
李永奎 , 焦清洋
, 焦清洋
LI Yongkui, JIAO Qingyang
通讯作者:
收稿日期: 2015-06-15
网络出版日期: 2016-03-10
版权声明: 2016 《金属学报》编辑部 《金属学报》编辑部
作者简介:
作者简介: 李永奎, 男, 1977年生, 副研究员
展开
摘要
针对飞机关键薄壁件焊接过程中产生的"簸箕"变形问题, 采用有限元结合实验验证的方法进行了焊接变形及焊后热处理校形的研究. 通过实验获得了材料的基础物性及高温蠕变行为, 验证了焊接及焊后热处理有限元模型. 利用可靠的热处理有限元模型进行了热处理工艺优化. 结果表明, 筋条焊后开槽导致沿筋条方向的应力释放及筋条-长衍焊点是导致"簸箕"变形的主要原因; 升高温度,增加载荷及延长保温时间能够改善热处理校形的效果, 并据此制定了面向工程应用的TA15钛合金薄壁构件的热处理工艺图.
关键词:
Abstract
Weld deformation of the thin-wall weldment used in fighter aircraft not only hinders its subsequent procedure of fabrication and assembling, but also reduces its fatigue strength. As a result, weld deformation shortens its service life essentially. Dustpan deformation is always produced in the thin-wall weldment after multiple-pass weld. In this work, combining with the experiment, the finite element method was adopted to analysis the deformation of the thin-wall weldment by multiple-pass weld and its shape correction by post weld heat treatment. For obtaining the fundamental properties such as thermal parameters and mechanical parameters of TA15 titanium alloy, a series of experiments were conducted at room temperature and high temperatures. Additionally, creep behaviors of TA15 titanium alloy were studied at the temperatures of 500, 550, 600, 650, 700 and 750 ℃, and the parameters of creep constitutive equations of the alloy were obtained with considering the analysis of post weld heat treatment. A thermal coupled temperature-displacement analysis for welding and post weld heat treatment was performed on a three dimensional shell model of protective grille. Experiments of multiple-pass weld and post weld heat treatment were used to testify the reliability of the finite element model of welding and post weld heat treatment. With using the reliable finite element model, the parameters of heat treatment were studied. The study indicates that, the fabrication on the crossing of structure section and fillet after fillet-wallboard weld leads the compression deformation release along the fillet, after that, the shrinkage distortion produced during spot welding of fillet-structural section mainly contributes the large dustpan deformation of the thin-wall weldment; increasing temperatures, enlarging loads and prolonging the hold time can improve the shape correction of the thin-wall weldment during post weld heat treatment, hence the guide maps of the post weld heat treatment for shape correction of the thin-wall weldment under 700 and 750 ℃ are worked out.
Keywords:
随着飞机向轻量化,高性能等方向发展, 钛合金由于具有高比强度,优越的耐蚀性能等优点, 越来越多地应用于先进航空器关键构件的制造, 如壁板,框类,杆类,起落架等构件. 钛合金占飞机结构重量的比重越来越大, 在多数先进战斗机上可达30%以上, 同时也是其它航空器的重要结构材料之一[1,2]. 由于钛合金弹性模量低,零件回弹性大, 如飞机某复杂结构薄壁件焊后变形严重[3], 尺寸精度难以满足要求, 不但给后续安装带来麻烦, 并且由于焊接残余应力的存在, 很大程度上降低了使用寿命[4]. 因此, 加工过程中的校形对焊接构件的形状精度和产品质量起着至关重要的作用[5]. 目前, 针对钛合金壁板焊接残余应力与变形问题主要从调整焊接工艺入手, 采用温差拉伸法,减小或者改变焊接温度场分布,施加焊接拘束条件,冲击碾压等[6~13]. 但是, 从焊接工艺着手难以从根本上消除焊接变形及焊接残余应力. 而焊后热处理过程中施加一定的拘束是焊接校形较为彻底的方法[14~16], 并且, 焊后热处理能够很大程度上改善接头的韧性[17,18]. 为避开α, β两相区, 钛合金TA15热处理温度一般不能超过800 ℃[19], 而针对具体构件的热处理时间及加载条件方面的研究还有不足, 导致实际应用中缺乏可靠的技术支撑, 而在工程应用中依赖经验选择热处理工艺参数和设计热处理校形工装进行生产, 使得零件的一次交检合格率极低, 需要进行多次热处理校形, 导致生产周期延长, 资源消耗严重, 生产成本升高.
