
杨建海 , 葛利玲
, 葛利玲
YANG Jianhai, GE Liling
中图分类号: TG174.4,TG146.2
文章编号: 0412-1961(2017)07-0842-09
通讯作者:
收稿日期: 2016-09-21
网络出版日期: 2017-07-10
版权声明: 2017 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介 杨建海,男,1984年生,博士生
展开
摘要
采用超音速微粒轰击(SFPB)和表面机械滚压处理(SMRT)相结合的混合表面纳米化(HSNC)方法在2A14铝合金表面制备出梯度纳米结构(GNS)表层,之后进行了搅拌摩擦焊(FSW)。利用OM、SEM和TEM对比研究了HSNC样品和原始样品FSW焊缝的微观组织和断裂形貌。结果表明,GNS表层以类似“S”线复杂形式分布在HSNC样品的热机影响区(TMAZ)和焊核区(NZ)中,形成了纳米层区(NLZ);原始样品显微硬度最低处和断裂位置均发生在前进侧的TMAZ,HSNC样品显微硬度最低处和断裂位置均发生在NZ;HSNC样品的抗拉强度比原始样品提高了6.4%,延伸率比原始样品提高了14.1%,两者的断裂方式均为韧性断裂,但原始样品断口形貌为非等轴韧窝和撕裂韧窝,HSNC样品断口形貌为等轴韧窝。分析表明,由于纳米晶的优异性能,NLZ在提高焊缝强度的同时提高了塑性变形能力。
关键词:
Abstract
2A14 aluminum alloy is the important raw materials of aerospace, which belongs to the heat treatment aluminum alloy. Friction stir welding (FSW) can weld aluminum alloy with high quality, and can avoid the pores and cracks of fusion welding effectively. In order to obtain better mechanical properties of FSW joints, the surface nanocrystallization method is introduced into FSW technology. By means of the hybrid surface nanocrystallization (HSNC) method of both supersonic fine particles bombarding (SFPB) and surface mechanical rolling treatment (SMRT), a smooth gradient nanostructured (GNS) layer was formed on the surface of 2A14 aluminum alloy before FSW. The FSW joints microstructure and fracture morphology of the original and HSNC specimens were researched by OM, SEM and TEM. The results showed that nanostructure layer zone (NLZ) was formed when GNS with shape similar to the "S" line was distributed in the thermal-mechanical affected zone (TMAZ) and the nugget zone (NZ) of the HSNC specimen. The lowest micro-hardness and fracture position of the original specimen occurred on the TMAZ of advancing side (AS). The lowest micro-hardness and fracture position of the HSNC specimen occurred on the NZ. The tensile strength of HSNC specimen was 6.4% higher than the original sample. The elongation of HSNC specimen was 14.1% more than the original specimen. The fracture mode of both specimens was toughness fracture. The fracture morphology of the HSNC was isometric dimple when the fracture morphology of original specimen were non-isometric dimple and avulsion dimple. Analysis showed that the NLZ of the FSW joints was beneficial to improving the strength and the plastic deformation capability simultaneously.
