
刘积厚 , 宋晓国
, 宋晓国
LIU Jihou, SONG Xiaoguo
文献标识码: 0412-1961(2017)02-0227-06
通讯作者:
收稿日期: 2016-06-14
网络出版日期: 2017-02-22
版权声明: 2017 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介 刘积厚,男,1989年生,博士生
展开
摘要
利用超声波辅助过渡液相(超声-TLP)软钎焊工艺方法对Cu/Sn/Cu结构进行了钎焊实验,在极短的时间内获得了全Cu-Sn金属间化合物接头,并研究了接头的显微组织和力学性能。结果表明,超声-TLP接头由15 μm厚的Cu6Sn5中间层和1 μm厚的Cu3Sn边界层构成。在超声波作用下,Cu6Sn5晶粒呈现小尺寸等轴状,80%的Cu6Sn5晶粒直径在5 μm以下。由细化的Cu6Sn5晶粒构成的接头表现出较均匀的力学性能,具有较稳定的弹性模量和硬度,分别为123 GPa和6.0 GPa;同时具有较高的互连强度,达到了60 MPa。
关键词:
Abstract
The energy density of chip is becoming increasingly higher with the power electronic devices developing toward miniaturization, high power and integration, which will lead a higher operating temperature. However, the traditional Sn-based soldering process fails to meet the elevated temperature. Transient liquid phase (TLP) soldering, which can form high-melting-point joints at relatively low temperatures, has been proven to be a promising bonding method for solving this technological challenge. Nevertheless, a common drawback for TLP soldering is that it will consume a very long time for the complete formation of intermetallic joints, up to tens of minutes, which will lead extra thermal stress and seriously negative effects on the reliability of packaging systems. Recently, this technological puzzle has been proven to be solved by a novel ultrasonic-assisted TLP soldering process, in which the ultrarapid formation of complete intermetallic joints was achieved due to the accelerated diffusion of Cu from the substrates into the molten Sn interlayer under the complex sonochemical effects of acoustic field on the interfacial reaction. In this study, the microstructure and mechanical properties of complete Cu-Sn intermetallic joints ultrarapidly formed by ultrasonic-assisted TLP soldering process were investigated. The sandwich Cu/Sn/Cu system was placed on the heating platform, and then the ultrasonic vibrations and the bonding force were applied on it. The horizontal ultrasonic frequency, pressure, power, bonding temperature and time were fixed as 20 kHz, 0.5 MPa, 300 W, 250 ℃ and 5 s. In summary, the complete intermetallic joints composed of Cu6Sn5 interlayer with a thickness about 15 μm and Cu3Sn boundary layers with a thickness about 1 μm were ultrarapidly formed by ultrasonic-assisted TLP soldering process. The formed Cu6Sn5 grains were remarkably refined to be with an average grain size less than 5 μm. Compared with the intermatllic joints formed by traditional TLP soldering process, the resulted intermetallic joints performed more uniform mechanical properties with elastic modulus and hardness of about 123 GPa and 6.0 GPa respectively, as well as a higher reliability with a shear strength of 60 MPa.
