
宋峰雨 , 朱伏先
, 朱伏先
SONG Fengyu, ZHU Fuxian
中图分类号: TG422.3
文献标识码: A
文章编号: 0412-1961(2016)07-0890-07
通讯作者:
收稿日期: 2015-11-13
网络出版日期: 2016-07-20
版权声明: 2016 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介: 宋峰雨, 男, 1985年生, 博士生
展开
摘要
采用自行研究开发的一种新型药芯焊丝, 通过实验室大热输入焊接实验, 研究分析了热输入量对焊缝熔敷金属组织与冲击韧性的影响规律. 结果表明: 在大热输入焊接条件下, 熔敷金属中形成了大量细小、弥散分布的夹杂物, 夹杂物周围诱导生成的大量相互交叉互锁的针状铁素体晶粒, 这是焊缝熔敷金属具有较高低温冲击韧性的主要原因; 随着焊接热输入量的增加, 尺寸为1 μm以下的夹杂物数量减少, 1 μm以上夹杂物分布无显著变化, 针状铁素体形核点减少, 熔敷金属中针状铁素体晶粒尺寸略有增加、低温冲击韧性略有降低.
关键词:
Abstract
In recent years, the components tend to be large-scale and large-span. In order to improve the welding construction efficiency and reduce production costs, the high input welding methods, such as automatic gas electric vertical welding, submerged arc welding, electro slag welding, etc., have been widely used in manufacturing fields, like shipbuilding, buildings, bridges, petrochemical and marine structures, etc.. The domestic iron and steel enterprises and research institutes have cooperated successively to develop a number of heat input welding steel with heat input greater than 400 kJ/cm. However, at present, the welding materials which can be matched with these special steels are still dependent on import. In order to change this passive situation, a new type of flux cored wire has been independently developed in this research. The effects of heat input on the microstructure and impact toughness of the weld metal have been investigated through laboratory tests. The results demonstrate that under the condition of large heat input welding, a large number of fine inclusions are formed and distributed randomly in the weld metal. Substantial amount of interlocked acicular ferritic grains are found around the inclusions, contributing to the high impact toughness for the weld metal. With the increase of heat input value, the number of fine inclusions (smaller than 1 μm) decreases and the tendency of inclusion assembly and growth is found to accelerate. Simultaneously, the nucleation points of acicular ferrite decreased and the grain size of acicular ferrite increased slightly in the weld metal. The impact toughness was deteriorated mildly as well.
Keywords:
近年来, 随着构件的大型化和大跨度化, 为提高焊接效率和降低生产成本, 诸如自动气电立焊、埋弧焊、电渣焊等大热输入焊接方法已相继在造船、建筑、桥梁、石油化工、海洋平台等领域获得了广泛应用[1~8]. 例如, 在船舶制造中, 焊接工时约占总工时的40%, 焊接成本约占船舶制造成本的17%, 因此, 日本造船行业从20世纪90年代初就开始应用大热输入焊接技术, 其焊接效率较传统的多道次焊接提高近10倍, 但是在大线能量焊接条件下, 由于焊接接头处的温度升高、受热时间增长, 导致焊缝及热影响区(HAZ)晶粒组织粗化[9~15], 材料的力学性能尤其是冲击韧性变差, 为解决此问题, 日本在20年前采用氧化物冶金新技术成功开发了热输入在400 kJ/cm以上的大线能量焊接钢板, 40~100 mm厚度的钢板可实现单道次焊接成形, 使造船成本降低、船舶建造周期缩短, 大幅度提升了造船业的国际竞争力[16~18]. 但日本各钢铁公司对这项技术严格保密, 为了打破国外的长期技术封锁, 我国的一些钢铁企业和科研院校相继开展了大热输入焊接专用钢的研究开发, 目前已工业试制成功热输入量大于400 kJ/cm的国家战略石油储备罐用调质钢板; 焊接热输入量大于500 kJ/cm, 厚度达70 mm的控轧控冷(TMCP)态EH40和EH36级船舶用钢板; 以及热输入量达到260 kJ/cm, 厚度为80 mm的正火态EH36N海洋工程用钢板[19~21]. 但是与这些大热输入焊接用钢相配套的焊接材料仍然依赖于进口, 目前国内市场所需的100~300 kJ/cm 大热输入量焊接专用药芯焊丝几乎全部从日本高价进口, 而对于能够承受400 kJ/cm以上热输入的高端药芯焊丝, 日本处于某种战略考量拒绝出口中国市场.