Keywords:
2A14铝合金作为航天领域的重要原材料,属于热处理强化铝合金,其高强低韧的特殊物理属性和沉淀强化机制使其在焊接过程中比其它铝合金更容易产生裂纹等焊接缺陷[1]。搅拌摩擦焊(FSW)是英国焊接研究所(TWI)发明的一种固相连接新工艺技术[2,3],可有效避免传统熔化焊产生的气孔和裂纹等各种缺陷,具有连接温度低、焊后残余应力小以及接头性能高等一系列优点,可实现传统认为不可焊的高强铝合金(如2×××系和7×××系铝合金)的高质量焊接[4]。在航空航天、船舶、汽车等领域,尤其是高强铝合金的焊接方面具有广阔的应用前景。表面纳米化(surface nanocrystallization,SNC)技术作为金属材料表面强化的一种新手段,能够在材料表层形成梯度纳米结构(GNS)[5~9],获得高强度、高硬度和高耐磨等优异性能。
不同工况下对铝合金进行搅拌摩擦焊已有较多报道,徐韦锋等[10]对厚板铝合金搅拌摩擦焊接头的显微组织和力学性能进行了研究,结果表明,接头横截面显微硬度沿焊缝中心呈不对称分布,焊核区(nugget zone,NZ)上部的第二相粒子比下部的更均匀和细小,力学性能随着焊速的升高而降低,断裂模式以韧性断裂为主;张会杰等[11]对2A14-T6铝合金进行双轴肩FSW,焊缝各区的强化相发生了溶解或粗化,显微硬度出现了软化现象;Malarvizhi和Balasubramanian[12]对2219-T8铝合金进行FSW,获得无缺陷焊缝,接头抗拉强度可达母材的72.7%;在提高2219铝合金FSW接头力学性能方面,Liu等[13]和Zhang等[14~16]利用热沉原理在水下对2219-T6铝合金进行FSW,以降低焊接热循环的影响; 康举等[17]对2219-T8铝合金搅拌摩擦焊接头力学性能薄弱区进行研究,结果表明,焊接热循环和搅拌作用加权强化效果最弱的区域是强度最差的位置,拉伸时接头变形主要发生在热机影响区(thermal-mechanical affected zone,TMAZ);王东等[18]对焊前进行热处理的SiCp/Al-Cu-Mg复合材料进行搅拌摩擦焊,结果表明其接头力学性能得到提高。
本工作首先采用超音速微粒轰击(SFPB)和表面机械滚压处理(SMRT) 2种表面纳米化技术对2A14铝合金焊接面进行混合表面纳米化(HSNC)处理,SFPB的目的是得到厚度较大的GNS表层,SMRT的目的是制备出表面光滑、无裂纹、表层晶粒尺寸更细的GNS表层,使得铝合金焊接面在挤压接触时更紧密,经过HSNC处理后,材料表面形成约130 μm厚的塑性变形层,其中GNS层厚约50 μm,表面粗糙度由原始样品的0.8 μm减小到0.6 μm,表层纳米晶尺寸约为30 nm[8],然后对2A14铝合金进行搅拌摩擦焊,在焊缝中制备出一定体积的纳米晶层区(nanostructure layer zone,NLZ),分析NLZ的显微组织形貌变化,研究NLZ对2A14铝合金搅拌摩擦焊接头力学性能的影响。
实验材料为150 mm×60 mm×4 mm的2A14铝合金板,其主要化学成分(质量分数,%)为:Cu 4.2,Mg 0.6,Si 0.8,Mn 0.8,Fe 0.7,Zn 0.3,Ni 0.1,Ti 0.15,其它0.15,Al余量。实验材料初始状态为退火态,先进行淬火(500 ℃保温60 min,之后用40~60 ℃水冷却20 min),淬火后5 h内进行人工时效(150 ℃人工时效10 h),最后轧制成4 mm厚的工业级铝板产品。在进行SFPB前,将样品表面进行研磨、抛光处理。