Keywords:
随着功率电子器件持续向着小尺寸、大功率和高频率的方向发展,芯片单位面积上的能量密度也越来越高,这直接导致了功率电子器件的工作温度急剧攀升。常见的Si芯片功率电子器件其工作温度不超过175 ℃,而搭载第三代宽带隙半导体芯片(如SiC芯片)的功率电子器件其工作温度可高达600 ℃[1]。此外,一些宇航、核电、卫星、空间探索等领域急需的高温功率器件的工作温度也达到了350~500 ℃[2]。由于无铅钎料的熔点一般低于300 ℃,利用锡基钎料的回流焊等传统工艺已无法满足大功率电子器件对高温可靠性的要求。因此,开发出能够形成高熔点互连接头的芯片接合技术成为封装技术领域最重要的研究方向之一。
由于过渡液相(transient liquid phase, TLP)软钎焊技术能够在低温条件下获得耐高温互连接头,该工艺已经被广泛应用于电子器件的低温钎焊研究中[3,4]。针对电子封装中常用的Cu/Sn/Cu体系,在TLP钎焊工艺中,当钎焊时间达到一定程度时,Sn钎料会被全部消耗,进而转化成Cu-Sn金属间化合物(包括Cu6Sn5和Cu3Sn)[5~10],由于Cu-Sn金属间化合物的熔点较高(Cu6Sn5:约415 ℃;Cu3Sn:约676 ℃),这使得全金属间化合物接头(也即TLP接头)具有高温特性。该工艺通常需要较长的钎焊时间(几十分钟,甚至上百分钟)才能将钎料金属全部消耗完,实现无残留钎料高熔点的金属间化合物接头,而较长的钎焊时间将会产生热应力,对封装系统的可靠性产生不良影响。
最近研究[11,12]发现,在TLP钎焊工艺中,超声波的引入能够在液态钎料与母材界面处产生超声波效应,这将加速母材元素向液态钎料中的扩散,进而能够在极短时间内获得高熔点全金属间化合物接头,从而解决了传统TLP钎焊工艺由于较长的钎焊时间所带来的可靠性问题。目前很多研究集中在传统TLP钎焊工艺下的全金属间化合物接头组织与性能上,而关于超声波对全金属间化合物接头组织与性能的影响的研究较少,Ji等[13]和Li等[14]的研究重点只集中在液态钎料与母材界面处产生的超声波效应。本工作采用电子背散射衍射(EBSD)和纳米压痕等技术手段,研究在超声波效应下,Cu6Sn5金属间化合物接头的组织与性能特征。
采用的实验材料为厚度0.5 mm的纯Cu片和厚度20 μm的纯Sn箔片,将其切割成5 mm×5 mm的尺寸,构成Cu/Sn/Cu结构进行钎焊实验。超声波设备为Viper-20型超声波钎焊机。
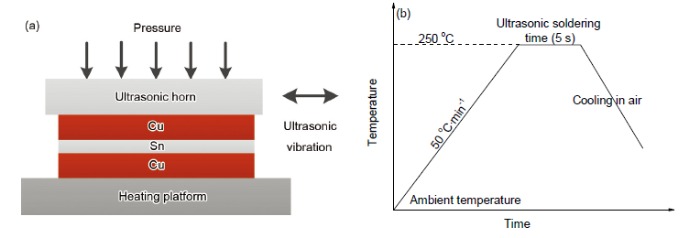
图1为超声波辅助过渡液相(超声-TLP)软钎焊过程的装配图和温度曲线。具体实验过程如下:首先将Cu/Sn/Cu结构放置在加热平台上,加热平台以50 ℃/min的升温速率加热到250 ℃使Sn夹层熔化,此时启动超声波设备,超声频率、加载压力和超声功率分别为20 kHz、0.5 MPa和300 W,当超声波振动5 s后关闭超声设备,并将钎焊试样从加热平台上取下,空冷至室温。
图1 Cu/Sn/Cu结构的超声波辅助过渡液相(超声-TLP)软钎焊工艺过程示意图和钎焊过程温度曲线