为了改变这种长期受制于人的被动局面, 本研究进行了热输入≥200 kJ/cm药芯焊丝的研究开发工作, 旨在探讨一种新型药芯焊丝在不同热输入条件下施焊过程中, 焊缝熔敷金属微观组织、夹杂物结构以及冲击韧性的变化规律, 为国产大热输入焊接专用药芯焊丝的深入研究提供理论依据.
实验用大热输入药芯焊丝选用Ti-B系低合金粉末配以金红石等其它焊剂和0.8 mm (厚)×12 mm(宽)低碳钢钢带, 在XZ(T)-CX5-YL3/450药芯焊丝机组上冷拔拉制成直径为1.6 mm的药芯焊丝; 焊接试样选用20 mm (厚)×100 mm (宽)×500 mm (长)的Q235钢板, 焊接试样的基本化学成分(质量分数, %)为: C 0.14, Mn 0.65, Si 0.30, S 0.05, P 0.045, Fe 余量. 试样坡口形状为单面焊接的V 型坡口, 坡口角度17°. 试制的药芯焊丝在进行大热输入焊接时, 采用20%CO2 + 80%Ar (体积分数)混合气体保护的垂直气电立焊进行单道次焊接, 焊接试样不进行焊前预热及焊后缓冷处理, 所采用的气电立焊工艺参数及熔敷金属的化学成分如表1所示.
表1 气电立焊焊接工艺参数及焊缝熔敷金属化学成分
Table 1 Process parameters of gas-electric vertical welding and chemical compositions of weld metal
| Heat input | Current | Voltage | Welding speed | Mass fraction / % | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|
| (kJcm-1) | A | V | (mmmin-1) | C | Si | Mn | Al | S | B | O | Ti | Fe |
| 205 | 370 | 35 | 38 | 0.08 | 0.30 | 1.85 | 0.41 | 0.017 | 0.008 | 0.060 | 0.080 | Bal. |
| 276 | 460 | 38 | 38 | 0.09 | 0.28 | 2.02 | 0.40 | 0.017 | 0.008 | 0.061 | 0.073 | Bal. |
| 341 | 479 | 45 | 38 | 0.09 | 0.30 | 1.97 | 0.40 | 0.017 | 0.008 | 0.061 | 0.071 | Bal. |
| 425 | 598 | 45 | 38 | 0.08 | 0.32 | 1.93 | 0.40 | 0.017 | 0.008 | 0.061 | 0.092 | Bal. |
焊缝熔敷金属按GB/T 17493-2008标准取样后机加工成直径5.0 mm的棒状拉伸试样和10 mm×10 mm×55 mm的标准Charpy冲击试样, 利用WDW-300微机控制电子万能试验机进行拉伸实验, 测定每个试样的屈服强度、抗拉强度和延伸率, 采用Instron Dynatup 9200 落锤冲击实验机测定试样的-40 ℃冲击功. 在熔敷金属中心处切取的试样经打磨、抛光后, 采用3% (体积分数)硝酸酒精溶液腐蚀, 采用DMIRM 金相显微镜(OM)和JSM-6490扫描电子显微镜(SEM)进行观察分析, 并利用JXA-8530F场发射电子探针(EPMA)统计夹杂物的数量及尺寸大小; 采用电解抛光方法消除金相试样的表面应力, 利用电子背散射衍射(EBSD)装置分析熔敷金属的晶粒取向特征. 在金相试样上切取约600 μm厚的薄片制备透射电镜(TEM)试样, 利用Tecnai G2 20型TEM观测针状铁素体(AF)的微细结构, 并利用TEM配备的能谱仪(EDS)分析夹杂物化学组成.
本研究试制的药芯焊丝不同焊接热输入下熔敷金属的力学性能如表2所示. 由表可见, 随焊接热输入的增大, 焊缝熔敷金属的冲击韧性呈现明显的下降趋势. 对照GB19189-2003标准中100 kJ/cm大热输入焊接12MnNiVR石油储罐全规格钢板的力学性能要求(屈服强度≥490 MPa, 抗拉强度610~730 MPa, 延伸率≥17%, -20 ℃冲击功≥47 J)可知, 在276 kJ/cm大热输入焊接条件下的熔敷金属各项力学性能已经达到该标准规定的数值. 对照 GB712-2011标准对厚度≤70 mm的造船钢板EH36, EH40, EH420和EH460的力学性能要求可知, 在热输入205~425 kJ/cm的较大范围内, 均能满足常用E级造船船板的大热输入焊接要求.
