
牛志伟, 叶政, 刘凯凯, 黄继华 , 陈树海, 赵兴科
, 陈树海, 赵兴科
北京科技大学材料科学与工程学院 北京 100083
NIU Zhiwei, YE Zheng, LIU Kaikai, HUANG Jihua, CHEN Shuhai, ZHAO Xingke
中图分类号: TG425.2
文献标识码: TG425.2
文章编号: 0412-1961(2017)06-0719-07
通讯作者:
收稿日期: 2016-08-1
网络出版日期: 2017-06-20
版权声明: 2017 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介 牛志伟,男,1986年生,博士
展开
摘要
首次采用Al-5.6Si-25.2Ge钎料对Cu/Al异种金属进行了炉中钎焊,分别从钎料的熔化特性、铺展润湿性、Cu侧界面组织以及钎焊接头强度等方面进行了系统研究,并与Zn-22Al钎料钎焊结果进行对比。结果表明,Al-5.6Si-25.2Ge钎料具有较低的熔化温度(约541 ℃),同时在Cu、Al母材上均具有良好的铺展润湿性。Al-5.6Si-25.2Ge/Cu界面由CuAl2/CuAl/Cu3Al2三层化合物组成,其中CuAl和Cu3Al2呈层状,厚度较薄,仅为1~2 μm;CuAl2呈胞状,平均厚度约为3 μm。Zn-22Al/Cu界面结构为CuAl2/CuAl/Cu9Al4,其中CuAl2层平均厚度高达15 μm。接头抗剪切强度测试结果表明,Zn-22Al钎料钎焊Cu/Al接头抗剪切强度仅为42.7 MPa,而Al-5.6Si-25.2Ge钎料钎焊Cu/Al接头具有更高的抗剪切强度,为53.4 MPa。
关键词:
Abstract
Cu/Al brazing has good prospect for applications in the air conditioning and refrigeration industry. A suitable filler metal is the key of Cu/Al brazing. The chemical and physical properties of the filler metal have great influence on the brazing process and parameters. And the strength of the brazing joint is closely related to the properties of the filler metal and the brazing process. While the previous studies have not developed a kind of Cu/Al brazing filler metal which can achieve a tough joint at a low brazing temperature. In this work, the Al-5.6Si-25.2Ge filler metal was first used to braze Cu/Al dissimilar metals, and the melting characteristics of the filler metal, spreading wettability, Cu interfacial structure and strength of brazed joint were investigated systematically. Additionally, the common Zn-22Al filler metal was also used for comparison. The results show that the Al-5.6Si-25.2Ge filler metal possesses low melting temperature (about 541 ℃) and excellent spreading wettability on Cu and Al base metals. The interfacial structure of Al-5.6Si-25.2Ge/Cu was CuAl2/CuAl/Cu3Al2. The thickness of planar CuAl and Cu3Al2 phases was only 1~2 μm, and the thickness of cellular CuAl2 phase was about 3 μm. The interfacial structure of Zn-22Al/Cu was CuAl2/CuAl/Cu9Al4, but the average thickness of the CuAl2 layer was up to 15 μm. The test results of the shearing strength show that the shearing strength of the Cu/Al joint brazed with Zn-22Al filler metal was only 42.7 MPa, but the shearing strength brazed with Al-5.6Si-25.2Ge filler metal was higher (53.4 MPa).
