
郭瑞鹏 , 程文祥
, 程文祥
GUO Ruipeng, CHENG Wenxiang
中图分类号: TG457.1
文献标识码: A
文章编号: 0412-1961(2016)08-1017-08
通讯作者:
收稿日期: 2016-01-8
网络出版日期: 2016-07-20
版权声明: 2016 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介: 郭瑞鹏, 男, 1990年生, 博士生
展开
摘要
采用无坩埚感应熔炼超声气体雾化法制备Ti-5Al-2.5Sn ELI预合金粉末, 并对预合金粉末进行表征. 研究了热等静压参数对Ti-5Al-2.5Sn ELI粉末合金显微组织和力学性能的影响. 结果表明, 热等静压温度和压力的升高有助于提升粉末合金的致密度, 当粉末合金的致密度大于99.5%时, 粉末合金的力学性能可以达到锻造合金的水平. 综合考虑粉末合金的致密度、显微组织和力学性能, Ti-5Al-2.5Sn ELI预合金粉末优选的热等静压工艺成型窗口为温度890~940 ℃, 压力120 MPa以上, 保温保压3 h. 包套对热等静压压力有屏蔽作用, 设计不当会降低粉末压坯的致密度. 通过优化包套设计、热等静压参数和工艺途径可以有效抑制包套的屏蔽作用, 提升粉末合金的致密度.
关键词:
Abstract
Near-net-shape forming through powder metallurgy (PM) route is a cost-efficient approach to produce the hard-to-machining materials such as titanium alloys. Hot isostatic pressing (HIPing) is a common technique to fabricate PM titanium alloys and components. Prealloyed powder metallurgy through HIPing is considered as upgrade of precision casting for titanium alloys. Ti-5Al-2.5Sn ELI (extra-low interstitial) is a typical α-Ti alloy, which is widely used at cryogenic temperature. In this work, the Ti-5Al-2.5Sn ELI prealloyed powder was produced by electrode induction melting gas atomization. Characterization of the prealloyed powder was carried out to understand the following HIPing process. The influence of HIPing parameters on microstructure and mechanical properties of Ti-5Al-2.5Sn ELI powder compact was studied. The results show that the relative density of powder compact increases with the increasing of HIPing temperature and pressure. The mechanical properties of powder compact can achieve those of wrought materials, when the relative density is more than 99.5%. To balance the relative density, microstructure and mechanical properties of the powder compacts, the optimized HIPing parameters for Ti-5Al-2.5Sn ELI powder are temperature in the range of 890~940 oC, pressure above 120 MPa and holding for 3 h. The shielding effect of capsule will hinder the powder densification during HIPing process, which will likely cause non-uniform densification and degrade the relative density of powder compact. However, the shield effect can be weakened through proper tooling design and optimization of the HIPing procedure.
Keywords:
中图法分类号 TG146.23 文献标识码 A 文章编号 0412-1961(2016)07-0842-09
钛合金具有比强度高、耐腐蚀性好等优点, 广泛应用于航空航天领域[1,2]. 传统的钛合金成型工艺为铸造和锻造. 但对于具有复杂型腔结构和大型薄壁回转体构件, 铸造过程中形成的疏松、夹杂、成分偏析等铸造缺陷难以彻底消除; 而锻造工艺后续机加工周期长、材料利用率低、成本高[3]. 粉末冶金热等静压工艺可以实现近净成形, 材料利用率可达90%以上[4]. 热等静压是一种行之有效的制备全致密粉末合金的成型工艺. 采用热等静压技术制备的粉末合金组织细小均匀, 力学性能优于铸造合金接近锻造合金的水平, 因此利用粉末冶金热等静压工艺制备钛合金构件受到越来越多的关注, 逐渐成为国内外研究的热点[5~8].
