
周丽 , 马英石
, 马英石
ZHOU Li, MA Yingshi
文献标识码: TG339
通讯作者:
收稿日期: 2016-06-23
网络出版日期: 2017-04-10
版权声明: 2017 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介 周 丽,女,1971年生,教授,博士
展开
摘要
运用ABAQUS有限元软件建立了γ-TiAl 金属间化合物铣削加工的细观模型,分析了不同材料模型的加工表面形貌及边缘断裂形成机理。结果表明,由于片层之间的材料特性不同,加工过程中片层与片层之间更容易出现裂纹或凹坑。同时,由于其较低的延展性,γ-TiAl 金属间化合物加工出口处形成较大的负剪切平面,从而导致边缘断裂。通过与实验结果比较,发现γ-TiAl 金属间化合物铣削加工表面粗糙度和边缘断口尺寸均小于由正六边形片层细观模型所得的模拟值,且略高于由矩形片层细观模型所得的模拟值。同时,加工表面粗糙度和边缘断口尺寸随切削深度的增加而逐渐增大,而切削速率的影响较小。因此,为了得到更好的加工表面质量,γ-TiAl 金属间化合物加工过程中应尽可能地采用较高的切削速率,而不是切削深度。
关键词:
Abstract
γ-TiAl intermetallics are attractive candidates for applications in aircraft turbine engines due to their low density and good mechanical properties at high temperature. However, the low room temperature ductility makes the machinability of these materials poorer compared to the conventional alloys. In this work, a meso-model of γ-TiAl intermetallic was developed using ABAQUS finite element software. The surface morphology and edge fracture mechanism of different material models were analyzed, and the effects of cutting parameters on the surface roughness and size of edge fracture were investigated. The results indicate that the cracks and pits occur between the lamellar and lamellar with different material properties. At the same time, due to the low ductility of γ-TiAl intermetallic, the negative shear angle begins to form at the exit of workpiece, then the edge