
刘玉 , 戎咏华
, 戎咏华
LIU Yu, RONG Yonghua
文献标识码: TG156.34
文章编号: 0412-1961(2017)06-0733-10
通讯作者:
收稿日期: 2016-11-14
网络出版日期: 2017-06-20
版权声明: 2017 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介 刘 玉,男,1986年生,博士生
展开
摘要
利用温度场、组织场和应力场相互耦合的数学模型对直径60 mm的40CrNiMo水淬圆棒的淬火应力进行研究。结果表明,有限元模拟的淬火应力及其分布与XRD测量结果相符,论证了所运用的温度场、组织场和应力场相互耦合的数学模型(包括建立的相变塑性函数)的正确性。通过计算机模拟分离了淬火马氏体钢中的热应力和组织应力,揭示了不同直径淬透圆棒试样的应力分布规律及其起因以及不同淬火介质对淬火应力的影响规律。
关键词:
Abstract
Quenching is one of the most important heat-treatment processes for improving the mechanical properties of steel components in manufacture industry. The quenching stress is a source of cracking, which is frequently detrimental to steel properties. Therefore, the investigation of quenching stress is very important for the control of distortion, cracking and residual stress distributions of components. In the study of quenching stress, the measurement of stress distribution is necessary to the stress analysis and design of quenching process. However, in most cases, the cracking of a quenched component is caused by transient stress during quenching, while experiment can only measures the final internal stress (residual stress), rather than transient stress. As a result, the measurement of residual stress associated with finite element simulation (FES) has been a mainstream direction in the investigation of quenching stress. In this work, a full through-hardened 40CrNiMo cylinder with 60 mm diameter was water-quenched, and cooling curves at three positions along the radius of cylinder were measured. Then, an optimized heat transfer coefficient as a function of surface temperature was obtained by fitting with the measured cooling curves using the trial and error method. Based on an exponent-modified (Ex-Modified) normalized function describing transformation plasticity kinetics proposed, the thermo-elasto-plastic constitutive equations were deduced. The commercial finite element software, Abaqus/Standard, was used to solve the coupled temperature field, microstructure field and stress (strain) field. The results indicate that the quenching stress and its distribution predicted by FES is well consistent with those measured by XRD, which verified that the models employed in coupling of thermal field, phase transformation field and stress field including transformation plasticity function proposed are correct. Meanwhile, the features of residual stress distribution were revealed that compressive stress exists in the core and surface of cylinder and the maximum tensile stress exists at subsurface. The separated calculation of thermal stress and phase transformation stress by FES reveals the origin of residual stress distribution feature in quenched cylinders, that is, the relative higher phase transformation compressive stress and lower tensile thermal stress at the core of cylinder make the residual stress to be compressive, while at the surface of cylinder the compressive stress is predominantly from thermal stress, because it is much larger than the tensile stress caused by phase transformation stress. The tangential residual stress distributions in cylinders with several diameters from 3 mm to 100 mm were predicted by FES, and the results indicate that when diameter is less than 5 mm, the tensile stress at the surface increases with increasing diameter until to 5 mm, then decreases with increasing diameter to 20 mm, finally the tensile stress becomes compressive stress. Besides, with the increase of diameter, maximum tensile stress shifts from the surface to the location of 0.6 radius. The effects of different quenching media on quenching stress were also investigated by FES. The results demonstrated that although there is compressive stress at surface of cylinder quenched in water or salt solution, the maximum stress locates the subsurface, meaning that cracking easily occurs at the subsurface, which is consistent with cracking in practical components. This work is helpful for the analysis of cracking from quenching stress in components with different sizes and under different quenching media.