影响钛合金粉末合金成型的因素包括粉末特性[9,10]、包套[5,11~13]和热等静压参数[14,15], 本课题组前期研究[16]发现, 热等静压温度是影响粉末合金显微组织和力学性能的最主要的因素. Cao等[17]的研究认为, 根据Clausius-Clapeyron定律, 热等静压压力的变化会影响Ti-5Al-5Mo-5V-3Cr (质量分数, %, 下同) 粉末合金的β -α相变. Zhang等[15]的研究结果表明, 热等静压工艺途径对Ti-6Al-4V粉末合金最终的表面状态和疲劳性能有显著影响. 热等静压参数是影响粉末冶金制品冶金质量和性能的关键因素, 目前多数研究都是分析热等静压温度-压力-时间单因素对粉末合金致密化进程的影响[15,17,18]. 然而利用热等静压技术制备粉末冶金构件时, 包套的屏蔽作用以及粉末/包套结构变化导致的不均匀致密化过程也不容忽视[16,19]. 因此, 通过研究热等静压工艺参数之间的相互作用, 确定一个相对宽松的热等静压成型工艺窗口而不是单一狭窄的工艺制度, 对拓展粉末冶金近净成形钛合金构件应用领域具有重要的工程意义.
本工作以Ti-5Al-2.5Sn ELI粉末为研究对象, 通过研究热等静压参数及包套结构对粉末合金显微组织和力学性能的影响规律, 旨在为优化热等静压工艺参数和包套结构设计, 制备组织均匀、性能优异稳定的钛合金粉末合金及其构件提供理论依据.
采用无坩埚感应熔炼超声气体雾化法(electrode induction melting gas atomization, EIGA)制备Ti-5Al-2.5Sn ELI (extra-low interstitial) 预合金粉末. 采用Mastersizer 2000型激光粒度仪测试预合金粉末的粒度分布. 采用ICP光谱仪和TCH600氧氮氢分析仪测定制粉电极、预合金粉末的化学成分. 采用SSX-350型扫描电子显微镜(SEM)对预合金的表面形貌进行观察. 将适量预合金粉末封装在石英管中, 在750~950 ℃下真空退火, 保温0.5 h后空冷. 采用D/Max-2500PC型X射线衍射仪(XRD)分析预合金粉末的相组成, Cu靶, 扫描范围20°~90°.
将预合金粉末填充至低碳钢包套中, 实验中选用2种几何尺寸的包套: I型包套内径40 mm, 高度120 mm, 壁厚3 mm; II型包套内径15 mm, 高度60 mm, 壁厚1~15 mm. I型和II型粉末包套体经真空除气封焊后, 在QIH-15型热等静压炉中成型. I型包套用于分析热等静压温度对Ti-5Al-2.5Sn ELI粉末合金显微组织和力学性能的影响; II型包套用于分析包套屏蔽效应对致密化进程的影响. 热等静压实验采用同时升温升压, 在设定的热等静压温度和压力下保温保压3 h后, 降温卸压, 其中升温速率约为5 ℃/min. 为了分析Ti-5Al-2.5Sn ELI粉末的致密化行为, 设计了一组热等静压中断实验, 即设定的热等静压制度为940 ℃, 150 MPa, 3 h, 当到达640 ℃, 72 MPa; 740 ℃, 91 MPa; 790 ℃, 104 MPa; 840 ℃, 130 MPa; 890 ℃, 140 MPa; 940 ℃, 150 MPa 6个时间节点时, 立即降温降压. 采用Gleeble 3800热模拟机测试全致密Ti-5Al-2.5Sn ELI粉末合金、中断粉末压坯试样和包套材料(低碳钢)在不同温度下的流变应力, 应变速率10-3 s-1.
采用AXIO型金相显微镜(OM)观察Ti-5Al-2.5Sn ELI粉末合金的显微组织. 采用METTLER TOLEDO密度计测量粉末合金的致密度. 室温拉伸测试在Zwick Z050型电子拉伸试验机上进行, 低温拉伸测试(-253 ℃)在MTS-SANS CMT 5000系列微机控制电子万能试验机上进行, 室温和低温拉伸样品尺寸均为标距15 mm, 直径3 mm. 室温冲击测试在SANS-ZBC2452-C型冲击试验机进行, 试样尺寸为10 mm×10 mm×55 mm, U型缺口深度2 mm.