fracture is formed. In addition, for both surface roughness and size of edge fracture, the experimental data are slightly higher than the simulated data obtained by the hexagonal lamellar model, and smaller than those obtained by the rectangular lamellar model. With the increasing of cutting depth, the surface roughness and the size of edge fracture increase gradually, on the contrary, the cutting speed has a small effect on them. Therefore, in order to obtain a fine surface quality during machining of γ-TiAl intermetallic, the cutting speed can be adopted as higher as possible, but not the cutting depth.
Keywords:
γ-TiAl金属间化合物具有高比强度、高比刚度、耐腐蚀、耐高温及优异的抗氧化性能,在航空航天、兵器等领域具有广泛的应用前景,特别是飞机发动机的耐热部件,如涡轮叶片等[1,2]。目前,γ-TiAl金属间化合物的近净成形技术,如精密铸造成形法、定向凝固法得到了很大发展。高温锻造、挤压、轧制等热加工工艺参数的优化,也使γ-TiAl金属间化合物的热加工成型得到了很大改善,γ-TiAl金属间化合物大尺寸板材的制造也逐渐成为可能[3]。然而,绝大部分结构件为了达到一定的尺寸精度和表面质量,仍需要进行机械加工。与钛合金相比,由于γ-TiAl金属间化合物具有室温塑性低及难变形等特点,是典型的难加工材料[4]。
加工表面质量对于飞机发动机的安全性和耐久性非常重要,因此对γ-TiAl金属间化合物的加工表面提出了更高的要求。国内外学者对γ-TiAl金属间化合物的研究多集中在微观结构与性能之间的关系,研究[5~12]表明,γ-TiAl金属间化合物片层的厚度、分布及晶粒尺寸是影响其力学性能的主要因素。近年来,对γ-TiAl金属间化合物的加工特性已有一些实验研究,例如γ-TiAl金属间化合物加工刀具磨损特性[13~17]、切削力变化规律[18]、切削变形机理及切屑形态[14,15]、表面粗糙度及已加工表面形貌等[19,20],结果表明,切削参数及冷却条件对刀具磨损和表面质量起主要作用。除实验方法之外,有限元法在切削加工中得到了越来越广泛的应用,这是因为有限元法能够分析弹塑性大变形及断裂问题,从而可以更好地了解材料切削机理,优化工艺参数。虽然国内外许多学者已经采用有限元法对钢、Al、Cu等金属切削加工过程进行了数值模拟研究,并针对切削加工过程的切屑形成、刀屑分离以及接触和摩擦等现象建立了有效的数值计算方法[21~23],但尚未开展γ-TiAl金属间化合物切削加工过程的数值模拟研究。
