
付伟 , 宋晓国
, 宋晓国
FU Wei, SONG Xiaoguo
中图分类号: TG454
文献标识码: A
文章编号: 0412-1961(2016)06-0734-07
通讯作者:
收稿日期: 2015-09-25
网络出版日期: 2016-06-15
版权声明: 2016 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介: 付伟, 男, 1989年生, 博士生
展开
摘要
在950 ℃, 30 min条件下, 采用含活性元素Ti的Sn0.3Ag0.7Cu-xTi (x=1.0, 1.2, 1.4, 1.6, 1.8, 质量分数, %)金属粉末对石墨进行反应金属化, 然后用Sn0.3Ag0.7Cu钎料在真空条件下实现了紫铜和石墨的间接钎焊. 钎焊接头的典型界面结构为: 紫铜/Cu3Sn/Cu6Sn5/β-Sn/TiC/石墨. 在反应金属化过程中金属化粉末中的Ti起到重要作用, 而Ti含量对钎焊接头的界面组织和抗剪强度没有影响. 随着钎焊温度升高, 紫铜中越来越多的Cu溶解到液相钎料中反应生成Cu-Sn化合物, 接头的抗剪强度有一定程度的提高. 断口分析表明: 接头主要在β-Sn层中断裂, 并呈现韧性断裂. 当Cu-Sn化合物充满整个钎缝(600 ℃), 接头强度大幅提高, 达到30 MPa, 接头在石墨母材完全断裂.
关键词:
Abstract
Graphite and metal composite structures were widely used in aerospace, electrical engineering and electronics. Because of its conveniences and less cost, brazing was widely used to bond graphite and metals. Due to the differences in microstructure, graphite was difficult to be wetted by traditional braze alloys. To improve the wettability of traditional brazing alloys on graphite, active brazing process and indirect brazing process were developed to braze graphite to metals. As to active brazing process, active elements (such as Ti, Cr, Zr) were added into traditional brazing alloys, a high brazing temperature, was essential to guarantee the reaction of active elements with graphite. However, the mechanical properties of metals will degrade under high temperature. Electroplating and chemical plating were the general techniques for indirect brazing process. The covered coating had a mechanical combination which decreased the joint strength, rather than metallurgical bonding with graphite. Therefore, in this work, a new metallization method was proposed. On the one hand, a metallurgical bonding was formed between metallization layer and graphite substrate. On the other hand, graphite could be brazed to metal at a relatively low temperature. Firstly, graphite was metalized by Ti-containing Sn0.3Ag0.7Cu metallization powder at 950 ℃ for 30 min. Then metalized graphite was brazed with copper by Sn0.3Ag0.7Cu successfully. The typical interfacial structure of brazed joint was copper/Cu3Sn/Cu6Sn5/β-Sn/TiC/graphite. Element Ti of metallization powder played an important role in metallization process for a reaction layer TiC was formed on the interface of graphite and metallization layer. Nevertheless, Ti contents had no effect on interfacial structure and shear strength of brazed joint. With the increase of brazing temperature, more and more element Cu dissolved into molten solder and formed Cu-Sn compounds by reacting with Sn. Furthermore, shear strength was improved slightly. Fracture analysis reveals that cracks extended along β-Sn layer and presented ductile fracture. When Cu-Sn compounds occupied the entire brazing seam (joint brazed at 600 ℃), shear strength improved remarkably and reached 30 MPa. Additionally, the joint was fractured in graphite entirely.
Keywords:
石墨具有高熔点、低密度、低热膨胀系数、抗腐蚀、抗热疲劳等优良性能, 广泛应用于航空航天、能源、电力电子等领域, 特别是在核工业和汽车制造领域[1,2]. 但是石墨的机械性能较差, 常常需要与金属材料连接, 实现性能方面的互补. 紫铜具有优良的导电和导热性能以及较好的机械性能. 实现石墨与紫铜的可靠连接, 可以拓展石墨的应用领域.
目前, 由于钎焊具有经济性和方便性, 是实现石墨与金属连接的常用办法[3~7]. 但是, 由于石墨表面能较低, 传统的钎料合金在石墨表面很难润湿, 为了提高钎料的铺展润湿性, 进而得到可靠的接头, 常常采用2种方法实现石墨与金属的连接: 表面金属化和活性钎焊法. 表面金属化方法首先对石墨进行表面改性, 提高其活性, 常用的方法有电镀、化学镀和气相沉积等[8,9]. 采用此类方法, 镀层与基体之间没有形成冶金结合, 导致它们之间结合力较弱, 不利于保证接头的连接强度. 活性钎焊法[10~13]即在钎料中添加活性元素(如Ti, Zr, Cr等), 该活性元素可以与石墨基体反应生成碳化物, 为实现连接奠定基础. 但是为了保证活性元素的活性, 较高的温度(一般在850 ℃以上)是实现连接的必要条件, 而高的连接温度很可能会导致金属母材力学性能的降低.
