
康举
KANG Ju
中图分类号: TG146.2
通讯作者:
收稿日期: 2015-04-7
修回日期: 2015-07-25
网络出版日期: --
版权声明: 2016 《金属学报》编辑部 版权所有 2014, 金属学报编辑部。使用时,请务必标明出处。
作者简介:
康举, 男, 满族, 1983 年生, 博士生
展开
摘要
对2219-T8铝合金搅拌摩擦焊 (FSW) 接头在拉伸过程中, 热机械影响区(TMAZ)的变形行为、断裂途径和190 MPa下微区电化学性能进行了研究. 结果表明, 焊接热循环和搅拌作用加权强化效果最弱的区域是强度最差的位置; 拉伸时接头变形主要发生在TMAZ, 但由于受到焊核区的拘束程度不同, TMAZ下层应变更大, 导致裂纹起源于下层; 在相同的应力水平下, TMAZ表面的钝化膜更易破裂, 甚至会有微裂纹出现, 这使得当接头处于应力腐蚀环境中时, TMAZ更易发生局部腐蚀, 导致接头的抗应力腐蚀能力下降.
关键词:
Abstract
Al alloy 2219 (AA2219) is widely used in the aerospace industry, and friction stir welding (FSW) is an ideal method to join it. The ultimate tensile strength of an FSW AA2219-T8 joint can be as high as 344 MPa which is significantly higher than that welded by other methods such as gas tungsten arc welding. However, the thermo-mechanically affected zone (TMAZ) in the FSW joints of AA2219-T6/T8 is a weakness zone of mechanical property and is susceptible to stress corrosion cracking (SCC), but the reasons are not been well understood. In this work, the mechanical and electrochemical properties of different zones in AA2219-T8 joints obtained by the FSW method were studied. The welding thermal cycles during welding were measured using an array of type K thermocouples. During the tensile process of the joints, digital image correlation (DIC) technique and high speed video technique were employed to investigate the deformational behavior and fracture pathway of the TMAZ, respectively. A microcell method was used to study the micro-electrochemical characteristics of the joints with and without stress. The results showed that the minimum strength located at a position where the weighted strengthening effects of both thermal cycles and stir action were the weakest. The DIC results revealed that the deformation concentrated mainly in the TMAZ during the tensile tests. However, due to the different restraints from the nugget zone (NZ) led to a large strain in the root side than that in the crown side. This made the root side susceptible to cracks initiation. In situ tensile testing indicated that cracks occurred only in the TMAZ at 190 MPa, indicating that the protective surface films in the TMAZ were more prone to crack than those in other zones of the joint. This led the TMAZ to be the weakest zone to pitting corrosion in an aggressive environment. Once pits generate in the TMAZ, the local stress will concentrate near the tip of the pitting, resulting in failure.
Keywords:
2219铝合金作为一种可热处理强化锻造Al-Cu系合金, 具有比强度高、断裂韧度高、抗应力腐蚀性能好和低温性能优异等特点, 在航天领域具有广阔的应用前景, 是制造大型运载火箭燃料贮箱的理想材料[1]. 但是采用钨极气体保护焊(GTAW)和电子束焊(EBW)等熔焊方法, 焊缝中易产生气孔和热裂纹等缺陷, 接头强度仅达到母材的50%~65%[2].
与传统熔焊相比, 搅拌摩擦焊(friction stir welding, FSW)作为一项固相焊接技术, 可有效地避免合金凝固过程所产生的气孔和裂纹等冶金缺陷, 显著地提高了接头的力学性能, 且焊后接头变形量小、残余应力低, 可作为铝合金的理想焊接方法之一, 尤其是对2000和7000系列高强铝合金[3,4]. Malarvizhi和Balasubramanian[2]对2219-T8铝合金进行FSW, 获得无缺陷焊缝, 接头抗拉强度可达母材的72.7%. 然而, 由于焊接热的作用, 2219-T6/T8铝合金接头中的强化相q″和q′相发生粗化、回溶或过时效, 接头中存在一个由热影响区(heat-affected zone, HAZ)、热机械影响区(thermo-mechanically affected zone, TMAZ)和焊核区(nugget zone, NZ)组成的软化区域, 接头强度始终低于母材(base material, BM)[5,6]. 尤其是TMAZ在经历了较高的焊接热循环后, 大量的强化相减少甚至消失[7], 并且又没有如NZ中因晶粒动态再结晶而产生的细晶强化效果[3], 往往成为接头力学性能最薄弱的区域, 2219-T6/T8铝合金FSW接头拉伸断裂发生于此[6,8,9].