本工作运用ABAQUS有限元软件建立了γ-TiAl金属间化合物切削加工的细观模型,分析了切削加工表面特性,并与实验结果进行了对比。
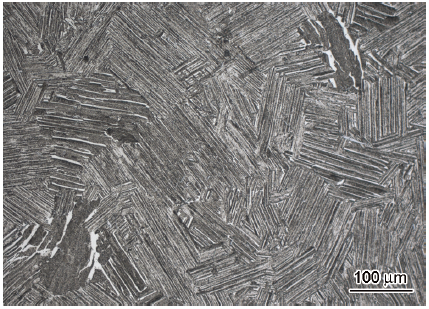
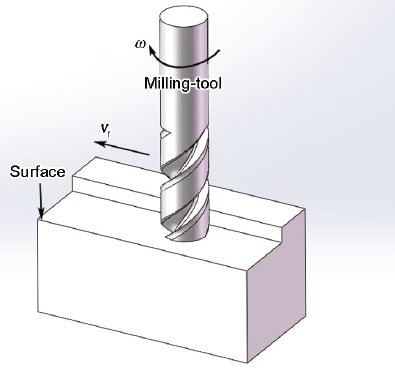
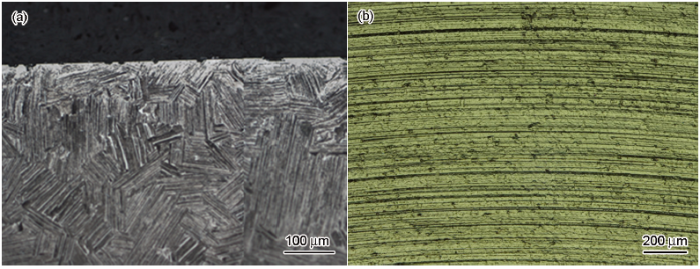
铣削实验材料为γ-TiAl (45XD,Ti-45Al-2Mn-2Nb-0.8B,原子分数,%)合金,其微观形貌如图1所示。可见,γ-TiAl金属间化合物微观形貌为全片层组织,平均晶粒尺寸约90 μm。铣削加工试样尺寸为 30 mm×40 mm×5 mm,刀具为TiCN涂层铣刀。刀具的几何参数为:前角7°,后角10°,刀尖圆弧半径为0.05 mm。铣削实验在ME650立式加工中心上进行,加工示意图如图2所示。利用KEYENCE VHX-1000光学显微镜(OM)和SSX-550扫描电子显微镜(SEM)对加工表面形貌、边缘缺陷及断口形貌进行观察。
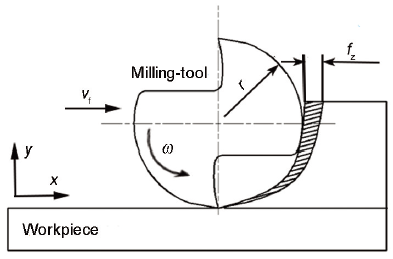
周期性铣削加工过程中,圆柱立铣刀既做旋转运动,又做进给运动,切削厚度是连续变化的。由于铣刀的进给速率远小于切削速率,所以切削厚度变化非常小。因此,可以将三维周期性铣削加工等效为二维正交切削加工,图3所示为单齿切削过程的平面图,其等效切削厚度h的计算公式为[23]:
式中,r为铣刀半径;fz为每齿进给量。
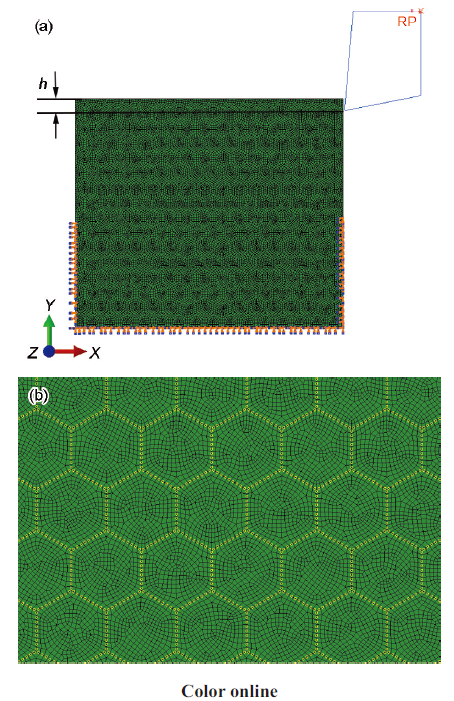
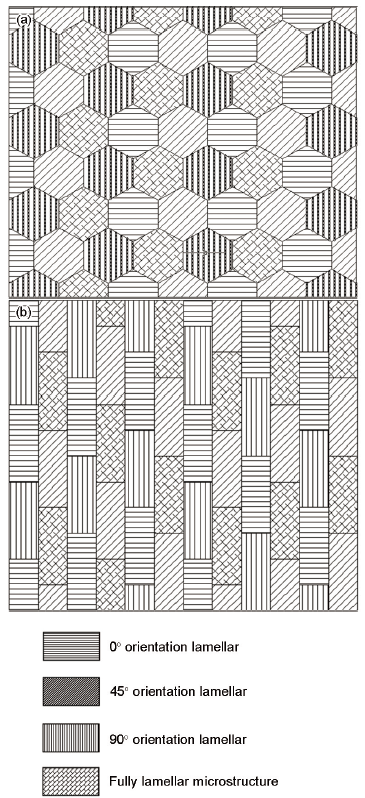
γ-TiAl金属间化合物属于L10型fcc晶体,图1所示为全片层组织的γ-TiAl金属间化合物。在切削γ-TiAl金属间化合物时,加工表面材料不同晶体的片层取向与加工表面夹角不同,片层取向与切削力夹角也不同。因此,为了研究γ-TiAl金属间化合物的铣削加工特性,建立了γ-TiAl金属间化合物的细观有限元模型,如图4所示。γ-TiAl金属间化合物具有典型的多孪晶合成晶体 (polysynthetically twinned crystal, PST crystal)结构,片层取向与外载荷加载方向夹角不同时,晶体表现出不一样的力学特性[22]。通过分别定义不同片层取向的材料属性,建立γ-TiAl金属间化合物有限元切削细观模型,能够更好地研究其在铣削加工过程中材料的变形机理。由图1可以看出,γ-TiAl金属间化合物晶体形貌多为不规则多面体,因此,本工作建立了矩形晶体结构和正六边形晶体结构的细观有限元模型,4种不同的片层组织结构(0°片层取向、45°片层取向、90°片层取向和全片层组织)表示与切削加工表面夹角不同的晶体,其在工件中均匀分布,如图5所示。
图2 平面端铣加工示意图
Fig.2 Illustration of flat-end milling process (vf—feed rate, ω—rotation speed)
图3 二维单齿铣削模型
Fig.3 2D milling model of single tooth (r—radius of milling cutter, fz—feed per tooth)