经测试预合金粉末的粒度分布主要在10~250 μm, 平均粒度为96 μm.
表1给出了ASTM B348标准试样、Ti-5Al-2.5Sn ELI合金制粉电极和预合金粉末的化学成分. 可以看出, 预合金粉末的化学成分与名义成分相符, 间隙元素含量处于较低水平, 杂质元素和间隙元素含量较制粉电极未见明显增加, 表明制粉过程洁净无污染.
表1 ASTM B348标准试样、Ti-5Al-2.5Sn ELI合金制粉电极和预合金粉末的化学成分
Table 1 Chemical compositions of ASTM B348 reference material and Ti-5Al-2.5Sn ELI prealloyed powder (mass fraction / %)
| Sample | Al | Sn | Fe | Si | C | O | N | H | Ti |
|---|---|---|---|---|---|---|---|---|---|
| ASTM B348 | 4.50~5.75 | 2.00~3.00 | <0.25 | <0.05 | <0.05 | <0.12 | <0.035 | <0.0125 | Bal. |
| Electrode | 5.01 | 2.49 | 0.06 | 0.006 | 0.006 | 0.076 | 0.005 | 0.001 | Bal. |
| Powder | 5.14 | 2.50 | 0.06 | 0.006 | 0.006 | 0.080 | 0.006 | 0.001 | Bal. |
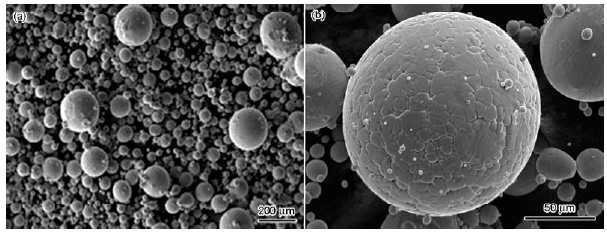
图1为Ti-5Al-2.5Sn ELI预合金粉末表面形貌的SEM像. 预合金粉末呈球形, 大颗粒粉末表面存在卫星球, 且大颗粒粉末具有发达的胞晶, 呈现出快速凝固的组织特征. Bear和Merz[20]发现, 虽然卫星球的存在会降低粉末的填充密度, 但对粉末的振实密度影响较小. 由此可以推断, 预合金粉末存在的少量卫星球对热等静压致密化过程不会带来显著影响.
图1 Ti-5Al-2.5Sn ELI预合金粉末表面形貌的SEM像
Fig.1 SEM images of Ti-5Al-2.5Sn ELI powder surfaces at low (a) and high (b) magnification
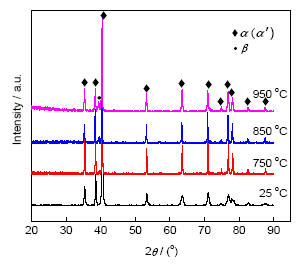
图2为Ti-5Al-2.5Sn ELI预合金粉末在不同温度退火处理后的XRD谱. 可以看出, 与Ti-6Al-4V和Ti55预合金粉末相似[16,18], Ti-5Al-2.5Sn ELI预合金粉末由单一细小针状的马氏体α'相组成. EIGA制粉工艺过程中, 金属熔滴的冷却速率为103~105 ℃/s, 快速凝固使得平衡相来不及析出, 因此形成了亚稳态的马氏体α'相. 然而等轴组织为Ti-5Al-2.5Sn合金常用的组织状态, 因此Ti-5Al-2.5Sn ELI预合金粉末热等静压温度应该选择在α'相的分解温度以上.
图2 Ti-5Al-2.5Sn ELI预合金粉末在不同温度退火后的XRD谱
Fig.2 XRD spectra of Ti-5Al-2.5Sn ELI prealloyed powder after annealing at different temperatures
Ti-5Al-2.5Sn ELI预合金粉末经750 ℃, 0.5 h真空退火处理后, α'相开始分解为α和β相. 因此, Ti-5Al-2.5Sn ELI预合金粉末的热等静压温度应该在750 ℃以上. Ti-5Al-2.5Sn ELI是一种典型的α-Ti合金, 通常来讲, 热等静压温度应该低于β转变温度(βtr). Guo等[21]通过大量的统计工作发现, 钛合金中βtr与合金的化学成分之间存在以下定量关系:
式中, [M]为合金化元素M的质量分数. 可以计算出, Ti-5Al-2.5Sn ELI预合金粉末的βtr约为1000 ℃.
