
李军 , 王军格
, 王军格
LI Jun, WANG Junge
中图分类号: TG244.2
通讯作者:
收稿日期: 2017-06-9
网络出版日期: 2018-01-22
版权声明: 2018 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介 李 军,男,1984年生,博士
展开
摘要
提出了一种可降低铸锭宏观偏析的铸造工艺:层状铸造(layer casting,LC)。将铸锭分为数个甚至数十个浇包逐次间隔浇注,使每包次浇入的金属液依次、逐层凝固,从而达到降低铸锭中宏观偏析的目的。采用实验与数值模拟相结合的手段验证该工艺的可行性和适用性。分别采用传统铸造工艺和层状铸造工艺制备Al-4.0%Cu (质量分数)小铸锭,采用直读光谱仪测量铸锭中心截面处Cu含量并绘制出对应的宏观偏析图。实验结果表明:采用传统铸造工艺制备的铸锭出现明显的宏观偏析,包括铸锭底部严重的负偏析和顶部正偏析;而采用层状铸造工艺制备的铸锭没有出现大范围严重的宏观偏析,铸锭中心线上最小负偏析和最大正偏析分别降低了24.6%和77.2%,说明层状铸造工艺可一定程度改善铸锭宏观偏析。同时,采用柱状晶-等轴晶混合三相凝固模型对100和13 t钢锭的传统铸造工艺以及层状铸造工艺的宏观偏析的形成进行数值模拟预测。模拟结果表明:采用层状铸造工艺可有效改善大型钢锭中的宏观偏析,并且随着钢锭尺寸的增大,该工艺对宏观偏析的改善效果愈加明显。并对层状铸造工艺抑制宏观偏析的作用机理进行了分析。
关键词:
Abstract
Macrosegregation, or compositional heterogeneity, is a very common and serious defect in large steel ingots, which is hard to remove in the following processing procedures. It not only decides the final properties of the product, but also restricts downstream hot working processing severely. This compositional heterogeneity occurs due to the relative motion between the liquid and solid phases during solidification. Therefore, it is necessary to develop an effective method to manufacture large ingots with less macrosegregation. In this work, a novel casting method was proposed to alleviate macrosegregation of large ingots, i.e., layer casting (LC). With this method, alloy melt will be poured into the mould step by step, so that the melt could be solidified layer by layer and the macrosegregation will be alleviated. Both experimental and numerical studies were carried out to verify the feasibility and effectiveness of LC method. Two small Al-4.0%Cu (mass fraction) ingots were cast using two casting methods, conventional casting method, in which melt was cast into mould in one stage, and LC method, in which melt was cast into mould in several stages. Each ingot was sectioned into two parts along the center line, and then the specimens were measured by optical emission spectrometry to obtain the compositional distribution of Cu. Both severe bottom negative segregation and top positive segregation zones were observed in the ingot fabricated by conventional casting method. More homogeneity of compositional distribution was observed in the ingot fabricated by LC method, and the max negative and positive macrosegregation along the center line decreased by 24.6% and 77.2%, respectively. At the same time, a mixed three-phase (equiaxed, columnar and liquid) solidification model was employed to study the solidification processing in large ingots. The macrosegregation formation processes of 100 t and 13 t steel ingots fabricated by both conventional casting and LC methods were numerically simulated. The simulation results indicated that LC method had the capability of alleviating macrosegregation of large steel ingots significantly, compared with conventional casting method. With the increment of ingot size and amount of ladles, LC method had more significant effect on the alleviation of macrosegregation in large ingots. The mechanism of macrosegregation alleviation of LC method was analyzed.