图4 γ-TiAl金属间化合物二维有限元模型及其局部放大图
Fig.4 Two-dimensional finite element model of γ-TiAl intermetallics (a) and local zooming of
图5 六边形片层结构和矩形片层结构的0°片层取向、45°片层取向、90°片层取向和全片层组织的有限元模型
Fig.5 FEM models of hexagonal (a) and rectangular (b) lamellae, which is composed of 0°, 45°, 90° and fully lamellar microstructures
本模型是基于Abaqus/Explicit分析,建立正六边形和矩形晶体的二维切削有限元模型,工件长度为4 mm,宽度为3 mm。切削刀具几何参数与实验所用刀具一致,刀具定义为解析刚体,ABAQUS有限元软件二维仿真模型中,解析刚体默认为线框。模型采用缩减积分、沙漏控制的双线性四节点温度平面应变耦合四边形单元(CPE4RT)。
本模型采用弹-塑性本构方程,材料在外载荷作用下分为2个阶段,即弹性阶段和塑性阶段,本构方程为[24]:
式中,σ为应力,ε为应变,σy为材料的屈服应力,E为弹性模量,B为应变硬化系数,n为应变硬化指数。切削过程中材料变形主要有挤压、剪切和滑移,符合材料的挤压破坏特性。根据文献[5~12,25]中的实验结果,片层取向与应力加载轴夹角不同的材料表现出不同的特性,γ-TiAl金属间化合物不同片层组织的材料参数如表1[5~12,25]所示。
γ-TiAl金属间化合物切削中采用剪切失效法准则确定材料切屑分离,此分离准则完全由材料的本构方程决定。剪切失效模型是基于单元积分点上的等效塑性应变。当破坏参数D≥1时,材料失效,也就是说在此时工件材料发生断裂,切屑开始形成。D定义为[26]:
式中,ε p为等效塑性应变,ε d为失效塑性应变。
为了限制工件的的运动,对工件底部和左右两端下部进行了完全约束,对刀具进行刚体约束。不同片层组织之间采用绑定约束,如图4所示。
外载荷为给定的切削深度和切削速率。切削深度通过工件与刀具初始的装配位置确定,切削速率是通过赋予参考点RP沿x轴负方向切入工件,并约束刀具沿其它方向的运动,如图4a所示。
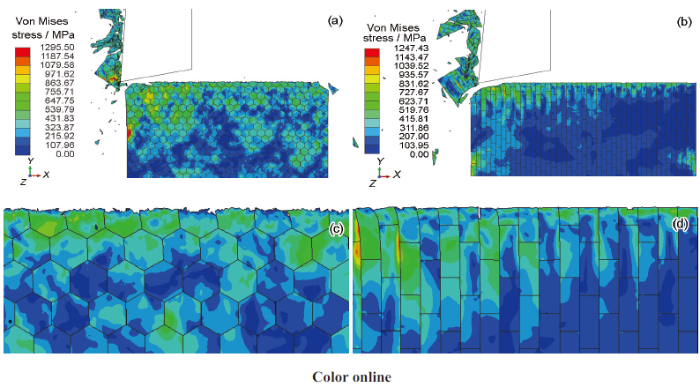
在相同的铣削加工条件下,2种不同的细观模型获得的γ-TiAl金属间化合物的表面形貌如图6所示。可以看出,由于γ-TiAl金属间化合物较低的延展性,加工过程中形成的切屑为不连续的断屑,且在工件的边缘处形成不规则的断裂形貌。从图6c和d的局部放大图可以看出,不同取向的片层组织沿着切削力的方向发生弯曲变形。同时,在片层与片层之间容易出现裂纹,尤其是正六边形结构更加明显,还可发现正六边形结构的表面形貌更粗糙。
图6 正六边形片层结构和矩形片层结构细观模型获得的γ-TiAl金属间化合物的表面形貌
Fig.6 Low (a, b) and locally high (c, d) magnified surface morphologies of γ-TiAl intermetallics obtained from hexagonal meso-model (a, c) and rectangular meso-model (b, d)