表2 不同焊接热输入条件下焊缝熔敷金属的力学性能
Table 2 Mechanical properties of the weld metal with different heat inputs
| Heat input | Rm | Rp0.2 | Rm/Rp0.2 | δ | Akv(-40 ℃) |
|---|---|---|---|---|---|
| (kJcm-1) | MPa | MPa | % | J | |
| 205 | 605 | 440 | 0.72 | 24 | 90 |
| 276 | 663 | 500 | 0.75 | 24 | 79 |
| 341 | 600 | 480 | 0.80 | 24 | 71 |
| 425 | 640 | 470 | 0.73 | 24 | 65 |
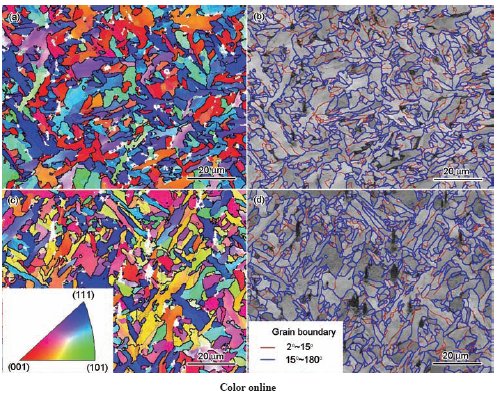
图1示出了焊缝熔敷金属试样的EBSD像. 由图可见, 熔敷金属晶粒尺寸比较细小, 且形成了大量取向差较大的细密AF组织. 图1a和c为热输入量276和425 kJ/cm时焊缝熔敷金属的晶粒取向图; 图1b和d 为热输入量276和425 kJ/cm时熔敷金属的晶界类型分布图, 图中蓝线代表大于 15°的大角度晶界, 红线代表2°~15°的小角度晶界. 由图可见, 热输入量为276 kJ/cm时熔敷金属中大角度晶界的比例较高, 可以更有效地阻止微裂纹在晶内组织中的传播, 根据测得的热输入量276和425 kJ/cm时熔敷金属的有效晶粒尺寸分别为3.13和3.85 μm, 不难判定热输入量为276 kJ/cm时熔敷金属具有较高低温冲击韧性与其晶粒取向及晶粒细化程度密切相关.
图1 焊缝熔敷金属的EBSD图
Fig.1 EBSD orientation images (a, c) and grain boundary character distributions (b, d) of welded metal with heat inputs of 276 kJ/cm (a, b) and 425 kJ/cm (c, d)
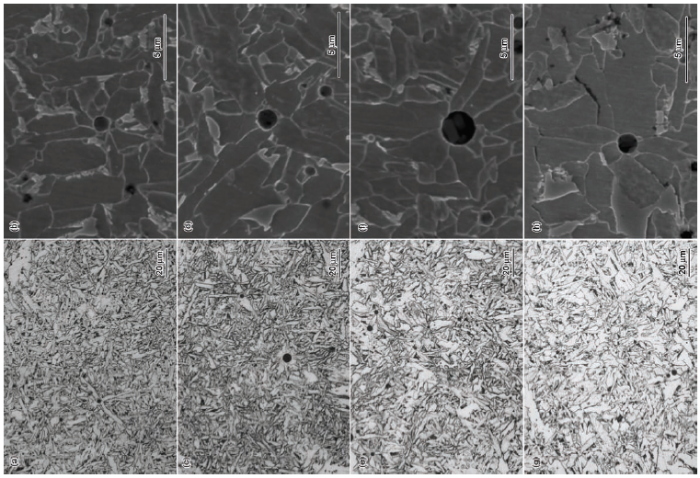
图2是不同热输入焊接条件下焊缝熔敷金属的OM像和SEM像. 由图2可见, 焊缝熔敷金属中以微细夹杂物为核心诱导生成晶内AF的典型组织形貌. 当热输入为205 kJ/cm 时, 在原奥氏体晶内有大量细小、相互交错且呈十字交叉的AF形成(图2a), 细小的AF均以某个夹杂物为核心向四周呈散射状析出(图2b). 当热输入分别为276, 341和425 kJ/cm时, 在晶粒内同样以夹杂物为核心形成了大量AF组织, 只是伴随着热输入的不断增加, 熔敷金属在高温下的停留时间增长, 冷速进一步减慢而导致晶内AF晶粒尺寸稍有增大(图2c~h), 推断这是随焊接热输入增大, 熔敷金属低温冲击韧性稍有降低的主要原因[22,23].
