
袁训华 , 张启富
, 张启富
新冶高科技集团有限公司先进金属材料涂镀国家工程实验室 北京 100081
YUAN Xunhua, ZHANG Qifu
中图分类号: TG174.4
文章编号: 0412-1961(2017)11-1495-09
通讯作者:
收稿日期: 2017-03-9
网络出版日期: 2017-11-11
版权声明: 2017 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介 袁训华,男,1979年生,高级工程师,博士
展开
摘要
利用SEM观察了22MnB5钢在900 ℃不同奥氏体化时间下,热镀Al-10%Si (质量分数)镀层的微观组织变化情况,利用EDS和GD-OES分析了奥氏体化后热镀Al-10%Si镀层的元素分布。结果表明,22MnB5钢奥氏体化前,热镀Al-10%Si镀层主要由纯Al、纯Si和二者共晶反应形成的金属间化合物Fe2SiAl7组成,在Fe2SiAl7和钢基体之间存在一层薄薄的由Fe2Al5和FeAl3组成的化合物层。900 ℃奥氏体化后,热镀Al-10%Si镀层中的三元共晶相Al+Si+τ6逐渐转变为三元Al-Fe-Si或二元Fe-Al金属间化合物。奥氏体化时间为2 min时,镀层由Fe2SiAl7、Fe2Al5和FeAl2组成;奥氏体化时间为5 min时,镀层由FeAl2、Fe2SiAl2和Fe5SiAl4组成;奥氏体化时间为8 min时,镀层由FeAl2和Fe5SiAl4组成。由于Fe2SiAl2和镀层/钢基体界面扩散层中Al原子的扩散系数远大于Fe原子,导致从镀层向钢基体晶界及晶粒内扩散并与之反应所消耗Al原子的量远大于从钢基体扩散到镀层中的Fe原子量,从钢基体中流入到镀层中的空位数量远大于从镀层中流入到钢基体中的空位数量。原子的不平衡扩散及镀层/钢基体界面空位数量的富余使得扩散反应层与镀层的交界区域形成了Kirkendall空洞。22MnB5钢奥氏体化时,热镀Al-10%Si镀层表面形成一层稳定的Al2O3氧化膜,镀层的高温氧化现象非常有限,热镀Al-10%Si镀层可以作为22MnB5钢热成形时的保护层。但热镀Al-10%Si镀层扩散过程中产生的脆性金属间化合物因高温塑性不足而导致镀层中产生大量垂直于镀层/钢基体界面并贯穿整个镀层的微裂纹,从而影响镀层的防护性能。
关键词:
Abstract
Hot stamping is an alternative technology to produce ultra-high strength steel (UHSS) with a tensile strength above 1 GPa for automotive bodies. At present, the hot-dip Al-10%Si (mass fraction) coating is used as a shield coating for the hot stamping steels, which protects the steels from surface oxidation and decarburization, and enhances their corrosion resistance. However, the microstructure evolution and compounds of hot-dip Al-10%Si coating during austenitization of 22MnB5 hot stamping steel are not clear yet. In this work, the thermo-mechanically induced microstructure evolution of hot-dip Al-10%Si coating is observed using SEM after austenitization of 22MnB5 hot stamping steel at 900 ℃ for different times, and the elemental depth profiles are analyzed in hot-dip Al-10%Si coating by EDS and GD-OES. The results show that before austenitization, the hot-dip Al-10%Si coating consisted of an aluminum matrix, pure silicon, and the intermetallic compound Fe2SiAl7, which was formed by eutectic reaction, there was a thin layer, which was composed of Fe2Al5 and FeAl3 between the intermetallic compound Fe2SiAl7 and the steel substrate. When 22MnB5 hot stamping steel was austenitized at 900 ℃, the ternary eutectic phase Al+Si+τ6 was transformed into an Al-Fe-Si ternary intermetallic compound or Fe-Al binary intermetallic compound gradually in the hot-dip Al-10%Si coating. When the austenitizing time was 2 min, the Al-10%Si coating was composed of the intermetallic compound Fe2SiAl7, Fe2Al5 and FeAl2 phases; when the austenitizing time was 5 min, the Al-10%Si coating was composed of FeAl2, Fe2SiAl2 and Fe5SiAl4 phases; when the austenitizing time was 8 min, the Al-10%Si coating was composed of FeAl2 and Fe5SiAl4 phases. Because the diffusion rate of Al atoms was much larger than that of Fe atoms in the diffusion layer of intermetallic compound Fe2SiAl2 and coating/steel substrate, the amount of Al atoms which diffused and reacted from the coating to the grain boundaries or grain of steel substrate was much larger than that of the Fe atoms which diffused from the steel substrate to the Al-10%Si coating, also the number of vacancies which diffused from the steel substrate to the Al-10%Si coating was much larger than the other way round. Due to this imbalance, the Kirkendall void was formed in the interface between the diffusion reaction layer and the Al-10%Si the coating. The hot-dip Al-10%Si coating can be used as the protective layer, since it has a stable Al2O3 film formed on its surface, and its thermal oxidation was very limited, during the 22MnB5 hot stamping steel austenitizing. But the protective performances of Al-10%Si coating could be poor, because the high temperature ductility of brittle intermetallic compound was low, which induced a lot of micro cracks that were perpendicular to the interface of coating/steel substrate, and penetrated the whole coating during the diffusion process of hot-dip Al-10%Si coating.
