电磁场分布特征,在此基础上,建立了描述钢液流动和夹杂物运动的三维多场耦合模型,揭示了电磁搅拌对钢液流动、温度场分布和夹杂物迁移的作用机理,并结合工业实验分析了搅拌参数对凝固组织和溶质分布的影响,进一步优化了电磁搅拌参数。最近,本课题组[119]在耦合多物理场基础上,建立同时考虑M-EMS与F-EMS的数学模型,分析了电磁力作用下糊状区流动与坯壳凝固行为,指出考虑坯壳凝固行为与否,弯月面附近流动机制截然不同,同时F-EMS破坏了热浮力,均匀液芯温度。
作为合金的共性凝固质量缺陷,宏观偏析备受冶金学者的关注,其数值描述的关键在于枝晶间微观偏析和糊状区多相传输,需耦合凝固热/动力学、枝晶生长动力学、多相计算流体力学和坯壳热/力学[120]。枝晶特征尺寸(一次、二次枝臂)一般在102 μm数量级,且呈网络状,然而铸坯尺寸一般在1 m数量级。
因此,计算量成为宏-微观完全耦合的限制性环节。研究学者对宏观偏析过程进行了不同程度的假设,先后提出了连续介质模型与体积平均模型,成功揭示了铸锭A形正偏析、V形正偏析、锥形负偏析等宏观偏析的形成机理。与铸锭相比,连铸坯宏观偏析模拟研究起步晚,且尚未系统深入。本节首先介绍连续介质模型与体积平均模型的基本思想,然后阐述在钢连铸领域的应用情况。
3.3.1 连续介质模型模拟 Mehrabian等[121]率先推导了合金凝固溶质局部再分配方程和糊状区流体流动方程,模拟了凝固收缩和热浮力条件下液相流动与溶质偏析现象,然而该模型局限于糊状区描述,尚未考虑液相区和固相区。随后,Bennon和Incropera[122]在基于充分混合理论的基础上提出了连续介质模型,认为各相之间不存在微观界面,通过一组守恒方程描述液相区、糊状区和固相区的传输行为。连续介质模型通常采用杠杆定律、Scheil模型等解析模型处理溶质元素微观偏析行为,同时避免了多区域模型对交界面的跟踪处理,计算方程较为简单,能够实现较大尺度铸锭或连铸坯的模拟计算,在金属凝固研究方面应用较广。
在连铸坯宏观偏析模拟研究方面,众多学者认为固液相溶质再分配和自然对流是形成宏观偏析的主要原因。Aboutalebi等[123]率先实现了流体流动、凝固传热和溶质传输多场耦合模拟,研究了热浮力和溶质浮力作用下的溶质偏析现象,指出随着铸坯凝固的进行,溶质元素不断排出聚集于液相,最终形成中心偏析。Yang等[124]研究了板坯连铸凝固传输行为,认为溶质传输行为受到液相流动影响很大,溶质分配系数决定了宏观偏析程度,但是因模型计算区域的限制,尚未获得凝固终点的溶质浓度分布。李中原和赵九洲[125]建立了薄板坯连铸凝固偏析模型,分析液相穴流动对坯壳生长和溶质传输的影响,同样也认为中心偏析的形成是由于固相排出的溶质聚集于铸坯中心造成。Sun和Zhang[126]采用三维与二维相结合的方法,考虑了M-EMS和F-EMS的综合作用,模拟研究了大方坯连铸凝固溶质偏析行为,并通过工业实验验证了模型的准确性,指出重力促进了液相横向流动和溶质偏析的非对称分布。在此基础上,他们[127]对比分析了普通水口、旋流水口和M-EMS对液相流动与溶质传输的影响,认为旋流水口能够改善圆坯中心偏析与疏松。Zhao等[128]和Dong等[129]耦合了连铸凝固自然对流、溶质偏析和固相变形行为,分析了连铸工艺和压下参数对厚板坯中心偏析与缩孔的影响规律,得出了两阶段压下临界铸坯中心固相率,并分析了不同微观偏析模型条件下的宏观溶质分布,指出溶质反扩散系数对预测宏观偏析的影响很大,而Voller-Beckermann模型在连铸坯宏观偏析预测方面相对准确。