本工作针对飞机复杂薄壁件(TA15钛合金)多道焊焊后产生的"簸箕"变形问题, 采用有限元结合实验验证的方法进行了焊后热处理校形技术的研究. 通过TA15钛合金的基础物性检测实验,室温高温拉伸实验及高温蠕变实验为后续有限元数值模拟提供了基础参数. 通过有限元模拟得到复杂薄壁件焊后变形模型及热处理校形模型, 然后调整热处理温度,载荷及保温时间等措施, 从而达到优化热处理工艺的目的.
采用化学分析方法测得TA15钛合金的主要化学成分(质量分数, %)为: Al 6.7, Zr 2.1, Mo 1.76, V 2.28, Fe 0.05, Si<0.1,Ti余量. 材料热处理工艺为610 ℃退火热处理. 利用RFDA HTVP 1750-C高温模量仪, 采用敲击共振法测量材料的弹性模量,剪切模量和Possion比; 利用UnithermTM-1252热膨胀仪, 采用顶杆法测量材料的线性热膨胀和平均线膨胀系数; 利用FlashlineTM-5000激光热导仪, 采用非稳态法测量材料的比热容,密度和热导率. 将TA15钛合金加工成标准的直径5 mm的圆棒状拉伸试样, 利用Instron5582电子万能试验机进行了从室温(25 ℃)至900 ℃条件下的拉伸实验. 利用RDJ50高温蠕变试验机在500, 550, 600, 650, 700和750 ℃及载荷30~450 MPa范围内进行蠕变实验, 考察TA15钛合金高温蠕变行为, 实验最长时间为24 h.
焊后热处理过程中施加一定的拘束是修正变形最根本的方法. 这是因为热处理过程中材料的蠕变行为使构件产生持久变形, 能够达到校形的目的. 为考察750 ℃下的校形效果, 对该复杂薄壁件进行热处理. 经1 h加热到300 ℃并保温0.5 h, 然后继续升温至750 ℃, 保温2 h, 随后炉冷至250 ℃取出空冷.
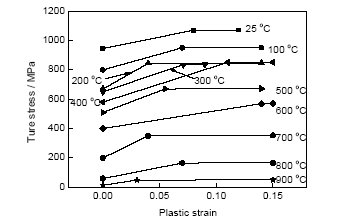
图1为TA15钛合金的热物性参数. 图2为TA15钛合金在室温及高温下的真应力-应变塑性本构关系.
图2 TA15钛合金的塑性本构关系
Fig.2 True stress-plastic strain curves of TA15 titanium alloy with temperature
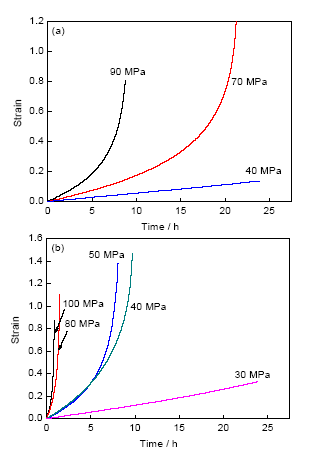
图3给出了700和750 ℃条件下蠕变实验结果. 可以看出, 载荷越大, 蠕变应变越大, 相同温度条件下, 增加载荷能够促进试样高温变形速率. 随着温度的升高, 即使载荷越来越低, 试样仍然发生大的蠕变变形, 说明材料的蠕变变形抗力越来越低.
图3 TA15钛合金高温蠕变行为
Fig.3 Creep behaviors of TA15 titanium alloy at 700 ℃ (a) and 750 ℃ (b)
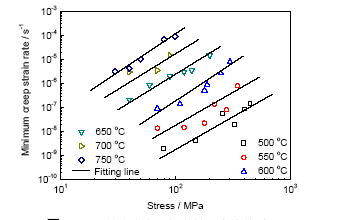
根据Norton法则求得高温蠕变松弛参数[20]:

式中, 为最小蠕变应变速率, s-1; σ为蠕变载荷, MPa; A (s-1MPa-n)和n为与材料和温度有关的常数.
图4给出了500, 550, 600, 650, 700和750 ℃下TA15钛合金的蠕变松弛规律, 相应的600~750 ℃蠕变松弛参数如表1所示. 可以看出, 最小蠕变应变速率随着温度的升高而增加, 并且其对数与载荷的对数成单调线性关系, 随着载荷的增加, 最小蠕变应变速率也随之增加.