Fig.1 Schematic of the ultrasonic-assisted transient liquid phase (TLP) soldering process of Cu/Sn/Cu system (a) and the profile of soldering temperature (b)
采用MERLIN Compact场发射扫描电子显微镜(SEM)对钎焊接头的组织形貌进行观察分析,包括对接头中Cu和Sn元素分布情况、金属间化合物形貌以及金属间化合物的晶粒特征进行分析;采用XP-TB11030纳米压痕仪进行性能测试,同时采用Dimension Icon原子力显微镜(AFM)对压痕形貌进行扫描分析;采用PTR-1100接合强度测试仪对接头进行剪切测试;使用DX-2700 X射线衍射仪(XRD)对剪切断口进行物相分析。
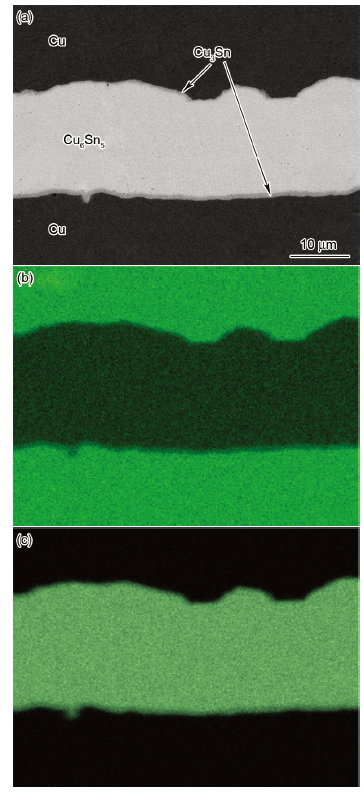
图2a为超声-TLP接头组织的SEM像。可以看出,经过5 s的超声作用后,Sn夹层就已经全部被消耗掉,接头全部由Cu-Sn金属间化合物构成。根据能谱(EDS)分析,接头主要由Cu6Sn5中间层构成,厚度约为15 μm,同时在Cu6Sn5边界处也生成了厚度约为1 μm的Cu3Sn层。从已报道的文献可知,获得钎缝宽度为15 μm厚的全金属间化合物接头所需要的钎焊时间通常长达几十分钟[15]。而本工作表明,在超声波作用下,在极短的时间内就可以实现较宽的全金属间化合物钎缝接头,这主要归因于超声波在液态Sn与母材界面处所产生的超声波效应。研究[16~18]表明,超声波在液态Sn中传播时所产生的一系列超声波效应,包括空化效应、声流效应等,一方面作用在固体Cu母材表面,将大量的Cu从基板上剥离下来释放到液态钎料中,并且使其快速溶解;另一方面促使液态Sn中的表面能和流体动能向热能、化学能的转换和释放,在热力学上使液态Sn处于动态非平衡状态,打破了静态Cu-Sn二元平衡相图中的溶解度限制,进而使得液态Sn处于Cu的过饱和状态。当含Cu过饱和液态Sn钎料冷却时,就会瞬间生成Cu-Sn金属间化合物,作为互连层形成全金属间化合物接头。同时,由于液态Sn中Cu的溶解量正比于超声波作用时间,所以在本实验中,当超声波作用5 s后,Cu的溶解量与Sn钎料在原子数量上的比例关系使得二者主要反应生成Cu6Sn5,而只能生成少量的Cu3Sn。
图2b和c为Cu和Sn元素在钎缝中的面扫描分析。可以看出,Cu和Sn在钎缝中分布均匀致密,没有明显的颜色衬度变化,说明超声波作用下生成的Cu6Sn5组织非常致密,没有生成明显的缺陷。而在边界处由于Cu3Sn层的生成,导致Cu和Sn元素的原子密度有一定的变化。
图2 超声-TLP接头组织形貌的SEM像及Cu和Sn元素的面扫描图
Fig.2 Cross-sectional SEM image (a), EDS elemental distribution maps of Cu (b) and Sn (c) in the ultrasonic-assisted TLP joint
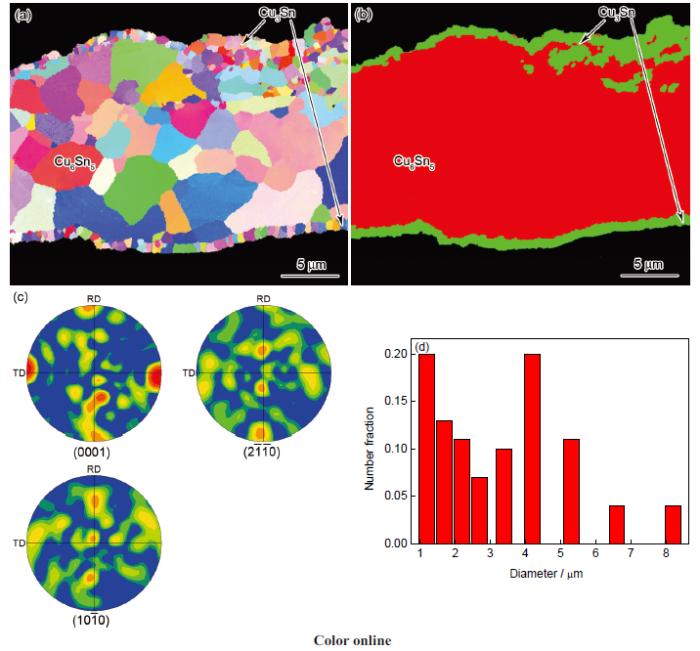
