
王学林
WANG Xuelin
中图分类号: TG142
文献标识码: A
文章编号: 0412-1961(2016)06-0649-12
通讯作者:
收稿日期: 2015-08-24
网络出版日期: 2016-06-15
版权声明: 2016 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介: 王学林, 男, 1986年生, 博士生
展开
摘要
以Mn-Ni-Mo-Ti-B为主要合金系, 研制出适用于低温服役环境下的高强高韧管线钢埋弧焊丝, 并应用于30.8 mm厚K65管线钢现场焊接实验. 结果表明, 焊缝金属屈服强度达到583~689 MPa, 抗拉强度达到714~768 MPa, -40 ℃冲击功均在90 J以上, 焊缝具有优异的强韧性匹配. 焊丝直径为4.0 mm, 适用于四丝双面埋弧焊, 效率高, 且热影响区(HAZ) 低温韧性优异(-40 ℃冲击功>100 J). 采用OM, TEM和LePera方法对焊缝金属组织的观察表明, 焊缝组织主要为精细的针状铁素体、少量的先共析晶界铁素体、侧板条铁素体和弥散分布的细小马氏体/奥氏体(M/A) 岛状颗粒. 焊缝金属中0.2%Mo可以有效抑制先共析晶界铁素体及侧板条铁素体的生成, 晶粒细化作用显著. Mn和Ni的适量增加会促进针状铁素体的形成, 显著提高焊缝金属低温韧性. 但Mn, Ni配比不当而超过某个范围时将会导致马氏体或其它低温相变产物形成, 削弱低温韧性. 当K65焊缝金属中含(1.5%~2.0%)Mn, (0.9%~1.2%)Ni, (0.2%~0.25%)Mo时, 可以使其具有高强度的同时低温冲击韧性优异, 且在Mn与Ni配比含量不越过马氏体形成线(Ms线)的前提下, 可以采用加Mn减Ni的方法配比其合金含量.
关键词:
Abstract
Longitudinal submerged arc welding pipeline steels with heavy caliber and large wall thickness are widely applied in the oil gas transmission to enhance the transmission efficiency and save cost. K65 pipeline steels are the main material for the Bovanenkove-Ukhta oil & gas transmission project. It is required that the -40 ℃ low temperature toughness of weld metal and heat affected zone (HAZ) are over 60 J for K65 pipelines. This standard is much stricter than that of X80 pipelines. The pipeline with superior low temperature toughness is seldom investigated. In this work, the Mn-Ni-Mo-Ti-B alloy submerged arc welding wire with high strength and high tough ness was designed, which was favorable to obtain excellent low temperature toughness. The results showed that the weld metal had a good combination of strength and low temperature toughness, the yield strength was 583~689 MPa, the tensile strength was 714~768 MPa, and the impact absorbed energy at -40 ℃ was over 90 J. The wire with a diameter of 4.0 mm was suitable for double-sided submerged arc welding with four wires, and the -40 ℃ impact energy of HAZ was over 100 J. The microstructure of weld metal was primarily comprised of fine acicular ferrite (AF), proeutectoid grain boundary ferrite (GBF), ferrite side plates (FSP) and small martensite/austenite (M/A) constituents. The weld metal with 0.2%Mo can effectively restrain the formation of GBF and FSP, significantly refining the grain size. The increased Mn and Ni contents enhanced the low temperature toughness of weld metal by increasing the amount of acicular ferrite. However, the concentration of Mn and Ni should be controlled under a critical value; much more Mn and Ni additions would promote the formation of martensite or other low temperature microstructural features, which is detrimental to weld metal toughness. The optimum combination of alloying element content was (1.5%~2.0%)Mn, (0.9%~1.2%)Ni, (0.2%~0.25%)Mo. Excellent strength and toughness can be obtained through replacing Ni by Mn in the terms of the concentration of Mn and Ni being above the Ms line.