此外, 对2219-T87铝合金FSW接头抗应力腐蚀开裂(stress corrosion cracking, SCC)性能的研究也表明, 接头的薄弱区为TMAZ. Paglia和Buchheit[10]对2219-T87铝合金FSW接头在3.5%NaCl溶液中进行的慢速率拉伸实验(slow strain rate tensile, SSRT)表明, 接头最终断裂发生在TMAZ, 即硬度最低区域. Srinivasan等[6]的研究表明, 与在空气中的拉伸结果相比, 2219-T87铝合金FSW接头在3.5%NaCl溶液中SSRT的抗拉强度和延伸率均所有下降, 抗拉强度由320 MPa降至300 MPa, 延伸率由22%降至20.5%, 断裂发生在NZ与TMAZ交界区.
在如何提高2219铝合金FSW接头力学性能方面, Liu等[5,8]和Zhang等[11,12]利用热沉的原理在水下对2219-T6铝合金进行FSW, 以降低焊接热循环的影响; Li和Liu[13,14]还开发了具有可静止轴肩和逆向差速功能的特殊搅拌头工具, 以降低焊接热输入或改变焊缝上层金属流动模式. 采用这些方法后接头的抗拉强度和延伸率均高于常规FSW接头, 但拉伸实验时接头仍断在TMAZ附近, 即接头薄弱区仍为TMAZ.
综上, 已有研究均表明, 2219-T6/T8铝合金FSW接头的薄弱区为TMAZ, 但缺少对TMAZ为何会成为接头力学和应力腐蚀性能最薄弱区域的深入分析. 因此, 本工作就拉伸过程TMAZ的变形行为、断裂途径和典型应力条件下微区电化学性能进行研究, 来深入揭示TMAZ性能差的原因.
实验材料为8 mm厚的2219-T8铝合金板材, T8代表固溶处理 (535 ℃下保温1.5 h, 水淬)后经冷加工 (变形约1%), 再进行人工时效 (175 ℃下保温18 h). 2219铝合金的名义化学成分(质量分数, %)为: Cu 5.8~6.8, Mn 0.2~0.4, Fe 0.3, Mg 0.02, Ti 0.02~0.10, V 0.05~0.15, Zn 0.1, Si 0.2, Zr 0.10~0.25, Al余量. 采用搅拌摩擦焊设备对板材进行对接, 焊接方向垂直于板材轧制方向, 搅拌头顺时针旋转, 转速为800 r/min, 焊接速度为180 mm/min. 搅拌头轴肩有双圆环, 直径为20 mm; 搅拌针呈锥型, 表面有螺纹和三平面, 针长7.8 mm. 所得到的接头无缺陷, 抗拉强度为344 MPa, 为母材强度的75.4%, 高于文献[15]报道的水平. 在焊接过程中, 采用HIOKI-LR8400型温度采集设备和K型热电偶测试TMAZ板厚中心位置的热循环.
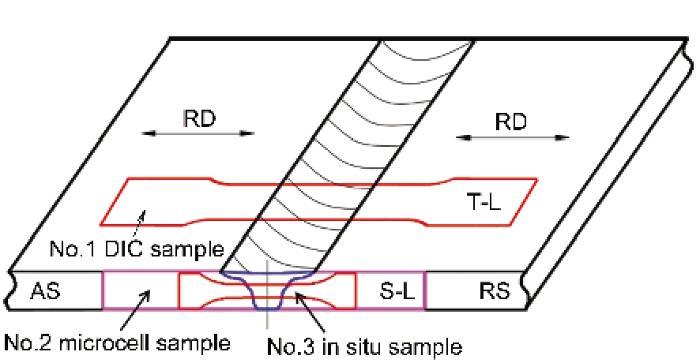
接头宏观拉伸试样的取样位置如图1中No.1试样所示, 试样的平行段长度为110.7 mm, 标距尺寸为87.5 mm, 取4个平行试样进行测试, 在拉伸实验前, 为避免因焊缝表面减薄而导致的接头在拉伸过程中存在局部应力集中, 将试样表面磨到BM与NZ相平. 图1中RD (rolling direction)代表母材的轧制方向, L (longitudinal)代表沿轧制方向, S (short transverse)代表板厚方向, T (transverse)代表垂直轧制方向, AS (advancing side)表示前进侧, RS (retreating side)表示后退侧. 采用WDW-100型电子万能试验机在室温下对接头进行拉伸实验, 试验机横梁恒定位移速率为2 mm/min, 参考GB/T 2651-2008标准进行测试. 在拉伸实验过程中, 采用Aramis 4M型数字图像相关(digital image correlation, DIC)设备对接头横截面的应变场变化进行记录; 同时采用MEMRECAM HX-3型高速摄像机拍摄试样的断裂过程, 拍照频率为5000 frame/s. 采用FM-800型Vickers硬度计测试接头横截面板厚中心位置的显微硬度, 载荷100 g, 加载时间为10 s .