图3a为接头中金属间化合物的晶粒形貌图。图3b为Cu6Sn5和Cu3Sn 2种金属间化合物相在接头中的分布位置,显示的结果与图2中SEM像一致。从图3a可以看出,Cu6Sn5是由大量的等轴状晶粒组成,并且这些Cu6Sn5晶粒在钎缝中取向随机,并没有择优取向特性(图3c),结合晶粒尺寸分析(图3d),80%的Cu6Sn5晶粒的直径在5 μm以下。而在传统TLP工艺中,不同的Cu6Sn5晶粒之间会在长时间的保温过程中发生合并(merging)现象[19],导致Cu6Sn5晶粒变得非常粗大,使得整个钎缝仅由数量有限的Cu6Sn5晶粒构成。这是因为当超声波结束时,处于Cu过饱和状态的液态Sn钎料在室温冷却阶段会快速生成金属间化合物,Cu6Sn5晶粒并没有足够的时间长大与合并,最终导致钎缝由等轴状的Cu6Sn5晶粒构成。在边界处的Cu3Sn晶粒呈现出柱状形态,这与传统TLP工艺下的Cu3Sn晶粒形态相一致。
图3 超声-TLP接头中金属间化合物的晶粒形貌图、相分布图、Cu6Sn5极图和Cu6Sn5晶粒尺寸分布图
Fig.3 Cross-sectional images of the ultrasonic-assisted TLP joint
(a) grain mapping
(b) phase distribution
(c) pole figures of Cu6Sn5 (The plane of substrate was defined as the RD-ND plane, and the direction perpendicular to the substrate was defined as the TD)
(d) statistical graphs of Cu6Sn5 grain size
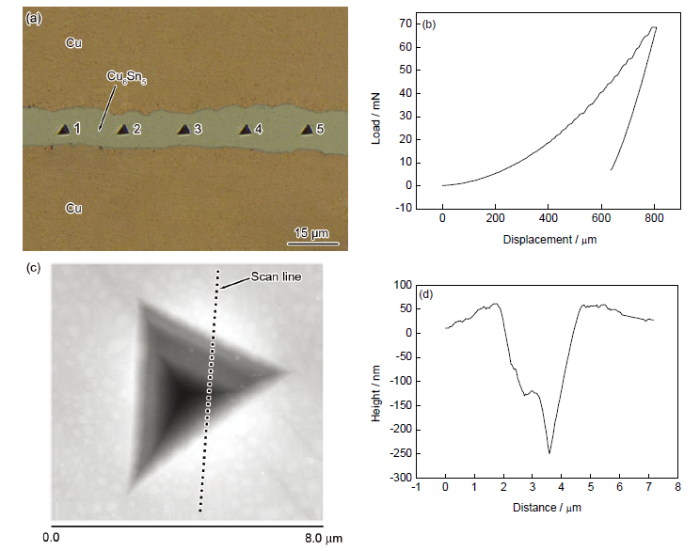
图4a为纳米压痕在钎缝横截面上的测试位置的金相图片。可以看出,每个压痕点的间距以及每个压痕与母材界面的距离都超过了4 μm,这保证了测试结果的准确性[20]。图4b为纳米压痕测试过程中获得的典型的载荷-位移(F-h)曲线图。可以看出,F-h加载曲线并不平滑,呈现出锯齿状,不时会出现位移的突进特征,该现象称为锯齿流变效应,这是由Cu5Sn6在加载过程中发生的不连续的塑性流动所致[21]。图4c为Cu6Sn5压痕形貌的AFM像。可以看出,在纳米压痕的内侧面有明显的颜色衬度变化,说明压痕坑内有明显的台阶产生。图4d为图4c中扫描线上的位置-高度曲线。从扫描结果可以看出,在压痕坑侧壁确实有明显的台阶产生。这表明在压痕测试中Cu6Sn5发生了不连续的塑性流动。
图4 超声-TLP接头的纳米压痕测试位置、纳米压痕的载荷-位移曲线、压痕形貌AFM像及压痕的位置-高度分析图
Fig.4 Naoidentation test points (a), load-displacement curve (b), AFM image of impression (c) and height-distance curve (d)