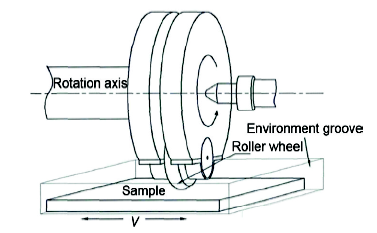
焊接前,采用1433/8558Progressive (DT1480)数控喷丸机对铝合金样品进行SFPB表面处理,主要参数为:弹丸材质为不锈钢S110,弹丸直径0.3 mm,喷射角90°,工作气压0.53 MPa,气流速率1200 m/s,喷射距离130 mm,喷射时间10 min。SMRT装置示意图参见图1[19]。旋转轴转速为60 r/min,轴上装有WC-Co硬质合金钢冲击滚轮,滚轮最大直径45 mm,厚度为15 mm,可绕轴心自由移动,板材样品可以左右移动,移动速率为0.42 mm/s,移动最大距离100 mm,样品左右移动一个来回为2次处理。前期工作[8]表明,样品在室温空气环境下的表面纳米化效果更好,所以本工作在室温空气环境下,对SFPB处理后的样品进行表面机械滚压处理12次,SFPB和SMRT处理的样品面均为上表面、下表面和焊接对接面。
图1 表面机械滚压处理装置示意图[
Fig.1 Schematic of surface mechanical rolling treatment equipment[
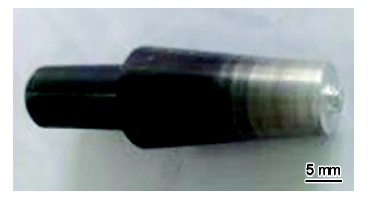
利用FSW5020箱底搅拌摩擦焊接系统对原始样品和混合表面纳米化后的样品沿长度方向进行搅拌摩擦焊,焊接前用丙酮去除表面油污。如图2所示,焊接采用的搅拌头轴肩直径为18 mm,搅拌针长度为3 mm,端部直径6 mm,根部直径7 mm,旋转速率为600 r/min,焊接速率为200 mm/min,搅拌头倾斜角2.5°,压入深度充分(0.3 mm)。焊接结束后将接头上表面的飞边铲掉,用砂轮将过渡区域打磨光滑后制备成样品。
利用LEICA-M125型体视显微镜和LEICA-DMI5000M型金相光学显微镜(OM)观察样品横截面的宏观和微观金相组织,样品制作时用环氧树脂进行镶嵌,腐蚀剂采用2.5%HNO3+1.5%HCl+1%HF+95%H2O (体积分数),腐蚀时间17 s。沿焊缝横截面板厚中部利用 TuKon2100B显微/Vickers硬度仪测量样品的Vickers硬度,除TMAZ外区域的相邻测试点间距0.5 mm,TMAZ的相邻测试点间距0.2 mm,单独对焊缝中的NLZ进行手动点测量,载荷 10 g,保压时间10 s,压痕对角线长约9 μm。按照GB/T16865-2013,焊接后沿焊件横截面(垂直焊接方向)截取拉伸试样,焊缝位于中间,标距长度50 mm,平行长度60 mm,平行段宽度12.5 mm,应变速率为2.5×10-3 s-1,利用CMT5205电子万能拉伸机对拉伸试样进行拉伸实验,以3个样品的平均值作为力学性能的测试结果。利用附带能谱仪(EDS)的Quanta 600F场发射扫描电子显微镜(SEM)观察处理后样品横断面显微组织形貌。利用LEXT OLS4000激光共聚焦显微镜测量样品表面粗糙度Ra (轮廓算术平均偏差)。