表1 600~750 ℃下TA15钛合金的蠕变参数
Table 1 Creep properties of TA15 titaniun alloy under elevated temperatures
| Temperature / ℃ | A / (s-1MPa-n) | n |
|---|---|---|
| 600 | 6.27×10-15 | 3.6 |
| 650 | 3.07×10-11 | 2.4 |
| 700 | 3.24×10-10 | 2.3 |
| 750 | 1.43×10-9 | 2.3 |
图4 TA15钛合金高温蠕变松弛本构关系
Fig.4 Creep constitutive relations of TA15 titanium alloy at elevated temperatures
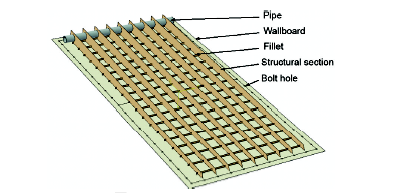
如图5所示, 复杂薄壁件是由壁板,筋条,长衍及筒体经过焊接而成的薄壁构件, 壁板尺寸为1700 mm×900 mm×1.8 mm, 长衍和筋条厚度均为1.5 mm. 焊道及焊点包括筋条-壁板焊道,型材-壁板焊道及筋条-长衍焊点3类结合形式, 焊接工艺如表2所示. 壁板与其上方的19片筋条及9片长衍的焊缝由钨极氩弧焊(TIG)完成, 筋条-壁板焊缝采用铜板条冷却, 筋条-壁板焊后, 在筋条与长衍交汇处开槽, 便于长衍-筋条手工熔化极氩弧保护(MIG)点焊焊接(除筒体下方), 保护气体为Ar. 筒体穿过长衍无焊合, 筒体纵向无拘束. 焊接过程中壁板被周边多个螺栓孔用螺栓固定. 焊后去掉螺栓, 远离筒体部分两边翘起似"簸箕"形状, 平面高度差一般在50~100 mm范围内, 并且壁板螺栓孔周围发生波浪变形. 热处理过程中, 壁板上方放置厚度为106 mm的TA15钛合金压板, 温度降低至室温去掉压板. 壁板平面高度差减小至0.95 mm.
表2 复杂薄壁件焊接工艺参数
Table 2 Welding parameters of the protective grille
| Location | Current A | Voltage V | Welding rate (cmmin-1) | Cooling condition |
|---|---|---|---|---|
| Fillet-wallboard | 310~330 | 9~10 | 8~10 | Copper billet+Ar |
| Structural section-wallboard | 310~330 | 9~10 | 8~10 | Ar |
| Fillet-structural section | Spot welding | Spot welding | Spot welding | Ar |
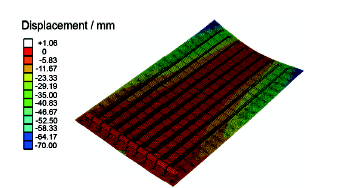
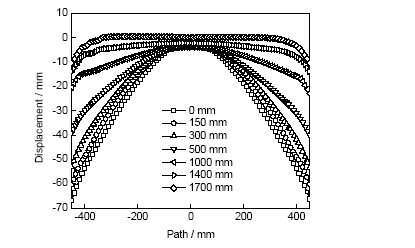
采用Abaqus有限元软件热力耦合分析, 构建复杂薄壁件壳体三维模型, 划分热力耦合网格30889个元素. 筋条-壁板焊道的焊接模拟采用对称热源[21], 长衍-壁板焊道及长衍-筋条交汇处焊点采用Gauss移动热源[22]. TA15钛合金-空气及与Cu块之间的热交换系数采用逆运算方法获得[23], 经过实验及拟合, TA15钛合金-空气热交换系数在10-3~10-2 mW/(mm2K)之间, 而TA15钛合金-Cu块的热交换系数随温度升高在5~60 mW/(mm2K)之间变化. 模拟过程施加19个对称热源, 9个移动热源及162个点热源. 焊接顺序为筋条-壁板,长衍-壁板及长衍-筋条. 经过模拟仿真, 变形结果如图6所示. 壁板在其垂直方向(U3)最大高度差71 mm, 螺栓口处有波浪变形. 如图7所示, 选取了壁板几个截面(1700 mm代表筒体端壁板截面, 0 mm代表筒体远端壁板截面)的焊接变形数据进行比较, 可见, 远离筒体部分的壁板变形较大, 靠近筒体的部分焊接变形较小, 这是由于筒体在U3方向的拘束作用所致. 对比实验结果可知, 复杂薄壁件焊接有限元模型可靠.