Keywords:
经淬火加高温回火的中碳合金钢具有优良的综合力学性能,因此淬火工艺被广泛应用于机械制造行业。淬火一般需要快冷以获得马氏体组织,但会造成工件表面与心部的温差较大,而且奥氏体向马氏体的转变体膨胀系数较高,使得淬火后的工件具有较大的变形、较高的残余应力及开裂倾向。大约有20%的热处理问题与加热有关,而80%的问题是冷却不当造成的[1]。因此,对淬火冷却过程中的应力及变形的控制极其重要。康大韬等[2,3]利用X射线应力分析法及剥层法研究了调质大轴残余热应力分布规律和柱形件残余组织应力(相变应力)的分布规律。张海[4]使用同样方法测量了直径60和100 mm的18Cr2Ni4W柱形件中残余应力沿截面的分布。Wang等[5]通过X射线方法测量了1080圆棒试样在水和2种有机物淬火介质中分别淬火后的残余应力截面分布。尽管可以通过实验方法测量简单形状试样的应力分布,但具有以下几个限制:(1) 实验测量耗时耗资,若想找出规律,需要测量诸多试样,工作量较大;(2) 复杂形状试样截面应力分布的测量较为困难;(3) 实验测得的简单小试样的结果无法直接应用于实际大型复杂工件;(4) 根据目前实验手段,尚无法测量出淬火过程的瞬时应力(过程应力),而很多情况下工件的开裂(如边角开裂)是在冷却过程中发生的[6];(5) 通常情况下,无法通过实验分别确定淬火过程中同时存在的热应力和组织应力,但其分离在有限元模拟中可以很容易实现。比如,可以通过分别计算热应力和组织应力,找出造成某一开裂位置处最大拉应力的原因,从而可以有针对性地采取工艺措施(如控制冷却、调整工件尺寸结构或材料成分等)降低该位置最大应力,避免工件开裂。基于以上原因,计算机模拟被广泛应用于淬火应力的研究[7~9]。通过计算机模拟,可以预测出任何形状及任意大小工件的温度、组织及应力的变化过程。Simsir等[10]使用有限元方法模拟了三维C60偏心圆环的温度场、组织场和应力场的变化,并与实验结果进行了比较,结果表明,建立的有限元模型能够预测出三维非对称工件残余应力分布趋势。Arimoto等[11]通过使用有限元方法分析了偏心圆环件开裂的原因,计算的最大主应力位置与开裂位置相同。Jung等[12]提出了一种新的确定临界温度变量(贝氏体开始转变温度(Bs)和马氏体开始转变温度(Ms))的方法,该改进方法提高了相变及应力计算精度。Lee等[13]提出了一种计算Ms和马氏体相变动力学的新方程。Ariza等[14]模拟了3种不同淬透性的中碳调质钢淬火应力及组织分布,表面应力的计算结果与XRD测量结果吻合较好。在淬火应力的计算机模拟中,仍有很多问题尚未得到较好解决,其中相变塑性是阻碍热处理模拟技术发展的较为棘手的难点之一。相变塑性是在应力及相变同时存在的情况下产生的可被观察到的塑性应变,即使其等效应力低于母相屈服强度也会产生相变塑性。在描述工件淬火过程中的应力及应变状态时,应考虑相变塑性已成共识[15~17]。本课题组在Taleb等[18]实验测定的相变塑性的基础上,提出了一种指数形式修正的相变塑性归一化函数(exponent-modified (Ex-Modified) normalized function),比相变塑性函数[18]更好地拟合Taleb的实验曲线,更精确地预测了2个不同直径42CrMo圆柱件的淬火应力[19]。目前,尽管热处理模拟技术在不断完善,并且已开发出若干商业软件[20,21],但是由于影响热处理模拟精度的因素如相变塑性[22,23]、应力对相变的影响[24]等目前尚未得到较好的解决,热处理模拟技术仍有待进一步提高。