Keywords:
节能、环保、安全、舒适是汽车技术发展的总趋势,近年来,由于人们环保意识的增强和对汽车安全性要求的日益提高,世界各国对汽车安全性和环保法规的控制越来越严格[1~4]。各大汽车公司纷纷通过汽车轻量化技术减少燃油消耗、降低发动机的废气排放[5]。为使轻量化后的汽车仍能满足碰撞安全性能,各大汽车公司在优化汽车框架和结构的同时,已把工作重点转向新材料、新工艺的研究和应用。尤其是在车身结构方面,通过对先进高强度钢(advanced high strength steel,AHSS)和超高强度钢(ultra-high strength steel,UHSS)的研究和使用,提高了汽车的碰撞性能,同时也实现了轻量化的要求。但随着钢材强度的提高,材料的延伸率和成形性能大大降低,成形时容易产生破裂、起皱、尺寸难以控制和形状不良等问题,传统的冷冲压成形工艺已不能满足技术和生产发展的需要[6]。国外开发出一种可淬火硼钢(22MnB5)热成形技术,22MnB5钢的热成形主要包括2个过程:模内成形和模内淬火[7]。其优势是能够成形强度超过1.5 GPa的复杂承载零部件;高温下,材料的塑性和成形性好,能一次成形复杂的冲压件;高温下成形能消除回弹影响,零件精度高,成形质量好,在实现车身轻量化的同时提高了汽车的安全性能[8~11]。由热成形方法得到的具有马氏体微结构的超高强度汽车防撞构件在汽车上的用量逐渐增加。22MnB5钢热成形时,钢板在加热炉中被加热到900~950 ℃,保温3~10 min,从而使钢基体的组织全部转变为奥氏体;随后将加热状态的钢板送入具有冷却装置的模具中成形,变形并迅速冷却到马氏体转变终了温度Mf以下,冷却速率应大于奥氏体形成马氏体的临界冷速,一般在30 ℃/s以上[12~14]。
起初热成形所用钢板为无镀层的冷轧钢板,由于没有镀层保护,钢板在高温下奥氏体化时表面产生大量的氧化铁皮(由Fe2O3、Fe3O4和FeO组成),导致钢板表面发生严重的脱碳现象,影响冲压后工件的强度[15]。并且表面形成的氧化铁皮一方面阻碍了钢板与模具之间的热传导;另一方面改变了钢板表面的摩擦特性,影响冲压成形时钢板与模具的摩擦性能,且氧化物颗粒容易黏附在模具表面而损伤模具。冲压成形后零件表面的氧化铁皮必须用喷丸的方法清除,以防影响后续涂装,从而增加了工序和生产成本[11]。为了解决22MnB5钢奥氏体化时表面氧化和脱碳的问题,逐渐采用热镀Al-10%Si (质量分数,下同)镀层作为热成形钢板的表面防护层,以提高22MnB5钢表面的抗氧化性能。热镀Al-10%Si镀层主要由Al-Fe和Al-Si-Fe等金属间化合物构成,具有良好的耐高温氧化性能,可以有效阻止22MnB5钢板表面氧化和脱碳现象的发生,并且热成形后的镀层还具有良好的耐蚀性能[16~18]。
热成形时热镀Al-10%Si镀层钢板被加热到900~950 ℃,镀层熔化并与钢基体中的Fe反应生成固体金属间化合物,镀层表面形成一层很薄的Al2O3层,可以有效阻止镀层的进一步氧化。许多研究者[17,19~25]研究了22MnB5钢奥氏体化后热镀Al-10%Si镀层的结构。Grigorieva等[20]认为,22MnB5钢奥氏体化后的热镀Al-10%Si镀层组织从内到外分别为Fe2Al5、τ1、Fe2SiAl2和Fe+Fe3Al;而Fan等[22]则认为奥氏体化后热镀Al-10%Si镀层组织为FeAl2、τ1、Fe2SiAl2和Fe(Al, Si),最外两层为Fe2Al5/FeAl2和Fe2SiAl2,靠近钢基体的镀层在室温下为Fe3Al,高温时该相为固溶Al、Si的α-Fe固溶相,镀层具有较好的塑性。因而,目前对22MnB5钢奥氏体化时热镀Al-10%Si镀层组织的演化和镀层中化合物的组成没有明确的定论。而热镀Al-10%Si镀层组织的演化对镀层的塑性变形、镀层中裂纹的产生和扩展及镀层的耐蚀性能具有重要的影响。因此,本工作通过对22MnB5钢奥氏体化后热镀Al-10%Si镀层组织和元素分布的分析,研究不同奥氏体化工艺下热镀Al-10%Si镀层组织的高温演化及奥氏体化后镀层的显微组织,为22MnB5钢的奥氏体化工艺优化提供数据支撑。