Arzt等[22]的研究结果表明, 粉末热等静压致密化进程随热等静压温度和时间的变化规律呈“S”型, 本课题组前期工作[10,19]关于Ti60, Ti-5Al-2.5Sn ELI预合金粉末热等静压致密化行为的研究也得到了相似的结果. 通常钛合金粉末热等静压成型的保温保压时间为2~4 h. 在940 ℃, 150 MPa条件下中断的粉末合金的致密度约为99.50%. 保温保压时间过短容易造成粉末合金内部残存少量的孔隙; 保温保压时间过长, 高温扩散过程会造成显微组织粗化. 因此, 本工作选择的保温保压时间为3 h.
基于XRD谱和β转变温度计算结果, 从致密化速率较快的温度区间中选取热等静压温度为800, 890和940 ℃, 选取热等静压压力为40, 100和140 MPa进行热等静压实验, 分析热等静压参数对Ti-5Al-2.5Sn ELI粉末合金显微组织和力学性能的影响, 结果如表2所示. 可以看出, 随着热等静压温度和保压压力的提升, 粉末合金的致密度逐渐增加. 当热等静压制度为940 ℃, 140 MPa, 3 h时, 粉末合金的致密度达到最大值为99.90%.
表2 不同热等静压制度下Ti-5Al-2.5Sn ELI粉末合金的致密度和最大孔隙尺寸
Table 2 Relative density and maximum pore size of powder metallurgy (PM) Ti-5Al-2.5Sn ELI alloys under various hot isostatic pressing (HIPing) conditions
| Process | T / ℃ | P / MPa | t / h | ρ / % | dmax / μm |
|---|---|---|---|---|---|
| HIP-1 | 800 | 40 | 3 | 93.22 | 120 |
| HIP-2 | 800 | 100 | 3 | 99.01 | 39 |
| HIP-3 | 800 | 140 | 3 | 99.43 | 15 |
| HIP-4 | 890 | 40 | 3 | 96.65 | 110 |
| HIP-5 | 890 | 100 | 3 | 99.40 | 13 |
| HIP-6 | 890 | 140 | 3 | 99.59 | 10 |
| HIP-7 | 940 | 40 | 3 | 98.88 | 26 |
| HIP-8 | 940 | 100 | 3 | 99.72 | 10 |
| HIP-9 | 940 | 140 | 3 | 99.90 | 10 |
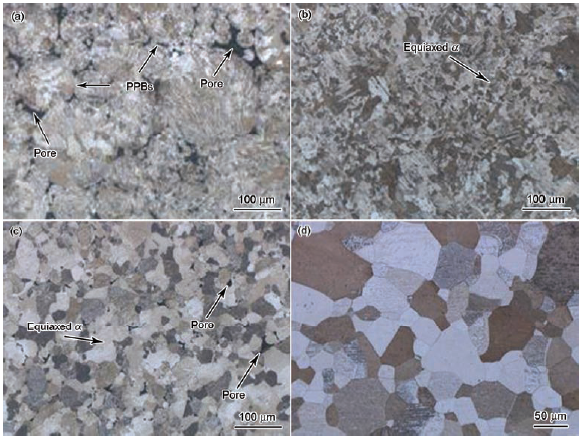
图3为不同热等静压制度下Ti-5Al-2.5Sn ELI粉末合金的OM像. 可以看出, 当热等静压温度和压力较低(800 ℃, 40 MPa)时, 粉末合金内部存在大量的孔隙缺陷, 致密度仅为93.22%, 原始颗粒边界(prior particle boundaries, PPBs)清晰可见, 粉末合金的显微组织保留了快速凝固粉末组织的特征(图3a). 当热等静压制度为800 ℃, 140 MPa时, 粉末合金的致密度(99.43%)由于热等静压压力的升高获得显著的提升, 粉末合金内部仅存在微量孔隙且孔隙尺寸较小; 虽然显微组织仍保留快速凝固粉末的部分特征, 但是由于预合金粉末在较大的热等静压压力下发生明显的塑性变形进而在大颗粒粉末边缘形成细小的等轴晶(图3b). 当热等静压制度为890 ℃, 40 MPa时, 粉末合金的致密度(96.65%)由于热等静压温度的升高而升高, 粉末合金内部仍存在一定量的孔隙, 但是组织状态发生明显变化, 显微组织由细小等轴α相组成(图3c). 当热等静压制度为940 ℃, 140 MPa时, 粉末合金可以达到理论全致密(>99.50%), 显微组织为等轴晶组织, 平均晶粒尺寸约为60 μm (图3d). 由图3c和d可知, 升高热等静压温度, 粉末合金组织粗化效果明显, 因此为了得到细小的等轴晶组织, Ti-5Al-2.5Sn ELI预合金粉末的热等静压温度不宜超过940 ℃.