利用JEM-3010型高分辨透射电镜(HRTEM)分析样品显微组织变化。TEM样品的制备过程:首先从焊缝上沿横截面线切割成20 mm×4 mm×2 mm的样品,采用水砂纸手工砂磨成厚度50 μm左右的薄片,然后从薄片上的NZ、TMAZ、热影响区(heat affected zone,HAZ)和NLZ分别冲下直径3 mm的圆片,在冲裁包含纳米层区的样品时将纳米层区放在圆片的最中心。利用MTP-1A型磁力双喷电解减薄仪减薄至穿孔,在离子减薄仪上扩大薄区完成TEM样品制备,双喷电解液为5%HClO4+95%C2H5OH (体积分数),电解温度-30~-40 ℃,电流30~40 mA。
图3分别为原始和焊前HSNC处理后的FSW接头样品宏观组织。可以看出,NZ都呈盆状,样品底部全部焊透,与其它FSW组织相似[2~4,20],样品经过工业CT扫描检测未发现弱连接、气孔等焊接缺陷。图4为2A14铝合金母材的OM像,呈典型的板条状结构组织,晶粒尺寸较大,长约为300 μm,宽约为50 μm。图5为原始样品和HSNC样品TMAZ、NZ的OM像。从图5a可以看出,原始样品在搅拌头的搅拌和摩擦作用下发生了强烈的塑性变形,材料在形变作用下为晶粒储存了应变能(作为再结晶过程的驱动力),原始晶粒经过塑性变形后发生动态再结晶。由于在焊后冷却过程中再结晶的晶粒长大行为受到限制,最后在NZ形成尺寸约10 μm的等轴晶以及典型的洋葱圈圆环,无晶粒异常长大现象,NZ与HAZ有较为明显的晶粒尺寸变化界线。从图3b可知,与原始样品对比, HSNC样品的NZ等轴晶晶粒(除NLZ外)尺寸约为10 μm、也是呈现典型的洋葱圈圆环状[11,17]。图5b、c和e中晶粒晶界模糊区域表明焊接接头中形成了NLZ,说明样品经过HSNC处理后形成的GNS层被搅拌头搅拌破碎成许多层状形态组织,在塑性变形过程中以类似“S”线复杂形式[18]被分配到TMAZ和NZ中,NLZ分别融合在前进侧(advancing side,AS)和后退侧(retreating side,RS)的TMAZ中,AS中的NLZ轮廓清晰,RS中的NLZ轮廓模糊[11,17],有利于改善焊缝的力学性能。由于HAZ只受到焊接热循环作用,未发生塑性变形,所以其中未发现NLZ。
图3 原始和混合表面纳米化(HSNC)处理的FSW接头横截面的OM像
Fig.3 Cross-sectional OM images of the FSW joints of the original (a) and the hybrid surface nanocrystallization (HSNC) (b) specimens (TMAZ—thermal-mechanical affected zone, NZ—nugget zone, HAZ—heat affected zone, BM—base metal, AS—advancing side, RS—retreating side)
图5 原始样品和HSNC样品的OM像
Fig.5 OM images of the original and HSNC specimens (NLZ—nanostructure layer zone)(a) TMAZ of the original specimen(b) TMAZ of AS of the HSNC specimen(c) TMAZ of RS of the HSNC specimen(d) NZ of the original specimen(e) NZ of the HSNC specimen
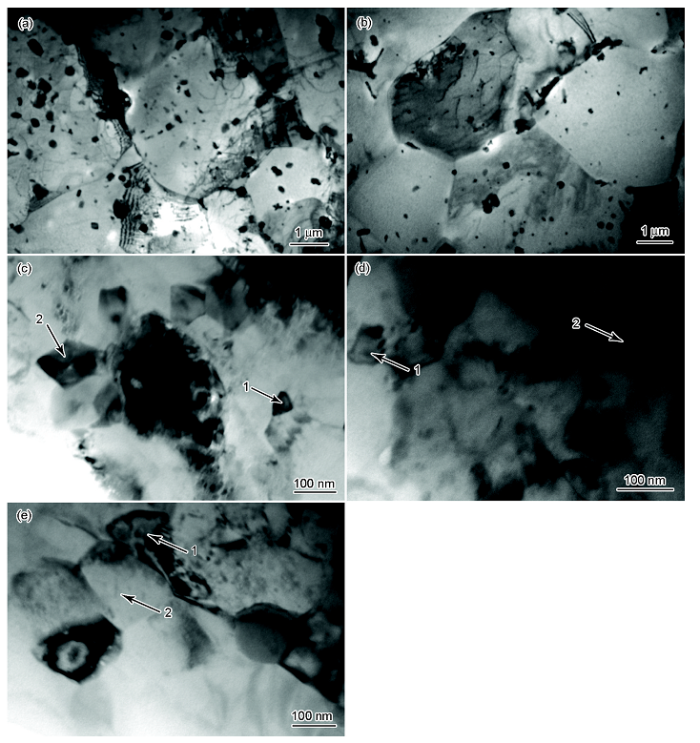