在生产中,纵向裂纹较为常见,孙盛玉和戴雅康[25]将其看成是淬透件内的独有淬裂形式,并以淬火应力为分析淬火裂纹的基本思路或出发点。因此对全淬透件(90%以上为马氏体组织)淬火应力规律的研究对于淬火纵向裂纹的控制意义重大。尽管对淬透件应力分布的测量早有报道[4,26],但该方面的研究较少[25]。通过分离热应力及组织应力对淬透性件淬火应力规律的研究鲜见报道。本工作综合运用温度场、组织场和应力场相互耦合的数学模型,通过测量60 mm直径的40CrNiMo的轴向和切向残余应力,对模型的可靠性(包括相变塑性函数)进行验证,最后通过模拟对全淬透件应力分布的特点及影响因素进行分析。
实验所用材料为40CrNiMo,其成分为Fe-0.38C-0.27Si-0.62Mn-0.81Cr-1.35Ni-0.18Mo (质量分数,%)。圆棒试样直径为60 mm,长度为240 mm。
淬火时,首先将试样放入温度为850 ℃的井式炉中,保温100 min使样品温度均匀一致,然后将其取出,预冷30 s后迅速垂直放入水温为室温(32 ℃)的水槽中,冷却150 s后取出空冷。共处理2个试样,其中一个用于进行组织及硬度分析,另一个用于应力测量。使用线切割将其中一个试样沿着中截面切开,在1/2半径位置和中心位置取样。试样经粗磨精磨后进行抛光,抛光后将样品分别在2% (体积分数)硝酸酒精溶液和Vilella试剂中腐蚀10和5 s[14]。腐蚀后依次用清水和酒精清洗,冷风吹干。
将处理好的样品放置于Imager A1m金相显微镜(OM)中进行观察。使用Photoshop软件中的快速选择工具勾选出金相图片中先于马氏体形成的少量贝氏体组织并计算其所占像素的量;贝氏体所占像素量除以整张图片的像素量即近似为贝氏体体积分数,剩余为马氏体组织。使用HVS-30P Vickers硬度计测量样品硬度,加载载荷30 kg,保持时间15 s,每个位置重复测量3次。
使用iXRD combo型X射线应力分析仪对试样进行应力测量,测量方法为sin2Ψ法(Ψ为试样表面法线与衍射晶面法线之间的夹角),测量执行EN15305-2008标准[27]。使用同倾法进行测量,CrKα,波长0.2291 nm,光栅直径2 mm,Fe {211}衍射面,Ψ角设置为±0°、±12°、±24°、±30°、±37°和±43°。残余应力σ的计算公式[27]为:
式中,
X射线仅能测量试样表面残余应力,若测试样沿截面应力分布,需对试样进行剥层。为了提高剥层效率,先使用车床车去0.5 mm深度,再用化学腐蚀方法去除车床加工引起的附加应力层,每次腐蚀的深度大于0.5 mm。所使用的化学腐蚀剂配比为:150 mL HNO3+50 mL H2O2+20 g C2H2O4, 加水至500 mL[28]。剥层后,试样残余应力会重新分布,考虑去除材料部分对所测位置残余应力的影响,使用下列公式对其进行修正[28]:
式中,σt (r)和σz (r)分别为半径r处修正后的切向应力和轴向应力,σt,m(r)和σz,m(r)分别为半径r处修正前的切向应力和轴向应力,R为试样初始半径(30 mm),ξ为半径的积分变量。每个半径位置分别在圆棒的相对位置各测1次。