图1 接头中取样位置示意图
Fig.1 Schematic of test positions in the joints (RD—rolling direction, L—longitudinal, S—short transverse, T—transverse, AS—advancing side, RS—retreating side, DIC—digital image correlation)
接头横截面焊缝区电化学性能测试试样的取样位置如图1中No.2试样所示, 需加载应力的试样尺寸示意图如图2a所示, 不需加载应力的试样尺寸同普通金相试样. 单独在BM板材中沿S-L方向截取试样, 用于测试应力条件下BM的电化学性能, 试样尺寸同接头试样. 采用文献[16]中Microcell的方法分别测试有无外加应力条件下BM和接头横截面焊缝区(TMAZ和NZ)的阳极极化曲线, 接头试样测试位置如图2b所示, 应力条件下BM试样测试位置在薄区内. 本工作所用Microcell设备的关键部件示意图如图3a所示, 图3b为测试时所用的工作端(tip), 内径为0.8 mm, 即测试时工作电极面积约为0.5 mm2. 采用Gamry Ref 600型电化学工作站进行极化曲线测试, 采用Pt丝作为辅助电极, 参比电极为饱和甘汞电极(SCE, 242 mV, vs SHE). 开位电压(open circuit potential, OCP)测试时间为300 s, 极化曲线测试范围: OCP以下-10 mV至OCP以上200 mV, 扫描速率为3 mV/s, 电解质溶液为0.5 mol/L NaCl溶液, 实验温度为环境温度. 每个待测位置至少重复测试5次, 取平均值并求标准偏差.
图2 用于测试应力条件下接头微区电化学性能的试样和测试位置示意图
Fig.2 Schematics of samples used for electrochemical experiments by microcell (unit: mm)
图3 Microcell示意图和测试用工作端
Fig.3 Schematic of microcell (a) and a 0.8 mm diameter tip for microcell test (b)
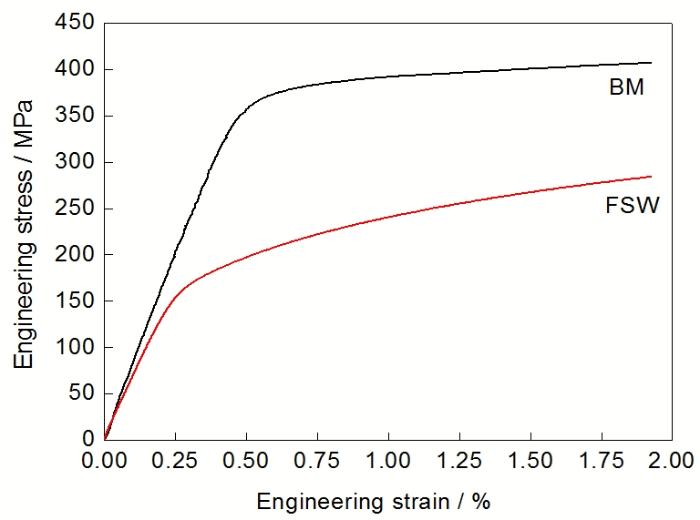
Microcell测试过程中试样应力的加载方法由图4所示装置实现, 该装置根据ASTM G49-85标准改装而成. 将试样固定于装置上后, 在一侧进行单向加载, 通过引伸计(ITC, 3542-0100-50-ST型)测定试样的应变量, 对应事先在拉伸机上得到的工程应力-工程应变曲线(图5)反推所加载的应力值大小[17].
图4 Microcell测试时试样应力加载装置示意图
Fig.4 Schematic of modified ASTM G49 jig used to apply a constant stress at microcell test
图5 2219-T8铝合金BM和FSW接头工程应力-工程应变曲线
Fig.5 Engineering stress-engineering strain curves for the base material (BM) and friction stir welding (FSW) joint of 2219-T8 Al alloy
采用SEM-Servopulser型试验机对接头的拉伸过程进行扫描电镜(SEM)原位观察, 以研究裂纹的萌生位置和演变过程. 在接头试板中的取样位置如图1中No.3试样所示. 拉伸速率为1×10-3 mm/s, 实验过程可根据SEM的实时观察结果, 随时暂停加载进行照相. 拉伸实验前对试样进行打磨抛光, 采用Dix-Keller's试剂(4 mL HF + 6 mL HCl + 10 mL HNO3 + 190 mL H2O)进行金相腐蚀, 并采用BX51M型金相显微镜(OM)观察拉伸前后接头不同区域的微观组织.
