
李天瑞 , 徐莽
, 徐莽
LI Tianrui, XU Mang
中图分类号: TG146
文章编号: 0412-1961(2017)09-1055-10
通讯作者:
收稿日期: 2016-10-17
网络出版日期: 2017-09-11
版权声明: 2017 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介 李天瑞,女,1992年生,博士生
展开
摘要
对Ti-43Al-4Nb-1.5Mo合金进行包套锻造和后续热处理实验,考察了该过程TiAl合金的热变形行为、流变软化机制以及热处理参数对微观组织和力学性能的影响。结果表明,TiAl合金包套锻造过程的高温流变软化以β相协调变形、片层相变分解、γ相内位错滑移以及孪晶诱导的动态再结晶为主,最终组织为残余α2/γ层片和等轴α2、γ、B2相的混合组织。随热处理温度的升高,热变形组织由残余α2/γ层片和多相混合组织转变为α2/γ层片+γ相组织,在较高的温度下(1300 ℃)转变为全层片组织。其中,B2相随着溶质扩散程度的增加逐渐消失,残余层片组织发生分解转变为等轴α2/γ层片团,同时发生γ→α转变,形成全层片组织。对热等静压、锻态和热处理试样的高温(800 ℃)拉伸性能进行比较,经热处理后获得的全片层组织具有最佳的综合性能,抗拉强度为663 MPa,延伸率达到26%。分析该样品的断裂行为可知,由于存在层片扭曲拉长、微孔钝化以及裂纹曲折延伸的断裂机制,全层片组织具有良好强度-塑性的综合力学性能。另外,热加工过程中(高温) bcc结构B2相能够协调变形,但服役条件下硬脆的B2相作为裂纹源容易引起裂纹萌生,对力学性能极其不利。因此,TiAl合金在热变形和服役过程中需要对组成相进行严格控制,从而获得良好的力学性能。
关键词:
Abstract
TiAl alloys are highly promising for high temperature structural application due to their excellent mechanical properties. However, the widespread applications of TiAl alloys have been limited for their low temperature brittleness and poor workability. The further thermo-mechanical treatments is applied for fine microstructures and improved ductility to promote the commercial applications, during which the investigations of hot deformation behavior and microstructural evolution are necessary for the improved microstructure and mechanical properties. The canned forging and subsequent heat treatments of Ti-43Al-4Nb-1.5Mo alloy have been conducted, during which the hot deformation behavior, flow softening mechanism, microstructure evolution and mechanical properties were investigated. The results show that the flow softening process of the canned forging TiAl alloy can be attributed to the soft β phase, α2/γ lamellae decomposition and the dynamic recrystallization induced by dislocation slipping and twinning in γ phase, and the final microstructure is composed of remnant α2/γ lamellae and equiaxed α2, γ and B2 phases. With the increasing heat treatment temperature, the microstructure changes from the multi-phase structure (remnant α2/γ lamellar, equiaxed α2, γ and B2 phases) at 1250 ℃ to the α2/γ lamellar and γ phase at 1285 ℃, and then the fully α2/γ lamellar structure at 1300 ℃, during which the B2 phase is gradually dissolved due to the solution diffusion, and the remnant α2/γ lamellae change to equiaxed α2/γ colonies according to the α2/γ→γ+α2+B2 transition, and the final fully α2/γ lamellar structure is promoted by γ→α transition at high temperature. Moreover, the tensile tests of the hot isostatic pressed (HIPed) samples, canned forged and heat treated samples at 800 ℃ are conducted, in which the fully lamellar structure shows the high properties with the ultimate strength of 663 MPa and the elongation of 26%. The deformation process of the fully α2/γ lamellar can be strengthened by the lamellae twisting, microvoid inhibition and wavy growth of the cracks, leading to the optimal high temperature performance. Moreover, the disordered bcc β phase can promote the deformation during the hot working process at the high temperature (≥1200 ℃), while the hard-brittle B2 phase severely deteriorates the service properties, which should be controlled accurately for the high mechanical properties during the thermo-mechanical processing.
