
康举 , 李权
, 李权
KANG Ju, LI Quan
文献标识码: TG146.2
通讯作者:
收稿日期: 2016-07-18
网络出版日期: 2017-03-20
版权声明: 2017 《金属学报》编辑部 《金属学报》编辑部
作者简介:
作者简介 康 举,男,满族,1983年生,博士
展开
摘要
在2219-T8铝合金搅拌摩擦焊(FSW)接头焊核区(NZ)发现了局部液化现象。采用热处理和热模拟2种方法对比分析了局部液化区组织的特点,采用显微硬度计和原位拉伸实验研究了局部液化对接头力学性能的影响。结果表明,局部液化是由NZ中的Al2Cu相与周围基体的共晶反应,即发生了组分液化所致。液化区为液相+α(Al)相的半固态组织,冷却时高熔点组元α(Al)相先析出,同时在搅拌挤压和材料流动的作用下发生固液分离,形成离异共晶。液化区的硬度低于NZ正常区域,是NZ微区试样断裂的起源,降低了NZ的抗拉强度和延伸率。不过,由于液化区域是局部的、极少量的存在于NZ中,其对接头拉伸性能的影响远小于整体均发生弱化的热机械影响(TMAZ)的影响。
关键词:
Abstract
Al alloy 2219 (AA2219) exhibits excellent mechanical properties in a wide temperature range from -250 ℃ to 250 °C, indicating great potential for application in aerospace structures. Compared to fusion welding, friction stir welding (FSW) could significantly improve mechanical properties of the AA2219 joints. Since invented by the welding institute (TWI) of UK in 1991, FSW has been treated as a solid-state joining technique by the commercial companies, which has been in an agreement in most scientific researchers. However, recently a controversy that has been raised over the viewpoint that FSW is a strict solid-state process, and some observations of liquation have been reported, especially in the stir zone of friction stir spot welding (FSSW) joint. However, the phenomenon of liquation in FSW AA2219 joints has not been reported previously. Therefore, the aim of this work is to reveal the evidence of local liquation during FSW AA2219-T8 and its effect on mechanical properties of the joints. In this work, AA2219-T8 plates (8 mm thick) were friction stir welded at a welding speed of 180 mm/min and a rotation speed of 800 r/min using a welding tool with threaded pin. Heat treatment and thermal simulation experiments were carried out to contrast the characteristics of the local liquation regions. A Vickers microhardness testing machine and an in situ SEM imaging tensile test facility were employed to study the effect of local liquation on mechanical properties of the joints. The results showed that the microstructures in the local liquation regions were