Keywords:
“Al代Cu”是目前工业生产中为降低成本而提出的,其技术关键是解决Cu/Al异种金属的连接问题[1~3]。目前,最理想的方法是钎焊连接[4,5],采用钎焊技术可以获得强度较高和气密性良好的接头。常用于Cu/Al异种金属钎焊的钎料主要有Sn-Zn系[6~8]、Zn-A1系[9~11]和Al-Si系[12,13]。Sn-Zn系钎料钎焊Cu/Al接头的强度较低,抗腐蚀性能较差。Zn-Al系钎料,因其钎焊Cu/Al接头的强度较高,是目前Cu/Al钎焊常用的钎料,尤其是Zn-15Al和Zn-22Al钎料[14]。但由于Zn-Al钎料与Cu、Al母材的电极电位相差较大,因此钎焊接头极易引起电化学腐蚀[15]。
Al-Si钎料主要为Al-Si共晶成分点附近的钎料。左柯等[16]和郑建峰等[17]对适用于Cu/Al钎焊的Al-Si和Zn-Al钎料的抗腐蚀性能进行了对比研究。结果表明,相对于Zn-Al钎料,Al-Si钎料具有更加优异的抗腐蚀性能。此外,Al-Si钎料具有优异的钎焊工艺性能[18]。然而,由于Al-Si钎料熔点较高,钎焊Cu/Al时极易引起Al母材一侧的过烧软化[19];同时,采用Al-Si钎料需要更高的钎焊温度,Cu侧界面易发生剧烈的界面反应,生成大量的脆性金属间化合物,导致钎焊接头强度极低,接头抗剪切强度不超过20 MPa[13,20]。
Al-Si-Ge钎料较之传统Al-Si钎料具有较低的熔点和更优的铺展润湿性,在Al及铝合金钎焊中得到广泛应用[21,22]。本工作将Al-5.6Si-25.2Ge钎料作为研究对象[15,23],首次尝试用于钎焊Cu/Al异种金属,对钎焊接头中Cu侧界面组织及接头性能进行分析,并与Zn-22Al钎料进行对比研究。
实验所用钎料成分为Al-5.6Si-25.2Ge、Zn-22Al和Al-12Si (质量分数,%)。其中Zn-22Al为常用的商业钎料,作为钎焊接头组织和性能研究的对比钎料;Al-12Si为共晶钎料,因其钎焊Cu/Al接头强度极低[10,17],仅作为钎料熔点研究的对比钎料。所有钎料均采用纯度99.999%的Ge、99.999%的Zn、99.99%的Si和99.6%的Al为原材料,在井式坩埚炉中进行熔炼,为了防止钎料合金在熔炼过程中被氧化,采用NaCl∶KCl=1∶1 (质量比)熔盐进行覆盖保护。熔化后进行充分搅拌,以尽量减少元素在金属液中的比重偏析。
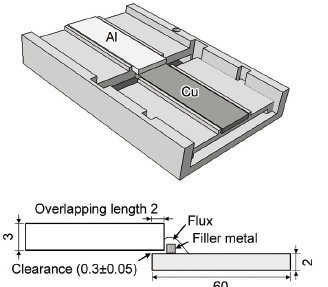
2种钎料在Cu、Al母材上的铺展润湿性测试在Ar气保护钎焊炉中进行,钎料的质量为0.15 g,所用钎剂为自行研制的AlF3-KF-KCl-CsF无腐蚀钎剂,熔化区间为415~488 ℃。钎焊接头采用搭接的形式,母材采用尺寸为60 mm×20 mm×3 mm的1060纯Al板和60 mm×20 mm×2 mm的TP2脱氧纯Cu板,搭接长度为2 mm,搭接间隙控制在(0.3±0.05) mm,钎料的质量为0.2 g,钎焊接头装配示意图如图1所示。在实际应用中,钎焊温度高于钎料熔点25~60 ℃时,钎焊工艺性能最佳[24],所以本实验采用的铺展和钎焊实验温度均为高于钎料液相线温度30 ℃。