Keywords:
TiAl合金具有较低的密度、优良的高温强度、抗氧化性和抗蠕变等特点,是具有发展前景的新一代高温轻质结构材料[1~3],被广泛应用于高性能发动机的喷嘴、超高速飞行器的热防护系统、翼、壳体及汽车工业领域[4,5]。然而,室温塑性差、断裂韧性低及高温变形能力差等缺点严重限制着TiAl合金的广泛应用[6,7]。
新型β型γ-TiAl合金(成分范围:Ti-(40~45)Al-(2~8)Nb-(1~8)(Mn, Cr, Mo, V)-(0~0.4)(B, C),原子分数,%)是具有优异高温变形能力TiAl合金的典型材料,拓宽了TiAl合金的热加工工艺窗口,对于促进TiAl合金的工程化应用具有重大意义。另外,通过热加工过程和后续热处理可以获得均匀细小的微观组织,显著提高TiAl合金的变形能力和力学性能。然而,TiAl合金的热变形过程对工艺参数非常敏感,是再结晶及高温相变综合作用的结果,该过程存在复杂的多相组织转变和高温流变软化行为。Kim等[8]的研究结果表明, 通过控制TiAl合金热变形过程中的高温组织可以显著降低材料的变形抗力,提高其成型性能。同时,对高温流变软化行为的研究有利于变形工艺参数的优化和组织调控。目前,有关TiAl合金热变形行为和组织演化的研究尚不深入。TiAl合金的全片层组织和双态组织通常具有良好的力学性能,对于α/γ两相的TiAl合金,可以采用在不同相区温度内进行保温、然后炉冷或空冷进行组织控制。而对于热变形TiAl合金,在温度和变形应力的综合作用下,其热处理过程对多相组织的分布、晶粒尺寸和组织均匀性具有复杂影响[9]。因此,对TiAl合金热变形行为和组织演化的研究有助于实现组织的精确控制,获得良好的力学性能,进而促进该合金的工程化应用。
除此之外,TiAl合金的发展使得Nb、Mo、V等变成必不可少的添加元素,然而,合金元素的加入会改变TiAl合金相图,形成复杂的多相组织。其中,β相稳定元素Nb、Mo等的富集会促进高温β相在室温下保持稳定而形成B2相[10~12]。B2相常被认为是硬脆相,可导致变形过程中裂纹的产生,并且会降低TiAl合金的室温及高温强度,然而,bcc的β相常被引入以提高TiAl合金的高温协同变形能力[13,14]。通过控制热变形与后续处理过程中B2相形成和分布,对获得TiAl合金优异的力学性能至关重要,但相关组织演化和控制规律尚不清楚。因此,考察该合金热变形过程中的相组成和分布特征,有助于优化热变形工艺和获得最优的力学性能[15~20]。
本工作选取Ti-43Al-4Nb-1.5Mo (原子分数,%)合金进行了包套锻造和后续热处理实验,研究了包套锻造TiAl合金的热变形行为、流变软化行为以及组织演化;考察了热处理过程对包套锻造TiAl合金微观组织和高温力学性能的影响,分析了不同状态下TiAl合金的断裂行为。重点研究了TiAl合金中B2/β相在热加工和后续热处理过程中的形态和分布及其对力学性能的影响。
应用水冷Cu坩埚真空感应熔炼炉制备名义成分为Ti-43Al-4Nb-1.5Mo的合金铸锭,采用纯度为99.95%的Ti、99.99%的Al、Al-50Nb (质量分数,%)以及Al-56Mo (质量分数,%)合金作为原料,按成分比配重后熔铸得到实验用母合金铸锭。对TiAl合金铸锭进行950 ℃保温40 h后随炉冷却(950 ℃、40 h、FC)的退火处理,随后进行1250 ℃、120 MPa、4 h、FC的热等静压(hot isostatic pressing,HIP)处理。用电火花线切割技术在铸锭上切取直径105 mm、长110 mm的圆柱形试样,车光表面,采用壁厚为15 mm的包套材料进行封装,在1250 ℃进行包套锻造实验,变形量为70%,包套和试样间采用高温玻璃润滑剂进行润滑和隔热。分别在锻饼不同位置切取试样,观察锻态TiAl合金的热变形行为和组织演化规律。