divorced eutectic, and its formation was related to the coupled thermal-mechanical interaction during the FSW process. In the FSW process, the local high temperature led to constitutional liquation. During the cooling period, the semisolid mixtures decomposed into α(Al) matrices and θ (Al2Cu) particles under stir and material flow actions. The liquation regions had a lower value of hardness than the normal regions in the nugget zone (NZ), making the liquidation region susceptible to cracks initiation and decreasing the ultimate tensile strength and elongation for a local liquation region contained NZ sample. However, the negative effect of local liquation regions on the mechanical properties of the FSW AA2219-T8 joint was less than that of the thermo-mechanically affected zone (TMAZ), since the local liquation regions were only localized and tiny fractions being in the NZ, whereas the TMAZ was whole softened.
Keywords:
搅拌摩擦焊(friction stir welding,FSW)是一项由英国焊接研究所发明的固相连接技术。然而,近几年的一些报道却表明,在FSW尤其是搅拌摩擦点焊(friction stir spot welding,FSSW)的焊核区(nugget zone,NZ)中存在局部液化现象[1~12]。如Yang等[1]发现镁合金FSSW的NZ中存在局部液化现象;Yamamoto等[2]在AZ91、AZ31和AM60镁合金FSSW接头的NZ中,均发现了由Mg17Al12相与α(Mg)基体共晶反应而引发的局部液化现象,区别在于3种合金由液化所引发的裂纹出现倾向上存在差异。Gerlich和North[3]以及Yamamoto等[4,5]分别测试了FSSW中轴肩和搅拌针与被焊试板界面的峰值温度,方法为将热电偶安置在搅拌头轴肩或搅拌针上。结果表明,AZ91、AZ31和AM60镁合金,以及2024和7075铝合金的点焊峰值温度或接近或超过了合金的液化温度,这进一步验证了FSSW过程中合金发生局部液化的可能性。
与FSSW相比,FSW过程中搅拌头要沿着接缝方向行进,导致高温停留时间较短,发生局部液化的可能性变小[6]。但是在FSW接头中依然发现了局部液化现象,所涉及的合金包括:2024-T3铝合金(Al2CuMg相+α(Al)相间共晶反应)、2524铝合金(Al2CuMg相+Al2Cu相+α(Al)相间共晶反应)、7010铝合金(MgZn2相+Al2CuMg相+α(Al)相间共晶反应)、7050-T7铝合金(MgZn2相+α(Al)相间共晶反应)、5052/KS5J32异种铝合金(Al6CuMg4相+α(Al)相间共晶反应)、ZK60镁合金和Al/Mg异种合金[7~13]。Gerlich和Shibayanagi[7]研究了2024-T3铝合金FSW接头中的液化膜和裂纹问题,能谱(EDS)分析表明液化膜成分接近Al2CuMg相,他们指出FSW过程中发生液化的关键要素为:(1) 高转速可使温度达到合金的初熔温度;(2) 合金中含有低熔点相;(3) 较高的焊接速度,使得高温停留时间短,限制了液相的扩散。Hassan等[9]研究了焊接参数对7010铝合金FSW接头微观组织的影响,发现由高热输入参数获得的接头中,在晶界上存在局部液化现象,分析表明该处在冷却过程中发生了共晶反应:液相(L)→α(Al)+Al2CuMg+MgZn2。