实验用冷轧22MnB5钢板厚度为1.6 mm,其化学成分(质量分数,%)为:C≤0.22, Si≤0.28, Mn 1.25~1.3, Cr 0.12~0.13, B 0.0022~0.0025, Als 0.38, P≤0.011, S≤0.0022, Ti 0.03~0.02, Fe余量。热镀Al-10%Si实验在GY-2000 HDPS热浸镀模拟机上进行。钢板经过酸洗、清洗、烘干处理后放入热浸镀模拟机,钢板退火温度820 ℃,采用H2+95%N2 (体积分数)的气体还原钢板表面的氧化物,退火时间60 s,镀液温度690 ℃,浸镀时间3 s,镀层厚度控制在约35 μm。
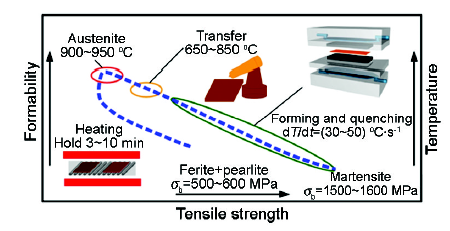
将试样切割成50 mm×150 mm的长方形,厚度1.5 mm。将试样放入气氛稳定的带电磁感应加热的SX-G12123型箱式加热炉中以10 ℃/s的加热速率加热到900 ℃,分别保温2、5和8 min。随后将试样从加热炉中取出,迅速放入热成形冲压机的模具中冲压,以30 ℃/s的速率冷却到230 ℃。模具材料选用H13热作模具钢(650 ℃时,模具的热导率为28.8 W/(mK)),试样冲压速率30 mm/s。用Mettler Toledo XP504T分析天平称量奥氏体化前后试样的重量。22MnB5钢热成形工艺流程图和性能及组织转变示意图分别如图1和2所示。
图2 22MnB5钢热成形过程示意图
Fig.2 Schematic showing change in formability and tensile strength σb of 22MnB5 hot stamping steel with temperature (dT/dt—temperature gradient)
利用FEI QUANTA 650环境扫描电镜(SEM)观察奥氏体化前后和热成形后热镀Al-10%Si镀层的断面显微组织,加速电压为20 kV。用SEM附带的能谱(EDS)和GDS-850A辉光光谱仪(GD-OES)分析奥氏体化后热镀Al-10%Si镀层的元素分布,GD-OES分析区域的直径约为4 mm。
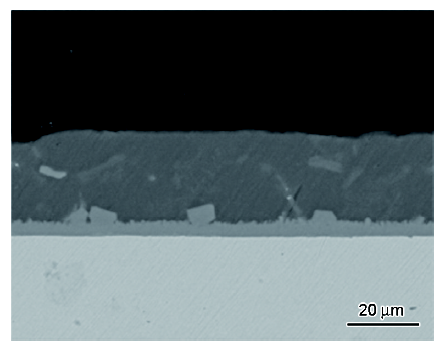
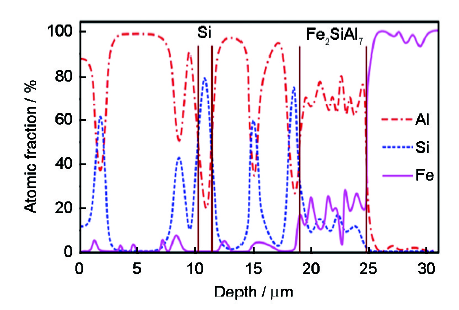
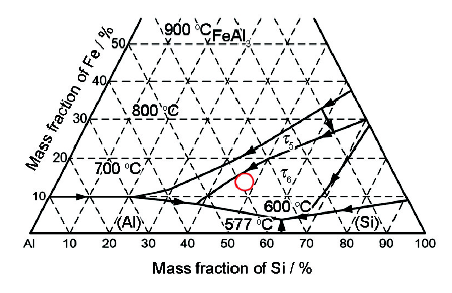
热镀Al-10%Si镀层断面组织SEM像如图3所示。可以看出,镀层的厚度约为35 μm,热镀Al-10%Si镀层主要由冷却过程中纯Al和纯Si共晶反应形成的金属间化合物组成,局部存在Si的峰值(图4),说明Al-10%Si镀层中存在纯Si。镀层由3部分组成,最外层为纯Al层,其中包括少量富Si相和Fe-Al-Si三元合金;中间层为Fe-Al-Si三元合金相;内层为Fe-Al合金层,主要成分是Fe2Al5和FeAl3。纯Si相呈细长条状,颜色较亮。镀层与钢基体之间存在一层较亮的中间层,厚度约为5 μm,分析其为Fe2SiAl7 (τ5相)。