采用CR-G型高温差热分析仪(DTA)测定钎料合金的熔化温度,加热速率为15 ℃/min。采用XTZ-AT体视显微镜对铺展实验试样进行拍照,并利用ImageTool3.0软件对铺展面积进行测量。采用Quanta 250型扫描电子显微镜(SEM)和其附带的能谱仪(EDS)对 Cu/Al 接头界面结构和断口形貌以及Cu/Al 接头界面化合物成分进行分析。采用MiniFlex 600 X射线衍射仪(XRD,CuKα)对钎料合金的相组成进行分析。实验过程中,炉膛升温速率40 ℃/min,钎焊保温时间40 s,钎焊接头取出后空冷至室温。Cu/Al钎焊接头的抗剪切强度按照GB/T11363-2008,采用MTS810型万能材料试验机进行测试,为保证结果的准确性,每种钎料成分钎焊3组试样,取平均值作为最终结果。
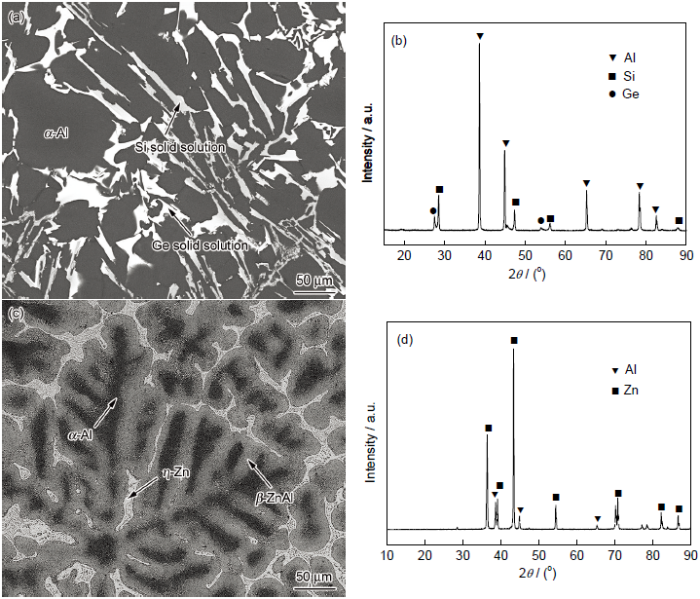
Al-5.6Si-25.2Ge和Zn-22Al钎料显微组织和相组成如图2所示。结合EDS分析可知,Al-5.6Si-25.2Ge钎料中,长条状灰色相为Ge在Si中的固溶体;块状亮白色相为Si在Ge中的固溶体;黑色基体为α-Al相,均匀分散于整个钎料区。为进一步确定Al-Si-Ge钎料合金的相组成,对钎料合金进行了XRD分析。图2b为Al-5.6Si-25.2Ge钎料合金的XRD谱,证实了Al-Si-Ge钎料合金是由α-Al相、Si固溶体相和Ge固溶体相组成。
如图2c和d所示,Zn-22Al钎料的基体组织主要为α-Al相、β-ZnAl相和η-Zn相,其中粗大的树枝晶为β-ZnAl相,树枝晶内部为η-Zn相,间隙中的黑色相为α-Al相。β-ZnAl相是铝基固溶体或以ZnAl为基的有序固溶体,通常情况下,β-ZnAl相只在中温区(443~275 ℃)存在,降温通过共析温度时将发生共析转变:β-ZnAl→α-Al+η-Zn,由于钎料合金在熔炼过程中凝固速率较快,导致β-ZnAl相没有来得及完全转变为η-Zn相,从而钎料组织中有β-ZnAl相的存在[24]。
图2 Al-5.6Si-25.2Ge和Zn-22Al钎料的SEM像及XRD谱
Fig.2 SEM images (a, c) and XRD spectra (b, d) of Al-5.6Si-25.2Ge (a, b) and Zn-22Al (c, d) filler metals
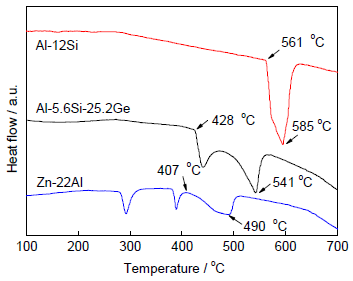
图3所示为Al-12Si、Al-5.6Si-25.2Ge和Zn-22Al钎料合金的DTA曲线。从图中可以看出,Al-12Si钎料合金的液相线温度最高,为585 ℃;Al-5.6Si-25.2Ge钎料的液相线温度比Al-12Si钎料下降了44 ℃,可以在更低的温度下实现Cu/Al钎焊,防止母材过烧软化;Zn-22Al钎料的液相线温度最低,为490 ℃。结合Al-5.6Si-25.2Ge和Zn-22Al钎料的液相线温度,设定Al-5.6Si-25.2Ge和Zn-22Al钎料的钎焊温度分别为571和520 ℃。