2219铝合金是一种时效强化型Al-Cu合金,合金中的主要析出相包括原子偏聚区(GP)区、θ″、θ′和θ (Al2Cu)相[14]。该合金在-250~250 ℃区间具有优良的力学性能,是制造大型运载火箭燃料贮箱的理想材料之一[15]。2219铝合金FSW接头具有优良的力学性能,这通常归因于FSW可成功地避免铝合金熔焊时因凝固过程所产生的气孔和裂纹等冶金缺陷[16]。不过Yang等[6]和Cao等[17]研究了2219-T8铝合金在FSSW和FSW过程中的液化倾向问题。研究表明,FSSW接头中存在共晶组织和共晶液化膜[6],他们指出该共晶组织为离异共晶(即Al2Cu相被α相包围着),不同于熔焊接头中的共生共晶(即片层相间的Al2Cu相+α相[18])。他们还指出合金中含有的低熔点组分越多,发生液化的倾向越大;然而,在文献[17]中他们采用不同焊接参数对2219-T8铝合金进行FSW,在所有的FSW接头中均未发现液化现象。
但是,有别于文献[17]的报道,本工作在2219-T8铝合金FSW接头中却发现了液化现象,这些由于发生了共晶反应而形成的Al2Cu (θ)相与FSW接头中θ相的正常演变行为有很大差异[14,19,20]。因此,本工作的目的在于揭示2219-T8铝合金FSW过程中的局部液化现象,并进一步研究其对接头力学性能的影响。
实验材料为8 mm厚的2219-T8铝合金板材,T8代表固溶处理(535 ℃下保温1.5 h,水淬)后经冷加工(变形量为1%),再进行人工时效 (175 ℃下保温18 h)。所用2219铝合金的化学成分(质量分数,%)为:Cu 6.31,Mn 0.32,Fe 0.23,Ti 0.06,V 0.08,Zn 0.04,Si 0.2,Zr 0.13,Al余量。对板材进行对接FSW,焊接方向垂直于板材轧制方向,搅拌头顺时针旋转,转速800 r/min,焊接速度180 mm/min。搅拌头轴肩有双圆环,直径20 mm;搅拌针呈锥型,表面有螺纹和三平面,针长7.8 mm。所得到的接头无孔洞和未焊合等缺陷,参考GB/T 2651-2008标准,测得接头的宏观抗拉强度为344 MPa,为母材强度的75.4%,接头宏观拉伸实验方法和结果可详见文献[21]。
采用BX51M型金相显微镜(OM)和QUANTA-200型场发射扫描电子显微镜(FESEM)观察2219-T8铝合金FSW接头正常区域和局部液化区第二相的形貌,并采用上述FESEM所附带的HORIBA EDAX型能谱系统(EDS)对第二相成分进行分析。金相浸蚀溶液为Dix-Keller's试剂(4 mL HF+6 mL HCl+10 mL HNO3+190 mL H2O)。为对比液化区第二相的特点,对2219-T8铝合金母材(base material,BM)和FSW接头NZ正常区域中的第二相粒子尺寸进行统计,方法为在BM和NZ中多处取样并采集SEM像后,采用Nano-measurer软件对这2个区域中各约400个粒子的长度进行测量。
为研究NZ中局部液化区组织的特点,采用热处理和热模拟2种方法进行对比分析。热处理工艺为:将2219-T8铝合金经10 ℃/min加热到650 ℃,保温5 min后,以2 ℃/min缓冷到室温。根据本系列工作前期焊接热循环的测试结果[20],推测NZ所经历的热历史,在Gleeble 1500D试验机上进行类似的热模拟实验:加热速率为25 ℃/s,峰值温度为550 ℃、停留3 s,冷却速率为10 ℃/s。采用FESEM和EDS进行形貌观察和成分分析。采用OM观察金相组织。金相浸蚀溶液同样为Dix-Keller' s试剂。
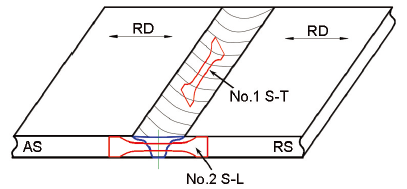
采用SEM-Servopulser型SEM原位观察拉伸/疲劳试验机对NZ (包括正常和含局部液化区域2类试样)和接头(包含NZ、热机械影响区(thermo-mechanically affected zone,TMAZ)和热影响区(heat-affected zone,HAZ) 3个区域)试样的拉伸过程进行扫描电镜(SEM)原位观察,以研究裂纹的萌生和扩展,并得到工程应力-应变曲线,每组记录2个平行样的测试结果,求平均值和标准偏差。NZ和接头(FSW-Joint)试样的取样位置分别如图1中No.1和No.2试样所示。图1中RD (rolling direction)代表母材的轧制方向,L (longitudinal)代表沿轧制方向,T (transverse)代表垂直轧制方向,S (short transverse)代表板厚方向,AS (advancing side)表示前进侧,RS (retreating side)表示后退侧。试样尺寸示意图如图2所示,除接头试样(No.2)的平行段长度为10 mm外,其它试样平行段长度均为4.4 mm。拉伸实验前对试样待观察面进行打磨并抛光。拉伸试验机卡头移动速度为1×10-3 mm/s,实验过程中可根据SEM的实时观察结果,随时暂停加载进行照相。
图1 接头中取样位置示意图