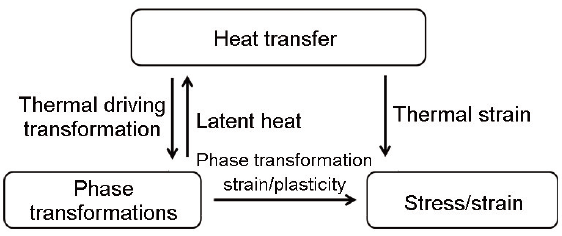
淬火是温度、组织、应力(应变)相互耦合的复杂过程,详见文献[29]。尽管应力对相变动力学有影响[24],因缺少相关可靠的数学模型及材料参数,本工作暂不考虑该交互作用。文献[29]指出在淬火过程中因工件变形而引起的温度变化不超过2 ℃,为了简化,本工作亦不考虑该影响。第三个简化是假设材料成分均匀。根据以上简化,温度场、组织场和应力场之间的全耦合关系可简化为顺序耦合关系,如图1所示。
因不考虑塑性变形对温度的影响,整个温度场计算的支配方程可写成[30]:
式中,ρ、cp和λ分别为混合组织的密度、比热容和热导率;T为温度;
式中,∆Hk为相变焓;
工件的初始温度设置为850 ℃。工件表面换热的边界条件为:
式中,h(T)为水的换热系数,其值是工件表面温度的函数;Ts和Tw分别为工件表面和水的温度。
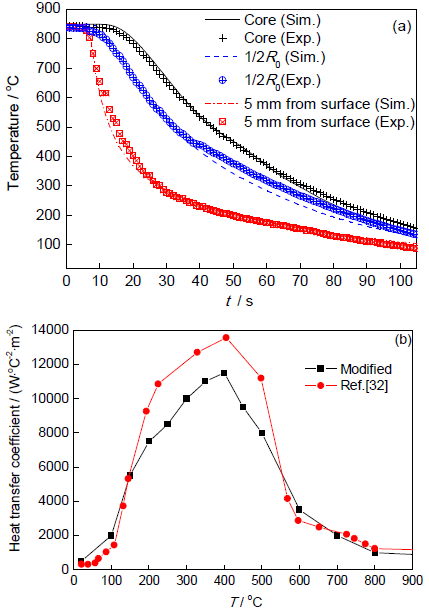
由于影响水的换热系数的因素较多(如水温、水槽大小、搅拌速率和材料表面状态等),因此不同文献所测得的水的换热系数值均有差异。为了降低因温度计算误差对应力计算结果的影响,本工作对直径60 mm的42CrMo圆棒对距表面5 mm位置、1/2半径位置和中心位置的水冷温度进行测量。根据所测得的冷却曲线拟合,对水的换热系数进行估算。换热系数采用拟合法,具体步骤如下:(1) 将换热系数离散为若干温度点,2个相邻温度点之间的换热系数采用线性内插法计算;(2) 对这些离散温度点设初始值,其初始值可从相关文献中查到[32];(3) 采用粒子群优化方法(particle swarm optimizing method)对这些温度点的换热系数值进行优化,在该方法中目标函数为计算得到的冷却曲线与实测冷却曲线围成的面积;(4) 根据目标函数修改换热系数,直至目标函数最小。优化后的换热系数及计算与实测冷却曲线的比较如图2所示。
图2 试样不同位置的冷却曲线测量与计算结果的比较,及修正后的换热系数与文献[32]数据的比较
Fig.2 Comparison of measured and calculated cooling curves (a), and comparison of the modified heat transfer coefficient and data from Reference[
40CrNiMo属高淬透性钢,对于60 mm直径的圆棒水淬来说,并无铁素体或珠光体转变,因此本工作仅考虑贝氏体和马氏体转变。对于马氏体相变,其转变量φM仅与温度有关,通过K-M公式[33]对其进行计算:
式中,Ms通过文献[34]中神经网络法得到;Tq为淬火时最低冷却温度;α为一系数,其数值取决于钢中化学成分[35]:
式中,xi (i=C、Mn、Ni、Cr、Mo)为元素的质量分数。
贝氏体相变具有扩散型相变特征,在恒温情况下,其相变量φB通过JMAK方程[36]计算:
式中,τ为转变63.2%贝氏体所需时间,nJMAK为指数因子,t为恒温转变时间。为了将公式(9)应用在连续冷却情况下,使用Scheil叠加法则[37]的方法进行计算,其具体计算过程参见文献[38]。
因本工作中所研究的工件尺寸较小,淬火持续时间短,在此不考虑蠕变影响,因此工件中任意位置的总应变增量Δεij可分解为:
式中,