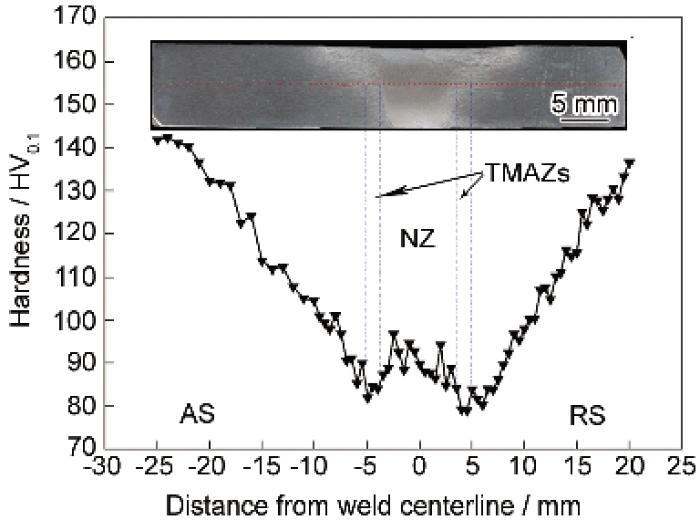
接头横截面各区显微硬度分布如图6所示, 呈现为FSW接头硬度变化典型的W形状[18]. 由图可知, BM平均硬度约为142 HV0.1. 接头硬度最低值(最软区)在TMAZ, 且靠近HAZ侧(也可认为是TMAZ和HAZ交界区), 前进侧为82 HV0.1, 后退侧为79 HV0.1; 相比TMAZ, NZ硬度提高, 但波动幅度较大; HAZ随着远离焊缝区硬度逐渐上升. 硬度的这种分布趋势主要与接头中强化相的存在状态有关, 2219-T8铝合金中起主要强化作用的为q′相[19], 经热电偶测定本工作所用接头TMAZ的峰值温度在380~400 ℃, 在这样的焊接热循环下, q′相发生回溶或粗大化[7], 使硬度降低. NZ在经历了较大的塑性变形和高的焊接热循环后, 晶粒发生动态再结晶, 细小的等轴晶组织提高了该区的硬度[20], 但由于FSW的不对称特性, 导致NZ组织呈现不均匀性[21,22], 使得NZ硬度波动较大.
图6 2219-T8铝合金FSW接头显微硬度分布
Fig.6 Microhardness distributions of an FSW joint of 2219-T8 Al alloy (Inset shows a macroscopic metallographic image of the cross section of the joint)
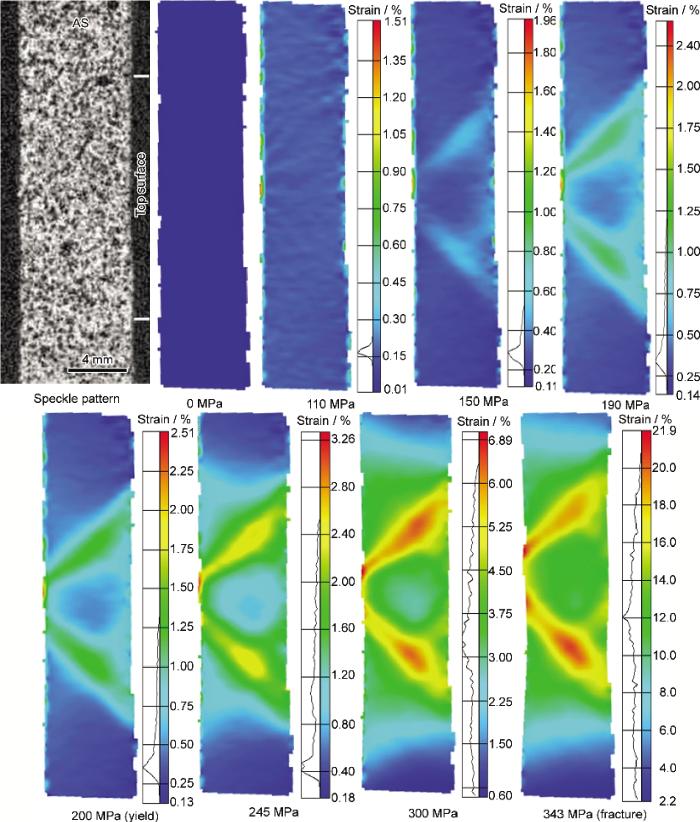
拉伸实验表明, 接头的平均抗拉强度为344 MPa, 屈服强度为200 MPa; 所测试的4个平行拉伸试样均断裂在TMAZ附近, 其中2个断在前进侧, 另2个断在后退侧. 在拉伸过程中接头各区域工程应变随应力变化的DIC测试结果如图7所示. 由图可知, 在弹性变形区间(应力≤110 MPa时), 接头变形均匀, 没有明显的应变集中; 150 MPa时, 最软区域已发生塑性变形; 在达到屈服强度前, 接头变形主要发生在TMAZ, NZ也发生一些变形, HAZ变形很小, BM几乎不变形; 随着应力增加, HAZ也开始发生较大的变形, 但变形最严重的位置仍然为TMAZ. 此外, TMAZ上下层的应变量也不同, 下层更大, 这与FSW焊缝上下部的不对称性而带来的问题有关.