Fig.1 Schematic of the sampling positions in the joint (RD—rolling direction, L—longitudinal, T—transverse, S—short transverse, AS—advancing side, RS—retreating side)
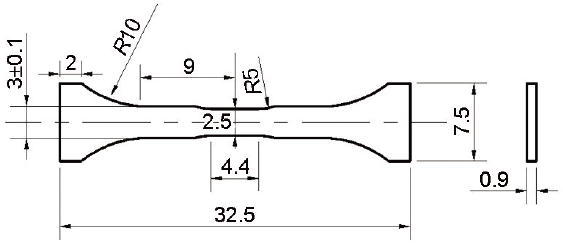
图2 SEM原位观察拉伸试样No.1尺寸(No.2试样平行段长度为10 mm)
Fig.2 Dimensions of in situ SEM imaging tensile test specimen for No.1 (unit: mm. No.2 specimen had a gauge length of 10 mm)
同样采用上述设备对含有局部液化组织的NZ试样进行疲劳原位观察实验,以研究局部液化对NZ微区疲劳行为的影响。疲劳试样尺寸同No.1拉伸试样,应力因子为0.1,加载频率为10 Hz,SEM拍照时保持载荷的大小为:σ=(σmax+σmin)/2 (其中,σmax为最大应力,σmin为最小应力)。实验过程为先在σmax=200 MPa下进行一定循环次数的疲劳实验,用以预制一些裂纹,然后改变应力加载水平,研究裂纹的扩展情况。
采用FESEM和EDS对微区拉伸和疲劳试样的断口进行形貌观察和成分分析。采用FM-800型Vickers硬度计测试NZ不同位置的显微硬度,载荷10 g,加载时间为10 s。
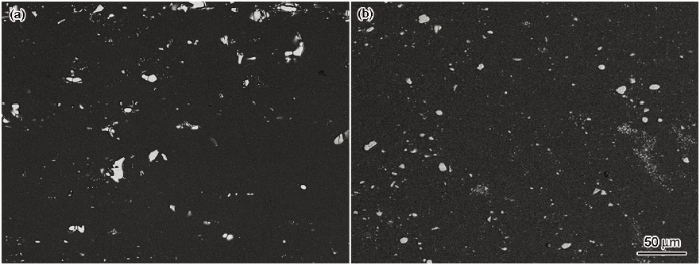
2219-T8铝合金BM中的第二相粒子(经EDS分析,主要为θ相)的背散射电子(BSE)像如图3a所示。经FSW后,通常情况下NZ中的第二相粒子由于经历高温发生回溶或被搅拌针打碎[6,17,19,20],尺寸变小,如图3b所示。进一步对BM和NZ中第二相粒子尺寸的统计发现,BM中的第二相粒子长度均不超过25 μm,而NZ中的第二相粒子一般不超过20 μm。
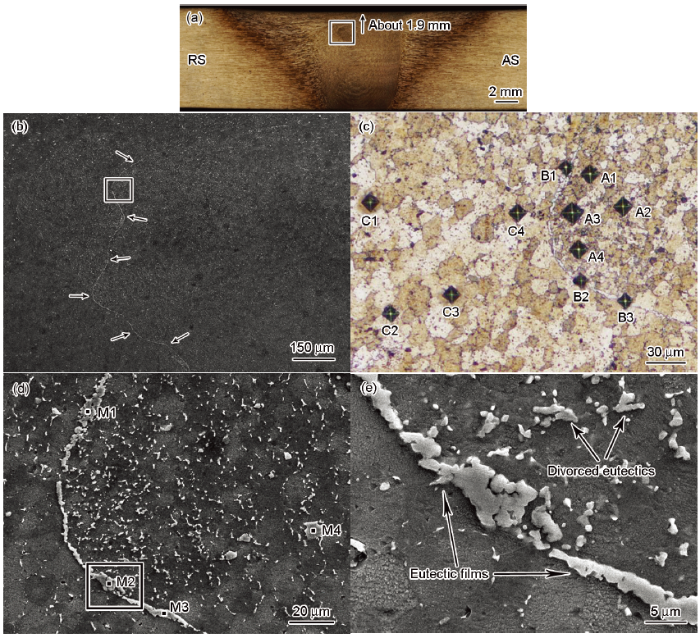
然而,在NZ的局部区域却出现了如图4所示的第二相粒子的异常形貌。图4a为异常的第二相粒子在焊缝横截面中的存在位置(图中矩形内),即在轴肩驱动区(SDZ)下部(文献[22]提出,根据搅拌头轴肩和搅拌针在NZ形成过程中的角色,NZ可分为3个区,即SDZ、针驱动区(PDZ)和涡流区(SWZ))。图4b为4a中所选区域的放大形貌,异常第二相粒子的分布呈现为断续的曲线,如箭头所指,图4b中所选区域的进一步放大形貌分别如图4c (OM像)和4d (SEM像)所示。对图4d中不同位置的第二相粒子进行EDS分析(测试位置如图中M1~M4所示),平均成分为52%Al+48%Cu (质量分数,下同),非常接近θ相的成分(47%Al+53%Cu);此外,对图4d中所选区域进一步放大观察如图4e所示,该形貌与文献[6]中报道的2219-T8铝合金FSSW接头中的液化膜和共晶相形貌十分相似。综上,可判定这些异常分布的第二相粒子为NZ局部区域发生了局部液化而形成的离异共晶(divorced eutectic)θ相,图4b中断续的曲线为由θ相构成的共晶膜。进一步观察图4d,发现在共晶膜的靠近焊缝中心侧(右侧)比远离焊缝中心侧存在更多的θ相。
图3 2219-T8铝合金FSW接头BM和NZ中的第二相粒子形貌
Fig.3 BSE images showing the size and distribution of secondary phase particles in base material (BM) (a) and nugget zone (NZ) (b) of an AA2219-T8 FSW joint
图4 2219-T8铝合金FSW接头NZ中的局部液化现象
Fig.4 Local liquation in the NZ of an AA2219-T8 FSW joint
(a) overall image showing the location of liquation in the cross section of the weld
(b) magnified image of the rectangle region in
(c) OM image of the rectangle region in
(d) SEM image of the rectangle region in
(e) magnified image of the rectangle region in
对NZ不同区域的显微硬度进行测试,测试位置如图4c所示。液化区(图4c中点A1~A4)的显微硬度为(74±9) HV0.01;共晶膜(图4c中点B1~B3)的显微硬度为(128±4) HV0.01;NZ正常区域(图4c中点C1~C4)的显微硬度为(96±5) HV0.01。