李宝宽 [130]研究了板坯连铸凝固偏析行为,考虑了枝晶生长的各向异性,采用不同的渗透率模型描述晶间流动阻力的各向异性,分析了糊状区自然对流对溶质偏析的影响。张红伟等[131]模拟了方坯连铸宏观偏析,考察了浇注过程的紊流流动、凝固传热、溶质传输行为,认为钢液铸流冲刷影响了坯壳生长,随着连铸凝固的进行,溶质元素在铸坯中心聚集形成偏析。这些研究普遍认为铸坯中心偏析是由于液相密度差引起糊状区自然对流造成,虽然能够揭示铸坯中心偏析形成过程,但是并不能充分解释中心边缘的负偏析行为。Murao等[132]提出凝固枝晶搭桥理论,通过加载特定的边界条件模拟枝晶搭桥现象,在凝固体积收缩作用下形成负压,抽吸搭桥附近糊状区高溶质的液相向铸坯中心流动,在搭桥底部形成中心偏析。Janssen等[133]则认为固相的热收缩是导致铸坯宏观偏析形成的主要原因,建立凝固模型划分为多个计算区域,通过改变固相密度考虑坯壳收缩行为,获得了铸坯中心正偏析边缘负偏析的分布。Lesoult和Sella[134]推导了糊状区变形条件下的传输方程,认为铸坯凝固末期固相线附近冷却较快,造成凝固坯壳收缩和中心区域的膨胀变形,导致高溶质液相向中心聚集形成溶质偏析。
连续介质模型将固液糊状区视为多孔介质区,通过一组传输方程表征熔体流动、传热与传质现象,且采用微观偏析解析模型处理合金凝固过程。一方面,微观解析模型通常对固、液相溶质扩散进行一定的假设,例如杠杆定律假设固、液相溶质均匀混合,因此连续介质模型无法实现宏观偏析的定量化预测。另一方面,连续介质模型忽略扩散控制的枝晶生长动力学,因此无法充分考虑和揭示固、液相对流动和凝固组织演变的影响规律。
3.3.2 体积平均模型模拟 Beckermann和Viskanta[135]率先提出了体积平均模型,将糊状区认为由相互作用的固相和液相组成,根据固/液界面微观传输平衡条件推导多相凝固传输方程,且考虑固液相对流动行为。与连续介质模型不同,体积平均模型则考虑了枝晶演变的影响,认为糊状区存在液相和枝晶相(等轴晶和柱状晶),且它们体积分数之和为1,通过柱状晶前沿等轴晶相体积分数判断柱状晶向等轴晶转变(CET)发生与否,同时液相和枝晶相之间发生质量、动量和溶质传递。体积平均模型通常将枝晶形貌简化为球(等轴晶)或圆柱(柱状晶),随着认识的不断深入,逐渐引入枝晶间液相溶质包膜。目前,体积平均模型在铸锭凝固偏析模拟中得到广泛应用。Wang等[136]、Wu等 [120,137]、Tu等[138]、Li等[139]、王同敏等[140]研究学者对模型不断改进,目前能够模拟晶粒沉淀、凝固收缩、热与溶质浮力、夹杂物移动等因素诱导的溶质偏析行为,以及铸锭凝固组织结构。最近,Wu等[141]开发了液相、柱状晶相、等轴晶相和气相等四相凝固模型,并将其与多相/多物理场传输方程进行耦合,采用体积平均法进行求解,揭示了铸锭缩孔的形成机制,提出了等轴晶移动及其与柱状晶前沿液相流动的相互作用导致A形偏析形成于CET区域上方。