图6为原始和HSNC样品的TEM像。从图6a和b可以看出,原始样品TMAZ的晶粒中有少量位错线、位错缠结等,晶粒一定程度细化但未发生等轴化,NZ的等轴晶粒中位错线极少,没有位错缠结产生,TMAZ晶粒比NZ晶粒尺寸大且大小不均匀。结合图5可知,2A14铝合金的搅拌摩擦焊NZ的形成过程为:在搅拌针的搅拌和摩擦作用下,原始晶粒经过强烈的塑性变形在晶粒内形成高密度的位错,位错通过滑移、交滑移等方式进行交织和缠结,这些缺陷作为再结晶形核的驱动力,随着焊缝的温度急速上升至再结晶温度时,形变晶粒中产生新的无畸变的等轴晶,由于焊缝的温度上升非常快,在退火过程中回复来不及进行或进行不充分,应变能没有大幅减少,晶界的迁移过程很难发生,再结晶晶粒长大行为受到限制[13,15]。在TMAZ晶粒中,由于受到的塑性变形和热影响并不完全,再结晶过程进行不完整,部分位错线或缠结并未作为再结晶晶粒形核的驱动力而留在晶粒中[2]。
图6 原始样品和HSNC样品的TEM像
Fig.6 TEM images of the original and HSNC specimens (1—nanocrystalline, 2—submicron grain)(a) TMAZ of the original specimen(b) NZ of the original specimen(c) TMAZ of AS of the HSNC specimen(d) TMAZ of RS of the HSNC specimen(e) NZ of the HSNC specimen
从图6c和d可以看出,HSNC样品TMAZ中的NLZ晶粒内几乎没有位错线,部分纳米晶尺寸约为30 nm (如图6c和d中的晶粒1),与表面纳米化后表面纳米晶尺寸一致[8,21,22],说明在搅拌摩擦焊过程中此部分纳米晶未出现再结晶现象,另一部分晶粒长大成尺寸约150 nm的亚微米等轴晶(如图6c和d中的晶粒2),AS与RS的TMAZ中NLZ晶粒形貌基本一致。从图6e可知,NZ中NLZ晶粒内也未出现位错线,与TMAZ中NLZ晶粒形貌的区别是发生静态再结晶长大的纳米晶粒(如图6e中的晶粒1)、亚微米晶粒(如图6e中的晶粒2)的尺寸更大(约200 nm)、比例更多,这是由于NZ的温度普遍比TMAZ的温度高,更有利于NLZ晶粒的再结晶形核率的提高与长大。结合图5可知,HSNC样品中NLZ的形成过程为:在搅拌针的搅拌和挤压作用下,样品表面GNS层破碎成若干层块,随着焊缝其它部分的非稳定态塑性流动[11,17],类似“S”线复杂形式分配在TMAZ和NZ的不同区域,焊缝在搅拌针的搅拌、摩擦和挤压作用下温度急速上升[10,13],因为纳米晶有一定的热稳定性[9],部分纳米晶并未发生再结晶;还有部分纳米晶虽未发生动态再结晶,但在高温环境下直接发生了回复再结晶,晶粒尺寸由30 nm粗化到150~200 nm;由于纳米晶晶粒尺寸小,单位体积内晶界表面积大,应变能高,有利于再结晶的形核及长大[9],所以剩下的一部分纳米晶在塑性变形作用下产生较高密度的位错[6,7],在应变能的驱动下发生动态再结晶及长大,晶粒尺寸由30 nm增大到150~200 nm。HSNC样品TMAZ和NZ其它区域晶粒的细化过程与原始样品TMAZ和NZ晶粒的细化过程一致。
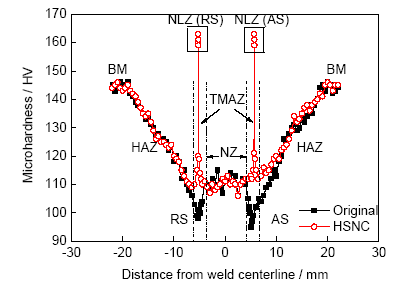