对图4a试样上层进行打磨,去除厚度约1.9 mm,抛光浸蚀后该液化区域在NZ次表层中的形貌(OM暗场像)如图5所示。同样观察到共晶膜,以及在其一侧大量存在的离异共晶θ相。需要指出的是,本工作所观察到的粒子聚集线与文献[22]和[23]中的不同,Zhang等[22]和本文作者等[23]分别在2024-T3和7075-T6铝合金FSW接头NZ中观察到了第二相粒子的偏聚现象,均呈周期性带状分布且主要位于SDZ,此外,粒子偏析带的间距与搅拌头每旋转一周所行进的位移具有相关性。Zhang等[22]认为,粒子偏析带的形成与FSW过程中,第二相粒子倾向在高应变梯度区偏聚,并发生多种第二相粒子的重组有关;本文作者前期研究[23]认为,粒子的偏聚是第二相粒子与合金基体在迁移速率上存在差异,塑性流动性能相似的粒子易于在流动过程中聚集在一起的结果。总结上述2篇文献中出现的聚集线均是第二相粒子的物理重新分布和机械混合的结果。然而,本工作发现的聚集线是第二相粒子发生了局部的组分液化后形成的共晶膜。
图5 局部液化区域在NZ次表层中的OM暗场像
Fig.5 Dark field OM image showing the local liquation regions in the NZ subsurface
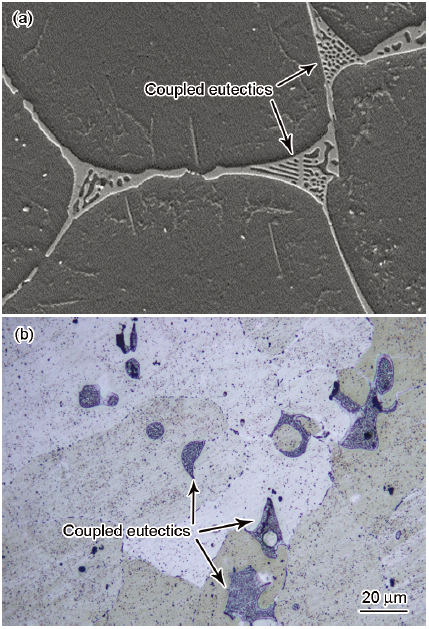
为分析液化区内离异共晶的组织特点,分别采用热处理和热模拟2种实验进行对比。图6a为2219-T8铝合金经加热到650 ℃,冷却后的组织形貌,可见存在明显的共生共晶(coupled eutectic)组织,未发现离异共晶。热模拟实验结果如图6b所示,可见在550 ℃下保温3 s后,2219-T8铝合金中发生了共晶反应,生成了由θ相+α相组成的共生共晶组织(如图中箭头所示)。而在相似的热循环下,2219-T8铝合金FSW接头NZ中只观察到了离异共晶(图4和5),并没有观察到共生共晶的存在。这推测是因为:在FSW过程中,由于搅拌针引发了材料的剧烈塑性变形,导致NZ中原子的扩散速率明显增加、扩散距离明显缩短,此时的扩散机制有别于静态热处理[24];此外,NZ中出现的离异共晶不仅与热作用有关,还与FSW过程中的搅拌作用有关。
图6 2219-T8铝合金经不同热处理条件后的凝固组织形貌
Fig.6 Morphologies of solidification microstructure showing the coupled eutectic of AA2219-T8 after heat treatment (a) and thermal simulation by Gleeble (b)
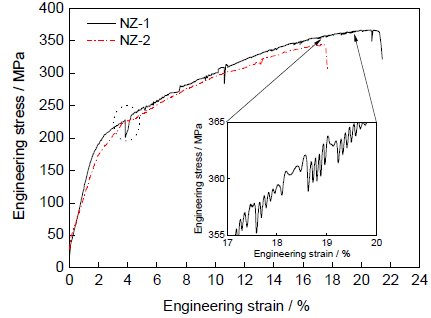
NZ正常试样(NZ-1)和含局部液化组织试样(NZ-2)的工程应力-应变曲线如图7所示。拉伸试样在进入塑性变形阶段后,表现出较明显的Portevin-Le Chatelier (PLC)效应(如图7内插图所示),目前普遍认为PLC效应与动态应变时效有关[25,26]。需要指出的是,由于在SEM照相时,试验机加载的力会有所下降,因此当继续加载时,曲线上会呈现出向下的尖峰,如图7中虚线椭圆位置所示。此外,对于NZ-2试样,在进行第一次原位拉伸观察时,当加载应力达到225 MPa时停止实验,试样从试验机上取下,进行金相浸蚀,用以确认所出现的裂纹形态。后续的原位拉伸中,没有暂停加载,因此图7中NZ-2的拉伸曲线不存在因暂停加载而导致的应力下降峰。
图7 NZ正常试样(NZ-1)和含局部液化组织试样(NZ-2)的工程应力-应变曲线
Fig.7 Engineering stress-engineering strain curves for the normal specimen (NZ-1) and local liquation regions contained specimen (NZ-2) (Inset shows the Portevin-Le Chatelier (PLC) effect)
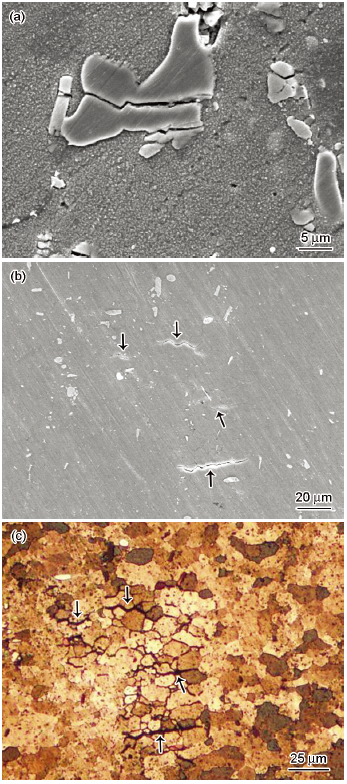
NZ-1和NZ-2拉伸过程中裂纹的萌生位置如图8所示。结合图7可知,NZ-1的屈服强度为210 MPa,当其进入屈服阶段后,在227 MPa下,θ相内部出现裂纹,如图8a所示。而对于NZ-2,当应力为213 MPa时,即出现裂纹,如图8b中箭头所示;随着载荷的增加,225 MPa下,已有裂纹增宽并向前扩展,同时有新裂纹出现,如图8c所示,呈现出明显的沿晶裂纹。需要指出的是,根据前期的研究结果[27],2219-T8铝合金BM中的裂纹起源于θ相内部和θ相与基体的界面,并未出现如图8c (NZ-2)所示的裂纹萌生情况。此外,在断口形貌上,呈现为韧窝型的塑性断裂特征。即BM中的裂纹起源和扩展模式与NZ-1类似,只是对应的应力要远高于NZ-1。