在钢连铸方面,Mayer等[142]采用体积平均方法建立了板坯连铸二维凝固模型,结合坯壳鼓肚和糊状区固相变形的速度关系式,深入研究了凝固收缩、坯壳鼓肚变形作用下液相流动和溶质传输行为,认为坯壳变形是形成中心偏析主导因素。随后,他们[143,144]进一步研究了轻压下对凝固末端糊状区液相流动与溶质传输行为的影响,揭示了连铸工艺参数与轻压下参数对中心偏析的影响规律。本课题组[145,146]首先提出了适用于连铸凝固过程的柱状晶尖端动态跟踪模型和等轴晶粒形核模型,进而基于体积平均方法,建立了高碳钢方坯液相、柱状晶相、等轴晶相等三相凝固模型;其次,建立包含M-EMS和F-EMS的三维方坯连铸传输模型,实现了其与多相凝固模型的耦合;然后,考察了电磁力、晶粒沉淀、热溶质浮力等作用下的固液相对流动与溶质传输行为,分析了M-EMS强度对晶粒形核与凝固组织的影响,深入研究了F-EMS参数、搅拌模式、安装位置对铸坯中心偏析的影响,并通过相关工业实验验证了模型的准确性,从而为高碳钢方坯连铸生产提供定量化的理论依据。研究发现:诱导结晶器出口产生二次流,加速钢水过热度的消除,促进等轴晶向铸坯中心的迁移,有利于CET,同时也易造成边缘负偏析的形成;中心C偏析指数随F-EMS搅拌电流的增大,呈降低趋势,当电流超过临界值后,呈升高趋势,这主要是等轴晶在强离心力作用下向凝固前沿迁徙造成的;与交替搅拌模式相比,F-EMS连续搅拌模式更有利于改善中心偏析;若安装位置靠前(相对于最佳位置),搅拌后偏析依然继续形成,反之则偏析已经形成,搅拌改善程度有限。随后,本课题组[147]开展了板坯连铸溶质偏析形成机理研究,首先基于固相密度变化和线性收缩之间的关系,建立凝固坯壳热收缩模型;其次,根据固、液相密度差异,考虑凝固收缩行为;然后,采用Boussinesq方法,考虑晶粒沉淀和热浮力流动。在此基础上,深入分析了热浮力、晶粒沉淀、凝固收缩和热收缩条件下的溶质传输与凝固组织演变行为。研究发现:在晶粒沉淀和热浮力流动作用下,等轴晶核心从内弧侧向外弧侧沉淀,促进外弧侧优先发生CET;单一凝固收缩导致板坯中心负偏析,晶粒沉淀和热浮力诱导外弧侧负偏析、内弧侧正偏析,同时凝固终点附近的热收缩对中心偏析产生显著影响;晶粒沉淀和热浮力流动对溶质分布的影响主要集中在等轴晶网络形成之前(凝固前期),然而凝固收缩和热收缩仍然驱动凝固后期的液相流动,作用于板坯中心偏析的形成。
基于体积平均方法的多相凝固模型虽然能够考虑组织演变对连铸坯宏观偏析的影响,但是需要对各相的传输方程进行单独求解,妥善处理相与相之间的质量、动量、溶质等传递过程。与连续介质模型相比,多相凝固模型方程数目大幅增多,算法结构愈加复杂,时间步长更加细小,需要更加庞大的计算资源。另外,连铸坯拥有深长的液芯,甚至超过20 m。因此,多相凝固模型在钢连铸中的应用和发展还不能与模铸领域媲美。
作为工艺条件与凝固质量缺陷之间的关键纽带,连铸坯凝固组织通常包括表层细小等轴晶、中间柱状晶和中心等轴晶,其本质是热扩散、溶质扩散和毛细力驱动固/液界面的移动与演变,同时伴随以包晶相变为代表的多相反应。虽然体积平均模型可以预测连铸坯凝固组织分布,但是无法描述电磁搅拌作用下柱状晶倾斜生长现象和枝臂间距等结构参数,因为该方法无法追踪固/液界面的形态。合金凝固组织演变是典型的Stefan问题之一,其数值描述直到20世纪90年代才得以实现。典型模拟方法包括相场(PF)、水平集(LS)和元胞自动机(CA)。PF/LS法通过在扩散界面内光滑分布的相场变量/水平集变量表征界面位置,因扩散界面厚度的限制,需在极其细小的网格上开展计算。CA法通常将计算区域划分为液相胞、固相胞和界面胞,通过临胞布置和捕捉规则,实现对固/液界面演变过程的追踪。与PF/LS法相比,CA法既具有一定的物理基础,又具有较小的计算量。目前,PF和CA法分别形成了MICRESS[148,149]和ProCast[150,151]商业软件包,其中前者应用于枝晶生长、夹杂物析出以及微观域内晶粒组织演变模拟,而后者广泛应用于铸造钢锭和连铸钢坯晶粒组织演变模拟。晶粒是由相似晶向的枝晶组成,因此其计算量比枝晶小得多。