原始样品与HSNC样品焊缝横截面的显微硬度分布如图7所示。可以看出,由于FSW的不对称特性,焊缝的显微硬度在各个区域的分布是不均匀的,FSW接头显微硬度变化呈现为典型的W型曲线分布[20]。原始样品FSW接头显微硬度最低值发生在前进侧的TMAZ (靠近HAZ),为95 HV,这与TMAZ中的强化相状态发生软化有关,在搅拌摩擦产生的高温热循环作用下,强化相可能发生了粗化或回溶,并且动态再结晶过程不完全[16],生成的晶粒大小不均匀,没有生成细小等轴晶。NZ的显微硬度约为110 HV,可达到基体显微硬度(约145 HV)的75%左右,这是因为虽然在高温环境下NZ的强化相可能发生粗化或溶解,但是晶粒变形后发生动态再结晶生成细小的等轴晶,提高了该区域的显微硬度。
图7 2A14铝合金FSW接头显微硬度分布
Fig.7 Micro-hardness distributions of the FSW joints of 2A14 aluminum alloy
HSNC样品FSW接头显微硬度最低值发生在NZ,大小为106 HV,NLZ的显微硬度均约为160 HV,比基体的显微硬度高约10%,这是因为厚度范围很窄的TMAZ中融入一定厚度的NLZ,且纳米晶晶粒更为细小,即使发生再结晶现象,长大的晶粒尺寸依然在150 nm左右,比NZ的等轴晶更细小,提高了TMAZ的整体显微硬度。在长大过程中NLZ纳米晶粒吸收了周围部分热,使得TMAZ温度相对降低,限制了沉淀相的回溶和粗化,有利于提高TMAZ周围区域的显微硬度。相对于厚度范围很宽的NZ,虽然其中的NLZ分布在NZ的不同区域,但所占体积总比例很小,因此起到的强化作用较小,无法提升NZ的整体显微硬度。
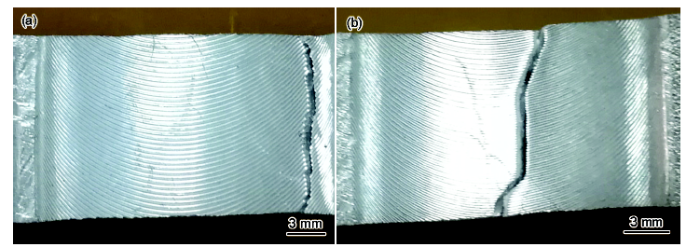
表1是原始样品与HSNC样品FSW接头拉伸力学性能和断裂位置。结合图8可知,原始样品FSW接头的抗拉强度为362 MPa,断裂位置发生在前进侧的TMAZ (靠近HAZ),与横截面呈45°,这与TMAZ在焊缝中的走向及显微硬度的测试结果基本一致[17],这主要是由于前进侧受到搅拌针的旋转和前进作用下产生摩擦热和剪切热,金属塑性流变从前进侧迁移到后退侧,前进侧的温度相对后退侧较高[16,23],沉淀相可能发生粗化或回溶相对较多,力学性能相对较低,所以断裂位置发生在前进侧TMAZ。经过HSNC处理后,FSW接头的抗拉强度提高到385 MPa,相比原始样品提高了6.4%,屈服强度也比原始样品高,断裂位置发生在NZ,这与显微硬度的测试结果也基本一致,这主要是由于TMAZ包含NLZ的比例很高,NLZ中的纳米晶粒及亚微米级晶粒尺寸小,晶界比表面积大,根据位错理论[24],在拉伸塑性变形过程中,位错源产生的高密度位错在滑移运动时必须克服晶界的作用,位错塞积开动相邻晶粒中位错源所需的外加切应力也提高,有利于增强焊缝最薄弱的TMAZ的力学性能。HSNC样品的延伸率由原始样品的7.8%提高到8.9%,提高了14.1%,这是因为与原始样品相比,NLZ晶粒尺寸变小,晶粒内部位错塞积群数目减少且长度减小,位错塞积群前端应力降低,与此同时,晶界总面积非常大,晶界处的杂质浓度可能下降[25],位错晶界不易开裂,提高了FSW接头的塑性。此外,一定体积金属内部的晶粒数目越多,晶粒之间的位相差可能越小,塑性变形可被更多晶粒分担,有利于FSW接头塑性的提高[24,25]。
图8 原始样品和HSNC样品FSW接头断裂位置图
Fig.8 Fracture positions of FSW joints of the original (a) and HSNC (b) specimens