图8 NZ-1和NZ-2试样的起裂位置
Fig.8 Crack initiation in NZ-1 and NZ-2 specimens
(a) in situ SEM image showing the obvious cracks initiation in the θ particles at 227 MPa
(b) in situ SEM image showing the cracks (as shown by the arrows) in an un-etched NZ-2 specimen at 213 MPa
(c) OM image showing the intergranular cracks (as shown by the arrows) in the etched NZ-2 specimen after 225 MPa
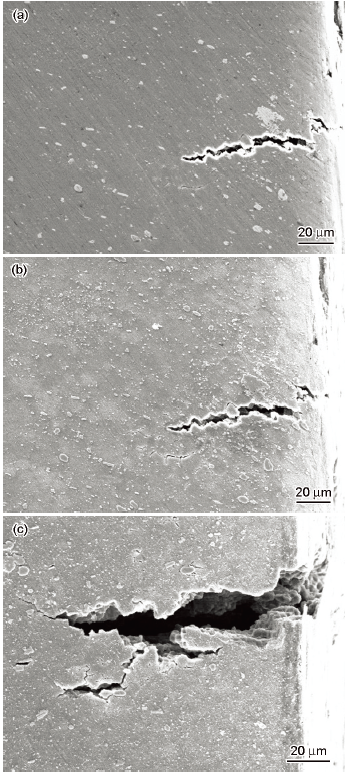
图9为NZ疲劳试样在不同加载水平和循环次数下,疲劳裂纹的萌生和扩展行为。预制裂纹阶段,在最大应力200 MPa,经过1001 cyc循环后,试样上出现多处裂纹,图9a为具有代表性的一处。随后改变加载水平,依次在最大应力175 MPa下循环133604 cyc、最大应力200 MPa下循环64690 cyc和最大应力230 MPa下循环23342 cyc后,试样表面那些与图9a相似的所追踪的裂纹均未发生明显扩展,如图9b所示。但在试样边缘突现如图9c所示的一裂纹,并导致试样最终失效。图9c所示的裂纹在前期实验中并未被观察到,原因将在断口分析中论述。
图9 NZ疲劳试样裂纹的萌生和扩展行为
Fig.9 Crack initiation and propagation in NZ specimen during in situ fatigue test
(a) a typical crack in the NZ specimen after 1001 cyc at a maximum stress of 200 MPa
(b) evolution of the traced crack in
(c) another crack resulting in failure after 23342 cyc at a maximum stress of 230 MPa
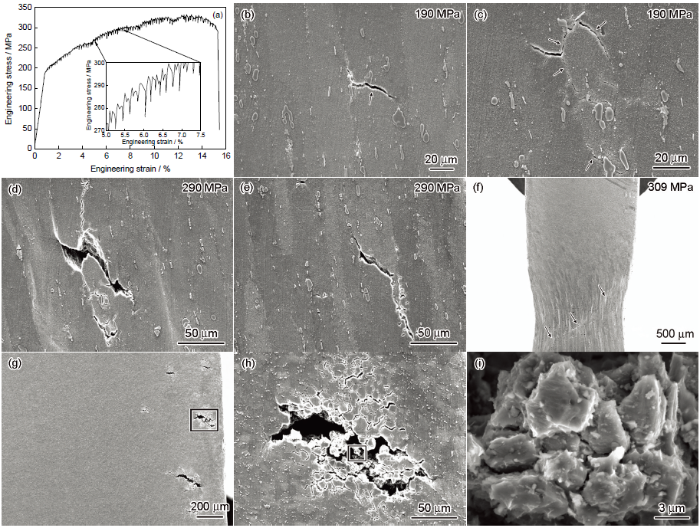
图10 FSW-Joint试样的工程应力-应变曲线和拉伸过程中的裂纹演变
Fig.10 Engineering stress-engineering strain curve (a) and crack initiation and propagation (b~i) of the FSW-Joint specimen
(a) engineering stress-engineering strain curve and magnified graph of the indicated section showing the PLC effect (inset)
(b) transgranular cracks (as shown by arrow) in the TMAZ at 190 MPa
(c) intergranular cracks (as shown by arrows) in the TMAZ at 190 MPa
(d, e) cracks propagation along the grain boundaries
(f) final form of the cracks before fracture at the TMAZ (arrows show the pathway of crack)
(g) multi-cracks appear in the NZ after failure
(h) magnified image of the selected region in
(i) magnified image of the selected region in
图10为FSW-Joint试样的工程应力-应变曲线(图10a)和拉伸过程中出现的裂纹(图10b~i)。与NZ试样相比,FSW-Joint试样在进入塑性变形阶段后,表现出更为明显的PLC效应,如图10a插图所示。由图10a可得FSW-Joint试样的屈服强度为200 MPa。在试样发生屈服前,190 MPa下,TMAZ已经出现穿晶和沿晶裂纹,分别如图10b和c中箭头所示;随着载荷的增加,290 MPa下,已存在的裂纹增宽,并主要沿晶界扩展,如图10d和e所示;图10f为试样断裂前形貌,呈现出沿TMAZ断裂的迹象,如图中箭头所示。图10g为试样断裂发生后NZ的形貌,可见,在试样边缘附近存在多处裂纹。进一步的放大形貌,如图10h和i所示,分别显示为明显的沿晶裂纹和沿晶断口。