Keywords:
近年来, 随着中国与俄罗斯、里海地区国家能源合作的深入开展, 以及中俄天然气管道等项目的开工建设, 我国的油气管线设计与生产单位也越来越多的参与到俄罗斯管线建设中. 大口径、大壁厚直缝埋弧焊管的研发成为油气管线设计与生产的主流趋势, 其主要优点在于能够提高传输效率并降低管线工程建设及传输成本[1~4]. 2009年开始建设的Bovanenkove-Ukhta天然气管道项目采用K65钢管, 管径1420 mm, 输送压力11.8 MPa, 单管设计输气量约5×1010 m3/a, 代表了俄罗斯天然气管道的最高水平. K65级管线钢的强度要求与API X80基本一致, 但其更严格的低温韧性要求远大于X80钢[5,6]. 与X80钢的-20 ℃冲击韧性要求相比, K65钢要求其焊缝金属与热影响区(WM/HAZ)的-40 ℃冲击功均不低于60 J. 国内针对X80钢的研究已经很成熟, 但针对这种极低温性能要求的管线开发研究报道较少.
一般来说, 具有高强高韧的低合金焊缝组织主要为针状铁素体、粒状贝氏体及少量马氏体/奥氏体(M/A)的组织形态[7~10]. 因为焊缝中高含量的针状铁素体和细小的贝氏体可以显著提高微裂纹扩展抗力, 增强焊缝金属的强韧性. 焊缝中获得细针状铁素体是低合金高强钢焊缝强韧化的一种主要方式. 针状铁素体主要以夹杂物作为形核核心, 并易于在粗大的晶粒内部形核长大, 形成互锁式组织结构, 组织细小且无方向性排列[11,12], 针状铁素体晶界呈现大角度界面(>15°). 研究[12~14]表明, 焊缝中针状铁素体含量取决于奥氏体晶粒尺寸、可作形核的尺寸为0.2~0.5 μm夹杂物含量、与淬硬性有关的化学成分及焊缝实际的冷却速率. 采用不同种类及不同含量的合金元素, 焊缝中获得针状铁素体的比例是不同的. 焊缝中微量的Ti, B有利于针状铁素体的形核, TiN粒子作为形核质点, 在焊缝中弥散分布. 形核质点可以是单一的TiN质点, 也可是复合质点, 氧化物也可作为有效形核质点. 而Mn, Ni能改变焊缝凝固动力, 有利于针状铁素体的形成. 因此, 如何合理调控焊缝金属中合金元素以获得高含量的针状铁素体仍需详细而深入的研究. 而热影响区的低温韧性则与母材成分及焊接工艺紧密相关. 本研究针对K65级管线钢的组织与性能要求, 通过焊丝成分的合理设计, 实现焊缝以针状铁素体为主的组织控制. 通过调控Mn, Ni, Mo配比, 研究了4种合金含量对焊缝金属组织及力学性能的影响机理, 并对热影响区中各个微区组织进行表征及低温冲击韧性检测, 为高强高韧焊丝的国产化提供一定的设计思路与参考.
依据K65钢高强度、低温韧性的技术要求, 采用低碳Mn-Ni-Mo合金体系设计了4种焊丝, 其化学成分(质量分数, %)为: C 0.08, Si 0.1, S 0.006, P 0.01, (Mn+Ni+Mo) 2.5~4.2, 以及适量的Ti和B, Fe余量. 其指导依据是通过合金元素的细晶强化、固溶强化、相变强化等方式提高强度, 通过在焊缝内形成大量精细的交互式针状铁素体来提高韧性. 主要设计原则为: (1) 在低碳的基础上通过添加Mn和Mo等合金元素提高焊缝金属强度, 同时依据Mn, Ni对韧性的作用机制, 适当添加Ni来保障焊缝金属的低温冲击韧性; (2) B的添加有助于抑制先共析铁素体在晶界形核, 增加焊缝金属中针状铁素体的形成比例, 提高其低温韧性; 由于Ti与O, N均有极高的亲和力, 使得Ti的添加更有利于抑制B的氧化和氮化, 而形成的Ti的氧化物、氮化物可作为针状铁素体形核核心, 同样有利于提高针状铁素体比例, 保障低温韧性.