针对现有石墨与金属连接技术中存在的弊端, 本课题组提出了一种石墨表面金属化方法[14]. 采用此方法既可以实现金属化层与石墨基体之间的冶金结合, 提高结合强度, 又可以在一定程度上降低石墨与金属的连接温度, 保证金属的力学性能. 因此, 本工作将活性元素Ti添加到Sn0.3Ag0.7Cu (质量分数, 下同, 简称SAC) 钎料中构成金属化粉末, 并对石墨进行金属化处理, 使金属化层与石墨基体之间形成冶金结合. 然后用Sn0.3Ag0.7Cu钎料实现了石墨与紫铜的间接钎焊, 揭示了金属化机理, 并研究了Ti含量及钎焊温度对钎焊接头的界面微观组织和力学性能的影响规律.
实验采用密度为1.8 g/cm3, 气孔率为15%的高强石墨, 用电火花线切割设备将其加工为5 mm×5 mm×5 mm的块体. 紫铜牌号为T2, 将其加工为10 mm×10 mm×3 mm和20 mm×10 mm×3 mm 2种尺寸的待焊试样, 分别用于组织观察和性能测试. 采用QM-SB型行星球磨机将Ti粉和商用SAC进行混合, 球磨时间为8 h, 获得金属化粉末SAC-x%Ti (x=1.0, 1.2, 1.4, 1.6, 1.8, 质量分数, %).
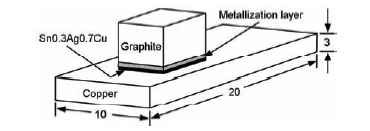
在石墨表面涂覆厚度为50 μm的金属化粉末, 将石墨放入钎焊炉中进行金属化处理, 以25 ℃/min的速率加热到950 ℃, 保温30 min, 然后以10 ℃/min的速率降温至600 ℃后炉冷至室温取出, 得到金属化的石墨块, 然后用1000号SiC砂纸将金属化层表面打磨至约20 μm. 将其与紫铜按照如图1所示的结构进行装配, 形成钎焊结构. 为了保证钎料与待焊工件之间的紧密接触, 在石墨上方施加压力0.5 N. 将钎焊结构放入钎焊炉中, 以10 ℃/min的速率加热到钎焊温度(520~600 ℃), 保温5 min, 然后以10 ℃/min的速率降温至300 ℃, 最后随炉冷至室温取出. 金属化和钎焊之前, 工件均放入丙酮中超声清洗15 min. 金属化和钎焊过程中, 炉内真空度均达到1.33×10-3 Pa.
采用S-3400扫描电子显微镜(SEM)对金属化层和紫铜/石墨钎焊接头界面组织进行观察, 并对反应产物进行能谱(EDS)分析; 使用DX-2700 X射线衍射仪(XRD)对石墨界面反应产物进行物相分析; 采用Instron-1186电子万能试验机对钎焊接头进行抗剪强度测试以评价接头的连接性能, 加载速率为1.0 mm/min. 同一工艺参数下, 钎焊接头的抗剪强度值为5个试样的平均值.
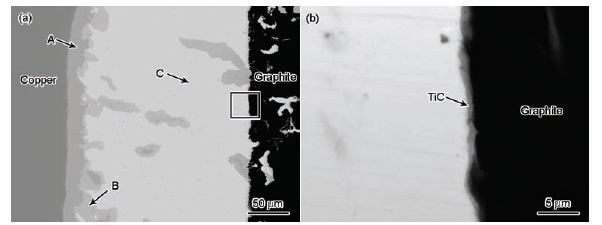
图2 Ti含量为1.4%时金属化层典型微观组织的SEM像
Fig.2 SEM image of metallization layer with Ti content of 1.4%
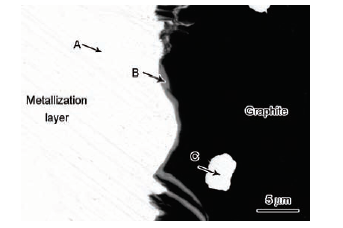
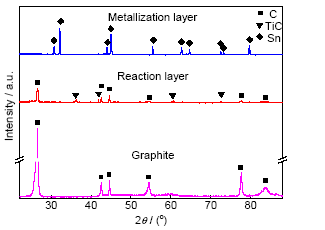
图2为Ti含量为1.4% (质量分数, 下同) 时得到的金属化层的典型微观组织的SEM像. 可以看出, 金属化层与石墨基体结合良好, 没有孔洞和裂纹等缺陷. 金属化层主要为白色相A, 金属化层与石墨的界面存在着一层厚度约为1 μm的灰色相B, 同时石墨基体中出现少量的白色相C. 表1为金属化层反应产物的EDS分析结果. 可见, 金属化层和石墨基体中的亮白色相主要含有Sn, 金属化层和石墨的界面反应层主要含有Ti和C元素, 结合元素化学计量比推测亮白色金属化层为β-Sn, 灰色反应层为TiC. 石墨、金属化层和反应层的XRD谱如图3所示. 结果表明, 金属化层的主要成分为β-Sn, 石墨界面反应层主要为TiC相. 该XRD分析结果与EDS分析结果相吻合.