热应变和相变应变属于各向同性应变,其计算过程如下:
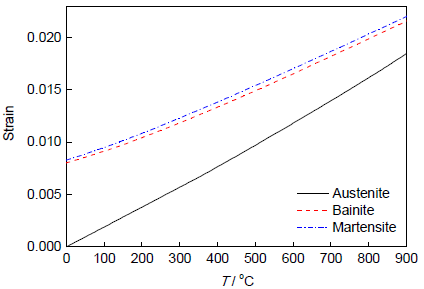
式中,εk为k组织的相对应变,δij为Kronecker delta函数,ε1为奥氏体的相对应变。假设奥氏体在0 ℃时的热应变为0,根据文献[39]所提供的热膨胀系数及本实验所测量的膨胀曲线,可计算出不同温度下奥氏体、贝氏体和马氏体各自的膨胀曲线,如图3所示。
当相变在应力(即使低于母相屈服强度)作用下发生时,材料会产生异常塑性,该塑性被称为相变塑性[23]。相变塑性增量的表达式采用本课题组提出的相变塑性函数[18,19]:
式中,A、m和n均为拟合常数,其数值分别为1.105、-0.0994和-0.91;K(σ)为相变塑性系数,其值根据文献[40]中的实验数据进行拟合得到;sij为偏应力张量;φ为子相体积分数。
根据应变增量,可以求出应力增量Δσij:
式中,B为体积模量,G为剪切模量,χ和l均为变量。
混合组织的屈服函数Φ为:
式中,αij是加载曲面的中心在应力空间内的移动张量,σy为屈服强度。当Φ >0时,材料产生屈服,使用Euler回退算法[41]对其进行塑性修正。混合组织的σy表达式为:
式中,σy,A为奥氏体的屈服强度,σy,BM为贝氏体和马氏体的平均屈服强度,g(φA)为奥氏体体积分数的归一化函数,其函数关系见文献[42]。
本工作中的温度及应力场通过Abaqus/Standard求解器进行求解,组织场通过修改子程序进行加入。相变潜热在子程序UMATHT中加入;相变及相变塑性在子程序UMAT中加入。因本工作所涉及的样品形状均为柱状,淬火时也是迅速垂直入水,因此其满足轴对称条件,故而为了提高计算效率,温度场和应力场计算单元分别选择DCAX4和CAX4轴对称单元。由于试样表面附近温度梯度较高,划分网格时对表面附近的网格进行了细化。
图3 奥氏体、贝氏体和马氏体的热膨胀曲线
Fig.3 Thermal expansion curves of austenite, bainite and martensite
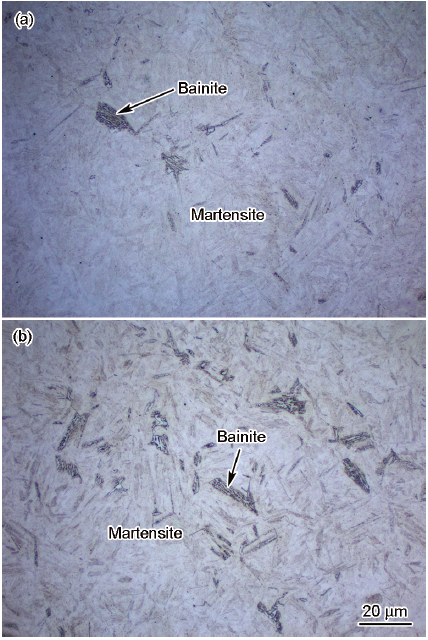
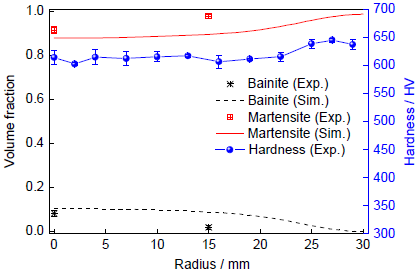
图4为直径60 mm的40CrNiMo圆棒试样经水淬后的1/2半径和中心位置的组织OM像。可以看出,在心部及1/2半径位置基体组织为马氏体,基体上分布有少量的贝氏体组织:心部贝氏体体积分数约8%;1/2位置处的贝氏体体积分数约2%。心部位置贝氏体含量高于1/2半径位置的原因是心部位置的平均冷速(约-13 ℃/s)低于1/2半径位置的平均冷速(约-15 ℃/s)。因心部贝氏体含量较少,且该位置硬度与表面位置硬度相差甚小,因此可以认为该试样被完全淬透。图5中计算后的组织分布与实测结果具有相同趋势。图5表明,钢在淬火后次表面附近硬度最高,心部位置附近硬度低于表面附近硬度的原因是心部附近含有相对多的贝氏体组织。
图4 直径60 mm的40CrNiMo圆柱件水淬后1/2半径处和心部的显微组织OM像
Fig.4 OM images of the 60 mm diameter 40CrNiMo cylinder bar after water quenching at the location of 1/2R0 (a) and core (b), respectively