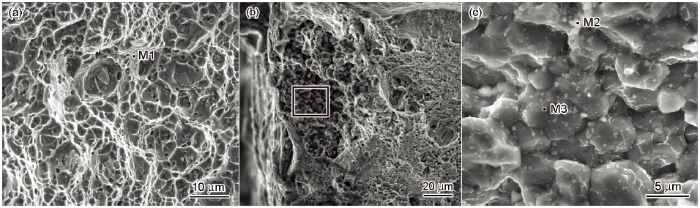
NZ-1的断口形貌如图11a所示。可见,断口含有大量的韧窝,且韧窝底部存在第二相粒子,呈现出明显的塑性断裂特征。NZ-2起裂位置的断口形貌如图11b和c所示,图11b为宏观形貌,显示裂纹源所在位置和形貌;图11c为图11b中选区放大形貌,呈现为明显的沿晶断口。对图11c中的白色颗粒和晶粒(分别如图中M2和M3点所示位置)进行EDS分析,白色颗粒的平均成分为51%Al+49%Cu,与图4中的离异共晶θ相成分基本一致;晶粒表面的Cu含量平均值为13% (图11c中M3点所示位置),明显高于NZ正常基体断口的Cu含量水平(5.93%,如图11a中M1点所示位置),这与局部液化导致Cu在晶界上偏析有关。
图11 NZ-1和NZ-2的断口形貌
Fig.11 Fracture surfaces of the NZ-1 and NZ-2
(a) dimple rupture showing plastic fracture features of the NZ-1
(b) crack source of the NZ-2
(c) magnified image of the rectangle region in Fig.11b showing the intergranular rupture (The points of M1~M3 in Figs.11a and c showing the locations of EDS, respectively)
需要说明的是,通过微观组织分析、原位拉伸实验以及断口观察,发现液化区在NZ中是局部、多处存在的。在拉伸实验前,不能探测出试样内部是否存在局部液化组织,即拉伸实验前并不能辨别出所用试样为NZ-1还是NZ-2。这就要求实验前必须制备多个拉伸试样,通过拉伸过程的原位观察、尤其是断口检查,来辨别所测试的试样中是否含有局部液化组织,因为局部液化区域的显微硬度明显低于NZ正常区域的硬度(图4c),液化区域会作为裂纹源(图11b),导致所测试的试样会在一个相对较低的应力下就出现裂纹,并且断裂发生后必然会观察到沿晶断口的形貌。
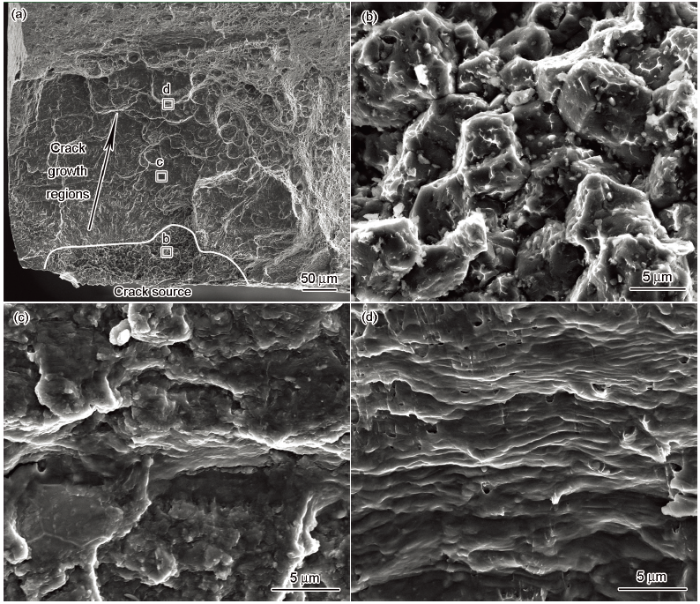
图12 疲劳试样断口形貌
Fig.12 Fracture surfaces of the in situ fatigue test specimen
(a) overall image showing crack source and crack growth regions
(b) magnified image of the rectangle labeled b in
(c) magnified image of the rectangle labeled c in
(d) magnified image of the rectangle labeled d in
图12为NZ疲劳试样的断口形貌。图12a为宏观形貌,呈现出疲劳源(白色实线内)和扩展区的特征,疲劳源位于试样侧面,在前期实验裂纹并未扩展到试样表面,因此在前期所追踪的那些裂纹中没有此裂纹。对疲劳源进行放大观察,如图12b所示,呈现为沿晶断口形貌。对图12a的扩展区进行选区放大观察,如图12c和d所示,分别为疲劳脆性和塑性条带。
通常情况下,2219-T8铝合金经FSSW或FSW后,NZ中的第二相粒子由于发生回溶或被搅拌针打碎[6,17,19,20],尺寸变小(图3)。偶尔仅在点焊的NZ中发现了局部液化现象[6],但已有文献[17]报道,尚未在线焊(FSW)接头中发现局部液化现象的存在。然而,本工作却在线焊接头NZ中发现了局部液化现象,并且液化后的凝固组织为离异共晶。液化发生的直接原因在于NZ局部所经历的焊接温度达到或超过了合金的共晶温度,而焊接温度的高低受到转速、焊接速度、轴肩直径和搅拌针直径等诸多因素的影响[28]。虽然本工作所采用的焊接参数导致NZ中发生了局部液化,但接头宏观拉伸试样的抗拉强度为344 MPa,优于文献[29]中的报道水平,且相应焊接工艺和参数已在生产中应用,表明所用焊接参数是合理可行的。