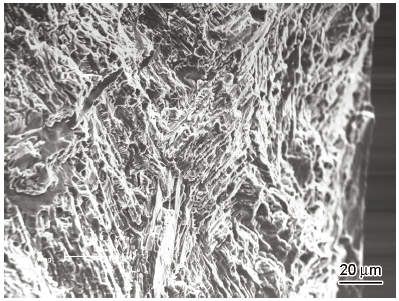
图7 γ-TiAl金属间化合物铣削加工断面和表面形貌的OM像
Fig.7 Section (a) and surface (b) OM images of γ-TiAl intermetallics after milling
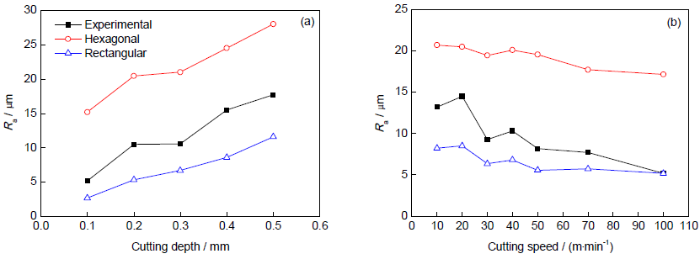
图8 表面粗糙度与铣削深度和铣削速率的关系
Fig.8 Influences of cutting depth (a) and cutting speed (b) on surface roughness Ra
图7为γ-TiAl金属间化合物铣削加工断面和表面形貌的OM像。可以看出,多数片层组织沿着铣削力的方向发生变形,而且表面缺陷容易出现在不同取向的片层界面处,与图6的模拟结果相似。相对较小的片层区域出现的加工表面缺陷略多,这是由于变形中的应力集中导致的。与模拟结果相比还可发现,实验所得的加工表面凹坑略多,这是由于材料内部本身存在许多缺陷,如孔洞、裂纹等。此外,由正六边形组成的细观模型所得的表面(图6c)也比实验更粗糙,矩形结构细观模型的表面形貌(图6d)更接近于实验结果。从图7b可以看出,铣削加工后表面残留了深浅不一的沟痕,且没有裂纹出现。
切削参数对表面粗糙度的影响如图8所示。由图8a可知,随着切削深度的增加,γ-TiAl金属间化合物加工表面粗糙度逐渐增大。这是由于随着切削深度的增加,较大的切削力将会导致切削过程更加不稳定,从而增大加工表面粗糙度。除切削深度之外,切削速率也是一个重要的影响因素。从图8b可以看出,切削速率对表面粗糙度的影响很小。其原因是本实验所选速率范围较小,γ-TiAl金属间化合物熔点也较高,因此,在加工过程中的热软化效应较小。另外,从图8可以发现,粗糙度实验值介于矩形片层结构和正六边形片层结构之间,且更接近与矩形片层结构的细观模型所得的模拟结果。
表1 γ-TiAl金属间化合物不同片层组织的材料常数[
Table 1 Physical properties of different lamellar structures of γ-TiAl intermetallics[
| Parameter | 0° | 45° | 90° | Fully lamellar microstructure |
|---|---|---|---|---|
| Young's modulus E / GPa | 220 | 170 | 300 | 350 |
| Poisson's ratio ν | 0.32 | 0.23 | 0.1 | 0.08 |
| Yield strength σy / MPa | 1296 | 847 | 1175 | 1401 |
| Strain hardening coefficient B / MPa | 2966 | 2168 | ||
| Strain hardening exponent n | 0.45 | 0.36 |
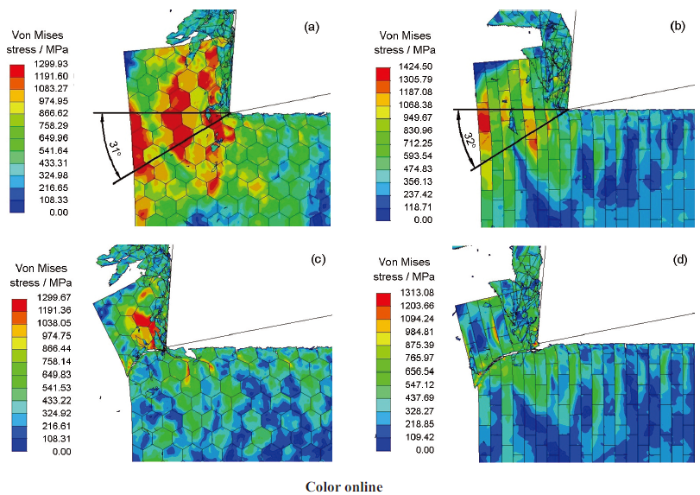