在金属间化合物Fe2SiAl7和钢基体之间存在一层薄薄的由Fe2Al5和FeAl3组成的化合物层。这是由于在热镀Al-10%Si过程中,钢基体与镀液接触部位的化学成分随着钢基体中Fe元素不断向镀液中扩散而改变,在钢基体表面首先形成的相是与富Fe液相平衡的三元金属间化合物Fe2SiAl7,即τ5相。由于τ5相与钢基体中的铁素体之间在热力学上存在不平衡,随着浸镀时间的延长,钢基体中的Fe元素会不断向镀层中扩散,从而在钢基体和τ5相之间生成一层薄薄的Fe2Al5+FeAl3化合物层以达到热力学平衡。在冷却过程中,镀层中逐渐生成固态的针状τ6相(FeSiAl4),随后Al晶粒形核长大,在577 ℃时,镀层中的液相形成共晶化合物(其中Al含量87.02%,Si含量12.20%,Fe含量0.78%,质量分数),并最终固化为三元共晶相Al+Si+τ6。因此,22MnB5钢奥氏体化前热镀Al-10%Si镀层是多相结构,热镀Al-10%Si镀层凝固过程的路径如图5所示。
图3 奥氏体化前热镀Al-10%Si镀层断面组织的SEM像
Fig.3 Cross sectional SEM image of hot-dip Al-10%Si coating before austenitizing
图4 奥氏体化前热镀Al-10%Si镀层GD-OES分析结果
Fig.4 GD-OES depth profiles of hot-dip Al-10%Si coating before austenitizing
图5 热镀Al-10%Si镀层凝固过程的路径
Fig.5 Liquids projection of solidification process of hot-dip Al-10%Si coating
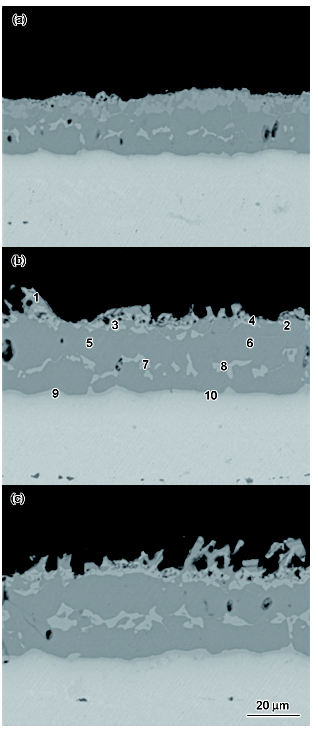
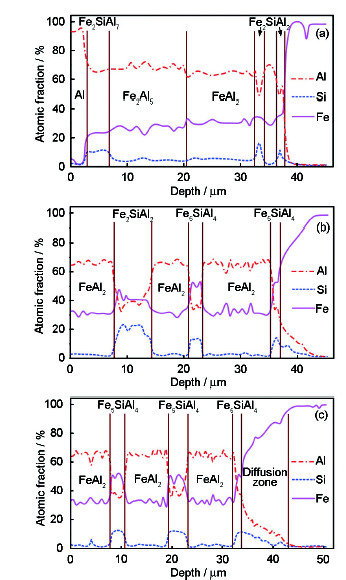
22MnB5钢900 ℃不同奥氏体化时间处理后,热镀Al-10%Si镀层断面组织的SEM像和GD-OES分析结果分别如图6和7所示。可以看出,奥氏体化时热镀Al-10%Si镀层中的元素与钢基体中的Fe元素通过相互扩散和凝固反应,镀层中原来的三元共晶相Al+Si+τ6转变为三元Al-Fe-Si或二元Fe-Al金属间化合物。随着奥氏体化时间的延长,热镀Al-10%Si镀层的厚度逐渐增加。从图6a可以看出,镀层断面可以分为5个不同的区域,最外层区域的颜色较浅,镀层中的Al含量也最高(图7a),分析发现其为纯Al相。与最外层接触的镀层颜色相对较深,分析其为Fe2SiAl7,所以奥氏体化后的热镀Al-10%Si镀层表面主要由纯Al和Fe2SiAl7组成。越靠近钢基体,镀层中的Fe含量越高,由图7a可以看出,镀层厚度7~20 μm中间层化合物中平均Fe/Al原子比接近0.4,与Fe2Al5的化学原子比一致。镀层厚度20~32 μm范围内化合物中Fe/Al的平均原子比接近0.5,与FeAl2的化学原子比一致。说明奥氏体化后热镀Al-10%Si镀层的中间层主要由Fe2Al5和FeAl2组成,靠近钢基体的金属间化合物是Fe2SiAl2。
图6 900 ℃不同奥氏体化时间后22MnB5钢热镀Al-10%Si镀层断面组织的SEM像
Fig.6 Cross sectional SEM images of hot-dip Al-10%Si coating of 22MnB5 hot stamping steel after austenitizing at 900 ℃ for 2 min (a), 5 min (b) and 8 min (c)