图6 飞机复杂薄壁件焊接变形模拟结果
Fig.6 Welding deformation of the thin-wall weldment by simulation
图7 焊后复杂薄壁件不同截面变形
Fig.7 Displacement along paths of the thin-wall weldment after weld (1700 mm in the figure denotes the cross section in the thin-wall closed to the cylinder, while 0 mm presents the remote crossing section to the cylinder)
复杂薄壁件是一个非常复杂的薄壁焊接构件, 复杂薄壁件的筋条-壁板焊缝和长衍-壁板焊缝为T型接头, 筋条-长衍为点焊角接头类型. 焊缝的形成经历了快速加热-熔化-冷却全过程, 焊缝及近缝区收缩变形, 并且焊后存在纵向残余拉伸应变和拉伸应力[24,25]. 因此, 筋条-壁板接头焊后沿着焊缝发生纵向收缩, 对两侧的螺栓固定处产生拉伸作用, 筋条远离壁板侧发生压缩变形. 筋条-壁板焊缝的纵向收缩与长衍-壁板焊缝两侧的横向收缩叠加, 导致壁板螺栓孔周围板材塑性变形, 因此去掉螺栓之后发生波浪变形. 另外, 焊缝区域的纵向残余应力要明显高于横向残余应力, 筋条-壁板的焊接过程对复杂薄壁件两侧的波浪变形影响更大. 筋条-壁板焊后, 需要在与长衍十字交叉处开缺口, 便于长衍-壁板的焊接定位, 筋条远离壁板侧在筋条-壁板焊接过程中所积累的压缩变形将随着切割而释放. 筋条-长衍经过点焊之后, 该焊接接头在远离壁板侧产生了拉伸作用, 同时筋条-壁板侧产生压缩作用, 焊后去掉构件两侧螺栓后, 壁板两侧发生翘曲变形, 近筒体侧的构件由于筒体的约束, 变形不大, 而远离筒体侧的构件变形明显, 复杂薄壁件焊后形状似"簸箕". 筋条开缺口在很大程度上促进了"簸箕"变形.
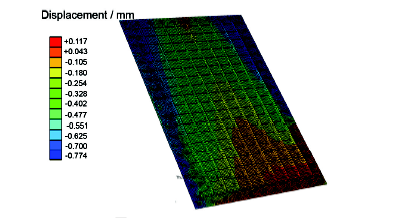
采用Abaqus有限元软件重启动功能, 在焊后模型上继续进行热处理有限元仿真. 在壁板下方设置刚体工作台, 上方设置施加载荷的刚体压板, 工作台-复杂薄壁件-压板之间采用面接触定义. 用实验时采用的热处理工艺进行热处理模拟后,
其结果如图8所示. 经过热松弛, 冷却后壁板平面高度差为0.89 mm, 接近实验结果0.95 mm. 因此, 经过对比焊后热处理校形结果, 该热处理有限元模型可靠.
图8 热处理校形模拟结果
Fig.8 Simulation result of shape correction of the thin-wall weldment by heat treatment
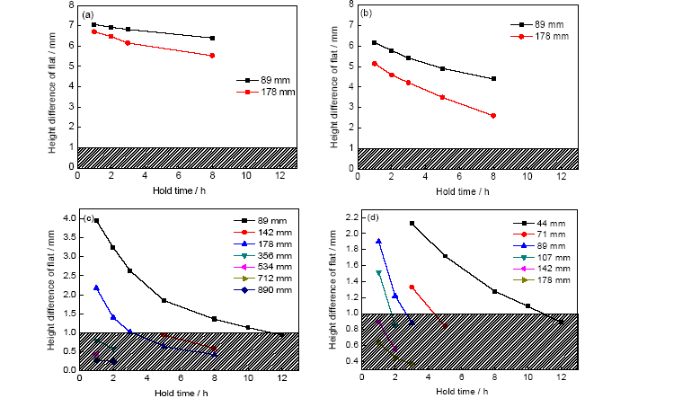
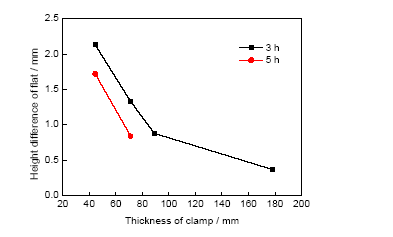
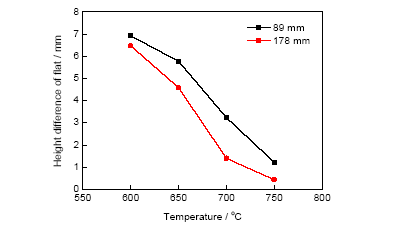
焊后热处理校形效果与温度,载荷及保温时间有关. 因此, 在原有复杂薄壁件热处理有限元模型基础上, 继续调整工艺参数, 进而优化其工艺. 载荷通过覆盖在壁板上的钛合金压板提供, 因此压板厚度不同则所提供的载荷不同. 在600, 650, 700和750 ℃下, 调整载荷及保温时间, 进行了热处理有限元模拟, 结果如图9所示. 可以看出, 在一定的载荷条件下, 随着保温时间的延长, 热处理校形效果变好. 一般来说, 复杂薄壁件壁板的平面高度差在1 mm以下认为热处理校形合格(如图中阴影覆盖处). 目前的模拟结果中, 600和650 ℃下还没有合格的例子, 而700和750 ℃下经过热处理校形后有校形合格的例子. 图10为压板厚度对热处理校形的影响结果. 可见, 750 ℃下, 热处理所用载荷越大, 复杂薄壁件的校形效果越明显. 图11为热处理保温2 h下温度对复杂薄壁件校形的影响. 可见, 保温2 h相同压板厚度条件下, 随着温度的升高, 复杂薄壁件的热处理校形越好. 也就是说, 热处理过程中随着温度,保温时间及载荷(压板厚度)的增加, 校形效果越好. 另外, 如果在600和650 ℃条件下进行校形热处理, 要达到预期的校形平面高度差, 增加载荷及延长保温时间是个重要的途径.