采用ZG-100B真空感应炉进行焊丝铸锭的熔炼, 锻造成方坯, 热轧成直径5.5 mm盘条, 最终加工成直径为4.0 mm的实心埋弧焊丝. 在真空感应炉中进行冶炼时, 保证焊丝原料中S, P, O, N和H的含量尽可能低, 焊接材料的选择上严格控制杂质元素的含量, 尽量避免Sn, Sb, Pb和As等有害元素的加入. 焊缝的纯净度是保证焊接接头力学性能的主要因素之一, 在焊丝的生产制造环节, 严格控制生产工艺流程和工艺参数, 保证焊丝在焊接过程中的稳定性.
钢板材质为30.8 mm厚K65级管线钢, 其化学成分(质量分数, %)为: C 0.06, Si 0.19, Mn 1.66, Ni 0.37, P 0.01, S 0.002, (Cr+Cu+V+Nb+Mo+Al) 0.74, (Ti+B) 0.017, Fe余量. 采用研发焊丝进行平板焊接实验, 焊剂选用常规牌号SJ101g. 焊接实验在六丝全自动多功能钢管焊接试验机上完成. 依据管线钢实际焊接工艺要求, 首先采用CO2∶Ar=1∶4 (体积比)的混合气体进行单丝气保护打底焊, 焊接电流550 A, 电压22 V, 焊接速率200 cm/min. 打底焊完成后进行双面四丝(同成分)埋弧填充焊, 相应焊接工艺参数如表1所示.
表1 埋弧焊接工艺参数
Table 1 Parameters of submerged arc welding
| Weld pass | Wire-1 | Wire-2 | Wire-3 | Wire-4 | Velocity | Heat input | |||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Current | Voltage | Current | Voltage | Current | Voltage | Current | Voltage | cmmin-1 | (η=0.9) | ||||
| A | V | A | V | A | V | A | V | kJcm-1 | |||||
| Inside | 950 | 33 | 850 | 36 | 750 | 40 | 600 | 42 | 110 | 57.5 | |||
| Outside | 1200 | 33 | 900 | 36 | 800 | 40 | 650 | 40 | 120 | 58.5 | |||
表2 焊缝金属化学成分
Table 2 Chemical compositions of the weld metal
| Weld metal | C | Si | Mn | Ni | Mo | P | S | Others |
|---|---|---|---|---|---|---|---|---|
| No.1 | 0.063 | 0.21 | 1.60 | 1.19 | 0.132 | 0.010 | 0.0046 | 0.305 |
| No.2 | 0.063 | 0.21 | 1.60 | 1.45 | 0.127 | 0.011 | 0.0050 | 0.307 |
| No.3 | 0.067 | 0.22 | 1.81 | 0.93 | 0.256 | 0.011 | 0.0054 | 0.301 |
| No.4 | 0.068 | 0.23 | 1.99 | 1.17 | 0.191 | 0.011 | 0.0057 | 0.313 |
焊后采用JY Profiler 2射频辉光放电发射光谱仪对设计的4种焊缝金属进行化学成分测定, 结果如表2所示. 低温冲击实验在INSTRON-450冲击试验机上进行, 室温拉伸实验在INSTRON-5585H拉伸试验机上进行, 硬度测量在TUKONTM 2500 Vickers硬度计上进行, 载荷为10 kg, 其各个检测试样取样位置如图1所示. 标准冲击试样尺寸为10 mm×10 mm×55 mm, 开口位置依据ASTM E1820-05a标准而定.
图1 焊接接头力学性能检测取样位置
Fig.1 Location of the measurement of mechanical properties in the test specimens (WM—weld metal, FL—fusion line, HAZ—heat affected zone, CGHAZ—coarse grained HAZ, FGHAZ—fine grained HAZ, ICHAZ—inter critical HAZ, ICCGHAZ—inter critical coarse grained HAZ, d—measuring distance)
对截取的焊接接头经砂纸磨制2000号后进行机械抛光, 分别采用4%硝酸酒精(体积分数)溶液侵蚀组织, LePera试剂侵蚀M/A形貌[15]. 利用OLYMPUS-BX51M光学显微镜(OM) 进行宏观形貌及M/A形态观察. 冲击断口形貌观察在UItra 55场发射扫描电镜(SEM)下进行. 同时, 利用FEI Tecnai G2 F20透射电子显微镜(TEM) 和电子背散射衍射 (EBSD) 分析针状铁素体(AF)和M/A形貌及大角晶界密度分布情况. EBSD工作距离为15 mm, 倾转角70°, 扫描步长0.1 μm.