表1 原始样品与HSNC样品FSW接头的拉伸力学性能和断裂位置
Table 1 Mechanical properties and fracture positions of FSW joints of the original and HSNC specimens
| Sample | Yield strength / MPa | Ultimate strength / MPa | Elongation / % | Fracture position |
|---|---|---|---|---|
| Base metal | 315 | 429 | 15.0 | |
| Original | 210 | 362 | 7.8 | TMAZ (AS) |
| HSNC | 220 | 385 | 8.9 | NZ |
图9为原始样品和HSNC样品FSW接头拉伸断口的SEM像。从图9a和b可以看出,原始样品断口为非等轴韧窝和撕裂韧窝,韧窝分布不太均匀,韧窝被普遍拉长,韧窝周围有夹杂物颗粒存在,导致焊缝的塑性变形能力下降[17],这与TMAZ的金相组织和显微硬度测试一致,断裂方式属于韧性断裂。从图9c和d可知,HSNC样品断口韧窝为典型的等轴韧窝,分布比较均匀,韧窝内可观察到第二相质点,大韧窝中包含很多小韧窝,韧窝周围夹杂物颗粒几乎没有,说明焊缝的塑性变形能力强,这与NZ的金相组织和显微硬度测试结果一致,断裂方式也属于韧性断裂。两者的断口形貌存在差异可能是由于HSNC样品中NLZ在FSW过程中吸收了周围的部分热,限制了TMAZ沉淀相的粗化或回溶,此外,FSW接头的NLZ晶粒非常细小,使得HSNC样品焊缝在拉伸时有更多的纳米级等轴晶粒参与塑性变形,导致HSNC样品的力学性能和塑性变形能力同时增强。
图9 原始样品和HSNC样品的FSW接头断口的SEM像
Fig.9 Low (a, c) and locally high (b, d) magnified fracture SEM images of FSW joints in the original (a, b) and HSNC (c, d) specimens
(1) 焊前采用HSNC处理的2A14铝合金样品经过搅拌摩擦焊后,将材料表面的GNS层分配到焊缝的TMAZ、NZ中,并形成了一定厚度的NLZ,NLZ中包括原始的纳米晶、吸热后发生回复再结晶长大的亚微米级晶粒和动态再结晶后长大的亚微米级晶粒,TMAZ和NZ中NLZ的亚微米级晶粒尺寸分别约为150和200 nm。
(2) 原始样品的显微硬度最低处在前进侧的TMAZ,大小为95 HV,HSNC样品的显微硬度最低处在NZ,大小为106 HV,NLZ的显微硬度约为160 HV,由于HSNC样品中NLZ占TMAZ的比例较大,提高了TMAZ整体区域的显微硬度。
(3) HSNC样品的抗拉强度为385 MPa,比原始样品提高了6.4%,延伸率为8.9%,比原始样品的塑性变形能力提高了14.1%,屈服强度也比原始强度有所提高。
(4) 与相应样品的显微硬度值最低处位置一致,原始样品的断裂发生在TMAZ,断口形貌为非等轴韧窝和撕裂韧窝,HSNC样品的断裂发生在NZ,断口形貌为典型的等轴韧窝,两者的断裂方式均为韧性断裂。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}