用高温气氛炉进行包套锻造TiAl合金的热处理实验,锻态样品置于高纯Al2O3坩埚中,分别在1200~1300 ℃温度范围内保温30 min,随后炉冷。利用DMIRM金相显微镜(OM)、ULTRA55扫描电子显微镜(SEM)及Tecnai G2 F20 S-TWIN透射电子显微镜(TEM)进行微观组织观察和分析。使用纳米力学测试系统进行硬度分析,使用SHIMADZU AG-X plus电子万能试验机测试高温拉伸性能。
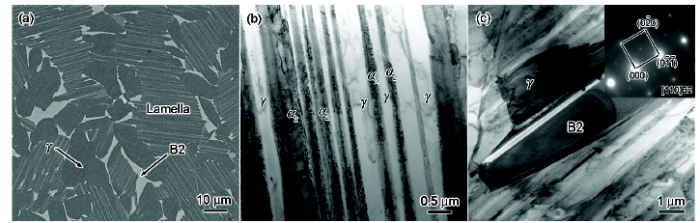
热等静压后Ti-43Al-4Nb-1.5Mo合金的组织由γ、α2和B2相3相组成,其中γ和α2以细小的层片晶(尺寸约30 μm)形式存在,同时在层片团界面上分布着B2 (尺寸约5 μm)和γ相(尺寸约10 μm),如图1a所示。由于该合金含较低量的Al (≤45,原子分数,%)和稳定β相元素的Nb,其凝固过程为完全的β相凝固:L→β→α+β→α/γ+B2+γ→α2/γ+B2+γ,其中α相可沿着12种不同晶体取向从高温β相中析出[21],导致最终形成尺寸细小的α2/γ层片组织,层片间距约为0.5 μm,如图1b所示;此外,β相稳定元素Nb的富集会促进高温β相在室温下形成B2相,同时由于相变过程中的溶质偏析特点[15,22],富Nb的B2相通常与富Al的γ相共存在层片团界面处,如图1c所示,插图中的SAED谱显示B2相为CsCl结构的有序相,晶格参数a=0.233 nm。
图1 热等静压Ti-43Al-4Nb-1.5Mo合金的微观组织和相组成
Fig.1 Microstructures and phase constituents of the hot isostatic pressed (HIPed) Ti-43Al-4Nb-1.5Mo (atomic fraction, %) alloy (a) microstructure (b) lamellar structure(c) γ phase and B2 phase at the lamellar colony boundary (Inset shows the SAED pattern of B2 phase)
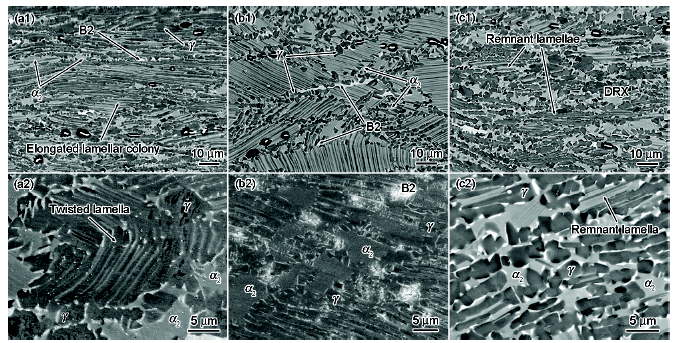
图2为包套锻造Ti-43Al-4Nb-1.5Mo合金横向方向不同位置处的微观组织。由于受垂直压应力的影响,包套锻造过程中从锻饼边缘到心部的变形量逐渐增大。在锻饼边缘,沿着垂直锻造方向分布的层片组织容易发生弯曲、拉长变形,如图2a1所示;平行于锻造方向分布的层片则发生剧烈扭折变形,如图2a2所示,片层界面向垂直于锻造方向转变,锻饼边缘只发生了部分的再结晶。在锻饼1/4位置处,如图2b1和b2所示,变形程度明显增加,片层内部开始发生分解,再结晶程度增加,片层连续性被打断,片层内部大量的应变能得以释放。在锻饼的中心区域(大变形区域),如图2c1和c2所示,组织得到了充分的细化,呈几乎完全动态再结晶组织,仅存在少量残余层片。
图2 包套锻造Ti-43Al-4Nb-1.5Mo合金不同位置处的微观组织
Fig.2 Low (a1~c1) and high (a2~c2) magnified microstructures at the different regions of the canned forging Ti-43Al-4Nb-1.5Mo alloy(a1, a2) close to the edge of the pancake(b1, b2) the quarter of the pancake showing the decomposition of α2/γ→γ+α2+B2/β(c1, c2) the core of the pancake showing the dynamic recrystallization (DRX) grains and the remnaut lamellae