在钎焊过程中,钎料在Cu、Al母材上的铺展面积反应了钎料润湿填缝的能力。经测量,Al-5.6Si-25.2Ge和Zn-22Al钎料在Al母材上的平均铺展面积分别为566.2和478.5 mm2,由于Zn在Al中具有极大的固溶度,导致Zn向Al母材中产生严重的晶间渗透,减弱了Zn-Al钎料在Al母材上的铺展。相对于在Al母材上的铺展,Al-5.6Si-25.2Ge和Zn-22Al钎料在Cu上的铺展面积均较小,分别为119.6和69.8 mm2,但Al-5.6Si-25.2Ge钎料的铺展面积更大,约为Zn-22Al钎料的2倍。因此,相对于Zn-22Al钎料而言,Al-5.6Si-25.2Ge钎料在Cu、Al母材上均具有较好的铺展润湿性,更有利于实现Cu/Al异种金属的钎焊连接。
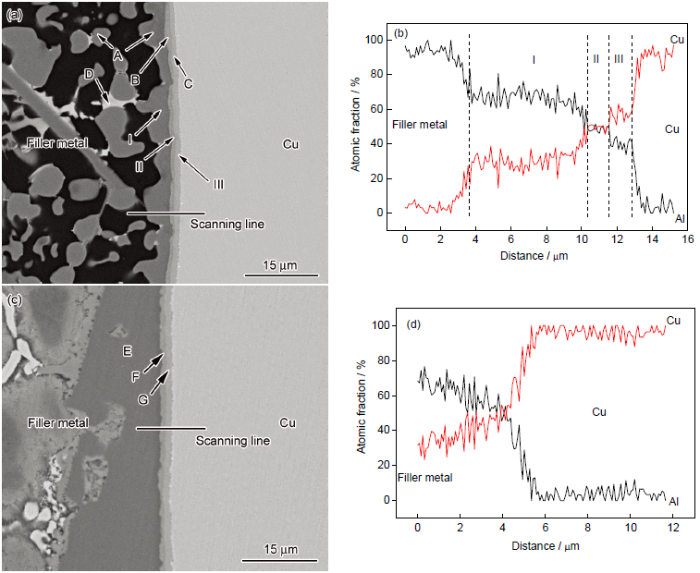
Al-5.6Si-25.2Ge和Zn-22Al钎料钎焊Cu/Al接头Cu侧界面显微组织如图4所示。表1为图4中典型相的EDS分析结果。如图4a所示,Al-Si-Ge钎料与Cu母材发生了明显的界面反应,可明显观察到3层界面结构:I层、II层、III层。I层厚度较大,呈胞状或树枝状,根据成分分析可判断为CuAl2相;II层厚度较小,为1 μm左右,呈层状、分布均匀连续,根据EDS分析可判断为CuAl相;III层最靠近Cu母材侧,界面层厚度为2 μm左右,EDS分析表明为Cu3Al2相。对Al-Si-Ge钎料/Cu界面区进行元素线扫描分析(图4b),观察到三层化合物中Cu、Al元素的分布规律,证实了Al-Si-Ge钎料/Cu界面处由CuAl2/CuAl/Cu3Al2三层化合物组成。Al-Si-Ge钎料中的Ge元素没有参与界面反应,靠近界面处在CuAl2相(A)之间分布着灰白色的相(D),EDS分析结果表明灰白色的相是Ge的固溶体相。
图4 Al-5.6Si-25.2Ge和Zn-22Al钎料钎焊Cu/Al接头的SEM像和EDS元素线扫描结果
Fig.4 SEM images (a, c) and EDS element line scanning along the lines in Figs.4a and c (b, d) of Cu/Al joints brazed with Al-5.6Si-25.2Ge (a, b) and Zn-22Al (c, d) filler metals
图4c所示为Zn-Al钎料钎焊Cu/Al接头Cu侧界面组织结构。可以看出Cu侧界面同样包含3个化合物层。结合表1中EDS分析结果以及图4d中的元素分布规律,可以得出Zn-Al钎料/Cu界面处由CuAl2/CuAl/Cu9Al4三层化合物组成,其中CuAl2层厚度较大,平均厚度约为15 μm。
表1
Table 1 EDS results of phases in the interfacial zones of the Cu/Al joints in
| Position in Fig.4 | Atomic fraction / % | Phase | |||
|---|---|---|---|---|---|
| Al | Cu | Ge | Si | ||
| A | 67.15 | 32.85 | - | - | CuAl2 |
| B | 48.22 | 51.78 | - | - | CuAl |