Keywords:
在凝固过程中,铸锭往往会形成宏观偏析缺陷,并且随着铸锭尺寸的增大宏观偏析会趋于严重。这种在宏观尺度范围内的化学成分不均匀在铸锭后续锻造及热处理过程中难以消除[1],因此宏观偏析的形成严重影响着铸锭的最终使用性能,成为铸造工人及研究者一直面对的问题。自19世纪初至今已有一些关于铸锭中的宏观偏析缺陷的产生机理及改善方法的研究[2~5]。
通过实验解剖铸锭[6~11]和数值模拟预测[12~16]等方法,研究者对铸锭中凝固宏观偏析的产生进行了大量研究,对铸锭宏观偏析的形成机理有了比较统一的认识,普遍认为铸锭凝固过程产生的宏观偏析为枝晶间富集(或贫集)溶质的液相在固相及其周边液相的相对移动行为所致。这种相互移动主要包括[17~22]:凝固收缩、自然以及强制对流、晶粒移动、夹杂物上浮和糊状区的变形。
研究者们尝试了多种铸造技术来改善铸锭中的宏观偏析。其中,定向凝固技术和电渣重熔技术通过控制铸锭的凝固方向可获得成分均匀、组织优良的铸锭[23~25]。但是对于大型铸锭的生产,定向凝固技术无法有效控制液体流动和凝固方向,对宏观偏析的改善效果较弱,而电渣重熔技术则存在耗能巨大、污染物排放较多的缺点。3D打印技术是一种新兴的快速成型技术,具有工序简单、节约材料、应用范围广泛等优点[26],可以获得组织成分均匀的铸件,但是该技术在打印金属材料时会产生气孔、疏松等缺陷[27],并且该工艺暂时无法应用于大型铸锭的制备。另外,在传统铸造技术的基础上,Sang等[28]在浇注过程中加入小钢球,增加金属液的冷却速率和温度梯度,一定程度上缓解了铸锭的宏观偏析。师昌绪先生团队[29]提出的低偏析技术,通过调控合金中微量元素的含量来缩小合金的凝固温度区间,以获得成分均匀的铸锭,但是该技术的应用条件比较严格。
目前工业上多采用多包合浇技术制备大型铸锭[30,31],但是对于该技术的报道却相对较少。Tu等[32]运用数值模拟的方法对“钢包-中间包-模具”模型的多包合浇及凝固过程进行了研究,并与传统铸造工艺相对比,结果表明各包钢液中的初始C含量对宏观偏析有重要影响。Li等[33]和Liu等[34]使用多包合浇技术对360 t钢锭的浇注与凝固过程进行了模拟研究,对包间间隔时间进行了深入研究,指出最后一包钢液的浇注时间对最终的宏观偏析有较大影响。为了对铸锭的凝固模式实施一定的控制,实际应用中对传统的多包合浇进行了改良,可一定程度上改善铸锭的宏观偏析。这种改良的基本思路是:根据铸锭偏析的形成特点对各次浇包的成分进行微调,比如某个元素在底部区域容易形成正偏析,则在开始浇注时降低该包中该元素的含量,反之亦然[35,36]。但是随着铸锭尺寸的进一步增大,这种改善效果显著降低。造成这一现象的原因是,尽管不同包次浇注的金属液初始成分不同,但在中间包和铸型中进行了混合,导致包次成分调整效果削弱[34]。
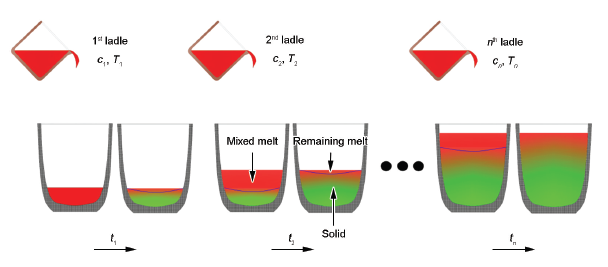
针对大型铸锭凝固过程宏观偏析控制困难这一问题,本工作提出一种可有效降低大型铸锭宏观偏析的铸造工艺:层状铸造(layer casting,LC),即摒弃传统工艺对大型铸锭进行整个铸锭连续浇注放任凝固的做法,将金属液分为多个小包间歇浇注,控制各浇包由下到上逐层进行凝固,减小凝固过程中金属液的流动区域进而抑制流动速率,同时可增加各层金属液的局部凝固速率,从而有效减少铸锭宏观偏析,达到均质化的目的。层状铸造工艺浇注过程如图1所示。第一包金属液注入模具后,与模具接触的液体先凝固,凝固界面向上向内逐渐推进,经过时间t1后,第一包金属液已部分凝固,此时第二包金属液浇入模具,与第一包还未凝固的金属液相混合,同时由于第二包金属液的温度较高,固液界面上的固相会发生部分重熔,然后重新开始凝固,凝固界面继续向上推进,后续金属液按相同步骤依次间隔浇注,逐层凝固,直至整个铸锭浇注凝固完成。
通过对比分析传统铸造工艺和层状铸造工艺所得铸锭的成分分布,同时对大型铸锭的传统铸造工艺和层状铸造工艺凝固过程的宏观偏析进行数值模拟预测,来初步验证层状铸造工艺的可行性和有效性。本工作提出的层状铸造工艺为降低大型铸锭宏观偏析,提高铸锭成分均匀化程度提供了简单、可行、有效的途径,有助于提高铸锭整体质量。