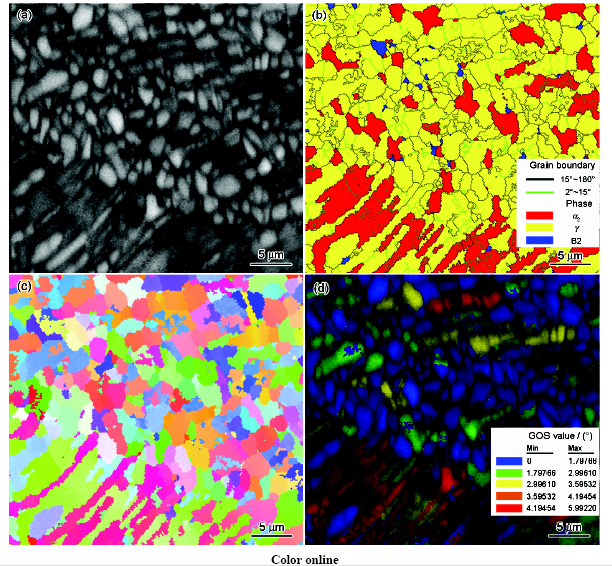
图3显示了包套锻造Ti-43Al-4Nb-1.5Mo合金变形组织的电子背散射(EBSD)像。图3a为变形组织的图像质量(IQ)图,由于材料的相界和晶界处存在晶体缺陷,这些位置呈现黑色。图3b和c显示了相分布图、晶界(GB)图和晶粒分布图。可以看出,变形组织中存在再结晶的等轴晶相(γ、α2及少量B2相)以及残余的α2/γ层片。α2/γ层片组织发生了充分的再结晶和相变分解,晶粒尺寸约为4 μm,如图3b上部区域所示,存在大量的大角度晶界,而该图左下角区域再结晶程度较低,层片团内部存在一定的小角度晶界。如图3d的晶粒取向分布图所示,弯曲的片层区域(红色覆盖)晶格畸变程度较大,存在较高的位错密度和内聚能,而在等轴晶区内(蓝色覆盖)变形程度小,晶格无畸变,变形应变能得到充分释放。总体来说,包套锻造TiAl合金的热变形过程是再结晶和相转变综合作用的结果,最终组织由等轴γ、α2及少量B2相以及残余α2/γ层片团组成。该组织中的残余层片常呈现垂直于外力方向分布且具有大量的应变能,这可能是由于组织、应力分布不均匀导致力学性能的下降所致,因此,需要在热加工以及后续的热处理过程中对其进行消除。
图3 包套锻造Ti-43Al-4Nb-1.5Mo合金微观组织的EBSD表征
Fig.3 EBSD results showing the microstructures of canned forging Ti-43Al-4Nb-1.5Mo alloy (a) image quality (IQ) map (b) grain boundary misorientation angles and phases (c) grain distribution(d) grain orientation spread (GOS) map (GOS values show the average difference in orientation between the average grain orientation and the bigger GOS value, the higher dislocation density, and vice versa)
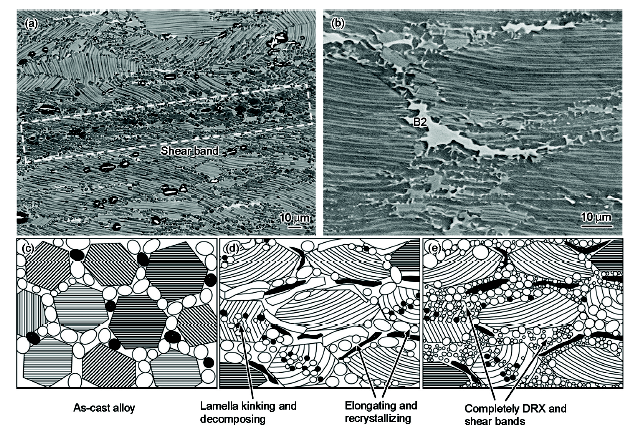
TiAl合金的热变形行为是相变过程和再结晶过程综合作用的结果,同时由于其复杂的多相组织及分布,变形过程存在复杂的流变软化行为。图4a显示包套锻造TiAl合金中存在大量的剪切带组织,这主要是由组织分布不均匀导致局部区域流变软化引起的。图4c~e显示了不同组织的变形特征以及剪切带形成的示意图。Nb元素的加入能够降低TiAl合金中γ相的层错能,使其易于在晶界处发生动态再结晶,晶界处(γ相+β相)微区滑移系多,强度较低,变形能力强,故在较小的变形应力下容易通过晶界滑移产生变形;另外,强烈弯曲扭折的层片组织容易发生相变分解,等轴的γ、α2和β相区域同样容易发生流变软化,因此,TiAl合金中由于组织分布和变形能力的差异性导致局部软化,形成图4a所示的剪切带变形组织。另外,bcc的β相具有大量的滑移系,在热变形过程中容易发生滑移变形,如图4b所示,原始等轴的B2相呈条带状沿晶界分布,γ相与高温β相的共同作用能够协调层片组织变形,促进了TiAl合金热变形过程的进行。上述结果与文献[8,23,24]所报道的TiAl合金中所发现的组织特征和局部软化现象相一致。