当切削刀具接近工件边缘时,负剪切角开始形成。图9为正六边形片层结构和矩形片层结构细观模型获得的γ-TiAl金属间化合物断裂前后工件出口处的边缘形貌。可以看出,2种细观模型所得的负剪切角大小相近。随着刀具进一步前进,当刀尖处的应变达到材料的失效应变时,裂纹开始萌生,如图9c和d所示。不论是矩形片层结构还是正六边形片层结构,裂纹大多出现在片层内部,很少出现在片层与片层之间的区域。对比图9c和d可以发现,正六边形片层结构的断口形貌比矩形片层结构的断口形貌更粗糙,这是由于正六边形片层结构对裂纹的扩展阻力更大。图10所示为γ-TiAl金属间化合物断口形貌的SEM像。可以看出,断口处主要是片层的脆性断裂,很少有沿片层之间的断裂,与模拟结果吻合,进一步证明本工作所建的细观模型能够很好地模拟γ-TiAl金属间化合物的加工变形。
图9 正六边形片层结构和矩形片层结构细观模型获得的γ-TiAl金属间化合物断裂前后工件出口处的边缘形貌
Fig.9 Edge morphologies on the exit surface of γ-TiAl intermetallics obtained from hexagonal meso-model (a, c) and rectangular meso-model (b, d) before (a, b) and after (c, d) fracture
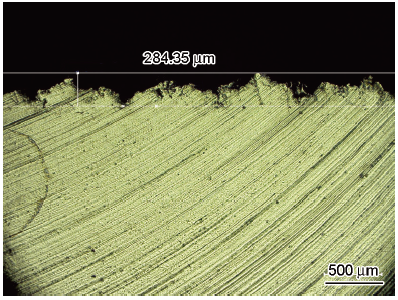
图11 γ-TiAl金属间化合物加工后工件边缘形貌的OM像
Fig.11 Edge OM image of γ-TiAl intermetallics after milling
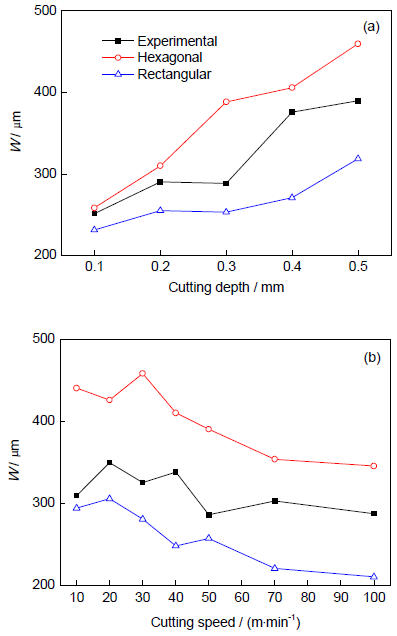
图12 边缘断口尺寸与切削参数的关系
Fig.12 Influences of cutting depth (a) and cutting speed (b) on size of edge fracture W
图11所示为γ-TiAl金属间化合物铣削加工后边缘形貌的OM像。由于γ-TiAl金属间化合物内部片层大小和取向的随机分布,边缘缺陷裂纹尖端选择阻力较小的路径进行扩展,导致加工边缘断裂形貌不规则。为了研究切削速率和切削深度对边缘断口尺寸的影响,分别量取了不同铣削深度和铣削速率下实验和模拟所得的边缘断口尺寸。图12所示为实验和模拟的断口尺寸随铣削深度和铣削速率的变化。可以看出,随切削深度的增加,断口尺寸逐渐增加,相反,随切削速率的增加,边缘断口尺寸略有下降。同样,实验值介于矩形片层和正六边形片层细观模型模拟值之间。
(1) 本工作建立的细观模型能够很好地预测γ-TiAl金属间化合物加工表面形貌及边缘断裂特性。模拟结果表明,由于不同片层力学性能的差异导致加工表面尤其是片层与片层之间容易形成凹坑等表面缺陷。另一方面,由于γ-TiAl金属间化合物较低的延展性,在加工边缘处形成了负剪切平面,从而导致铣削加工边缘断裂不规则。
(2) 实验与模拟结果表明,切削速率对表面粗糙度及边缘断口尺寸的影响较小,而切削深度的影响较为明显。随着切削深度的增加,表面粗糙度及边缘断口尺寸呈线性增大趋势。因此,在γ-TiAl金属间化合物精密加工中,应尽可能地选用较高的切削速率,而不是切削深度。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}