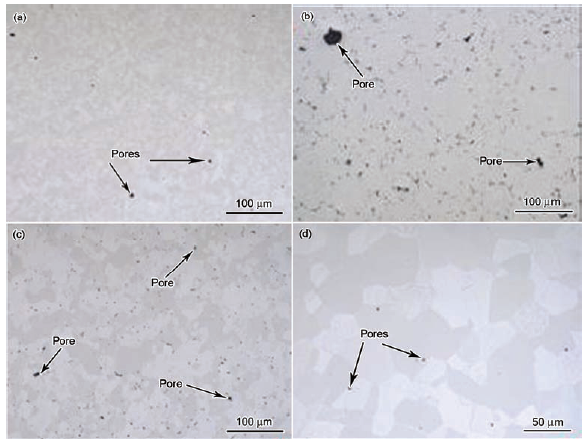
孔隙、显微组织和杂质含量是影响钛合金粉末冶金制品冶金质量的重要因素, 其中以孔隙的影响最为显著[14, 24]. 除孔隙率外, 孔隙的尺寸和分布也会对粉末合金的力学性能产生显著的影响. 图4给出了不同热等静压制度下Ti-5Al-2.5Sn ELI粉末合金孔隙分布. 可以看出, 不同热等静压制度下的粉末合金虽然致密度有所差异, 但是孔隙均匀分布. 通过金相法统计了不同热等静压制度下Ti-5Al-2.5Sn ELI粉末合金内部最大孔隙尺寸, 每个样品选取20个视场进行观察, 结果如表2所示. 可以看出, 当致密度(<96.65%)较低时, 最大孔隙尺寸可达120 μm左右; 随着致密度的升高, 最大孔隙尺寸逐渐减小, 当粉末合金的致密度大于99.43%时, 最大孔隙尺寸在15 μm以下; 当粉末合金的致密度达到99.72%以上时, 最大孔隙尺寸约为10 μm. 理论全致密的Ti-5Al-2.5Sn ELI粉末合金内部仍然存在微量孔隙, 但孔隙尺寸均在10 μm以下(图4d).
不同热等静压制度下Ti-5Al-2.5Sn ELI粉末合金的力学性能如表3所示. 可以看出, 当致密度大于98.88%时, 粉末合金的室温抗拉强度均在785 MPa以上, 室温延伸率大于12%, 能够满足Ti-5Al-2.5Sn锻造退火棒材的拉伸性能标准(GB/T 2965-1996). 值得注意的是, 当热等静压制度为800 ℃, 140 MPa, 3 h时, 虽然粉末合金的致密度仅为99.43%, 但是具有最高的室温和低温抗拉强度. 同时, 在890 ℃, 140 MPa, 3 h条件下成型的粉末合金, 其室温和低温抗拉强度高于940℃, 140 MPa, 3 h条件下成型的粉末合金, 这主要与粉末合金的微观组织有关. 在800 ℃, 140 MPa, 3 h条件下成型的合金晶粒细小并保留了部分快速凝固粉末的组织特征(图3b); 在890 ℃, 140 MPa, 3 h条件下成型的合金显微组织由细小的等轴晶组成, 晶粒尺寸约为15 μm; 而在940℃, 140 MPa, 3 h 条件下成型的合金显微组织由相对粗大的等轴晶组成, 晶粒尺寸约为60 μm (图3d).