图7 900 ℃不同奥氏体化时间后22MnB5钢热镀Al-10%Si镀层GD-OES分析结果
Fig.7 GD-OES depth profiles of hot-dip Al-10%Si coating of 22MnB5 hot stamping steel after austenitizing at 900 ℃ for 2 min (a), 5 min (b) and 8 min (c)
图6b所示的22MnB5钢热镀Al-10%Si镀层在900 ℃下保温5 min的奥氏体化工艺是工业上22MnB5热成形钢奥氏体化时通用的热处理温度和时间。与图6a对比可以看出,随着奥氏体化时间的延长,镀层中元素的扩散时间充足,Fe、Al和Si元素分布均匀,镀层颜色差别不大。镀层大部分是由含3%Si (原子分数)的金属间化合物FeAl2组成(图7b),在FeAl2之间夹杂着少量的Fe5SiAl4。奥氏体化后镀层中依然存在许多单一的金属间化合物。镀层表面主要由Fe2SiAl2化合物组成。随着奥氏体化时间的延长,镀层中的Fe含量和镀层厚度逐渐增加,元素扩散逐渐趋于平衡,镀层主要由Fe2SiAl2、FeAl2和Fe5SiAl4组成,随着保温时间的延长Fe2SiAl2晶粒逐渐长大。随着镀层中Fe含量的增加,Fe2SiAl2逐渐转变为Fe5SiAl4。900 ℃奥氏体化5 min后热镀Al-10%Si镀层断面不同区域的EDS分析结果如表1所示。
表1
Table 1 EDS semi quantitative analysis results of the phase identified in hot Al-10%Si coating in
| Location | Al | Si | Fe | Phase |
|---|---|---|---|---|
| 1 | 96.03 | 1.45 | 2.52 | Pure Al |
| 2 | 75.83 | 2.44 | 21.73 | FeAl3 |
| 3 | 66.67 | 11.74 | 21.59 | Fe2SiAl7 |
| 4 | 76.07 | 2.09 | 21.84 | FeAl3 |
| 5 | 68.03 | 9.64 | 22.33 | Fe2SiAl7 |
| 6 | 58.18 | 12.64 | 29.18 | Fe5SiAl4+Fe2SiAl2 |
| 7 | 36.96 | 14.52 | 48.52 | Fe2SiAl2 |
| 8 | 36.89 | 13.49 | 49.62 | Fe5SiAl4 |
| 9 | 64.29 | 2.39 | 33.32 | FeAl2 |
| 10 | 70.79 | 1.89 | 27.32 | Fe2Al5 |
从图7c可以看出,22MnB5钢热镀Al-10%Si镀层在900 ℃下保温8 min的镀层主要是由FeAl2组成。但在铸态的FeAl2中仍存在许多金属间化合物Fe5SiAl4,FeAl2和Fe5SiAl4逐渐长大并趋向于形成相互交叉的两层平行于镀层/钢基体界面的独立层,镀层的厚度约为45 μm。
从图3可以看出,奥氏体化之前镀层/钢基体的界面平滑且清晰。随着奥氏体化时间的延长,镀层/钢基体界面的元素之间逐渐开始发生扩散,镀层/钢基体的界面逐渐变得凸凹不平,如图6所示。从图7可以看出,随着奥氏体化时间的延长,镀层/钢基体界面扩散区的厚度不断增加。900 ℃下奥氏体化2 min后,在镀层和FeAl2之间存在约2 μm厚的扩散区,并且扩散区的化合物为金属间化合物Fe2SiAl2 (图7a)。当奥氏体化时间为5和8 min时也发生相同的反应过程(图7b和c),在FeAl2和扩散区域之间存在一层薄薄的Fe5SiAl4金属间化合物,由于该化合物较薄且靠近扩散区,因此用SEM很难分辨该金属间化合物层。