实验材料为99.99%Al和99.99%Cu (质量分数)。采用传统单包铸造工艺和层状铸造工艺分别浇注了2个铸锭,原始成分均为Al-4.0%Cu (质量分数,下同),质量约为4.5 kg。采用自制井式电阻炉对原材料加热至完全熔化,温度升至973 K时,加入C2Cl6搅拌5 min进行除气处理并扒渣,温度升至1023 K时开始浇注。采用底部为椭球形、内高为19.0 cm、顶部内径为13.7 cm、壁厚为2.0 cm的石墨黏土铸模,浇注前铸模预热烘干,随后降至室温。传统单包铸造工艺中金属液一次性浇入铸模,静止至凝固完成。层状铸造工艺中将金属液等分成4份,使用铁勺分段浇入铸模,各包次间隔时间依次为15、30和45 s,静止至最后一浇包凝固完成。浇注开始与完成时各取一次标样。使用锯床将2个铸锭分别沿中心线剖开,制备样品,采用ARL 4460直读光谱仪测量铸锭截面处Cu含量(测量误差为5%)。
(1) 在凝固过程中铸锭内部存在三相,即液相、柱状晶及等轴晶相,分别用下标l、c和e表示,对应的体积分数分别用fl、fc和fe表示,并且有fl+fc+fe=1。其中液相及等轴晶相均为可自由移动相,柱状晶在凝固过程中不能移动,因此不需要求解柱状晶相的动量传输方程;
(2) 随着铸件温度逐渐降低,柱状晶从铸件的侧壁及底部慢慢生长。柱状晶被近似假设为层状长大的圆柱体。模型同时跟踪了柱状晶尖部在凝固过程中的发展进程;
(3) 采用Rappaz[37]提出的异质形核模型来模拟等轴晶的形核,等轴晶简化为球形。本工作没有考虑枝晶断裂而成为新的等轴晶晶核这一现象;
(4) 在热力学参数上,模型采用近似二元线性 Fe-C相图作为钢的相图,即平衡分配系数以及液相线斜率均为常数;
(5) 模型采用Boussinesq方法计算了凝固过程中的热-溶质对流。模型忽略了凝固收缩,因此模型不能预测缩孔、疏松。
对三相凝固模型的详细介绍请参考文献[38~41],本文只做基本的描述。
图1 层状铸造工艺示意图
Fig.1 Schematic of layer casting (LC) (c1, c2,, cn—melt composition of each ladle; T1, T2,, Tn—pouring temperature of each ladle; t1, t2,, tn—pouring time interval for each ladle)
(1) 质量守恒:
式中,下标i、j分别代表l、c和e,并且i≠j,对应的有
(2) 动量守恒:
式中,p为压力,为压力张量,Fi为浮力,Uij为各相间的动量交换项。压力张量=μifi
式中,fs为固相轮廓分数;为临界固相分数,此处取值0.637[38]。对液相采用Boussinesq方法计算热-溶质浮力(Fl)如下所示:
式中,g为重力加速度,βc和βT分别为溶质膨胀系数和热膨胀系数,cref和T ref分别为参考成分和参考温度,Tl和cl分别为液相的温度与液相中C含量。
对于等轴晶相而言,所受浮力因等轴晶相与液相的密度差而引起,因此有:
对于液相动量守恒方程有Uji=-Ule-Ulc;对于等轴晶相动量守恒方程有Uji=-Uel-Uec。柱状晶在整个模型中保持不动,因此不必求解柱状晶动量方程。
(3) 溶质守恒
式中,Di为各相的扩散系数,ci为溶质浓度,Cji为各相间的溶质交换速率。对于液相溶质守恒方程有Cji=-Cle-Clc;对于等轴晶相溶质守恒方程有Cji=-Cel-Cec;对于柱状晶相溶质守恒方程有Cji=-Ccl-Cce;其中Cec=Cce=0。此处需要注意的是uc=0,因此对于柱状晶方程左边第二项空缺。
(4) 能量守恒:
式中,
采用Rappaz[37]提出的异质形核模型来模拟等轴晶的形核:
其中,
式中,Ne为等轴晶形核率,n为等轴晶的数量密度,nmax为最大形核密度,ΔTN为对应最大形核率所需的过冷度,ΔTσ为标准温度偏差,成分过冷ΔT满足:ΔT=Tf+mcl-T (其中Tf为纯金属的熔点,m为液相线斜率,T为温度)。