图4 包套锻造Ti-43Al-4Nb-1.5Mo合金的热变形组织以及局部流变软化机制示意图
Fig.4 Deformed microstructures and the local flow softening mechanism of the canned forging Ti-43Al-4Nb-1.5Mo alloy (a) shear band (b) elongated B2 phase (c~e) schematics for the local flow softening
图5给出了包套锻造Ti-43Al-4Nb-1.5Mo合金的TEM像。TiAl合金的α2/γ层片组织在高温和应力的共同作用下,容易发生相分解,即α/γ→γ+α+B2/β,引起层片组织的不连续性,如图5a和b所示。在变形过程初期,片层在外力作用下弯折或扭转,逐渐向垂直于外应力方向偏转,在此过程中,片层剧烈扭折位置率先发生相分解。而部分片层沿着垂直变形方向拉长变形,应变能较低,难以发生分解,只有在锻饼心部变形量较大的区域,此类片层才会发生分解(图2c1和c2)。随着变形量的增加,片层分解程度增加,获得等轴γ和B2相,使其畸变能得到部分释放,如图5b所示。随着热变形程度的增加,层片团间的微观组织会发生动态再结晶,再结晶过程主要以位错和孪晶诱导2种方式进行。如图5c所示,大量位错在γ晶粒内部塞积,由于L10结构的γ相滑移系相对较多,在应变能的作用下,γ相通过普通位错、超位错滑移系统进行变形,从而发生动态再结晶。除此之外,随着变形量的增加,片层晶界处的γ晶粒内可以发现大量的形变孪晶,如图5d所示,低层错能的γ-TiAl仅有一个明显的孪生剪切方向,这种孪生不会改变其有序结构,孪晶界随着应变能的增加逐渐向大角度晶界转化,诱导γ相发生动态再结晶。
图5 包套锻造Ti-43Al-4Nb-1.5Mo合金的相分解和再结晶过程
Fig.5 TEM images of the canned forging Ti-43Al-4Nb-1.5Mo alloy (a) lamella decomposition (b) the equiaxed (γ+B2) and remnant α2/γ colonies(c) dislocations in γ grains (d) twins in γ grains
上述结果表明,完全β相凝固的Ti-43Al-4Nb-1.5Mo合金的高温流变软化机制是以层片团扭转变形、B2/β相协调变形、片层相变分解、γ相内位错甚至超位错的滑移及γ相孪晶诱导的动态再结晶为主[25]。总体上,锻态合金组织较为均匀,发生了一定的动态再结晶,残余层片较少。因此,合理的包套锻造工艺能够减小锻造过程中试样的温度梯度,保证合金的均匀塑性流变,从而提高合金组织的均匀性。
热变形TiAl合金通常存在残余α2/γ层片、多相组织以及残余应力,容易导致微观组织和力学性能的不均匀。同时TiAl合金的全层片和双态组织通常具有良好的服役性能,需要通过后续热处理进行组织调控。因此,对包套锻造Ti-43Al-4Nb-1.5Mo合金进行了不同温度的热处理实验,从而获得该过程的组织演化规律以及优化的力学性能[26]。
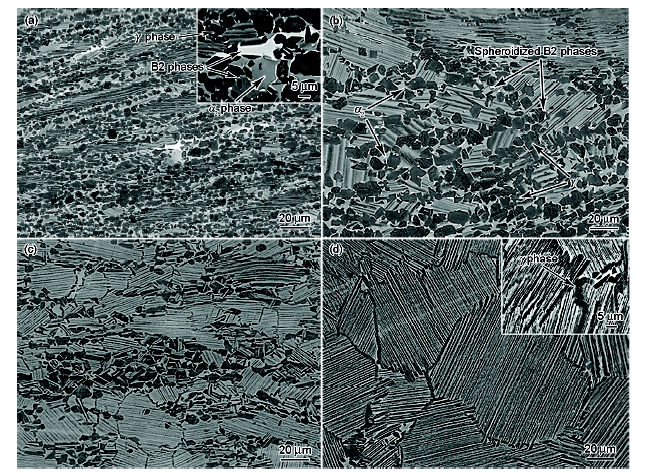