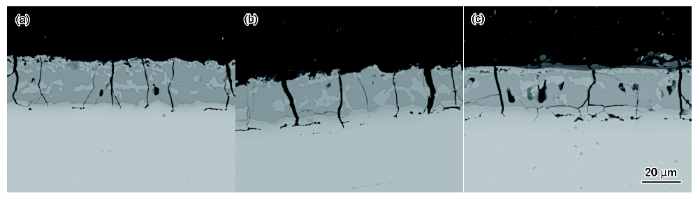
图8为22MnB5钢在900 ℃不同奥氏体化时间下热成形后Al-10%Si镀层/钢基体界面Kirkendall空洞形成和长大的SEM像。可以看出,在镀层/钢基体之间的扩散区域内存在许多微小的空洞,这些空洞随着奥氏体化时间的延长逐渐长大并相互融合,这说明在热镀Al-10%Si镀层/钢基体界面的扩散区内存在Kirkendall空洞。这是由于热镀Al-10%Si镀层中存在低熔点的Al元素,与钢基体中的Fe元素相比,Al元素扩散速率(在FeAl2中,Al的自扩散系数DAl=1.69×10-8)[26]大,高熔点的Fe元素扩散速率(在FeAl2中,Fe的自扩散系数DFe=1.25×10-10)[26]小,低熔点元素与空位的亲和力大,易换位,在扩散过程中从低熔点元素区域流入到高熔点元素区域中的空位数量远小于从高熔点元素区域流入到低熔点元素区域中的空位数量,结果势必造成扩散偶晶体整体收缩,这种不等量的原子交换造成了Kirkendall效应[27]。若晶体收缩完全,原始界面会发生移动;若晶体收缩不完全,在低熔点元素一侧会形成分散或集中的空位,其总数若超过平衡空位浓度,就会形成孔隙,这是Kirkendall效应的副效应,这种孔隙也就称为Kirkendall孔。而在高熔点元素一侧的空位浓度将减少至低于平衡空位浓度,从而也改变了晶体的密度。
图8 900 ℃不同奥氏体化时间后22MnB5钢热成形后热镀Al-10%Si镀层/钢基体界面Kirkendall空洞形成和长大的SEM像
Fig.8 SEM images showing the formation and growth of Kirkendall voids at the coating/steel interface of 22MnB5 steel after hot stamping then austenitizing at 900 ℃ for 2 min (a), 5 min (b) and 8 min (c)
在22MnB5钢奥氏体化过程中,由于在Fe2SiAl2和镀层/钢基体界面扩散层中Al原子的扩散速率远大于Fe原子,Al原子向内扩散形成Fe-Al合金相和向外扩散形成Al2O3氧化层,这2个扩散过程都会导致镀层/钢基体界面Al原子的空缺,空缺聚集后形成了空洞[23~25]。因此,900 ℃时在镀层/钢基体界面处发生扩散反应时会伴随着明显的Kirkendall效应。这是因为从镀层中向钢基体晶界及晶粒内扩散并与之反应所消耗Al原子的量远大于从钢基体扩散到镀层中的Fe原子量,而从钢基体中流入到镀层中的空位数量远大于从镀层中流入到钢基体中的空位数量。原子的不平衡扩散及镀层/钢基体界面空位数量的富余使得扩散反应层与镀层的交界区域形成如图8中所示的Kirkendall空洞,并且Kirkendall空洞会随着奥氏体化时间的延长而增大并融合在一起。Kirkendall连续空洞的形成阻碍了热镀Al-10%Si镀层与钢基体之间的扩散通道。
从图3可以看出,镀层的原始表面较平滑,没有任何细孔。奥氏体化后镀层表面存在明显的小空洞,并且这些小空洞随着奥氏体化时间的延长逐渐增大,镀层表面的粗糙度逐渐增加(图6)。
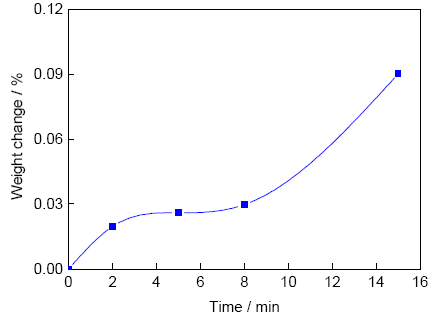