(1) 等轴晶生长
等轴晶的生长速率可由下式进行求解,模型中同时考虑溶质在固相中的扩散:
式中,为凝固界面上液相中溶质浓度,为凝固界面上固相中溶质浓度,Re为球状等轴晶的等效半径,固相扩散层厚度σe=de/10,其中de为球状等轴晶的等效直径,因此液相-等轴晶的质量转换速率Mle为:
(2) 柱状晶生长
柱状晶根部的生长速率可由下式进行求解,模型中同时考虑溶质在固相中的扩散:
式中,Rc为柱状晶的半径,Rf为柱状晶的最大半径,固相扩散层厚度σc=dc/10,其中dc为柱状晶的直径,因此液相-柱状晶的质量转换速率Mlc为:
式中,λ1为一次枝晶间距,表面碰撞因子Φimp的求解为:
为了验证层状铸造工艺的可行性及适用性,首先制备了4.5 kg小型Al-4.0%Cu铸锭,实验证实了层状铸造工艺可有效改善铸锭中的宏观偏析;其次采用上文所述三相混合模型利用数值模拟研究了层状铸造工艺在大型铸锭中的适用性。
采用传统铸造工艺和层状铸造工艺制备的Al-4.0%Cu合金铸锭宏观组织形貌如图2所示。可以看出,传统铸造工艺所获铸锭宏观组织包括表层的细晶组织、中部柱状晶区及铸锭中心处的等轴晶区,晶粒尺寸差异明显。而层状铸造工艺所得铸锭完全由细等轴晶组成,晶粒尺寸差异较小。此外,传统铸造工艺所得铸锭顶部缩孔深而大,而层状铸造工艺所得铸锭顶部缩孔相对较浅、较小。由此可见,层状铸造工艺还可减小由于凝固收缩而造成的顶部缩孔,有利于提高铸锭的成材率。
图2 采用传统铸造工艺和层状铸造工艺制备的Al-4.0%Cu合金铸锭的宏观组织形貌
Fig.2 Al-4.0%Cu ingots fabricated by conventional casting (a) and LC (b) methods (Blue dots indicate the sampling points for composition measurement)
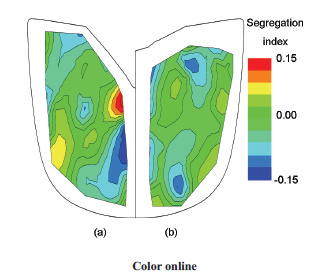
图3对比了2种工艺条件下铸锭中心截面的宏观偏析(偏析指数)分布云图,取样位置如图2所示。本文中偏析指数(segregation index,SI)的定义如下式所示:
式中,cm为所测样品的Cu含量,c0为标样中Cu的含量。偏析指数越大,说明偏析越严重。如图3a所示,采用传统铸造工艺制备的铸锭,其宏观偏析包括明显的底部负偏析区和顶部正偏析区。与之相比,层状铸造工艺制备的铸锭结果显示,该铸锭整体成分分布较均匀,未观察到底部锥形负偏析区和顶部正偏析区,如图3b所示。
图3 采用传统铸造工艺和层状铸造工艺制备的铸锭中心截面处宏观偏析分布图
Fig.3 Macrosegregation distributions of longitudinal sections of ingots fabricated by conventional casting (a) and LC (b) methods
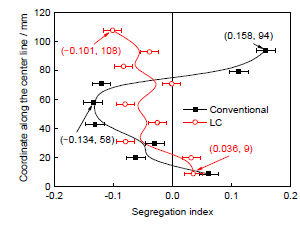
图4给出了采用传统铸造工艺和层状铸造工艺制备的铸锭中心线上的宏观偏析分布。可以看出,传统工艺所得铸锭在顶部有最大正偏析,其最大值达到0.158,在中下部等轴晶富集区有最严重负偏析,其最大值达到-0.134。与之对比,采用层状铸造工艺所得铸锭最大正偏析为0.036,最严重的负偏析为-0.101,分别降低了77.2%和24.6%。如表1所示,与传统铸造工艺所得铸锭相比,层状铸造工艺所得铸锭中心线上宏观偏析指数的跨度和标准差均大幅度减小,分别降低了53.1%和54.6%,这也反映了图4所示的宏观偏析分布规律。
表1 采用传统铸造工艺和层状铸造工艺制备的铸锭中心线各处宏观偏析分布特征
Table 1 Macrosegregation distribution characteristics along the center line of ingots fabricated by conventional casting and LC methods