图2给出了K65钢板热轧态显微组织. 由图可见, 钢板组织由贝氏体和少量铁素体构成. 力学性能检测结果表明, 钢板屈服强度为621 MPa, 抗拉强度为739 MPa, 总延伸率为20.8%, -40 ℃冲击功为269 J.
图1也显示了典型四丝双面埋弧焊接头宏观形貌. 断面组织观察以及超声探伤检测并未发现裂纹、气孔和夹渣等宏观缺陷, 焊缝内外表面成形良好.
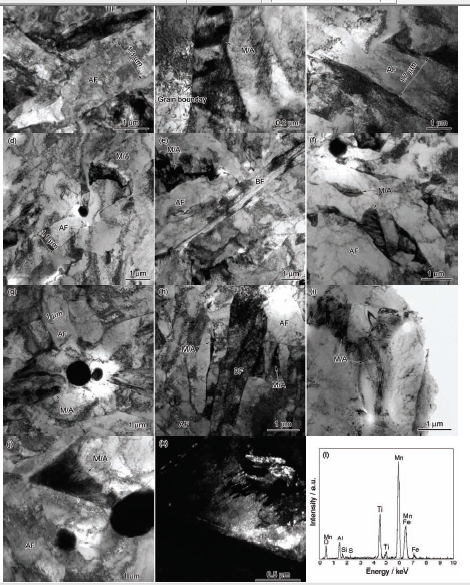
焊接接头外焊面心部区域显微组织和焊接处M/A形貌的OM像分别如图3和4所示. 根据Abson和Pargeter[16]对焊缝组织分类的定义, 焊缝金属组织主要由AF、先共析晶界铁素体(GBF)、侧板条铁素体(FSP)以及第二相M/A构成. 由图4所示的彩色OM像可以看出, 白色块状M/A弥散分布在焊缝基体中. 对焊缝金属组织进行定量分析, 结果如图5所示. 由图可见, 4种焊缝金属中AF含量可达70%~86% (体积分数), M/A所占比例约为7%~12%, 余量为高温形成的GBF和FSP. 图6a~k为焊缝金属显微组织的TEM像. 可见, M/A主要形成于柱状晶晶界、AF/AF或AF/BF(bainitic ferrite)界面, 且以块状或针状为主, 平均尺寸约为1.2 μm. Li和Baker[17]的研究表明, 这种均匀弥散分布的细小M/A并不会对冲击韧性造成严重损害.
图3 焊缝金属显微组织的OM像
Fig.3 OM images of weld metals of No.1 (a), No.2 (b), No.3 (c) and No.4 (d) (GBF—grain boundary ferrite, PCGB—prior columnar grain boundary, AF—acicular ferrite, FSP—ferrite sideplates)
图4 焊缝金属中马氏体/奥氏体(M/A)形貌的OM像
Fig.4 OM images of M/A in weld metals of No.1 (a), No.2 (b), No.3 (c) and No.4 (d) (M/A—martensite/austenite)
结合图3~5可以发现, Ni含量的增加可以降低GBF和FSP含量, 而M/A含量降低幅度较小, 但LePera照片对比发现M/A尺寸有所减小(No.1与No.2对比). GBF和FSP含量减少主要是由于Ni含量的增加降低了奥氏体转变温度, 抑制高温相变产物生成, 进而促进AF等中温转变产物形成. 同时, You等[18]的研究表明, 增加Ni含量会改变协变相变产物晶体学(packet)内(Bain group)的分布状况, 增强了奥氏体转变的完全性, 使得真实转变为M/A的奥氏体含量减少或尺寸减小. No.3和No.4焊缝组织中GBF和FSP含量显著减少, 且与No.1和No.2相比, AF尺寸更加均匀细小. 这主要是由焊缝金属成分的差异对相变过程的影响而产生的结果. No.3和No.4焊缝金属中Mn和Mo含量均高于No.1, 而No.3 Ni含量略有降低. Mn与Ni作用相近, Mn含量的增加, 同样会降低奥氏体转变温度, 抑制高温产物的转变, 增加中温转变产物的形成. 此外, Mn含量的增加还将引起含Ti/Mn/O的复合夹杂物含量提高, 从而为AF提供更多的形核位置, 起到细化晶粒的作用[19], 如图6d和g所示. 而Mo含量的适当增加可以抑制M23(CB)6的析出, 使有利于提高淬透性的固溶B更有效地在晶界偏聚, 进而抑制先共析晶界铁素体的转变, 促进针状铁素体的形成[20]. 此外, TEM像显示, 低Mn低Mo的No.1和No.2焊缝金属中(图6a~c), AF位错密度较低, 尺寸相对较大(厚度约1.5 μm), M/A形成于晶界位置且呈现分层结构. 而较高Mn含量的No.3 (图6e~f)和No.4 (图6g~k)焊缝金属中, AF较为细小(厚度约1.0 μm), 且主要以Ti/Mn/O/Al的复合夹杂物(图6l)为形核核心, 形成交错式组织结构. No.3焊缝金属中可以观察到少量低温板条贝氏体(BF), 而No.4组织中BF含量增加, 且M/A主要为孪晶马氏体结构, 说明其相变温度更低.