图2 不同热输入焊接条件下熔敷金属的OM和SEM像
Fig.2 OM (a, c, e, g) and SEM (b, d, f, h) images of the weld metal with heat inputs of 205 kJ/cm (a, b), 276 kJ/cm (c, d), 341 kJ/cm (e, f) and 425 kJ/cm (g, h)
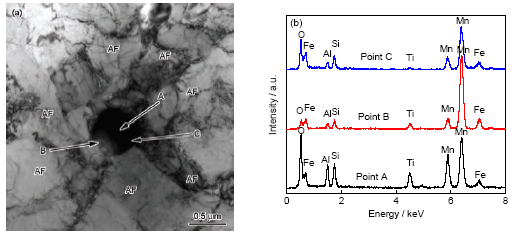
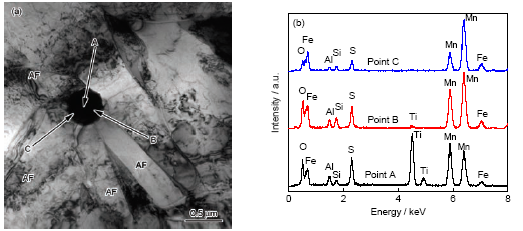
热输入为276 kJ/cm 的熔敷金属中夹杂物的TEM像如图3a所示. 由图可见, 熔敷金属中的夹杂物呈球状, 大小在0.5 μm左右, 在夹杂物周围形成了多个分散且呈交叉状分布的AF, 对夹杂物的A~C处进行EDS分析(图3b)显示, 在A处夹杂物主要是由Ti, Al, Si和Mn氧化物复合构成; 在B处同样是由这几种元素的氧化物复合构成, 不同之处在于各元素含量稍有不同; 而在C点处则含有大量的Mn, Ti的峰很弱, 同时Al和Si的峰也很低, 说明该点处没有Ti形成的氧化物, Al和Si的含量也很少. 图4给出了焊接热输入为341 kJ/cm时熔敷金属中夹杂物促进AF形核的TEM像及EDS分析. 由图可见, 该夹杂物的尺寸约为0.3 μm, 由该夹杂物诱导生成了4个AF, 夹杂物各点处主要由Ti, Al, Si, S和Mn构成, 说明在大热输入焊接条件下, 伴随着热输入量的提高, 夹杂物中陆续析出了MnS.
图3 热输入276 kJ/cm时熔敷金属中夹杂物促进针状铁素体(AF)形核的TEM像及对应点处的EDS分析
Fig.3 TEM image of an inclusion promoted acicular ferrite (AF) nucleation (a) and EDS analyses of points A~C (b) in weld metal with heat input of 276 kJ/cm
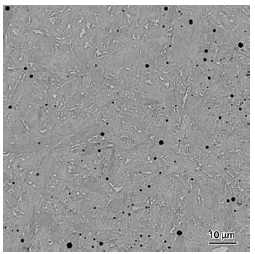
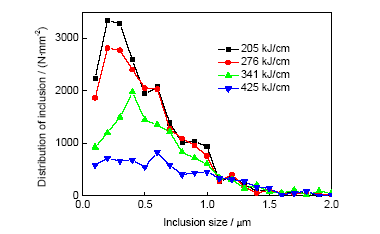
图5是热输入为205 kJ/cm时熔敷金属中夹杂物分布图. 对不同热输入的熔敷金属在连续位置均拍摄10张照片, 分别计算出每张照片相同面积内夹杂物的数量和尺寸, 4种热输入条件下熔敷金属单位面积内夹杂物数量、大小的分布统计结果如图6所示. 由图可见, 热输入量为205 kJ/cm时夹杂物的数量最多, 即夹杂物的尺寸最小、分布相对均匀, 随着热输入的增加, 夹杂物总数逐步减少, 尤其是1 μm以下的微细夹杂物数量显著减少, 这说明随着热输入量增加, 焊缝熔敷金属中的夹杂物聚集、长大趋势增强.