| Process | Range | Standard deviation |
|---|---|---|
| Conventional | 0.292 | 0.108 |
| LC | 0.137 | 0.049 |
图4 采用传统铸造工艺和层状铸造工艺制备的铸锭中心线上宏观偏析分布曲线
Fig.4 Macrosegregation distribution curves, on which the macrosegregation indexs and corresponding coordinates along the central line of some points are given, along the center line of ingots fabricated by conventional casting and LC methods
由上述结果可知,与传统铸造工艺相比,层状铸造工艺可缓解铸锭的宏观偏析,提高铸锭的成分均匀性。
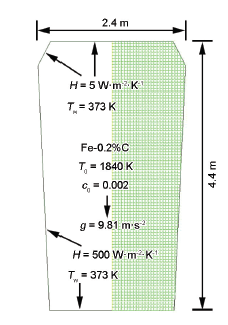
考虑到大型铸锭的实验研究成本过高,本工作采用数值模拟来研究大型铸锭的层状铸造过程。采用上述柱状晶-等轴晶混合三相凝固模型分别模拟预测了传统铸造工艺及层状铸造工艺下100 t大型钢锭(Fe-0.2%C)的凝固过程。钢锭形状是有一定锥度的圆柱体,具体尺寸及模拟计算初始条件和边界条件如图5所示。该模型的可靠性以及模拟计算所用相关热物性参数参见文献[39~41]。模拟过程中暂未考虑充型过程,对于传统铸造工艺,金属液同时参与凝固;而对于层状铸造工艺,金属液均分为不同包次(5包或者10包),每包成分相同,各包次金属液从下到上依次逐层参与凝固,待到当前包次剩余金属液量为20%~30%时,下一包金属液参与凝固并与上一包金属液自然混合,依此类推直至最后一包金属液完成凝固。
图5 100 t Fe-0.2%C钢锭尺寸示意图及相关初始条件和边界条件
Fig.5 Schematic of boundary and initial conditions of 100 t steel ingot (H—heat transfer coefficient, Tw—wall temperature, T0—initial temperature, c0—initial concentration, g—gravitational acceleration)
图6为采用不同工艺所得铸锭中心截面宏观偏析分布云图的模拟预测结果。可以看出,传统铸造工艺下的钢锭出现明显的底部锥形负偏析区和顶部正偏析区,如图6a所示,这与实验所得的大型钢锭的整体宏观偏析特征[6]一致。与传统铸造钢锭相比,层状铸造钢锭底部的锥形负偏析区消失,顶部的正偏析减小,整体宏观偏析减弱,成分分布更均匀。对比图6b和c发现,分10包浇注的钢锭比分5包浇注的钢锭宏观偏析更小,成分分布更加均匀。
图6 传统铸造和层状铸造工艺制备的100 t钢锭凝固的宏观偏析分布图的数值模拟
Fig.6 Final macrosegregation contour maps of 100 t steel ingots fabricated by conventional casting method (a), LC method of 5 ladles (b) and 10 ladles (c), predicted by numerical simulations
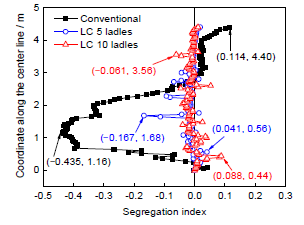