2.4.1 不同热处理工艺下合金的微观组织 图6显示了包套锻造Ti-43Al-4Nb-1.5Mo合金不同热处理温度下的微观组织。如图6a所示,热处理温度为1250 ℃时,组织由等轴晶(γ+B2+α2)、残余α2/γ层片和条带状B2相组成,少量层片组织发生分解,但仍然保持着变形态组织。当热处理温度升至1275 ℃时,拉长的层片组织发生完全分解,转变为等轴状层片团组织,晶界处拉长的B2相发生球化,再结晶区域比低温时(1250 ℃)增大,如图6b所示。当热处理温度为1285 ℃时,获得α2/γ层片和γ相的双态组织,再结晶区的细小片层团发生长大,晶界处的B2相消失,如图6c所示,最终组织由等轴状的片层团与晶界处的γ相组成。经1300 ℃保温30 min后炉冷,最终组织为全片层组织,片层晶粒尺寸约为60 μm,片层团界面上存在少量的γ相,如图6d所示。由上述结果可知,不同热处理工艺的组织演变是变形残余应力和温度作用下的相变过程、溶质扩散和再结晶过程综合作用的结果,由热变形的多相组织转变为双态组织,残余的层片组织发生分解同时B2相逐渐消失,高温时转变为全片层组织。
图6 包套锻造Ti-43Al-4Nb-1.5Mo合金不同温度热处理后的微观组织
Fig.6 Microstructures of canned forging Ti-43Al-4Nb-1.5Mo alloy after heat treatments at the different temperatures for 30 min and by furnace cooling (Insets show the high magnified images) (a) 1250 ℃ (b) 1275 ℃ (c) 1285 ℃ (d) 1300 ℃
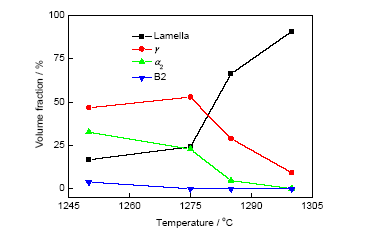
上述结果显示,在热处理过程中,受加热温度和保温时间的影响,热变形TiAl合金的微观组织及组成相发生了较大变化。图7显示了片层、γ、α2和B2相体积分数随温度的变化曲线。随着热处理温度的增加,α2/γ层片组织体积分数升高,等轴γ相的体积分数先升高后降低,B2相的体积分数逐渐降低。由TiAl合金相图可知,在1250~1300 ℃温度范围内,先后经历B2/β+α+γ、α+γ和α相区。在较低的温度范围内对应着B2/β+α+γ的三相区,包套锻造TiAl合金中残余α/γ层片组织在温度和内部应变能的共同作用下发生α/γ→γ+B2/β+α分解后逐渐消失。而随着热处理温度的增加,锻态组织中粗大片层的分解程度明显增加,片层内部的应变能得以充分消除,片层团几乎呈等轴状。在热处理温度作用下发生γ→α转变,随着温度的升高,α相体积分数逐渐增加,在随后的冷却过程中出现大量的层片组织,室温α2相减少,溶质扩散程度增加并逐渐分布均匀,尤其当β相稳定元素Nb发生充分的扩散,在随后的冷却过程中,B2相逐渐发生球化并随着温度的升高,体积分数下降,直至消失。而在较高的温度下,近于单一的α相区,在随后的炉冷过程中转变为全片层组织。综上所述,包套锻造TiAl合金在后续热处理过程中,需要综合考虑变形程度、溶质扩散、再结晶和相变过程,精确控制合金的相组成和组织特征。
图7 包套锻造Ti-43Al-4Nb-1.5Mo合金不同温度热处理后各组成相的体积分数变化
Fig.7 Evolutions of the volume fractions of different phases with the heat treatment temperatures of the canned forging Ti-43Al-4Nb-1.5Mo alloy
2.4.2 包套锻造Ti-43Al-4Nb-1.5Mo合金的高温力学性能 表1给出了Ti-43Al-4Nb-1.5Mo合金在不同状态下800 ℃的拉伸性能。由于组织不均匀和晶粒粗大,经HIP处理试样高温强度(约492 MPa)和延伸率(约2.9%)都较低。在经过包套锻造后,合金的强度得到明显提高,抗拉强度达到594 MPa,延伸率可达30.0%以上。经1250 ℃、30 min、FC的热处理后,合金抗拉强度降至576 MPa,延伸率稍有提高;经1300 ℃、30 min、FC 热处理后,抗拉强度达到663 MPa,而断裂延伸率达到26.0%,说明在此工艺下该合金具有优异的高温力学性能。锻态TiAl合金由于在高温发生塑性变形和动态再结晶,获得了均匀、细化的等轴晶组织,有利于其强度和塑性的改善。