图5 40CrNiMo圆柱件水淬后组织体积分数(计算和测量)和硬度(测量)的截面分布
Fig.5 Comparison between the calculated and measured microstructure fraction distribution, and measured hardness distribution along radius of 40CrNiMo bar after water quenching
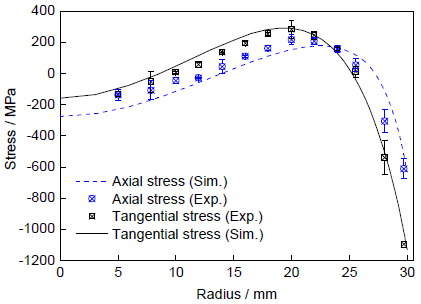
为了验证模型的适用性,对直径60 mm的40CrNiMo圆棒试样水淬后的轴向、切向残余应力的XRD测量与计算结果进行比较,结果如图6所示。可以看出,残余应力的计算结果与模拟结果符合较好,两者均具有相同的应力分布特点:(1) 切向最高残余拉应力高于轴向最高残余拉应力;(2) 轴向和切向残余拉应力的最大值均处于工件的次表层位置,并非处于工件表面位置;(3) 工件表面位置为残余压应力,且切向残余压应力的绝对值高于轴向残余压应力的绝对值;(4) 在心部位置,工件的轴向及切向残余应力均为压应力。应力分布与文献[4,26,43,44]所提供的全淬透件应力分布特征相同。
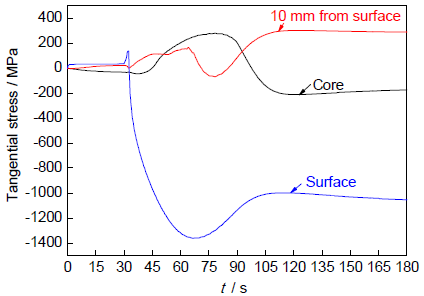
从图6可以看出,切向与轴向残余应力的分布特征基本相同,但切向最高残余拉应力高于轴向最高残余拉应力,因此全淬透柱状工件易于产生纵向裂纹[25]。故而对于全淬透性工件,其切向应力的讨论较轴向应力更具有实际意义。为了找出造成最大残余切向应力的原因,通过模拟绘出了最大残余切向应力位置(距表面10 mm处)、表面和心部位置切向应力随冷却时间的变化过程,如图7所示。在空冷阶段的30 s内,表面为拉应力,心部为压应力,这是由于空冷阶段表面温度的降低引起的收缩使得工件表面为拉应力,由于空冷较为缓和,工件截面温差小,此时的应力较小。当工件入水瞬间,因表面温度迅速降低,使得表面拉应力迅速增加,而心部的压应力增加较为平缓,这是因为心部温度较高,奥氏体在高温状态下屈服强度较低。当工件表面温度降低至Ms温度以下时,由于表面马氏体相变产生膨胀,且其膨胀受到心部的约束,造成表面的拉应力反向变为压应力,而心部及距表面10 mm位置因表面的马氏体膨胀而处于拉应力状态。当距表面10 mm位置处的温度降低至Ms时,其拉应力降低的同时引起心部拉应力的增加及表面压应力的降低。继续冷却,当心部位置的温度降低至Ms温度以下时,心部拉应力降低逐步转变为压应力,同时引起距表面10 mm位置处拉应力的增加及表面压应力的降低。当心部位置马氏体相变结束后继续冷却时,因心部温度的继续降低,引起表面压应力的增加及距表面10 mm位置处拉应力的降低。从图7还可以看出,距表面10 mm位置处的最大切向拉应力所对应的时间是心部马氏体完全转变的时间。
图6 直径60 mm的40CrNiMo圆棒水淬后轴向及切向应力的截面分布
Fig.6 Axial and tangential stress distribution curves of 60 mm diameter 40CrNiMo cylinder bar after water quenching
图7 直径60 mm的40CrNiMo圆棒水淬时心部、表面及距表面10 mm位置处的切向应力变化过程