图6 焊缝金属Nos.1~4显微组织的TEM像和No.4中夹杂物的EDS分析
Fig.6 TEM images of AF (a, c, d, g), M/A (b, f, i, j, k), BF (e, h) in weld metals of No.1 (a, b), No.2 (c), No.3 (d~f), No.4 (g~k), and EDS analysis of inclusion in No.4 shown in
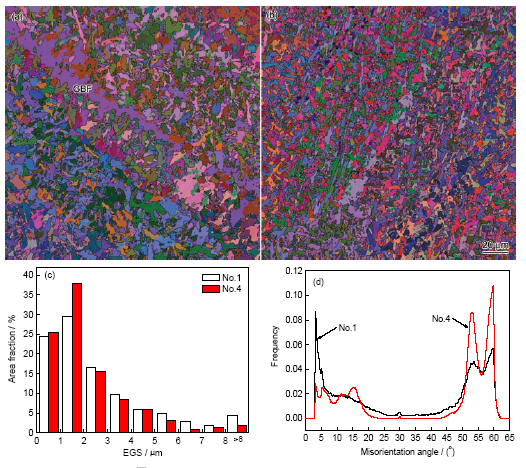
对管线钢韧性的研究结果[21~24]表明, 对材料韧性起积极作用的是晶界取向差大于15°的晶粒, 即有效晶粒(EGS). 有效晶粒尺寸越小, 大角晶界密度越高, 而大角度晶界可以有效阻碍裂纹扩展, 提高冲击韧性. 综合OM及TEM像可知(图3和6), No.1和No.2晶粒尺度相当, No.3和No.4晶粒尺度差别不大. 因此, 选取No.1和No.4焊缝金属进行有效晶粒及大角晶界密度分析, 结果如图7所示. 由图7a和b可以看出, No.1原始奥氏体晶界处形成了大量粗大的GBF及FSP, 而较高Mn和Mo含量的No.4焊缝金属为精细的AF, 且晶界附近并未形成粗大的GBF及FSP. 图7c的EGS统计结果显示, 2种焊缝金属的EGS主要集中分布在0~5 μm范围, 而No.4焊缝金属中晶粒尺寸为0~2 μm的面积分数高于No.1, 说明No.4有效晶粒尺寸小于No.1, 且平均晶粒尺寸(约为2.1 μm)也低于No.1 (约为2.6 μm). 由图7d也可以看出, No.1焊缝金属的小角度晶界(≤15°)密度显著高于No.4. 统计结果显示, No.4大于15°的晶界密度达到76.8%, 高于No.1的67.1%, 其差异主要是对冲击韧性贡献较大的大于45°或50°的大角晶界. 由此可见, 适当提高焊缝金属中Mn和Mo的含量可以抑制先共析铁素体形成, 提高AF体积分数, 同时细化AF晶粒尺寸, 增加大角晶界密度.