表3 不同热等静压制度下Ti-5Al-2.5Sn ELI粉末合金的力学性能
Table 3 Mechanical properties of PM Ti-5Al-2.5Sn ELI alloys under various HIPing conditions
| Process | 25 oC | -253 oC | ||||||
|---|---|---|---|---|---|---|---|---|
| σb / MPa | σs / MPa | δ / % | A / (kJm-2) | σb / MPa | σs / MPa | δ / % | ||
| HIP-1 | 611 | BF | BF | 33 | BF | BF | BF | |
| HIP-2 | 843 | 752 | 13.3 | 213 | BF | BF | BF | |
| HIP-3 | 860 | 755 | 16.2 | 419 | 1530 | 1390 | 16.3 | |
| HIP-4 | 768 | 715 | 7.6 | 103 | 1440 | 1316 | 5.0 | |
| HIP-5 | 795 | 722 | 16.5 | 600 | 1460 | 1340 | 18.6 | |
| HIP-6 | 844 | 725 | 16.5 | 610 | 1480 | 1325 | 15.2 | |
| HIP-7 | 798 | 739 | 14.0 | 228 | 1440 | 1294 | 16.7 | |
| HIP-8 | 789 | 737 | 14.2 | 700 | 1433 | 1309 | 15.3 | |
| HIP-9 | 805 | 740 | 16.5 | 620 | 1450 | 1340 | 22.3 | |
由不同热等静压制度下Ti-5Al-2.5Sn ELI粉末合金的室温冲击性能和低温拉伸性能可知, 当粉末合金的相对致密度大于99.50%时, 室温冲击性能可以达到600 kJ/m2, 低温拉伸性能无明显区别, 与锻造合金的水平相当[10,25]. 因此, 在制备Ti-5Al-2.5Sn ELI粉末合金构件时, 应保证粉末合金构件各部位的致密度均在99.50%以上.
图3 不同热等静压制度下Ti-5Al-2.5Sn ELI粉末合金显微组织的OM像
Fig.3 OM images of PM Ti-5Al-2.5Sn ELI alloys HIPed at 800 ℃, 40 MPa, 3 h (a), 800 ℃, 140 MPa, 3 h (b), 890 ℃, 40 MPa, 3 h (c) and 940 ℃, 140 MPa, 3 h (d) (PPB—prior partical boundary)
利用II型包套在940 ℃, 140 MPa, 3 h条件下进行热等静压, 测试不同包套壁厚条件下Ti-5Al-2.5Sn ELI粉末合金的致密度, 结果如表4所示. 可以看出, 随着包套壁厚的增加, 粉末合金的致密度逐渐降低; 当包套壁厚大于5 mm时, 粉末合金的相对致密度在99.50%以下. 对比表2可以发现, 采用II型包套 (壁厚为3 mm)在940 ℃, 140 MPa, 3 h条件下与采用I型包套在940 ℃, 100 MPa, 3 h条件下成型粉末合金的致密度相同(99.72%). 考虑到I型和II型包套的几何尺寸, 虽然包套的壁厚相同, 但是包套的结构刚度不同, 这可能是导致在相同的热等静压制度下采用II型包套成型粉末合金的致密度低于采用I型包套的原因.