图3 石墨、金属化层和反应层的XRD谱
Fig.3 XRD spectra of graphite, metallization layer and reaction layer(1)
由于金属化粉末中主要含有Sn和Ti 2种元素, 因此主要分析这2种元素在金属化过程中的作用. 由Sn-Ti二元相图[15]可知, 当温度达到Sn的熔点后, Ti开始向液相Sn中溶解, 随着温度的升高, Ti的溶解量逐渐增加. 在金属化温度条件下, Ti和Sn的溶解比约为85.84∶14.16 (质量比), 所以金属化粉末中的Ti可以完全溶解到液相Sn中. 活性元素Ti与C具有较大的亲和力[16], 所以液相Sn中的Ti向石墨基体侧发生扩散并在石墨界面富集, 按下式反应生成TiC:
此反应的Gibbs自由能ΔG=-185.30+0.012T (kJ/mol) 在金属化温度950 ℃(1223 K)时为负值, 可以自发进行[17].
Sn在石墨表面很难润湿[18], 但TiC反应层的形成可以有效促进液相Sn的铺展润湿[19~22], 使得液相Sn能够在石墨表面良好的铺展. 在降温阶段, 当温度降至液相线后, 液相开始凝固形成β-Sn, 最终形成了β-Sn/TiC/石墨的界面结构.
综上所述, 石墨金属化过程中活性元素Ti与石墨反应生成TiC反应层, 实现了金属化层与石墨基体的有效结合, 在石墨表面得到以β-Sn为基体的金属化层, 有效改善了石墨的表面活性.
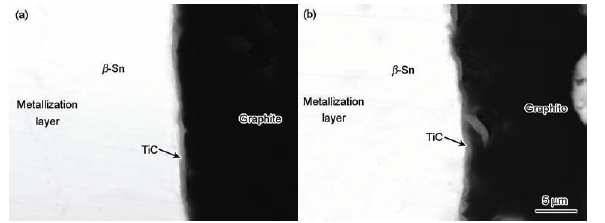
由金属化机理可知, Ti在金属化过程中起到至关重要的作用, 因此有必要研究Ti含量对金属化层界面结构的影响. 图4为金属化粉末中Ti含量对金属化层界面组织的影响. 结合图2可以看出, Ti含量的增加对金属化层基体未产生影响, 主要为β-Sn相.随着Ti含量的增加, 反应层的厚度有一定程度的增加, 这是由于金属化粉末中Ti含量增多, 扩散到石墨界面并与石墨反应的Ti增多, 使得反应层的厚度增加.
图4 Ti含量对金属化层界面结构的影响
Fig.4 Effect of Ti contents on the interfacial structure of metallization layer with Ti contents of 1.0% (a) and 1.8% (b)
表1
Table 1 EDS results of the metallization layer in
| Point in Fig.2 | Sn | Ag | Cu | Ti | C | Possible phase |
|---|---|---|---|---|---|---|
| A | 98.34 | 0.52 | 1.07 | 0.07 | - | β-Sn |
| B | 2.51 | 0.01 | 0.06 | 49.56 | 47.86 | TiC |
| C | 93.72 | 0.47 | 0.85 | 0.38 | 4.58 | β-Sn |
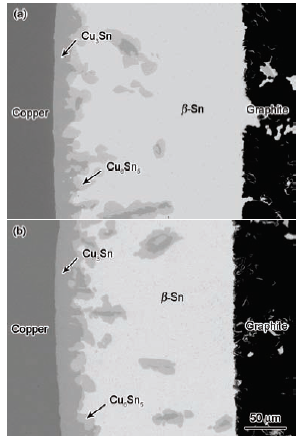
图5a为Ti含量1.6%, 钎焊温度520 ℃, 保温5 min条件下, 典型紫铜/石墨接头界面组织形貌的SEM像. 可以看出, 钎料与紫铜和金属化层反应充分, 接头结合良好, 没有形成孔洞和裂纹等缺陷. 接头中主要包括3种特征相: 紧邻紫铜厚度约25 μm的深灰色相A, 不规则形状的灰色相B和靠近石墨母材的白色相C. 表2为图5a中不同物相的EDS分析结果. 可见, 紧邻紫铜母材的深灰色相为Cu3Sn相, 灰色相为Cu6Sn5相, 白色相为β-Sn相. 图5b为紫铜/石墨钎焊接头石墨母材侧(图5a方框区域)的SEM像. 可以看出, 该侧仍然存在着连续的TiC反应层, 说明钎焊过程对TiC反应层没有影响.