Fig.7 Evolution of tangential stress with time at the location of core, surface and 10 mm below surface of 60 mm diameter 40CrNiMo cylinder bar during water quenching
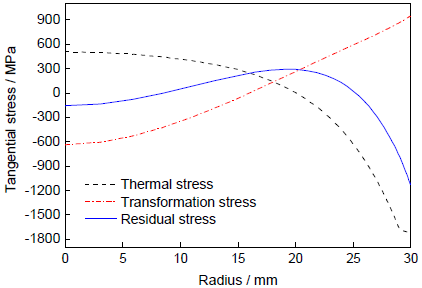
由于淬火残余应力是热应力和组织应力两者相互叠加的结果,因此分别计算了工件的热应力、组织应力,如图8所示。热应力截面分布的特点是:表面压应力,心部拉应力;组织应力截面分布的特点是:心部压应力,表面拉应力。最终残余应力的分布特点取决于这两者应力的相对大小。从图8可以看出,工件表面及心部的压应力分别由热应力和组织应力引起。而距离表面10 mm处最大切向拉应力主要由组织应力引起。
图8 直径60 mm的40CrNiMo圆棒水淬热应力、组织应力及残余应力计算结果的比较
Fig.8 Thermal stress, transformation stress and residual stress of 60 mm diameter 40CrNiMo cylinder bar after water quenching (Transformation plasticity was included during all the calculations)
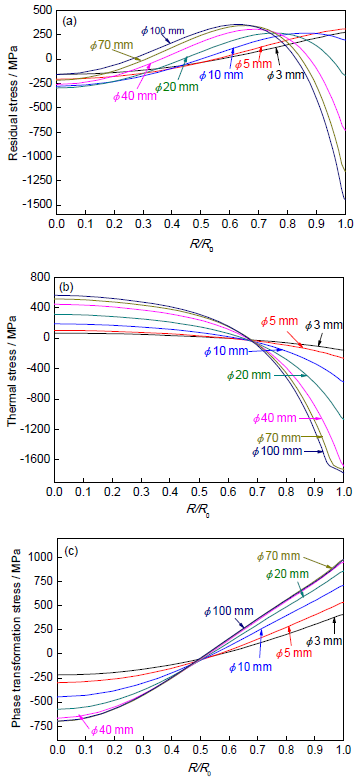
为了研究圆棒直径对水淬残余应力的影响,通过软件计算直径3、5、10、20、40、70和100 mm的全淬透性试样水淬后的切向残余应力、切向热应力和切向组织应力分布,结果如图9所示。图9a表明:(1) 在直径小于5 mm时,随着直径的增加,表面残余拉应力逐渐增加,当直径大于5 mm时,表面残余拉应力开始降低,当直径增加至20 mm时,表面残余应力已转变为压应力,其压应力随直径的增加而逐渐增加;(2) 随着工件直径的增加,最大拉应力从表面逐渐过渡至0.6倍半径位置;(3) 截面最大拉应力随直径的增加呈先增加(<5 mm)后减小(5~20 mm)最后逐渐增加的趋势。图9b和c表明,热应力和组织应力均随着工件直径的增加而增加,但因工件热应力随直径的增加增幅高于组织应力,因此,随着工件直径的增加,表面压应力逐渐增加。在0.6倍半径位置附近的热应力和组织应力均为拉应力,且均随着直径的增加而增大,因此,随着工件直径的增加,最大拉应力逐渐过渡至0.6倍半径位置。
图9 不同直径全淬透圆棒工件水淬后的切向残余应力、热应力和组织应力分布
Fig.9 Distributions of residual tangential stress (a), thermal stress (b), phase transformation stress (c) of the fully harden cylinders bars with various diameters after water quenching (R—diameter of cross section)
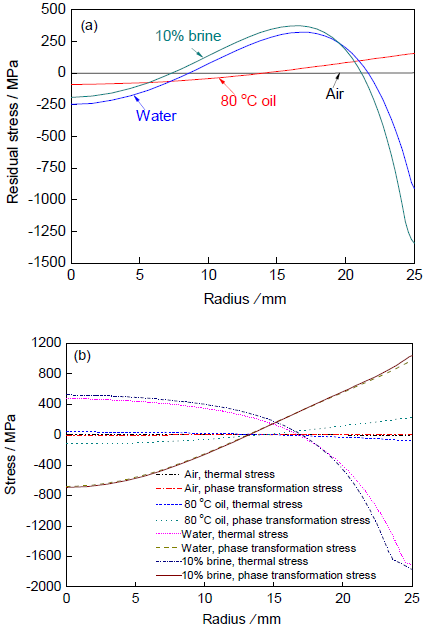