以ProCast软件为代表的CA-FE (有限元)模型首先选取连铸坯横截面薄片作为模型域,将其划分为宏观四面体网格,采用有限元法求解其热历程;其次,将模型域划分为微小六面体CA元胞,基于KGT (Kurz-Giovanola-Trivedi)模型,根据界面胞过冷度确定其生长动力学,同时界面胞的捕捉采用偏心八面体算法;然后,宏观温度场与介观晶粒生长的耦合通常采用插值方法,即CA元胞温度由周围四面体节点温度插值确定,四面体节点潜热的释放则取决于控制域持有的CA元胞。Burbelko等[152]采用ProCast软件模拟了160 mm×160 mm低碳钢方坯晶粒组织结构,未发现中心等轴晶,与实验观察一致。Yamazaki等[153]通过增大液相热导率考虑M-EMS对120 mm×120 mm高碳钢方坯凝固传热的影响,发现M-EMS增大形核率,促进中心等轴晶的形成。在国内,Jing等[154]开展了车轮钢圆坯晶粒演变的CA-FE模拟,其计算结果与实验结果定性吻合,同时发现中心等轴晶率随过热度的降低而增大。Wang等[155]考虑热浮力驱动下熔体流动,开展了易切削钢9SMn28圆锭晶粒演变的CA-FE模拟,并通过实验定性验证了模型的有效性,指出了CET机制:随着凝固的进行,温度梯度逐渐降低,等轴晶形核,且逐渐阻挡柱状晶的前进。Hou等[150,151]模拟了170 mm×170 mm高碳钢方坯晶粒组织结构,发现随过热度的降低和拉速的升高,中心等轴晶区域逐渐扩大;中心等轴晶的致密度随着电磁搅拌和强二次冷却制度的采用而提高,但是随过热度的降低而降低;柱状晶致密度随过热度的升高、拉速的降低、结晶器冷却强度的增强而降低。本课题组[156]模拟了325 mm×280 mm高碳钢方坯晶粒组织结构,指出中心等轴晶率随过热度和二次冷却比水量的提高而降低;平均晶粒尺寸随过热度和二次冷却比水量的提高而增大。介观晶粒组织演变模拟虽然能够提供晶粒分布与尺寸,但是未能描绘枝晶生长与晶间偏析等重要现象。
枝晶生长由热与溶质扩散综合控制,其模拟的关键在于固/液界面的追踪。首先,研究学者[157,158,159,160,161]对铁基合金等轴晶在过冷熔体中和柱状晶在定向凝固过程中的生长现象进行了深入描述,揭示了强制和自然对流作用下枝晶的生长行为,对比了二维与三维模拟的异同之处,尤其在二次枝晶臂形成与发展方面。虽然这些研究描述了铁基合金枝晶的基本现象,但是尚未深入揭示宏观尺度工件枝晶演变过程。除计算效率外,网格各向异性也是CA法的显著特点。为此,研究学者提出了虚拟界面追踪、旋转坐标系、界面形状因子和偏心正方形(八面体)等方法。在这些方法中,偏心正方形(八面体)法能在粗糙网格中保持枝晶生长方向,因此广泛应用于铁基合金氩弧焊接、激光近形制造和激光熔覆等小熔池内枝晶演变的多尺度模拟。这些工艺过程的熔池尺寸仅仅在毫米数量级,然而连铸坯液芯长度在米数量级,计算量难以想象。