图7 2219-T8铝合金FSW接头应变场变化的DIC测试结果
Fig.7 DIC results for strain fields under different stresses of an FSW joint of 2219-T8 Al alloy
进一步提取DIC测试结果中TMAZ (板厚中心, 图2b中所示位置)的工程应变随应力变化的数据, 如图8所示. 由图可见, 在弹性形变区间, 应变增加缓慢, 呈直线型; 随后应变大幅增加, 当超过300 MPa时, TMAZ的应变急速增加, 最终表现为断裂前的明显颈缩现象, 如图9所示(一个断在后退侧的接头).
图8 TMAZ在图2b中所示位置的工程应变-工程应力曲线
Fig.8 Engineering strain-engineering stress curve for the TMAZ at the position in Fig.2b
图9 接头断裂位置和颈缩现象
Fig.9 Fracture location and necking phenomenon in a fractured joint
高速摄像捕捉的接头断裂过程如图10所示, 图中黑点为DIC测试需要喷涂在试样上的黑漆, 白点为白色底漆. 图10a为未拉伸前接头横截面形貌, 图10b~e中箭头指明起裂位置和裂纹扩展路径. 由图可知, 裂纹起源于下表面TMAZ位置, 并沿TMAZ和HAZ界面向上扩展.
采用Microcell分别测试有无应力加载条件下, 2219-T8铝合金BM和FSW接头横截面TMAZ和NZ在0.5 mol/L NaCl中性溶液中的阳极极化曲线. 取各区域的一条典型谱图, 如图11a和b所示. 将接头各个区域多次测试得到的腐蚀电位(corrosion potential, Ecorr)和点蚀电位(pitting potential, Epit)取平均值并求偏差, 结果分别如图11c和d所示. 本工作对BM和FSW接头所加应力为190 MPa (接头屈服强度的95%). 由图11可知, 在不受外加应力条件下, BM的Ecorr和Epit最低, 分别为-708和-668 mV; 经FSW后, TMAZ和NZ的Ecorr和Epit均大幅提高, 其中NZ的值最高, 分别为-625和-542 mV. 当对BM和接头分别施加190 MPa的外加应力后, 各区的Ecorr几乎未发生变化; 但Epit都有不同程度的降低, 尤其是TMAZ-AS和TMAZ-RS, 分别由-543 mV降至-618 mV, -558 mV降至-627 mV, 且标准偏差明显增大. 这表明有应力加载后, TMAZ更易发生点蚀, 但每次测试位置对点蚀发生的敏感性有差别.