定量分析对比了采用传统铸造工艺和层状铸造工艺制备的100 t钢锭中心线上宏观偏析分布,如图7所示。与传统铸造工艺相比,层状铸造钢锭宏观偏析得到有效控制。传统铸锭下部大范围的严重负偏析区基本消失,铸锭中心线上最大负偏析由-0.435(传统铸造)降至-0.167 (层状铸造5包)和-0.061 (层状铸造10包),最大正偏析由0.114 (传统铸造)降至0.041 (层状铸造5包)和0.088 (层状铸造10包),钢锭整体成分分布较均匀。并且,与5包制备的钢锭相比,采用10包制备的钢锭的宏观偏析无论是在分布范围还是严重程度上都得到了进一步改善。如表2所示,采用5包制备的钢锭宏观偏析指数的跨度和标准差均小于传统工艺条件下的钢锭,而采用10包制备的钢锭这2个指标均进一步减小。简而言之,模拟结果表明,层状铸造工艺可以有效缓解大型钢锭的宏观偏析,且随着分包包数的增多,改善效果有望更明显。
图7 采用传统铸造工艺和层状铸造工艺制备的100 t钢锭中心线上宏观偏析分布曲线的数值模拟
Fig.7 Macrosegregation distribution curves, on which the macrosegregation indexs and corresponding coordinates along the central line of some points are given, along the center line of 100 t steel ingots fabricated by conventional casting method, LC method of 5 ladles and 10 ladles, predicted by numerical simulations
表2 采用传统铸造工艺和层状铸造工艺制备的钢锭中心线上宏观偏析分布特征的数值模拟
Table 2 Macrosegregation distribution characteristics along the center line of steel ingots fabricated by conventional casting and LC methods, predicted by numerical simulations
| Simulated ingot | Range | Standard deviation |
|---|---|---|
| Conventional 100 t | 0.549 | 0.183 |
| LC of 5 ladles 100 t | 0.208 | 0.024 |
| LC of 10 ladles 100 t | 0.149 | 0.021 |
| Conventional 13 t | 0.381 | 0.109 |
| LC of 10 ladles 13 t | 0.214 | 0.035 |
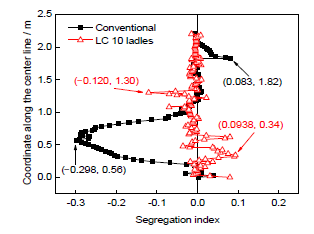
同时利用数值模拟研究了13 t钢锭的凝固过程,除几何尺寸(将100 t铸锭3个方向均缩小约50%)外,其它模拟参数与100 t钢锭所用参数完全相同。需要指出的是,对于13 t钢锭,工业生产中完全可采用传统铸造工艺获得高均质化铸锭,本工作对13 t钢锭采用层状铸造模拟预测只是为了说明层状铸造工艺在不同尺寸铸锭上的宏观偏析改良效果。如图8所示,与传统铸造工艺制备的钢锭相比,采用层状铸造的钢锭整体宏观偏析得到有效缓解,但是个别位置的偏析指数仍然较大。从表2可知,与传统铸造工艺相比,采用包数相同的层状铸造工艺制备不同吨位钢锭时,100 t钢锭的宏观偏析跨度及标准差分别降低了72.9%和88.5%,而13 t钢锭分别降低了43.8%和67.9%。由此可见,层状铸造工艺对于吨位越大的钢锭,更能体现其对宏观偏析的改善效果。
图8 采用传统铸造工艺和层状铸造工艺制备的13 t钢锭中心线上宏观偏析分布曲线的数值模拟
Fig.8 Macrosegregation distribution curves, on which the macrosegregation indexs and corresponding coordinates along the central line of some points are given, along the center line of 13 t steel ingots fabricated by conventional casting method and LC method of 10 ladles, predicted by numerical simulations