选择4种不同的冷却介质进行计算对比研究,按照换热系数从高至低依次为10%NaCl水溶液、清水、80 ℃油和空气。除水的换热系数取自图2b外,其它3者的换热系数取自文献[1]。假设材料能够完全淬透。图10为直径50 mm的圆棒试样分别在4种冷却介质中淬火后的切向残余应力、热应力和组织应力模拟结果。可以看出,淬火介质对淬火残余应力的影响极大:在不同介质淬火后试样的应力分布、最大拉应力大小及位置完全不同。空冷后的残余应力最小,在10 MPa以内,这是由于空冷较为缓和,热应力和组织应力均较小的缘故(图10b)。对于油冷,由于冷却较为缓慢,表面与心部的温差较小,因此因温度梯度造成的热应力也较小(图10b),又由于马氏体相变膨胀引起的组织应力高于热应力(图10b),其合成应力具有组织应力分布特点(图10a)。模拟结果与文献[45]所提供的实测结果相符。清水和10%NaCl水溶液因冷速较高,表里温差较大,热应力和组织应力均较高,淬火后均具有较高的残余应力,其中因10%NaCl水溶液冷速高于清水的冷速,因此其表面具有更高的残余压应力。结合图10a和b可以看出,最大残余拉应力位于16 mm半径位置处,该位置的热应力和组织应力均为拉应力,因10%NaCl水溶液热应力较高,因此其叠加后的总的拉应力峰值高于水淬后的拉应力峰值。尽管水淬和盐水淬火后其表面为压应力,但其最大拉应力远高于油淬后的拉应力,这与文献[26]提供的水淬裂纹经常发生在表面为压应力的工件的次表层的实验现象相符。
图10 直径50 mm的全淬透试样分别在空气、水、80 ℃油和10%NaCl水溶液淬火后的切向残余应力、热应力和组织应力分布
Fig.10 Distributions of tangential residual stress (a), thermal stress and phase transformation stress (b) of 50 mm diameter fully hardening cylinders bar after quenching in air, 80 ℃ oil, water and 10%NaCl solution
(1) 有限元模拟的淬火应力与40CrNiMo水淬圆棒的残余应力分布的测量结果很好地符合,证明了本研究运用的温度场、组织场和应力场相互耦合的数学模型(包括建立的相变塑性函数)的正确性。
(2) 直径60 mm的40CrNiMo圆棒水淬后表面和心部为压应力,最大拉应力位于其次表层,且切向拉应力峰值高于轴向拉应力峰值,其最大拉应力是由工件心部马氏体相变膨胀引起的。
(3) 根据工件直径的不同,淬透件水淬后最大拉应力分布在工件表层或次表层位置,随着工件直径的增加,拉应力峰值逐渐过渡至0.6倍半径位置。
(4) 直径50 mm全淬透件在油中淬火后表层为拉应力,且小于水和盐水淬火后的应力;通过增加淬火介质的冷却强度,可使工件表面的应力状态逐渐由拉应力状态过渡至压应力,而且冷却强度越高,其表面压应力越高,但在次表层容易引起开裂的拉应力也越高。
(5) 对于大直径工件、冷却强度高的热应力状态下,最高拉应力位置处于0.6倍半径位置,由于该位置热应力和组织应力均为拉应力,因此,在该情况下不能借助热应力抵消组织应力,热应力和组织应力均是促进工件开裂的原因。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}