图11 有无应力下2219-T8铝合金FSW接头各微区电化学特性
Fig.11 Micro-electrochemical characteristics of different zones in the FSW 2219-T8 Al alloy joints with and without an applied stress (Microcell capillary 0.8 mm diameter tip, 0.5 mol/L NaCl, E—potential, i—current density)
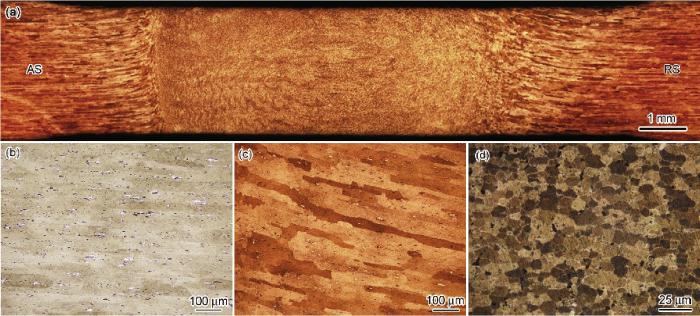
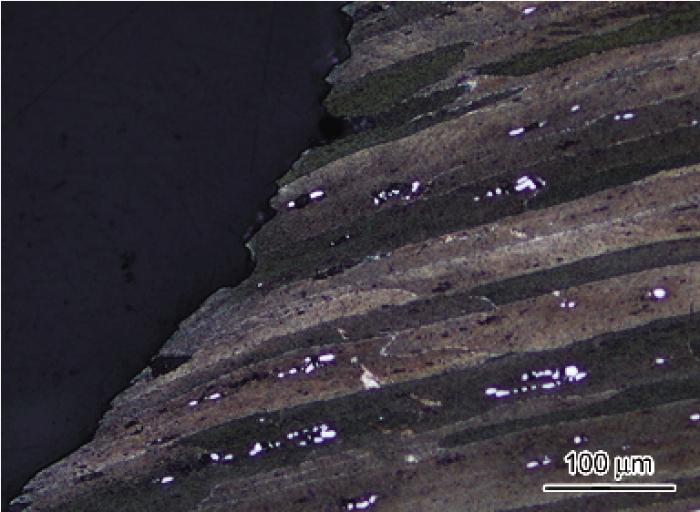
用于原位拉伸观察的接头 (图1中No.3试样)的OM像如图12所示. 图12a为接头宏观形貌, 主要包括HAZ, TMAZ和NZ; BM沿轧制方向, 晶粒呈现为典型的细长板条状组织, 如图12b所示; 与已有研究结果[1,5,6,10]相同, TMAZ晶粒被拉长并发生变形(图12c), NZ因发生剧烈的塑性变形和动态再结晶而呈现为细小的等轴晶组织(图12d).
图12 原位拉伸实验前2219-T8铝合金FSW接头的OM像
Fig.12 OM images of the different zones in an FSW joint of 2219-T8 Al alloy before in situ tensile testing
采用原位拉伸实验, 在SEM下实时观察接头在单向拉伸时裂纹的萌生情况. 在加载应力达到180 MPa前, 接头各区域均无裂纹萌生. 随着应力继续增加, 当加载到191 MPa时, 在TMAZ发现少量裂纹, 接头其它区域仍无裂纹出现. 因在原位观察时需不停地更换观察位置并放大到高倍观察, 虽然力加载的幅度很小, 但也会存在观察上的时间差, 故在191 MPa发现某裂纹时, 该裂纹很可能在小于191 MPa就已出现. 即致TMAZ出现裂纹的应力应等于或略小于191 MPa.
191 MPa下观察到的裂纹如图13所示, 所有图片受力方向如图13a中所示. 图13a中包含了原位拉伸时SEM下观察到2种裂纹类型, 裂纹I的放大形貌如图13c所示, 主裂纹(与受力方向垂直的裂纹)为穿晶裂纹, 进一步沿晶界扩展; 裂纹II的放大形貌如图13d所示, 主要为沿晶裂纹, 且主裂纹出现在与力加载方向垂直的晶界上. 从图13b的OM像中可清晰地反映出裂纹II位于TMAZ, 可推断裂纹I在TMAZ中的位置更靠近HAZ. 统计分析所有萌生的裂纹发现, 大部分为沿晶裂纹, 但无论是沿晶裂纹还是穿晶裂纹, 萌生后几乎都沿晶界扩展, 如图13c和d中箭头所示. 此外, 主裂纹的宽度为0.8~2.1 mm, 沿晶界进一步扩展的裂纹宽度小于0.5 mm.
图13 191 MPa下TMAZ出现的穿晶和沿晶裂纹
Fig.13 Transgranular and intergranular cracks in the TMAZ after tensile testing at 191 MPa
接头最终断裂发生在后退侧的TMAZ与HAZ交界区, 与图9类似. 断裂横截面OM像(图14)显示, 沿晶和穿晶断裂同时存在, 进一步印证了图13的实验结果.