FSW是一个热力耦合的过程[30],尤其是NZ不仅经受了接头各区中最高的焊接温度,还受到了搅拌作用,材料发生了剧烈的塑性变形和流动。已有研究[3~5,31]指出FSSW和FSW过程的最高温度会达到或超过合金的液化温度。就本工作而言,由于埋置于NZ中的热电偶在焊接时全部被破坏,没能实测得到NZ的焊接温度[20]。不过Zhang等[28,32]利用基于温度依赖的摩擦系数主导的FSW全过程的热模型,表明稳态焊接时,NZ中的最高温度位于搅拌头后方的SDZ。本工作所观察到的局部液化现象也位于SDZ,即可以推测最高温度存在区域与上述文献的模拟结果一致。此外,从NZ存在离异共晶的现象,可以推测焊接过程中NZ的局部温度已达到或超过了2219铝合金的共晶温度,导致局部区域发生了局部液化。当NZ中某些位置的温度达到共晶温度时,θ相与附近的α (Al)相即发生共晶反应。但限于FSW的工艺特点,NZ中的局部高温不会超过共晶温度太多,且高温停留时间短暂,这就使得液化区域范围很小,可能只有θ相和其附近的α (Al)相发生了液化,离θ相较远的α (Al)相并没有发生液化,此时液化区域的组织为:液相(L)+α (Al),即为半固态。这种半固态的组织同时受到搅拌作用的影响,在搅拌挤压和流动的过程中,会发生固液分离的现象。冷却时,发生L→θ+α (Al)反应,但高熔点组分α (Al)相先析出,在搅拌作用下,使先析出的α (Al)相与L相分离,最终导致出现离异共晶,而不存在共生共晶。可以认为,NZ中出现的离异共晶,是FSW过程中特有的现象。
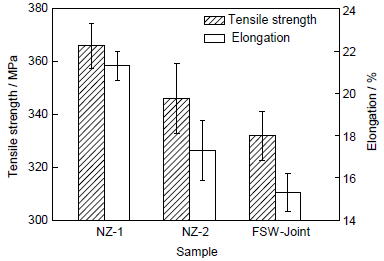
NZ-1、NZ-2和FSW-Joint试样的抗拉强度和延伸率如图13所示。可见,NZ-1的力学性能最好,NZ-2的次之,而FSW-Joint试样的抗拉强度和延伸率均最低。导致上述试样力学性能差异的主要因素在于强化相的存在形式:根据本系列工作前期的研究结果[20],2219-T8铝合金经FSW后,NZ中的θ′′相和θ′相完全回溶,θ相部分发生回溶,时效强化作用转变为由过饱和固溶体(supersaturated solution,SSS)和GP区(Guinier-Preston zones)来提供,强化效果大幅减弱,不过由于细晶强化作用,使得NZ的正常区域在接头中不是硬度最低的位置;TMAZ经历的温度区间为380~400 ℃,θ′′相和θ′相完全回溶,在此温度范围θ相不会发生回溶,因此由SSS和GP区提供的强化效果弱于NZ,且又没有细晶强化作用,导致TMAZ的硬度低于NZ,为79 HV0.1。对于NZ-1试样,裂纹起源于θ相,这主要是因为,根据前期的工作,θ相虽然硬度远高于基体,但塑性较差,当试样进入屈服阶段后,基体的变形快速增加,而θ相的变形能力差,与基体不能协调,发生开裂[27]。然而,当NZ发生了局部液化后(即NZ-2试样),由于液化的发生,液化区域原本存在的强化相转变成了离异共晶相,且Cu元素在晶界上偏析,导致晶界弱化。由显微硬度的分析结果(图4c),液化区的平均硬度只有74 HV0.1,即液化区为NZ乃至FSW接头中最薄弱的区域,因此当单纯对NZ试样进行加载时,裂纹最先在液化区出现并不断扩展,最终作为拉伸或疲劳裂纹源导致试样失效。对于FSW-Joint试样,由于TMAZ整体区域中的θ′′相和θ′相回溶、晶粒发生严重的变形,成为接头力学性能最薄弱的区域(相关研究可见本系列工作前期的报道[21])。在190 MPa下,虽然FSW-Joint试样整体的工程应变很小,但由于TMAZ在整体上为接头中最软的区域,拉伸时变形主要集中于此,发生了较大的塑性变形[21],出现了穿晶和沿晶裂纹,并导致最终断裂发生于此。不过由于局部液化区的硬度低于TMAZ的硬度,拉伸过程中,液化区域也很容易出现沿晶裂纹,但因其是局部的、极少量的存在,并不会导致FSW-Joint试样断裂于NZ。由此可见,TMAZ的弱化效果超过了NZ中局部液化对接头断裂行为的影响,尤其在使用大尺寸试样测试宏观拉伸性能时,这种效果更为明显。
综上,本工作讨论了2219-T8铝合金FSW过程中的局部液化现象及其对接头力学性能的影响。不过什么情况下会发生液化,为何有些区域发生而有些区域不发生,以及液化区内共晶膜的形成原因都是值得进一步考虑的问题。
图13 NZ-1、NZ-2和FSW-Joint试样的抗拉强度和延伸率
Fig.13 Ultimate tensile strength and elongation of the NZ-1, NZ-2 and FSW-Joint samples, respectively
(1) 液化后的冷却组织为离异共晶,形成原因与FSW过程中特有的热力耦合作用有关,即局部高温导致Al2Cu相与周围的α (Al)相发生共晶反应,形成L+α (Al)相的半固态组织。冷却时高熔点组元α (Al)相先析出,同时在搅拌挤压和材料流动的作用下发生固液分离,最终导致出现离异共晶。
(2) 液化区域的显微硬度比NZ正常区域低,是NZ试样拉伸和疲劳断裂的起源,降低了NZ的抗拉强度和延伸率。
(3) 由于液化区域是局部的、极少量的存在于NZ中,其对接头拉伸性能的影响远小于整体均发生弱化的TMAZ的影响。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}