表1 Ti-43Al-4Nb-1.5Mo合金不同处理工艺下800 ℃的拉伸性能
Table 1 High temperature tensile properties at 800 ℃ of the HIP, canned forging and heat treatment Ti-43Al-4Nb-1.5Mo alloy
| Specimen | σ0.2 / MPa | σb / MPa | δ / % |
|---|---|---|---|
| HIP (1250 ℃, 120 MPa, 4 h, FC) | 416 | 492 | 2.9 |
| Canned forging | 534 | 594 | 33.0 |
| Canned forging +1250 ℃, 30 min, FC | 506 | 576 | 36.0 |
| Canned forging +1300 ℃, 30 min, FC | 552 | 663 | 26.0 |
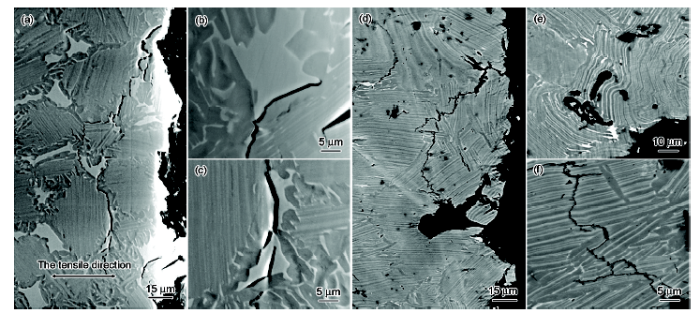
Ti-43Al-4Nb-1.5Mo合金高温拉伸后断口侧面处的微观组织如图8所示。经HIP处理后的组织具有α2/γ层片、界面处γ相和B2相的混合组织,在800 ℃进行高温拉伸后,断口附近的组织几乎未发生任何塑性变形,裂纹率先从B2相处开始萌生,并沿着B2相迅速扩展,如图8a~c所示。这主要是由硬脆的B2相引起的,晶界处B2相容易引起应力集中,导致裂纹的萌生及扩展。TiAl合金中各相硬度如下:γ相约为8.29 GPa,α2/γ片层约为6.21~7.44 GPa,B2相为9.11 GPa,由此可见,B2相的硬度显著高于α2/γ片层与片层晶界的γ相,易引发应力集中,严重降低了TiAl合金的高温强度与塑性。而在1300 ℃、30 min、FC热处理后的试样具有全片层组织,如图8d~f所示,在高温拉伸后的断口附近,可明显观察到片层α2/γ界面向拉应力方向偏转,并逐渐趋于拉应力方向,少量垂直于拉应力方向的片层则发生剧烈的弯曲、扭折,并极易在其附近形成微孔,孔洞周围组织则发生剧烈变形,如图8e所示。微孔洞主要在层片晶界或层片晶内界面处形成,导致拉伸强度达到峰值后开始下降。微孔洞的形成原因是各个片层晶粒的取向不同,且全层片组织中的α2相和γ相硬度仍存在差异,片层晶粒之间或α2与γ板条之间并不能完全地协调变形。与此同时,层片沿界面撕裂导致的微孔长大、连接形成裂纹。如图8f所示,裂纹萌生、扩展过程中在片层中不断地改变方向。从裂纹的扩展路径可以看出,若裂纹前沿与其呈90°或近90°的片层界面相遇,则需要更大的能量来撕裂片层,裂纹垂直于片层界面扩展,由于γ /α2/γ的交替结构,当能量不足以使裂纹继续向前扩展时,裂纹转换方向,沿片层界面方向扩展。全片层的组织特点使得裂纹可以在片层中不断地变换方向,最终形成“台阶状”扩展路径[27],该过程提高了TiAl合金的强度和断裂韧性。
综上所述,通过热加工和后续热处理获得具有不同取向的细小层片团组织的TiAl合金,有利于应力的均匀分布、协调变形以及阻碍裂纹扩展的能力,从而获得良好塑性和强度的综合性能。另外,锻造状态和低温热处理状态TiAl合金通常只有较低的强度和较高的塑性,这主要是由于最终组织中存在细化的多相结构以及等轴再结晶组织,能够促进协调变形,提高TiAl合金的高温塑性。而TiAl合金由于溶质富集形成的硬脆B2相极易引起裂纹的发生,降低合金的强度和塑性,在组织控制中应该尽量消除B2相。