图14 2219-T8铝合金FSW接头原位拉伸断裂位置横截面OM像
Fig.14 OM image of fractured transverse section of an FSW joint of 2219-T8 Al alloy after in situ tensile testing
2219-T8铝合金FSW过程中, TMAZ同时受到热力耦合的共同作用[23]. (1) 热的影响: 在经历了峰值380~400 ℃的焊接热循环后, 强化相q′相发生回溶或粗大化. 虽然回溶和粗大化都会使强度下降, 但区别在于q′相回溶后可产生因Cu原子的固溶和随后自然时效而析出的溶质原子偏聚(GP)区的强化效果[19], 而粗大化后q′相尺寸变大, 对位错运动的阻碍能力降低, 强化效果减弱[24]. 发生回溶还是粗大化, 主要与焊接热循环有关, 靠近NZ侧的TMAZ经历的温度较高, q′相以回溶为主, 随着远离NZ, 峰值温度下降, q′相由以发生回溶为主逐渐转变为以粗大化为主, 使硬度逐渐降低. (2) 搅拌作用的影响: 在FSW过程中, 搅拌作用促使NZ的材料发生剧烈的塑性流动, 严重变形的材料会带动与其相邻的TMAZ发生一定程度的变形, Xu等[25]认为TMAZ的晶粒沿着所受最大剪应力的方向被拉长. 对于靠近NZ侧的TMAZ组织, 由于受到搅拌作用的影响较大, 晶粒发生较大的变形, 晶内和晶界储存能提高, 晶格畸变增多, 缺陷增加[26], 这在一定程度上提高了晶界和晶内的强度; 而对于远离NZ侧的TMAZ组织, 受到搅拌作用的影响较小, 尤其是与HAZ交界区的组织, 受搅拌作用的影响很弱, 反而因焊接热的影响晶粒发生回复, 原有的位错和空位等晶体缺陷减少[27], 导致该位置强度下降. 此外, 对于靠近NZ的TMAZ组织, 同时受到较大的变形和较高的焊接温度的影响, 即热变形程度较大, 则晶粒发生动态再结晶的可能性更高, 进一步会产生细晶强化效果. 综合以上分析, 焊接热主要是通过影响时效强化效果来改变TMAZ的强度, 而搅拌作用主要是通过形变强化作用影响TMAZ的强度. 这两方面加权强化效果最弱的区域, 便是强度最低的位置, 对于本实验而言, 接头力学性能最薄弱的区域为TMAZ和HAZ的交界区.
FSW接头不同于熔焊接头, 没有余高和焊趾等可致应力集中的位置. 不过Du等[28]的研究表明, 由于FSW导致的材料不均匀和不对称性, 接头中存在明显的组织梯度, 进而引起的强度匹配问题会显著地影响接头的拉伸性能. 2219-T8铝合金FSW接头拉伸时, 在没有发生明显颈缩前, 接头各区域应力分布均匀, 由于接头硬度分布为硬+软+硬的形式, 故应变主要集中在最软的区域, 即TMAZ. 随着拉伸过程的进行, TMAZ发生的变形越来越严重, 两侧较硬的区域对它的拘束作用也愈大, 尤其是NZ, 由于其上宽下窄的特点(如图15所示, Lt > Lb, Lt为NZ上表面宽度, Lb为NZ下表面宽度), 对TMAZ的影响不同, 在焊缝下部, NZ对TMAZ的拘束度更大, 相对而言, NZ上部对TMAZ的变形还可起到分担作用(如图7中DIC实验结果所示). 因此, TMAZ在焊缝下部的应变量更大(根据DIC结果, 下部应变约为21.6%, 上部应变约为15.8%), 导致最终裂纹起源于下表面(图10).
图15 焊缝上下表面宽度示意图
Fig.15 Schematic of crown side and root side in the joint (Lt—width of crown side in the NZ, Lb—width of root side in the NZ)
2219铝合金的Cu含量(质量分数)为5.8%~6.8%, 是最主要的合金元素, 因此Cu的存在状态对合金的腐蚀行为有至关重要的影响. Baek和Frankel[29]研究表明, 固溶于Al基体中的Cu有助于提高基体的抗腐蚀性能, Kim和Buchheit[30]认为固溶的Cu可抑制亚稳点蚀的形核和降低其增长速率. 并且Al-Cu合金基体的Ecorr随合金中固溶的Cu含量的增加而提高[31], 基体的Epit也随固溶于基体中的Cu含量的增加而提高[32]. 但当合金经时效析出q′和q等相后, 由于析出相更高的腐蚀电位, 与Al基体之间存在腐蚀电偶, 导致析出相与基体界面的局部腐蚀敏感性增加[33]. FSW使得TMAZ经历了较高的温度, 部分Al-Cu相发生回溶, 提高了基体中固溶的Cu含量, 导致Ecorr和Epit提高.