图5 Ti含量为1.6%, 钎焊温度520 ℃, 保温5 min时典型紫铜/石墨接头界面组织形貌的SEM像
Fig.5 Low (a) and locally high (b) magnified SEM images of copper/graphite joint brazed at 520 ℃ for 5 min with Ti content of 1.6%(2)
在钎焊过程中, 当温度达到钎料的熔点后, 钎料开始熔化. 一方面, 紫铜中Cu向液相钎料中溶解, 与Sn元素通过反应式(2)生成Cu6Sn5相, 然后通过反应式(3)生成Cu3Sn相[23~25]:
(3) 
另一方面, 液相钎料与金属化层发生物质的交换, 在冷却过程中, 结合在一起, 最终实现了钎料与金属化层的连接.
综上所述, 采用SAC钎料实现了紫铜与金属化石墨的可靠连接, 紫铜/石墨钎焊接头的典型界面结构为紫铜/Cu3Sn/Cu6Sn5/β-Sn/TiC/石墨.
表2
Table 2 EDS results of points marked in
| Point in Fig.5a | Sn | Ag | Cu | Ti | Possible phase |
|---|---|---|---|---|---|
| A | 24.65 | 0.30 | 75.05 | 0 | Cu3Sn |
| B | 44.92 | 0.15 | 54.88 | 0.05 | Cu6Sn5 |
| C | 97.93 | 0.47 | 0.85 | 0.75 | β-Sn |
图6为Ti含量对紫铜/石墨接头界面组织的影响. 可以看出, 紫铜母材侧存在着约25 μm厚的Cu3Sn相, 灰色的Cu6Sn5相和白色β-Sn相, 它们的分布和形态与图5a大致相似, 说明Ti含量对紫铜/石墨钎焊接头的界面组织没有影响.
图6 钎焊温度520 ℃, 保温5 min时Ti含量对紫铜/石墨接头界面组织的影响
Fig.6 Interfacial microstructures of copper/graphite joints brazed at 520 ℃ for 5 min with Ti contents of 1.2% (a) and 1.8% (b)
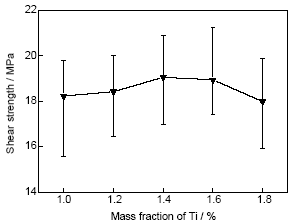
图7为Ti含量对接头抗剪强度的影响. 可以看出, Ti含量对接头的抗剪强度没有影响, 抗剪强度基本保持在18 MPa.
图7 Ti含量对接头抗剪强度的影响
Fig.7 Effect of Ti content on the shear strength of brazed joints
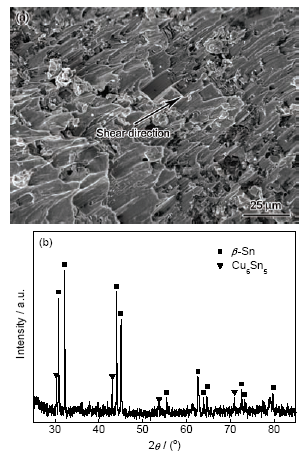
图8a为Ti含量为1.6%, 钎焊温度520 ℃, 保温5 min条件下紫铜/石墨钎焊接头的断口形貌的SEM-SE (二次电子)像. 可以看出, 沿着剪切方向出现“杯状”剪切韧窝, 接头呈现韧性断裂. 图8b为接头断口的XRD谱. 可以看出, 断口主要存在β-Sn相, 并有少量的Cu6Sn5相. 结合图8a, 推断在抗剪强度测试中接头在β-Sn层中断裂.