图9是22MnB5钢在900 ℃下奥氏体化时,热镀Al-10%Si镀层随奥氏体化时间的延长因高温氧化而导致重量增加的关系曲线(增重ΔW=1.1×10-2
图9 900 ℃下热镀Al-10%Si镀层增重与奥氏体化时间的关系
Fig.9 Relationships between weight change and austenitizing time at 900 ℃
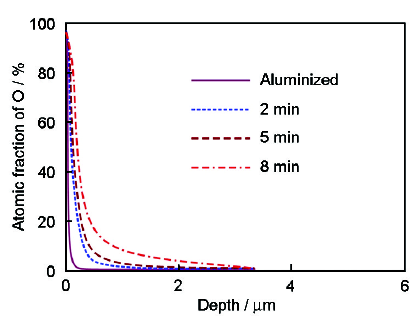
图10是900 ℃时热镀Al-10%Si镀层中的O元素随奥氏体化时间变化的GD-OES分析结果。可以看出,当奥氏体化温度较短时,O元素的扩散深度只有5 μm,远小于镀层的实际厚度,说明22MnB5钢在900 ℃下奥氏体化时,厚度大于30 μm的热镀Al-10%Si镀层能有效防止钢基体的氧化。
图10 900 ℃时热镀Al-10%Si镀层在不同奥氏体化时间下O元素深度分布的GD-OES分析结果
Fig.10 GD-OES oxygen depth profiles of hot-dip Al-10%Si coating after austenitizing at 900 ℃ for different times
22MnB5钢在900 ℃下奥氏体化后,经冲压变形,热镀Al-10%Si镀层中产生了大量的裂纹,如图8所示,裂纹起始于镀层表面,终止于扩散区。在22MnB5钢的奥氏体化过程中,热镀Al-10%Si镀层钢板需要经过高温处理以便钢基体完全奥氏体化。在随后的热冲压过程中,镀层中因脆性的金属间化合物相不能产生塑性变形而断裂,从而形成大量垂直于镀层/钢基体界面并贯穿整个镀层的微裂纹。图6和8分别显示了22MnB5钢热冲压前后镀层中微裂纹的形貌。热冲压后的镀层断裂成独立的几段,裂纹已经扩展至钢基体的界面,部分裂纹有沿镀层/钢基体界面扩展的趋势,导致钢基体裸露而发生氧化。
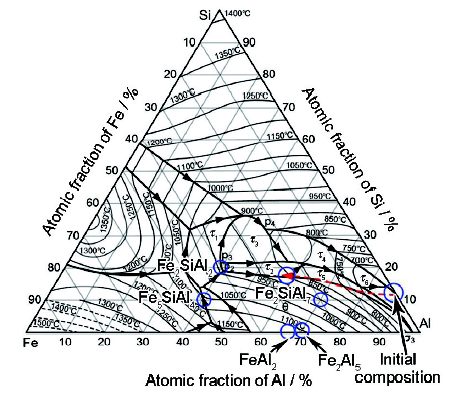
22MnB5钢奥氏体化时,Fe-Al-Si三元合金相图中各金属间化合物相的转变过程、反应路径和奥氏体化后热镀Al-10%Si镀层中金属间化合物相的化学组成如图11所示。从前面的分析结果可知,在22MnB5钢奥氏体化的初始阶段,热镀Al-10%Si镀层逐渐转变为含多种金属间化合物相的合金镀层。其转变过程可以描述如下:初始阶段,热镀Al-10%Si镀层的化学组成是Al-9.6%Si (原子分数,下同,Al-10%Si,质量分数),镀层的主要组成是金属间化合物Fe2SiAl7、纯Al和少量的纯Si,在镀层/钢基体界面存在一层薄薄的由Fe2Al5和FeAl3组成的化合物层。随后22MnB5钢热镀Al-10%Si镀层钢板放入加热炉中加热至900 ℃,该温度高于热镀Al-10%Si镀层的熔点(577 ℃),并且也高于金属间化合物Fe2SiAl7的熔点。在该温度下镀层发生融化,镀层中的纯Si和金属间化合物Fe2SiAl7逐渐溶解于液态Al中,形成了Fe-Si-Al三元合金的液态溶液。钢基体中的Fe原子逐渐向镀层中扩散,并与液态金属发生反应,镀层中的Fe含量逐渐增加。在冷却过程中,热镀Al-10%Si镀层逐渐形成富Fe的Fe2SiAl7 (图11中虚线所示),镀层中金属间化合物相的Si含量会发生轻微的变化,含量从9.6%转变为10% (原子分数)。随着奥氏体化时间的延长,钢基体中越来越多的Fe原子扩散到镀层中,镀层/钢基体界面的Fe2Al5逐渐形成,并随着镀层中Fe含量的增加而部分转变为FeAl2。由于Fe2Al5和FeAl2的熔点高于900 ℃,所以二者都是固态[28,29]。