图7 焊缝金属No1.和No.4的EBSD像和有效晶粒尺寸
Fig.7 EBSD images of weld metals of No.1 (a) and No.2 (b), distributions of effective grain size (EGS) (c) and misorientation angle (d)
图8和9分别为No.3焊接接头HAZ中各个微区的组织形貌及M/A分布状况. 由熔合线(FL)过渡到母材, HAZ主要分为粗晶热影响区(CGHAZ)、细晶热影响区(FGHAZ)和临界热影响区(ICHAZ). CGHAZ晶粒粗大, 奥氏体晶粒尺寸达到80~100 μm, 晶粒内部组织由粒状贝氏体和较为粗大的板条贝氏体组成. 这种组织由于板条之间没有碳化物等脆性相存在, 且M/A呈现细小粒状和针状/薄膜状, 因此韧性并不差[21]. FGHAZ晶粒尺寸比较细小, 约10 μm. 组织以铁素体为主, 另有少量贝氏体及由铁素体包裹的块状M/A. ICHAZ是母材被加热到两相区(Ac1 (加热时, 开始形成奥氏体的温度)和Ac3 (加热时, 铁素体转变为奥氏体的终了温度)温度之间)后经过部分奥氏体回转在冷却过程再相变形成的. 组织以细小的铁素体和贝氏体为主, 较粗大的M/A分布在铁素体及贝氏体边界. 临界粗晶热影响区(ICCGHAZ)是CGHAZ再次受到两相区热循环后形成的. 晶粒内部为粗大的粒状贝氏体和板条贝氏体, 而晶界处则形成了近似项链状的M/A. 这种链状M/A主要是在二次热循环过程中形成的. 首先, 少量逆转奥氏体沿CGHAZ中奥氏体晶界形核, 同时临近组织中的C富集到逆转组织而使得奥氏体趋于稳定, 在随后的冷却过程中不发生分解或部分发生分解, 当冷却到Ms(马氏体相变开始温度)以下后转变为含马氏体及少量富C残余奥氏体的复合组元. 通常认为ICCGHAZ是接头韧性最薄弱区, 因为脆性相M/A组元沿晶界分布, 其串联程度及M/A尺寸决定着冲击韧性的优劣[25,26].
图8 焊缝金属No.3接头热影响区显微组织的OM像
Fig.8 OM images of FL (a), CGHAZ (b), FGHAZ (c), ICHAZ (d), ICCGHAZ (e) and magnified view of ICCGHAZ (f) in weld joint of weld metal No.3
图9 焊缝金属No.3接头热影响区的M/A形貌的OM像
Fig.9 OM images of M/A constituents in CGHAZ (a), FGHAZ (b), ICHAZ (c) and ICCGHAZ (d) in weld joint of weld metal No.3
表3为4种焊缝金属的硬度测量结果和拉伸性能检测结果. 可以看出, 硬度和强度随焊缝金属合金成分(Mn+Ni+Mo)含量的增加而增大, 但硬度并未超过同级别X80管线钢焊缝金属的上限要求(275 HV10). 鉴于4种接头显微硬度分布趋势相近, 故仅给出No.3典型焊接接头硬度分布情况, 如图10所示. 可以看出, 外焊面(outside)、内焊面(inside)和接头1/2厚度(center)的硬度峰值出现在CGHAZ以及ICHAZ与母材的过渡区, 而软化区主要出现在FGHAZ. 其硬度变化与图8和9所示HAZ组织及M/A密切相关. 4种焊缝金属的屈服强度达到583~689 MPa, 抗拉强度达到714~768 MPa, 总延伸率均大于21%, 完全满足K65拉伸性能标准[5], 且强度等级达到了管线钢X80, X90及X100水平.