图4 不同热等静压制度下Ti-5Al-2.5Sn ELI粉末合金的孔隙分布
Fig.4 Porosity distribution of PM Ti-5Al-2.5Sn ELI alloys HIPed at 800 ℃, 140 MPa, 3 h (a), 890 ℃, 40 MPa, 3 h (b), 940 ℃, 40 MPa, 3 h (c) and 940 ℃, 140 MPa, 3 h (d)
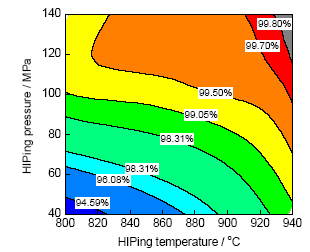
粉末的致密化过程主要发生在热等静压升温升压阶段, 经保温保压阶段可以获得理论全致密、显微组织均匀细小的粉末冶金合金, 所以选择合理的热等静压工艺参数(如温度、压力、保持时间等)十分关键. 为了便于分析热等静压温度和压力及其相互作用对粉末合金致密度的影响, 根据表2采用响应平面法(response surface methodology, RSM)绘制不同热等静压温度和压力下致密度的等高线云图, 如图5所示. 可以看出, 当热等静压温度小于800 ℃时, 即使热等静压压力在140 MPa以上, 粉末合金的致密度也难以达到99.50%以上; 升高热等静压温度至860 ℃, 当热等静压压力大于120 MPa时, 粉末合金的致密度在99.50%以上; 继续升高热等静压温度至940 ℃, 当热等静压压力大于80 MPa, 粉末合金的致密度可达到99.50%以上. 相比于热等静压压力, 热等静压温度是粉末热等静压致密化过程的最关键因素.
图5 不同热等静压制度下Ti-5Al-2.5Sn ELI粉末合金致密度云图
Fig.5 Contour map of relative density of PM Ti-5Al-2.5Sn ELI alloys under different HIPing conditions
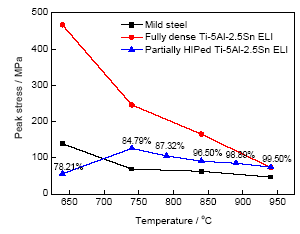
图6为不同温度下低碳钢和全致密Ti-5Al-2.5Sn ELI粉末合金以及中断粉末压坯试样在各自中断温度下的峰值应力. 可见, 在940 ℃中断实验的粉末压坯, 其峰值应力与全致密粉末合金的相当. 根据致密化理论[22], 塑性变形对粉末完成致密化进程贡献最大, 而高温扩散有利于粉末致密化最终阶段的完成. Ti-5Al-2.5Sn ELI预合金粉末要完成致密化过程, 热等静压压力应该大于致密化不同阶段的中断粉末压坯的峰值应力, 接近甚至超过全致密粉末合金流变应力的水平. 因此, 当热等静压温度大于860 ℃、热等静压压力大于120 MPa, 粉末合金可以达到完全致密化, 这与Ti-5Al-2.5Sn ELI粉末合金致密度云图(图5)中的结果相符.
图6 低碳钢和全致密以及中断Ti-5Al-2.5Sn ELI粉末合金的峰值应力
Fig.6 Peak stress of mild steel, fully dense and partially HIPed Ti-5Al-2.5Sn ELI alloys at different temperatures (The individual partially HIPed samples are tested at the temperature at which they have been HIPed and the respective relative densities are given)
以粉末合金的致密度为依据, Ti-5Al-2.5Sn ELI粉末合金的热等静压窗口为热等静压温度860 ℃以上, 热等静压压力在120 MPa以上, 保温保压3 h. 但是为平衡粉末合金的显微组织和力学性能, 本工作实验条件下Ti-5Al-2.5Sn ELI预合金粉末的热等静压工艺窗口为890~940 ℃, 压力120 MPa以上, 保温保压3 h.
包套是粉末合金热等静压成型所必需的容器, 一方面包套需要将气体压力传递到内部的粉末材料上, 由于包套对压力的屏蔽作用, 应尽量减小包套的壁厚; 另一方面, 增加包套壁厚有利于保持包套的刚度, 从而保证粉末冶金构件最终的形状和致密化完成[5]. 因此, 分析包套结构对热等静压压力的屏蔽具有重要的工程应用价值.