而热镀Al-10%Si镀层的表面由于Fe含量较低,所以在冷却过程中主要形成金属间化合物Fe2SiAl7。随着奥氏体化时间的延长,扩散到镀层中的Fe原子数量增加,镀层/钢基体界面扩散层主要由FeAl2组成。金属间化合物中的Al含量从70% (原子分数) (Fe2SiAl7)转变为71.4% (原子分数) (Fe2Al5),随着镀层中Fe含量的增加Al含量又变为66.7% (原子分数) (FeAl2),并与镀层中的纯Si发生反应而生成Fe2SiAl2。随着奥氏体化时间的进一步延长,钢基体中的Fe原子继续向镀层中扩散,Fe2SiAl2逐渐长大并最终转变为Fe5SiAl4,在该转变过程中,Al含量始终保持在40% (原子分数)左右。最后Fe5SiAl4随着奥氏体化时间的延长而继续长大。22MnB5钢奥氏体化过程中,热镀Al-10%Si镀层组织的变化实质上是随着镀层中Fe含量的增加,逐渐形成各种金属间化合物相,该过程的驱动力是Fe元素的扩散。
图11 22MnB5钢奥氏体化时Fe-Al-Si三元合金相图中金属间化合物相的转变过程和反应路径
Fig.11 Compositional evolution and reaction path of the intermetallic phases showed by Fe-Al-Si ternary phase diagram during the austenitization of 22MnB5 hot stamping steel
(1) 22MnB5钢奥氏体化前,热镀Al-10%Si镀层主要由纯Al、纯Si和二者共晶反应形成的金属间化合物Fe2SiAl7组成,在金属间化合物Fe2SiAl7和钢基体之间存在一层薄薄的Fe2Al5和FeAl3组成的化合物层。
(2) 22MnB5钢在900 ℃下奥氏体化时,热镀Al-10%Si镀层中的元素与钢基体中的Fe元素发生扩散和凝固反应,镀层中原来的三元共晶相Al+Si+τ6转变为三元Al-Fe-Si或二元Fe-Al金属间化合物。奥氏体化时间2 min时,镀层主要由Fe2SiAl7、Fe2Al5和FeAl2组成;奥氏体化时间5 min时,镀层主要由FeAl2、Fe2SiAl2和Fe5SiAl4组成;奥氏体化时间8 min时,镀层主要由FeAl2和Fe5SiAl4组成。
(3) 在22MnB5钢奥氏体化过程中,Fe2SiAl2和镀层/钢基体界面扩散层中Al原子的扩散系数远大于Fe原子,导致从镀层向钢基体晶界及晶粒内扩散并与之反应所消耗Al原子的量远大于从钢基体扩散到镀层中的Fe原子量,从钢基体中流入到镀层中的空位数量远大于从镀层中流入到钢基体中的空位数量。原子的不平衡扩散及镀层/钢基体界面空位数量的富余使得扩散反应层与镀层的交界区域形成了Kirkendall空洞,随着奥氏体化时间的延长Kirkendall空洞增大并融合在一起。
(4) 22MnB5钢在900 ℃下奥氏体化时,热镀Al-10%Si镀层表面形成一层稳定的Al2O3氧化膜,可以有效阻止镀层的氧化。O元素的扩散深度远小于镀层的实际厚度,说明热镀Al-10%Si镀层的热氧化有限,可以有效防止钢基体的氧化。
(5) 22MnB5钢在900 ℃下奥氏体化后,经冲压变形,热镀Al-10%Si镀层中的脆性金属间化合物相因高温塑性差而产生了大量垂直于镀层/钢基体界面并贯穿整个镀层的微裂纹,裂纹起始于镀层表面终止于扩散区,部分裂纹沿镀层/钢基体界面扩展,导致钢基体裸露而发生氧化。
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}