表3 焊缝金属力学性能和显微硬度
Table 3 Mechanical properties and hardness of weld metals
| Weld metal | Hardness / HV | Yield strength / MPa | Tensile strength / MPa | Total elongation / % |
|---|---|---|---|---|
| No.1 | 231 | 583 | 723 | 21.8 |
| No.2 | 238 | 606 | 722 | 23.5 |
| No.3 | 244 | 647 | 714 | 22.0 |
| No.4 | 250 | 689 | 768 | 21.7 |
综合考虑焊缝金属强度与低温韧性的要求, 需要合理设计合金成分. 因此, 将所设计成分下的焊缝金属强度与低温冲击性能总结于图11. 可以看出, 4种焊缝金属-40 ℃冲击功均高于K65技术设计要求标准值, 且所设计的4种焊丝具有更为优异的低温韧性(-60 ℃冲击功大于80 J). 除No.1低Mo低Ni焊缝冲击功不足100 J外, 其余3种焊缝冲击功均具有较高平均值(-40 ℃冲击功平均值大于160 J,-60 ℃冲击功平均值大于120 J), 且单值不低于100 J. 其中Mn, Ni, Mo 3种合金元素的作用显著, 增加0.26%Ni可提高冲击功约60 J (No.1和No.2对比), 而Mn和Mo的复合添加能同时提高强度和韧性. 其主要原因是3种合金元素的复合添加有效抑制了GBF的形成, 增加了AF含量, 且细化了有效晶粒尺寸, 增加了阻碍裂纹扩展的大角晶界密度(图7). 此外, 由本研究还可知, 焊缝金属中增加Mn而减少Ni的含量(No.3, No.4与No.1对比), 同时保障0.2%Mo, 可以获得高强高韧的焊缝金属(屈服强度大于600 MPa, -40和-60 ℃冲击功大于100 J), 实现以Mn代Ni的技术思路.
图10 焊缝金属No.3焊接接头显微硬度分布
Fig.10 Hardness distribution of weld joint of weld metal No.3 (BM—base metal)
图11 Mn/Ni/ Mo配比对焊缝金属强度和低温韧性的影响
Fig.11 Effect of Mn/Ni/Mo proportion on strength and toughness of weld metal
图12 焊缝金属韧脆转变温度
Fig.12 Ductile-brittle transition temperature (DBTT) of weld metals
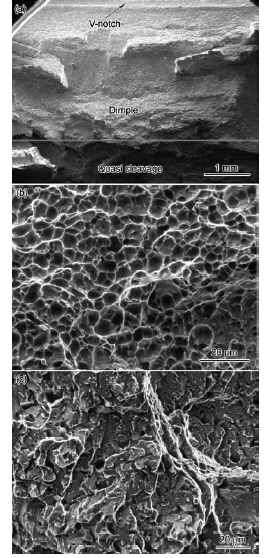
相对于X80管线钢, K65管线钢要求具有更优异的低温韧性. 因此, 对4种焊缝金属韧脆转变温度(DBTT)进行测定, 实验结果如图12所示. 可以看出, No.3具有极为优异的低温韧性, 其DBTT约为-90 ℃. No.1焊缝金属低温韧性最差, 与其组织中AF尺寸较大及较高含量的GBF和FSP相关. No.2和No.4韧脆转变温度较为接近, 约为-70 ℃. No.2焊缝金属Ni含量较高但Mo含量偏低, 导致组织中仍出现一定比例的GBF和FSP, DBTT低于No.3, 但高于No.1. No.4焊缝金属中由于Mn和Ni配比不均衡, 导致马氏体形成, 进而影响冲击韧性. Zhang和Farrar[27]的研究表明, 在获得较高比例AF的成分范围内存在马氏体形成线(Ms线). No.4焊缝金属中Mn+Ni含量越过了Ms线, 将导致脆性马氏体形成. 由于其仍位于AF比例大于70%的区域, 且临近Ms线, 因此, 形成马氏体的量相对较小, 组织观察上较难发现, 但TEM像显示焊缝金属中形成了较低温的板条状贝氏体及以孪晶马氏体为主的M/A, 不利于低温冲击韧性. 而No.3由于采用了加Mn减Ni的方法, 合理配比了Mn, Ni同质元素的含量, 使其既可保证焊缝金属中获得精细的高比例AF, 同时也可避免因Mn和Ni的配比不当而越过Ms线, 导致不利于低温韧性的马氏体等低温相变产物形成. 因此, No.3具有更为优异的低温韧性. 图13给出No.3焊缝金属-80 ℃冲击断口的SEM形貌. 可以发现, 冲击试样断口起裂处仍出现较大比例的韧性断裂特征, 即图13b所示的韧窝形貌. 而裂纹扩展阶段, 则出现了准解理断裂形貌, 但其解理断裂单元尺寸较小, 且含有韧窝的撕裂棱清晰可见, 说明-80 ℃的冲击功依然较高.