图8 Ti含量为1.6%, 钎焊温度520 ℃, 保温5 min条件下紫铜/石墨钎焊接头断口形貌及XRD谱
Fig.8 SEM-SE image (a) and XRD spectrum (b) of fracture of copper/graphite joint brazed at 520 ℃ for 5 min with Ti content of 1.6%
在金属化过程中, 金属化粉末中的Ti除了在β-Sn层中微量存在, 主要与石墨基体发生反应生成了TiC反应层. 由前面的分析可知, 钎焊的实质是钎料与金属化层(β-Sn)之间的相互作用, 钎焊过程未对TiC反应层产生影响, 所以, 在钎焊过程中Ti仍然主要存在于反应层, 未重新分配, 而且接头在β-Sn层处断裂. 综上所述, Ti对钎焊接头界面结构和抗剪强度没有影响.
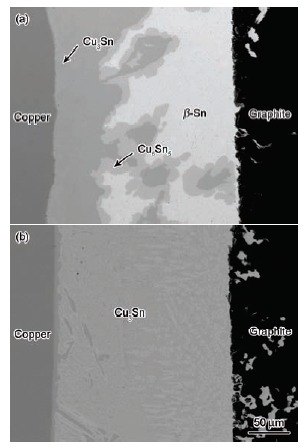
图9为Ti含量为1.6%时钎焊温度对紫铜/石墨接头界面组织的影响. 结合图5a所示钎焊温度为520 ℃的界面组织可见, 随着钎焊温度的升高, 接头中Cu-Sn化合物的生成量逐渐增加, β-Sn相逐渐减少. 如图9b所示, 当钎焊温度达到600 ℃时, 钎缝中充满Cu-Sn化合物, β-Sn相完全消失. 钎焊温度升高, Cu-Sn化合物含量逐渐增多是因为在较高的温度条件下, 紫铜母材中的Cu向液态钎料中的溶解量增加, 最终与Sn反应生成的Cu-Sn化合物量增多.
图9 Ti含量为1.6%时钎焊温度对紫铜/石墨接头界面组织的影响
Fig.9 Effects of brazing temperature on the interfacial microstructure of copper/graphite joints brazed at 540 ℃ (a) and 600 ℃ (b) with Ti content of 1.6%
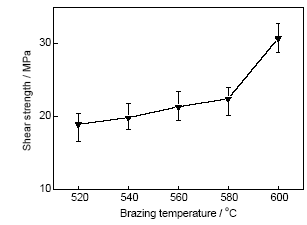
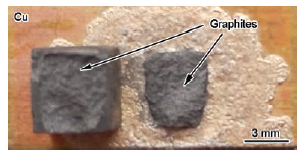
图10为Ti含量为1.6%时钎焊温度对接头抗剪强度的影响. 当钎焊温度由520 ℃上升到580 ℃时, 接头的抗剪强度有小幅度增加, 当钎焊温度达到600 ℃时, 抗剪强度大幅度提高. 当钎焊温度低于580 ℃时, 接头主要在β-Sn层中断裂, 随着钎焊温度升高, β-Sn层中的Cu-Sn化合物含量有所增加, 其阻碍了裂纹的扩展, 导致接头的抗剪强度有小幅度增加. 当钎焊温度达到600 ℃时, Cu-Sn化合物充满整个钎缝, 钎缝不再是接头的薄弱环节, 接头完全在石墨母材中断裂, 如图11所示, 接头的结合强度得到大幅度提高.
图10 钎焊温度对紫铜/石墨接头抗剪强度的影响
Fig.10 Effect of brazing temperature on the shear strength of copper/ graphite joints with Ti content of 1.6%
图11 600 ℃时钎焊接头断口宏观照片
Fig.11 Fracture morphology of copper/graphite joint brazed at 600 ℃
(1) 采用机械球磨的方法制备了金属化粉末Sn0.3Ag0.7Cu-xTi (x=1.0, 1.2, 1.4, 1.6, 1.8, 质量分数, %), 在950 ℃, 30 min条件下对石墨进行金属化处理, 在石墨表面得到结合良好的金属化层, 典型的界面结构为β-Sn/TiC/石墨.
(2) 采用Sn0.3Ag0.7Cu钎料实现了石墨与紫铜的间接钎焊, 接头的典型界面结构为紫铜/Cu3Sn /Cu6Sn5/β-Sn/TiC/石墨. 金属化粉末中的Ti含量对钎焊接头的界面组织和抗剪强度没有影响.
(3) 随着钎焊温度的升高, 接头中Cu-Sn化合物的含量逐渐增多, 并最终充满整个焊缝. 当钎焊温度为520~580 ℃时, 抗剪强度有一定程度增加, 断口分析表明, 此时接头主要在β-Sn层中断裂; 当钎焊温度达到600 ℃时, 接头的抗剪强度大幅提高, 达到30 MPa, 接头在石墨母材中完全断裂.
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}