表1为图4a中不同位置的纳米压痕测试结果。可以看出,每个压痕得到的弹性模量与硬度相差不大,都分别约为123 GPa和6.0 GPa。图4c显示出纳米压痕的测试范围直径大约为6 μm,而钎缝中的Cu6Sn5晶粒直径大部分在5 μm以下(如图3d所示),这说明每个纳米压痕测试结果是1~5个具有不同晶向的Cu6Sn5晶粒的共同力学响应,这也就解释了不同位置的压痕测试结果相差不大的原因。而在传统回流焊工艺中,钎料与母材之间生成的金属间化合物层主要由Cu6Sn5大晶粒构成,而具有hcp结构的Cu6Sn5晶粒在力学性能上表现出了各向异性,这就导致了金属间化合物层在不同位置具有了不同的力学性能[22]。
表1
Table 1 Elastic modulus and hardness of Cu6Sn5 intermetallics in different impressions in
| Impression | Elastic modulus | Hardness |
|---|---|---|
| 1 | 123.03 | 5.97 |
| 2 | 123.02 | 5.99 |
| 3 | 123.04 | 5.98 |
| 4 | 123.03 | 6.01 |
| 5 | 123.04 | 5.99 |
可见,本工作中的全金属间化合物接头由细小等轴状Cu6Sn5晶粒构成,接头的力学性能是多个具有不同取向的Cu6Sn5晶粒的共同力学响应,所以接头在力学性能上表现出较高的均匀性。
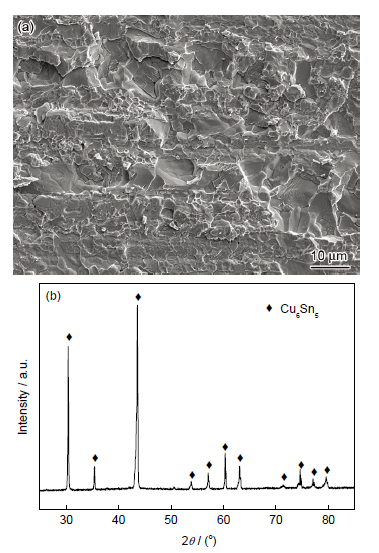
对5个试样进行了剪切测试,取结果的平均值作为试样的剪切强度。测试结果显示,剪切强度达到了60 MPa,与传统TLP工艺得到的全金属间化合物接头的剪切强度(约40 MPa)[23]以及锡基钎料接头的剪切强度(20~30 MPa)[24]相比,超声-TLP接头具有更高的互连强度,这是因为细化的晶粒起到了强化接头力学性能的效果[25]。图5a为接头断口微观形貌的SEM像。可见,断口表面较为平整。对断口表面进行XRD物相分析发现,断口表面只有Cu6Sn5 (图5b),说明断裂是发生在Cu6Sn5金属间化合物层的脆性断裂。
图5 超声-TLP接头断口形貌SEM像及XRD谱
Fig.5 Fracture SEM image (a) and corresponding XRD spectrum (b) of ultrasonic-assisted TLP joint
(1) 采用超声波辅助过渡液相软钎焊工艺方法对Cu/Sn/Cu结构进行了钎焊实验,在采用20 μm厚的Sn钎料、 0.5 MPa的压力以及5 s的超声波作用时间下,获得了由15 μm厚的Cu6Sn5中间层和1 μm厚的Cu3Sn边界层构成的全金属间化合物接头。
(2) 在超声波作用下,Cu6Sn5晶粒呈现出小尺寸等轴状,80%的Cu6Sn5晶粒直径在5 μm以下。
(3) 与传统TLP接头相比,由细化的Cu6Sn5晶粒构成的接头表现出更加均匀的力学性能,具有较稳定的弹性模量和硬度,分别为120 GPa和6.0GPa;同时具有更高的互连强度,剪切强度达到了60 MPa。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}