图14综合给出了焊缝金属No.3焊接接头各个微区的-40 ℃冲击功. 从工程应用角度考虑, 冲击功的单个最小值代表最低冲击韧性, 更能体现接头的韧性等级. 因此, 将各个微区冲击功单个最小值和平均值均列于图14中. 可以发现, 整个接头-40 ℃冲击功均达到100 J以上. 韧性相对偏低区出现在等效熔合线位置, 主要原因是其冲击试样开口位置包含焊缝金属(WM), CGHAZ, FGHAZ以及ICCGHAZ(图1). WM, CGHAZ和FGHAZ均表现出较高的韧性, 但ICCGHAZ中因形成沿晶界连续分布的脆性M/A (图8e, f和图9d), 使得在变形过程中易形成应力集中, 而成为整个断口的起裂源, 降低整个等效熔合线冲击韧性[28].
目前, 关于实际焊接工艺与ICCGHAZ中链状M/A分布集中程度的研究报道较少. 但相关热模拟实验研究[25]表明, 对韧性损害最为严重的链状M/A主要形成于略高于Ac1的温度范围, 此温度下形成的M/A尺寸大且沿晶界串联度高. 随着形成链状M/A的二次热循环温度逐渐接近Ac3, M/A尺寸会有所减小, 且更关键的是其分布变得越来越离散, 冲击韧性显著提高. 因此, ICCGHAZ的宽度对接头冲击韧性有较大影响, 临近Ac1区域韧性较差, 而临近Ac3区域韧性较好. 本研究采用四丝埋弧焊方法, 在热输入量为58 kJ/cm, t8/5 (焊后熔池由800 ℃冷却到500 ℃所用时间)冷速为10.8 ℃/s的条件下, 获得的ICCGHAZ宽度约为1 mm, 故实际对韧性损害较大的有效“ICCGHAZ”宽度应仅为0.5 mm左右. 文献[29]报道X100的ICCGHAZ宽度约为2 mm, 其等效熔合线FL的-20 ℃冲击功仅为50 J, 而本研究中ICCGHAZ宽度约为1 mm, FL -40 ℃冲击功达到100 J. 因此可知, 减小ICCGHAZ宽度对改善FL (含ICCGHAZ区) 低温冲击韧性有显著作用. 此外, 本研究中ICCGHAZ区链状M/A的尺寸及沿晶界分布串联度均较小, 同样是FL单值和平均值冲击功较高的有利保障. 但有关焊接工艺与ICCGHAZ的形成宽度及其链状M/A的尺寸、沿晶界分布串联度的关系尚不明确, 仍需进一步深入研究.
图13 No.3焊缝金属-80 ℃冲击断口形貌的SEM像
Fig.13 SEM images of macro fracture (a), dimple (b) and quasi cleavage (c) of weld metal No.3 after Charpy impact at -80 ℃
图14 焊缝金属No.3焊接接头各个微区低温冲击韧性
Fig.14 Low temperature impact toughness of weld joint of weld metal No.3
(1) 研发了适用于K65管线钢焊接工程所需的低温服役条件下的高强高韧埋弧焊丝. 可保证焊缝金属屈服强度达到583~689 MPa, 抗拉强度达到714~768 MPa, 总延伸率大于20%, 且-40 ℃冲击功均在90 J以上. 焊接热影响区各个微区-40 ℃冲击功均大于100 J.
(2) 合金元素Mo的适量增加, 可以有效抑制先共析晶界铁素体及侧板条铁素体生成, 且晶粒细化作用显著. Mn与Ni含量的增加会显著增加针状铁素体含量以及大角晶界密度, 提高焊缝金属低温韧性. 但Mn, Ni含量配比不当, 会越过马氏体形成线(Ms线), 导致马氏体等低温相变产物形成而损害低温韧性.
(3) 本研究开发的焊丝适用于屈服强度620 MPa的K65管线钢埋弧焊接的最优成分配比为: 1.99%Mn, 0.93%Ni, 0.25%Mo. 确保焊缝金属具有约0.2%Mo, 可以采用加Mn减Ni的方法配比焊缝金属合金含量, 获得最优的组织配比, 达到高强高韧的性能指标.
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}