Böttger等[148,149]以连铸坯横截面上宽面中心线附近局部区域为研究对象,采用MICRESS软件,模拟了结晶器内柱状演变过程。但是,可能因网格尺寸限制在0.333 μm,该研究未深入至二次冷却区,同时也未考察工艺条件对枝晶演变的影响规律。在国内,本课题组[162,163,164]首先基于并行计算和块修正技术解决了枝晶生长大规模计算效率低下的难题,例如计算规模2013的绕柱体流动问题的收敛时间降低97.19%;其次,基于偏心正方形(八面体)算法和界面形状因子,提出了合理匹配偏心正方形与界面生长的计算方法,合理地保证了枝晶的生长方向、生长一致性和界面尖锐性;然后,以160 mm×160 mm高碳钢方坯热历程为基础,选取横截面中心线附近4 mm×40 mm的区域,将其划分为5 μm×5 μm的元胞,并将平均形核过冷度、非均质形核概率和临界形核温度梯度作为CET判据,从而实现了方坯枝晶演变过程的模拟;在此基础上,揭示了二次冷却强度、过热度和拉速对方坯枝晶结构的影响规律。研究发现:CA模型预测的柱状晶一次和二次枝晶臂间距以及CET位置均与方坯实际情况吻合;降低二次冷却强度,增大柱状晶一次枝晶臂间距,促进CET,但是中心等轴晶变得粗大,致密度降低;随过热度的降低,柱状晶一次枝晶臂间距减小,CET位置提前;随拉速的升高,柱状晶一次枝晶臂间距增大,CET位置基本不变,此与二次冷却区水量的调整有关。此外,本课题组[165]基于悬臂梁理论,预测了主枝臂根部的弯曲应力,指出当过冷度低于6 K或生长时间超过1 s,主枝臂易发生断裂。除固液相变外,Pan等[166]采用MPF (多相场)定量模型,模拟了包晶多相凝固过程,指出三相点局部液相浓度高于δ相平衡浓度,却低于γ相平衡浓度,从而导致三相点附近δ相重熔,γ相持续生长。
计算量依然是连铸坯凝固组织模拟的限制性环节,尤其枝晶结构模拟还处于尝试阶段。连铸坯晶粒组织模拟大多采用横截面薄片,虽然在一定程度上揭示了不同工艺条件下晶粒演变过程。但是,这些研究无法描述电磁搅拌等引起的熔体流动对晶粒生长方向的影响规律,也很少与宏观偏析模型进行耦合。与晶粒组织模拟相比,连铸坯枝晶结构模拟跨越更大的尺度空间,通过将其简化为局部区域的定向凝固过程,以热历程为纽带,初步揭示了工艺参数对枝臂间距和CET位置的影响规律。但是,这些数值描述深受维度空间、网格类型和生长取向等因素的限制。
(1) 转炉冶炼是一个涉及高温多相的流动、传质、传热、乳化、喷溅、化学反应等复杂过程,对过程现象建立相应的机理模型并掌握其过程特征是解析转炉冶炼过程特征和实现智能化控制的重要基础。目前,研究者们利用氧枪超音速射流特性的模拟研究辅助设计了集束、氦气伴随等新型氧枪。通过对转炉熔池内多相流行为模拟研究有效揭示了混匀效率、炉衬冲刷、金属液滴喷溅等物理现象,并初步探索了转炉内脱碳、脱磷化学反应过程。但仍需要对如下现象行为进行深入的模拟研究:
转炉熔池内乳化发泡行为。在转炉冶炼过程中,高速射流对熔池冲击导致的熔体喷溅及C-O反应产生的CO气泡弥散都会导致渣-金-气三相乳化。乳化区是精炼反应进行的一个主要地点,它将会极大增加反应比表面积和反应速率。需要进一步深入研究乳化形成过程和形成机理,完善气-液-渣多相流模型以定量描述乳化区弥散体系中各相的体积含率分布、液滴尺寸分布、运动规律及相间传质速率等重要信息,为进一步准确描述转炉内脱碳、脱磷等反应动力学奠定基础。