董平[26]分析了包套对等静压压力的屏蔽作用, 发现对于圆柱形包套, 其室温下屏蔽压力可通过下式进行计算:
式中, Po为屏蔽压力, d为包套壁厚, r为包套内腔半径, σ为包套材料的屈服应力. 当σ为不同温度下包套材料的屈服应力时, 即可计算热等静压过程中包套对粉末体的屏蔽压力. 由式(2)可知, 圆柱形包套的屏蔽压力与壁厚半径比(d/r)有关. 由表4可知, 当d/r等于0.67时, Ti-5Al-2.5Sn ELI粉末合金的致密度为99.50%. 因此在设计圆柱形包套时, 应保证d/r小于0.67.
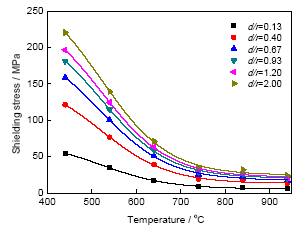
由低碳钢在不同温度下的流变应力(图6), 利用式(2)计算了不同d/r的包套在不同温度下对粉末体的屏蔽压力, 如图7所示. 可以看出, 随着温度的升高, 包套材料的屏蔽压力急剧降低. 由表2和4可知, 当II型包套的壁厚为3 mm时, 采用II型包套在940 ℃, 140 MPa, 3 h条件下与采用I型包套在940 ℃, 100 MPa, 3 h条件下成型的粉末合金具有相同的致密度. 而由式(2)可知, I型包套和II型包套在保温保压阶段的屏蔽压力分别为6.8和24.1 MPa. 由此可以推断包套的屏蔽作用对粉末致密化过程的影响不仅存在于保温保压阶段, 还存在于升温升压阶段. 根据致密度与热等静压过程时间的“S”型关系[10,22], 升温升压阶段对应粉末致密度升高最快的阶段. 因此升温升压过程中包套的屏蔽作用越大, 则需要进一步提升热等静压压力或者改变热等静压工艺路径, 如在升温升压阶段增设保温保压台阶[27], 从而抑制包套的屏蔽作用获得致密度更高的粉末合金.
图7 不同d/r的包套在不同温度下的屏蔽压力
Fig.7 Shielding stress of capsule with different d/r value at different temperatures
通过研究热等静压温度和压力对Ti-5Al-2.5Sn ELI粉末合金致密度、显微组织和力学性能的影响, 获得了相对宽泛的Ti-5Al-2.5Sn ELI粉末热等静压成型工艺窗口. 包套的屏蔽效应可能会降低粉末合金的致密度, 从而恶化粉末合金的力学性能. 然而通过优化包套结构设计(d/r)和选取合适的热等静压参数以及工艺途径, 可以有效降低包套屏蔽效应的影响, 使粉末合金构件各部位的致密度达到99.50%以上.
表4 不同包套参数作用下Ti-5Al-2.5Sn ELI粉末合金的致密度
Table 4 Relative densities of PM Ti-5Al-2.5Sn ELI alloys HIPed with different capsule parameters
| d / mm | r / mm | d/r | ρ / % |
|---|---|---|---|
| 1 | 7.5 | 0.13 | 99.90 |
| 3 | 7.5 | 0.40 | 99.72 |
| 5 | 7.5 | 0.67 | 99.50 |
| 7 | 7.5 | 0.93 | 99.20 |
| 9 | 7.5 | 1.20 | 98.90 |
| 15 | 7.5 | 2.00 | 98.50 |
| 3 | 20.0 | 0.15 | 99.90 |
(1) 采用预合金粉末热等静压工艺可以制备全致密的Ti-5Al-2.5Sn ELI 粉末合金, 其力学性能可达到锻造合金的水平.
(2) Ti-2.5Al-2.5Sn ELI预合金粉末优化后的热等静压成型工艺窗口为温度890~940 oC, 压力120 MPa以上, 保温保压3 h.
(3) 包套的屏蔽作用会降低Ti-2.5Al-2.5Sn ELI粉末合金的致密度. 通过优化包套结构设计和选取合适的热等静压参数以及工艺途径, 可以有效降低包套屏蔽效应的影响, 使粉末合金构件各部位的致密度达到99.50%以上.
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}