| C | 41.41 | 58.59 | - | - | Cu3Al2 |
| D | - | - | 78.54 | 21.46 | Ge solid solution |
| E | 69.09 | 30.91 | - | - | CuAl2 |
| F | 51.17 | 48.83 | - | - | CuAl |
| G | 29.43 | 70.57 | - | - | Cu9Al4 |
Cu/Al钎焊接头中Cu侧界面是最薄弱的区域,因为Cu侧界面极易形成复杂的化合物层,严重制约着Cu/Al钎焊接头的力学性能。当采用Al-5.6Si-25.2Ge钎料钎焊Cu和Al时,Cu侧界面生成CuAl2/CuAl/Cu3Al2化合物层,CuAl和Cu3Al2化合物靠近Cu母材侧,厚度极薄。CuAl2化合物硬度高而塑性低,抵抗裂纹扩展能力低,对Cu/Al钎焊接头强度起决定性作用。对比图4a和c可以看出,采用Al-5.6Si-25.2Ge钎料钎焊Cu/Al接头,CuAl2层呈胞状生长在Cu侧界面上,CuAl2相之间分布着Ge固溶体相, Ge固溶体相的存在阻碍了CuAl2相的大片状生长。而采用Zn-22Al钎焊Cu/Al接头,Cu侧界面CuAl2层呈大片状分布在Cu侧界面处,厚度远大于采用Al-5.6Si-25.2Ge钎料钎焊接头。采用Zn-22Al钎料时,钎焊温度较采用Al-5.6Si-25.2Ge钎料时更低,一般情况下,在较低温度下原子的扩散速率会更低,界面反应以及界面化合物的生长速率也相应较低。但是实验结果显示Zn-22Al钎料与Cu母材侧的界面反应反而更为容易,界面化合物生长更为迅速。仔细分析接头界面处的化合物层可以发现,当采用2种不同的钎料时,Cu/Al钎焊接头界面处的化合物种类发生了变化。在最靠近Cu母材一侧的位置,当采用Al-5.6Si-25.2Ge钎料时,生成的金属间化合物为Cu3Al2,该化合物为六方结构,晶格常数a=0.4146 nm,c=0.5063 nm;而当采用Zn-22Al钎料时,生成的金属间化合物为Cu9Al4,该化合物为简单立方结构,晶格常数a=0.8702 nm。Cu原子半径为0.1278 nm,Al原子半径为0.1820 nm。根据2种化合物的晶格类型以及晶格常数可以推断,Cu3Al2的致密度较Cu9Al4高。在钎焊过程中,当靠近Cu一侧生成的金属间化合物为Cu3Al2时,Cu原子继续向钎缝内部方向扩散的阻力大大增加,因此导致靠近钎料金属一侧的化合物生长受到抑制。具体体现为在利用Al-5.6Si-25.2Ge钎料钎焊Cu/Al时,即使钎焊温度高于Zn-22Al钎料钎焊温度,但是界面化合物层厚度,特别是靠近钎缝侧的CuAl2化合物厚度明显小于利用Zn-22Al钎料钎焊的接头。
采用Al-5.6Si-25.2Ge和Zn-22Al钎料钎焊Cu/Al接头,Cu侧界面结构在化合物种类和形态上存在较大的差异,这种差异势必对Cu/Al接头的力学性能产生显著的影响。2种钎料钎焊Cu/Al接头所获得的抗剪切强度差别较大,Zn-22Al钎料钎焊Cu/Al接头抗剪切强度为42.7 MPa,与文献[25]研究结果基本一致;Al-5.6Si-25.2Ge钎料钎焊Cu/Al接头抗剪切强度较大,达到53.4 MPa。