图4 热输入341 kJ/cm时熔敷金属中夹杂物促进AF形核的TEM像及对应点处的EDS分析
Fig.4 TEM image of an inclusion promoted AF nucleation (a) and EDS analyses of points A~C (b) in weld metal with heat input of 341 kJ/cm
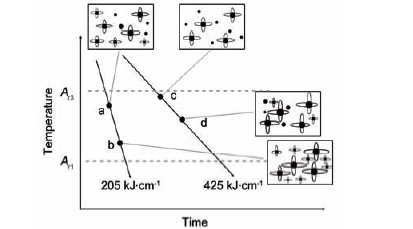
Ricks等[24] 以均质形核作为基准计算了不同尺寸夹杂物诱导AF形核的活化能, 根据计算结果得出, 夹杂物形成AF的活化能要比晶界形成晶界铁素体(GBF)的活化能大很多, 这就是常规焊缝熔敷金属在奥氏体(γ)相变时不析出AF而首先在晶界处生成GBF的主要原因; 另一方面, 夹杂物尺寸越大活化能越低, 当夹杂物尺寸超过1 μm时, 活化能趋于稳定, 说明AF会优先在大尺寸夹杂物处生成, 而后在小尺寸夹杂物处形核. Rees等[25]计算了从γ到AF以及贝氏体相变时, 相变开始温度对AF形核驱动力的影响, 从计算结果看, 相变温度越低, AF形核的驱动力越大, 越容易形成AF. 因此, 在本研究的条件下, 焊接热输入量越小, 焊缝冷速越大, 相变开始温度降低, AF形核驱动力越大. 据此可得本研究条件下, 夹杂物对AF形核的影响规律示意图如图7所示. 在小热输入量焊接时, 冷速较快, 熔敷金属具有较大过冷度, γ在低温就可以相变, AF在低温开始形核, 由于相变驱动力较大, AF不仅可以在大的夹杂物周围形核, 也可以在部分小夹杂物上形核, 如图7a所示; 随着焊缝温度的进一步降低, 在已经形核的AF长大过程中, 尺寸更小的夹杂物也开始形核, 如图7b所示, 由于冷速较快, 与AF长大的速度相比, 新的夹杂物形核速度更快, 加之小热输入量熔敷金属中夹杂物的数量多且细小弥散分布, 因此在小热输入焊接条件下焊缝熔敷金属中更容易形成细小致密的AF组织. 当焊接热输入量提高后, 熔敷金属冷速变慢, 熔敷金属过冷度减小, γ相变开始温度提高, 此时相变驱动力有限, AF只能在大尺寸的夹杂物上形核, 而在小尺寸夹杂物上基本不能形核, 此时能够诱发AF形核的夹杂物尺寸和数量有限, 如图7c所示. 在焊缝熔敷金属的冷却过程中, 伴随着熔敷金属温度的降低, 相变驱动力增大, 部分小尺寸夹杂物也可能诱导AF形核, 但由于大热输入量焊接时的冷速相对较慢, 与新的AF核生成相比原AF的长大速度更快, 并且由于夹杂物的聚集、长大, 使夹杂物数量减少、间距变宽, 因此在焊接热输入量提高后, 焊缝熔敷金属中形成的AF晶粒组织较为粗大, 如图7d所示, 这是焊接热输入量提高后熔敷金属中AF晶粒尺寸增大导致冲击韧性稍有降低的主要原因.
图5 热输入205 kJ/cm时熔敷金属的夹杂物分布图
Fig.5 EPMA back scattering image of inclusions distribution in weld metal with heat input of 205 kJ/cm
图6 焊缝熔敷金属中夹杂物的分布统计图
Fig.6 Inclusions distribution statistical figure of the weld metal
(1) 研究开发了一种新型药芯焊丝, 在热输入量为205~425 kJ/cm的大热输入焊接条件下, 焊缝熔敷金属中形成大量交叉互锁、细密状针状铁素体(AF)组织, 这是焊缝熔敷金属具有较高冲击韧性和综合力学性能的主要原因.
(2) 大热输入焊接过程中形成的MnS和其它氧化物构成的复合夹杂物是导致AF大量析出的主要诱因, 随着焊接热输入量的增加, 焊缝熔敷金属中尺寸为1 μm以下的夹杂物分布减少, 能够诱发AF形核的夹杂物数量有限, 导致形成的AF晶粒尺寸略有增大, 低温冲击韧性略有降低.
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}