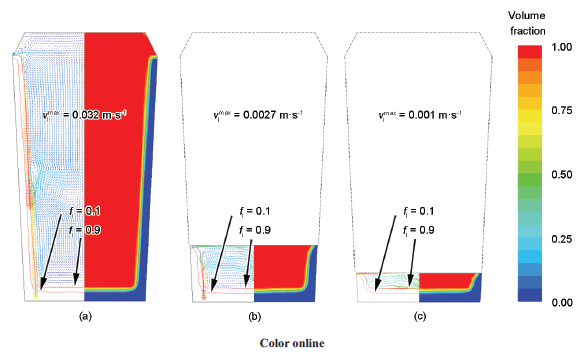
如前所述,大型铸锭中的宏观偏析是由凝固过程中的金属液流动造成的。因此,宏观偏析的严重程度与金属液的流动范围、流动速率和凝固时间都密切相关。当流动范围较大时,在重力作用下,由凝固收缩、溶质再分配等导致密度变化的金属液会获得较大的流动速率,即对流更剧烈;随着凝固时间延长,溶质再分配导致的溶质富集(或贫集)现象会加重,同时剧烈的对流使溶质在大范围内重新分配,造成严重的宏观偏析[6,12,13,33]。反之,当流动范围较小时,宏观偏析可以减弱。如图9所示,传统铸锭中,钢液的流动范围几乎遍及整个铸锭,浇注0.5 h后,钢液的流动速率最大值达到0.032 m/s,且内部长时间处于液态,溶质再分配导致的溶质富集(或贫集)现象突出,以上因素综合导致溶质在整个铸锭范围内重新分配,产生严重的宏观偏析,例如顶部正偏析;而层状铸造铸锭中,每包钢液的流动范围基本上仅限于该包所占的体积内,最大流动速率急剧降低,分5包浇注时为0.0027 m/s,分10包浇注时为0.001 m/s,分别降至传统铸锭中最大流动速率的1/12和1/32,且铸锭按层状方式凝固,各层钢液的凝固是按顺序、分时段进行的,相互之间干扰较小(就溶质对流来说),且每包金属液凝固时间缩短,溶质再分配导致的溶质富集(或贫集)现象相对减弱,溶质只在每包所占体积内重新分配。以上因素综合使溶质在整个铸锭范围内分布相对均匀。
图9 浇注0.5 h后传统铸造和层状铸造工艺下凝固过程中钢液流动情况
Fig.9 Velocity distributions (left half) and solidification conditions (right half) of ingots fabricated by conventional casting method (a), LC method of 5 ladles (b) and 10 ladles (c), after casting 0.5 h (
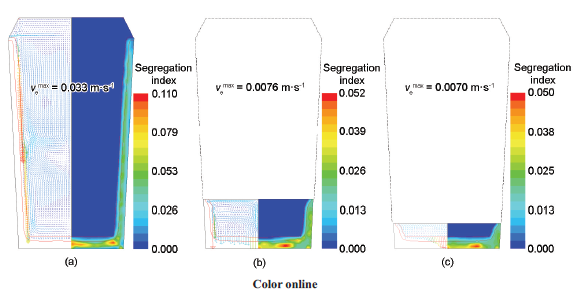
研究[1,42]表明,大型铸锭底部锥形负偏析区主要是由于等轴晶沉降堆积造成的,即金属液内部形成的等轴晶排出溶质,造成等轴晶内部溶质贫乏,且因为固相等轴晶密度比金属液大,在重力作用下下降并在铸锭底部逐渐堆积,最后形成底部锥形负偏析区域。因此,底部锥形负偏析区域的大小与等轴晶的沉降速率和数量密切相关。如图10所示,传统铸锭中,等轴晶的运动速率最大值为0.033 m/s,且铸锭内部长时间处于液态,等轴晶有充足的速率和时间沉降,因此在铸锭底部大量堆积,形成大范围的锥形负偏析区域。然而,在层状铸造铸锭中,情况大不相同,首先,等轴晶的最大运动速率大大降低,分5包浇注时为0.0076 m/s,分10包浇注时为0.0070 m/s,分别降至传统铸锭中最大运动速率的1/4和1/5;其次,分层凝固的方式打破了等轴晶沉降的空间条件,每包金属液中形成的等轴晶基本上只能在该包所占体积内运动沉积,无法向底部已经凝固的区域沉降。由以上因素可知,铸锭底部不会出现大量等轴晶堆积的现象,因此底部锥形负偏析区域也相应消失。
图10 浇注0.5 h后传统铸造和层状铸造工艺下凝固过程中等轴晶运动情况
Fig.10 Velocity distributions of equiaxed grains (left half) and macrosegregation distributions (right half) of ingots fabricated by conventional casting method (a), LC method of 5 ladles (b) and 10 ladles (c), after casting 0.5 h (