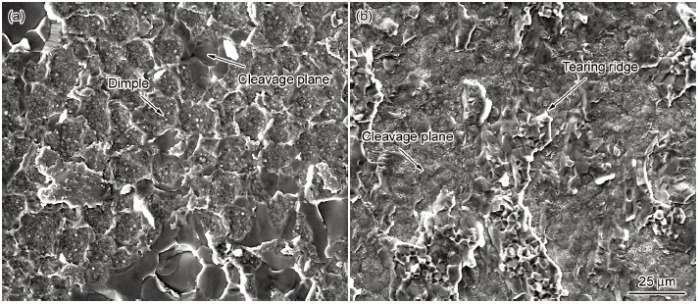
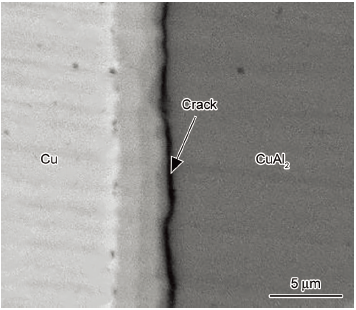
接头界面结构对接头强度的影响直接反映在接头的断口形貌上。图5分别为2种钎料钎焊Cu/Al接头Cu母材一侧的断口形貌。钎焊接头均断裂于Cu母材/钎缝界面处,结合断裂试样界面的典型SEM像(图6)分析可知,断裂位置位于CuAl2化合物的根部。裂纹萌生于CuAl2化合物的根部,并在该化合物内部扩展,不管是用哪一种钎料钎焊的Cu/Al接头,其断裂位置完全处于CuAl2化合物的内部。接头的断裂与CuAl2化合物有非常大的关系,大厚度的CuAl2化合物片层对结构变形的耐受力非常低,是导致接头断裂失效的直接原因。Cu/Al-5.6Si-25.2Ge/Al接头断口形貌如图5a所示,断口分布着大量的撕裂棱及较浅的韧窝,钎焊接头表现出明显的韧性断裂特点;此外,断口表面也可观察到脆性断裂所产生的解理面,Al-5.6Si-25.2Ge/Cu母材界面化合物层厚度较小,且带有胞状突起,裂纹扩展所需能量较大,是接头出现大量撕裂棱的主要原因,Cu/Al-5.6Si-25.2Ge/Al钎焊接头也因此具有较高的抗剪切强度,为53.4 MPa。图5b所示为Cu/Zn-22Al/Al接头断口形貌。可以看出断口表面仅有少量撕裂棱,大部分区域为具有脆性断裂特征的解理面,这与钎焊接头中Cu侧界面存在厚度较大的CuAl2层有关,钎焊接头抗剪切强度也因此较低,为42.7 MPa。
图5 Al-5.6Si-25.2Ge和Zn-22Al钎料钎焊Cu/Al接头断口的SEM像
Fig.5 SEM images of the fracture surface of the Cu/Al joints brazed with Al-5.6Si-25.2Ge (a) and Zn-22Al (b) filler metals
图6 典型的Cu/Al钎焊接头断裂位置的SEM像
Fig.6 Typical SEM image of the fracture position of the Cu/Al joint
(1) 采用Al-5.6Si-25.2Ge钎料钎焊Cu/Al异种金属,由于钎料具有较低的熔点和优异的铺展润湿性,成功实现了Cu/Al钎焊接头的连接。
(2) Al-5.6Si-25.2Ge/Cu界面处由CuAl2/CuAl/Cu3Al2三层化合物组成,其中CuAl和Cu3Al2呈层状,厚度较薄,为1~2 μm;CuAl2呈胞状,平均厚度约为3 μm,钎焊接头抗剪切强度较高,为53.4 MPa。Zn-22Al/Cu界面结构为CuAl2/CuAl/Cu9Al4,其中CuAl2层平均厚度高达15 μm,钎焊接头抗剪切强度仅为42.7 MPa。
(3) Cu/Al钎焊接头中Cu侧界面结构是影响钎焊接头强度的关键,Al-5.6Si-25.2Ge/Cu界面处CuAl2层呈突起状钉扎于钎料层中,且厚度较薄,是Cu/Al-5.6Si-25.2Ge/Al钎焊接头抗剪切强度比Cu/Zn-22Al/Al高的原因。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}