图8 Ti-43Al-4Nb-1.5Mo合金不同组织高温拉伸后断口附近的裂纹扩展
Fig.8 Crack propagation of Ti-43Al-4Nb-1.5Mo alloy with HIP (a~c) and 1300 ℃, 30 min, FC treatment (d~f)(a) overall appearance of the crack propagation with HIP treatment (b, c) the corresponding crack propagation around B2 phase(d) overall appearance of the crack propagation with 1300 ℃, 30 min, FC treatment(e, f) the corresponding crack initiate and crack growth
Ti-43Al-4Nb-1.5Mo合金不同组织高温拉伸后断口形貌如图9所示。经HIP处理的试样拉伸断口界面较为平滑,大多是沿晶断裂及少量穿片层晶断裂,为典型的脆性断裂,如图9a所示。全片层组织的断口形貌呈现片层结构的脆性解理断裂,且断口不平坦,断裂的层片组织附近存在一些微孔,如图9b所示。可见,在断裂前虽发生了较大的剪切变形,断口附近的片层组织发生弯曲,形成微孔,但仍属于脆性断裂,进一步证明了全片层组织的微孔连接机制。
图9 Ti-43Al-4Nb-1.5Mo合金经HIP和热处理后的高温拉伸断口形貌
Fig.9 Morphologies of the high temperature tensile fracture after HIP (a) and 1300 ℃, 30 min, FC (b) in Ti-43Al-4Nb-1.5Mo alloy at 800 ℃
综上所述,TiAl合金中的层片组织由于存在层片扭曲、微孔钝化以及裂纹曲折延伸的断裂机制,大幅提升了材料的延伸率,同时材料的屈服和抗拉强度有所提升,因此全片层TiAl合金组织具有最佳的综合性能。同时,热变形过程中bcc的B2相具有较多的滑移系能够协调变形,而在使用温度范围内,B2相表现为硬脆性,对TiAl合金的力学性能极其不利。因此,应该在热变形过程中引入B2相,而在服役过程中通过调整热处理工艺消除B2相,从而获得良好的综合性能。
(1) 包套锻造Ti-43Al-4Nb-1.5Mo合金的锻饼边缘以片层拉长、弯曲为主,再结晶程度较低,而锻饼心部发生了充分动态再结晶,仅剩余少量的残余片层。TiAl合金包套锻造过程的高温流变软化机制以β相协调变形、片层相变分解、γ相内位错滑移以及γ相孪晶诱导的动态再结晶为主,最终组织为残余α2/γ层片和等轴α2、γ、B2相的混合组织。
(2) 随着热处理温度的增加,TiAl合金的组织发生较大变化,热变形组织由残余α2/γ层片和等轴的多相混合组织(1250 ℃)转变为α2/γ层片和γ相的组织(1285 ℃),在较高的温度下(1300 ℃)转变为全层片组织。其中,B2相随着溶质扩散程度的增加逐渐消失,残余层片组织发生分解,转变为等轴α2/γ层片团,同时发生γ→α转变,最终形成全层片组织。
(3) 将不同状态的Ti-43Al-4Nb-1.5Mo合金经热处理后获得的全片层组织较α2/γ+B2多相组织具有最优的强度和塑性综合性能,这主要是由于全层片组织在拉伸变形过程中存在层片扭曲、微孔钝化以及裂纹曲折延伸的断裂机制。另外,热变形过程中bcc的B2相能够协调变形,而在使用温度范围内B2相表现为硬脆性,对力学性能极其不利,因此,TiAl合金在热变形和使用过程中需要对相组成进行严格控制,从而获得良好的力学性能。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}