当分别对BM和接头试样加载到190 MPa时, BM尚处于弹性变形区, 工程应变只有0.23%, 晶内和晶界变化都很小, 因此电化学特性与无应力时几乎相同. 而接头在190 MPa下, 已非常接近其屈服极限, 焊缝区已发生塑性变形. 由工程应力-工程应变曲线(图5)可知, 接头整体的工程应变为0.5%, 由DIC测试结果(图7中190 MPa对应结果, 提取板厚中心位置数据)可知, HAZ的工程应变为0.57%, NZ的工程应变为0.71%, 而TMAZ的工程应变为1.52%. 可见TMAZ在190 MPa下已发生了较大的塑性变形, 导致穿晶和沿晶裂纹出现, 这将会影响到TMAZ的腐蚀性能.
虽然接头在受力条件下, 各区晶粒发生变形, 甚至还会有裂纹出现, 但各区化学成分(尤其是Cu含量)在受力前后并未改变, 对腐蚀电位没有影响, 故在应力加载前后各区的Ecorr不会发生变化(图11c). 然而, 应力条件下, 合金表面的钝化膜易于破裂, 使内部金属直接接触腐蚀介质, 导致点蚀易于发生[34], 因此接头各区的Epit存在不同程度的下降(图11d).
在阳极极化曲线测试区域内, 当有微裂纹(本工作裂纹宽度<2.1 mm)存在时, 随着扫描电位的增加, 微裂纹可作为点蚀源, 使点蚀跳过形核阶段直接增长, 即微裂纹的存在使点蚀更易发生, 点蚀电位降低. 进一步发展的深而尖的点蚀其尖端存在较大的应力集中, 这使得点蚀尖端发生塑性变形, 甚至诱发裂纹的形成. Feng等[35,36]研究发现, 点蚀在纵向和横向生长速度取决于试样表面的处理方式, 纵向快速发展的点蚀容易诱发应力集中, 进而导致应力腐蚀. 由于Microcell测试面积只有0.5 mm2, 且在190 MPa下TMAZ的裂纹数量少、发生位置不固定, 每次测试区域内不一定都包含有微裂纹, 即现成的点蚀源并不是每次测试区域内都有, 因此导致实验测得的Epit标准偏差较大(图11d).
当接头处于应力腐蚀的环境, 若TMAZ位置的微裂纹由于加载应力增大或腐蚀作用而进一步变宽, 达到25~100 mm, 即发生缝隙腐蚀的敏感缝宽时, 则会引发缝隙腐蚀. 首先在缝内外表面上发生金属的阳极溶解和氧的还原反应, 如式(1)和(2)所示. 在经过很短的时间后, 缝内的氧完全消耗, 氧的还原反应不再在缝内进行, 这时由于缝内缺氧, 缝外富氧, 形成了氧浓差电池. 而缝内的Al基体继续溶解, 即Al3+不断增加而致过剩, 为保持电中性, 直径较小的Cl-电迁移至缝内, 同时阴极过程转移到缝外进行. 缝内的Al3+还会进一步发生水解, 如式(3)所示, 使缝内溶液中H+浓度升高, 加之已存在的高浓度Cl-, 导致缝内Al基体处在相当于HCl溶液(pH值可达2至3)的环境中, 即活性溶解状态, 进一步加速了Al基体的溶解进程[37]. 此外, 由于缝内高浓度的氢, 还可能会进一步诱发氢脆[38], 加速接头破坏.
阳极反应:
阴极反应:
综上, 在应力腐蚀的条件下, 由于TMAZ在接头中变形量最大, 导致表面钝化膜易于破裂, 甚至会出现微裂纹, 这些都会促进点蚀甚至缝隙腐蚀的形成, 应力会集中在上述局部腐蚀的前端, 导致应力腐蚀, 加速了接头的失效历程.
(1) 2219-T8铝合金经FSW, TMAZ受到热力耦合的共同作用, 热循环影响时效析出相的强化效果, 搅拌作用影响形变强化效果, 这两方面加权强化效果最弱的区域, 便是强度最差的位置.
(2) TMAZ为接头最软区域, 拉伸时变形主要集中于此, 由于受到NZ上下层的拘束程度不同, 断裂前TMAZ上层应变为15.8%, 下层为21.6%, 导致裂纹起源于下层.
(3) 当对接头加载190 MPa的应力时, TMAZ发生较大的塑性变形, 出现沿晶和穿晶裂纹. 加载前后腐蚀电位不变; 然而由于应力下TMAZ表面钝化膜易于破裂和存在可作为点蚀源的微裂纹, 甚至还会有缝隙腐蚀的发生, 使得点蚀电位下降了约70 mV, 局部腐蚀更易发生, 这是导致接头在应力腐蚀条件下抗拉强度和延伸率损失的原因.

/
| 〈 |
|
〉 |









{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}