转炉熔池反应动力学。炉内的化学反应以及因此引起的熔池升温过程对转炉冶炼进程产生重要影响,需要探寻合理的脱碳、脱磷或脱硅等反应热力学模型,并耦合CFD和热力学相关数据预测炉内化学成分和温度变化规律。
(2) 钢的精炼是实现钢高洁净化的重要环节和保障,目前国内外学者对底吹Ar气钢包内多相流动行为、夹杂物去除行为以及渣-金反应动力学等方面进行了大量的数值模拟研究,成功描述了钢液湍流脉动诱导的气泡扩散行为和气泡上浮诱导钢液湍流等现象,提出了一些新的夹杂物传输机理和现象,有效预测了钢液中夹杂物输运、碰撞聚合及去除行为,利用CFD-SRM耦合模型实现了钢包精炼多组分同时参与的渣—金反应和脱硫行为的预测。但仍需要进行对下面的现象进行深入研究:
钢精炼过程气泡聚合破碎行为。实际钢包吹Ar气精炼过程,气泡会在钢液静压力、温度及湍流脉动行为作用下发生膨胀、碰撞聚合及破碎行为,进而对多相流场及夹杂物去除行为造成直接影响。因此需要对底吹钢包中气泡发生破裂、聚合行为机理进行深入研究,揭示气泡破碎、聚合行为作用下的气泡尺寸分布规律以及与各参数间的定量关系。
钢精炼过程夹杂物传输及去除行为。实际精炼过程不同成分类型夹杂物的形状不同,而且与渣层接触时会因不同形状液膜阻力导致一部分夹杂物无法被渣吸附,目前的模拟基本上没有考虑这一重要现象,此外,钢渣界面卷混和钢液与包衬间物理化学行为目前尚未得到真正准确描述。因此,需要从理论描述和基本现象的认识掌握上开展更深入的研究工作。
(3) 钢连铸是一个涉及传输现象、组织演变、电磁场、应力-应变场等多物理现象、多场耦合的复杂过程,同时还受喷淋、拉矫等过程操作行为的影响。目前,研究者们在坯壳-结晶器Cu板热/力耦合行为、多场作用下钢液流动现象、连铸坯末端凝固热/力耦合行为、宏观偏析以及凝固组织演变等方面开展了大量的数值模拟研究,描述了保护渣和气隙沿结晶器周向和高度方向的分布,揭示了EMBr和EMS作用下结晶器流场,预测了凝固末端位置、凝固组织结构和宏观偏析分布。但是,连铸是一个多物理现象、多场耦合的过程,其全面深入的定量化模拟仍需要考虑如下因素:
糊状区物性参数。目前,连铸坯糊状区物性参数(热导率、屈服强度和渗透率等)通常假定为固相率的函数,而忽略了枝晶网络结构特征,因而难以定量描述钢连铸凝固传输现象。获得连铸坯糊状区三维枝晶网络结构,进而开展流动、力学等方面研究工作,既能够丰富连铸坯糊状区凝固理论,又有利于定量确定糊状区物性参数。
机械变形与传输现象的耦合。目前,基于体积平均法的多相凝固模型实现了电磁搅拌对方坯中心偏析改善机理和板坯中心偏析形成机理的定量描述。然而,在实际生产过程中,连铸坯弯曲、矫直、鼓肚和压下过程产生的变形均对宏观偏析产生重要影响。因此,通过热/力模型和多相凝固模型全方位的耦合,深入揭示机械变形对宏观偏析的作用机理,仍是连铸领域亟待研究的问题。
三维全流程建模。目前,研究学者提出了二维横截面切片、纵截面切片和三维分段式处理方法,对流动、传热和传质造成不同程度的影响,因而并未真正实现连铸凝固传输现象的三维全流程描述。毋庸置疑,计算量是三维全流程建模的限制性环节。GPU (图形处理器)高性能计算正逐渐在连铸领域兴起,连铸坯三维全流程建模也将逐渐实现。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}