从以上对钢液流动和等轴晶运动情况的分析可知,与传统铸造工艺相比,层状铸造工艺抑制宏观偏析的关键优势在于铸锭分层凝固,这是由间隔性的浇注方式所决定的。传统铸造工艺采用一次性完成浇注,长时间凝固的方式为铸锭不同部位金属液之间的溶质聚集和传输提供了便利条件,而层状铸造中采用分包浇注、逐层凝固的方式将溶质传输的范围限制在每包金属液所占体积内,且抑制了促进溶质传输的因素,避免了溶质的聚集和大范围传输。
需要指出的是,数值模拟结果显示,采用层状铸造工艺所得铸锭在铸锭中心线上出现了交替分布的正-负偏析,如图7和8所示。这种交替分布的正-负偏析的形成可作如下解释:当前一浇包金属液快凝固完成,新浇入的金属液与前一包金属液混合形成一个新的小型铸锭进行凝固;这个小型铸锭凝固过程中也会有热溶质对流以及等轴晶的沉积等现象(只是这种现象相对于传统铸造工艺要弱很多),在小型铸锭底部的等轴晶沉积区也会形成负偏析区,在其顶部也会形成正偏析区,从而最终在整个铸锭范围内形成了交替分布的正-负偏析。但是这个交替分布的正-负偏析有望通过工艺的优化而有所改善。比如,从图7可以看出,针对100 t铸锭,与采用5包层状铸造相比,采用10包层状铸造时,此交替分布的正-负偏析得到了明显改善,正-负偏析指数的范围从5包的0.208降低到0.149。
如前所述,层状铸造工艺有效改善了铸锭中的宏观偏析,在提高铸锭成分均匀性方面效果明显,但是目前该工艺还有一些有待改进的地方。
(1) 包数及间隔时间的选择。理论上,在一定范围内,包数越多,铸锭的均匀性越好。但是当包数过多时,每包金属液的量过少,其降温凝固速率会加快,各包间隔时间必然缩短,难以把握,实际浇注可行性降低,且容易造成铸锭冷隔缺陷。合理确定包数及间隔时间,既能保证工艺可行性,避免冷隔缺陷,又能最大限度提高铸锭均匀性。关于包数和时间间隔的选择,还需要进行大量的实验与数值模拟研究。
(2) 金属液氧化。一般情况下,大型铸锭浇注过程是在空气中进行的,此过程中金属液会有一定程度的氧化,导致铸锭中的夹杂缺陷增多。层状铸造工艺将金属液分多包浇注,增加了金属液与空气的接触面积,延长了接触时间,金属氧化物将会增多,因此铸锭中夹杂缺陷增多。所以层状铸造过程中需要更多的保护措施来减少金属液的氧化,如可采用真空浇注、惰性气体保护浇注等方法。
(3) 金属液成分变化。由于凝固过程中溶质再分配,残留金属液中的溶质浓度越来越高(以平衡分配系数k0<1的合金为例,下同),并造成严重的正偏析。在层状铸造工艺中,合理调整各包金属液的成分,如调高先浇注金属液的溶质含量,降低后浇注金属液的溶质含量,将在一定程度上消除溶质再分配造成的宏观偏析[32,36],调整成分的最佳方案有待进一步的深入研究。
解决上述问题可以进一步增强层状铸造工艺对大型铸锭成分均匀性的改善效果。
总之,当前研究虽然显示出层状铸造工艺可有效改善铸锭中的宏观偏析,但只是初步的结果,探讨了该工艺的可行性。今后的研究工作还需要进一步对该工艺的相关关键参数(如包数、间隔时间以及每包金属液的浇注温度、质量、成分等)影响规律及作用机制进行更深入的研究。
(1) 提出了一种可降低大型铸锭宏观偏析的铸造工艺:层状铸造(layer casting)。
(2) 针对Al-4.0%Cu的合金铸锭,传统铸造工艺所得铸锭出现严重的底部负偏析区域和顶部正偏析区域,层状铸造工艺所得铸锭表现出较好的成分均匀性。
(3) 采用柱状晶-等轴晶混合三相凝固模型分别对传统铸造和层状铸造工艺制备的100 t大型Fe-0.2%C铸锭的凝固过程进行模拟计算,模拟结果显示,层状铸造工艺有效缓解了大型铸锭中的宏观偏析,提高了铸锭成分均匀性。
(4) 数值模拟结果表明,在一定范围内,分包包数越多、铸锭的吨位越大,层状铸造工艺对铸锭成分均匀性的改善效果越明显。但是分包包数不能无限多,需要结合具体的实际情况进行优化选择。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}