图9 不同热处理温度下保温时间对复杂薄壁件校形的影响
Fig.9 Effects of the holding time on shape correction of the thin-wall weldment by heat treatment under 600 ℃ (a), 650 ℃ (b), 700 ℃ (c) and 750 ℃ (d) (Shape corrections of the grille by heat treatment are desired when the flatness is in the shadow region under the temperatures of 600, 650, 700 and 750 ℃)
图10 750 ℃下压板厚度对复杂薄壁件校形的影响
Fig.10 Effects of the clamp thickness on shape correction of the thin-wall weldment by heat treatment under 750 ℃
图11 热处理保温2 h 下温度对复杂薄壁件校形的影响
Fig.11 Effects of temperatures on shape correction of the thin-wall weldment by heat treatment with holding 2 h
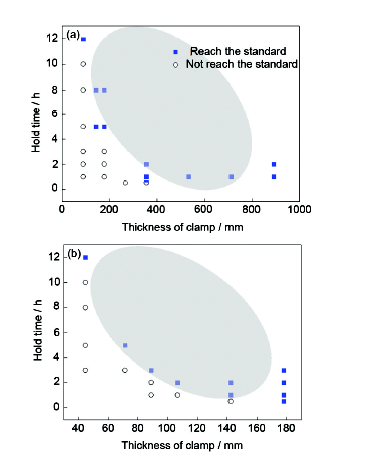
根据蠕变松弛规律及目前所得到的模拟结果, 绘制了TA15钛合金材料复杂薄壁件在700和750 ℃热处理校形工艺图, 如图12所示. 图中实心正方形标记为平面高度差达到要求的模拟计算结果, 空心圆形标记为平面高度差没有达到要求的例子. 因此, 实心正方形所在位置对应的压板厚度和保温时间就是能够在该温度下热处理达到校形要求的工艺参数. 根据增加载荷及延长保温时间能够促进热处理校形效果的蠕变松弛规律, 图12中阴影区域所对应的横纵坐标为可行的热处理工艺参数. 对比图12a和b可以看出, 保温时间一定时, 750 ℃下的压板厚度远小于700 ℃的压板厚度, 也就是说温度的影响很大. 如果要取得满意的热处理校形结果, 较低的温度条件下需要较厚的压板及较长的保温时间.
图12 TA15 钛合金复杂薄壁件焊后700 和750 ℃热处 理工艺图
Fig 12 Maps of post weld heat treatment for the thin-wall weldment of TA15 titanium alloy under 700 ℃ (a) and 750 ℃ (b)
一般来说, 热处理温度越低,保温时间越短, 则成本消耗越低, 满足这样的条件需要提高压板的厚度, 例如700 ℃下保温1 h需要350 mm厚度的压板校形才能达到满意的平面高度差. 另外, 如此厚的钛合金板的成本很高, 可以采用相同重量的钢板来代替, 为了防止复杂薄壁件表面的污染, 可以在壁板上加一层钛合金薄板. 750 ℃热处理后的力学性能如图13所示. 可见, 随着保温时间的延长, 材料的屈服及抗拉强度降低, 降低幅度为30~40 MPa, 延伸率及断面收缩率升高. 对于TA15钛合金来说, 高于750 ℃为α+β两相区, 保温后在炉冷条件则产生等轴次生α相[19]. 合理的热处理能够改善TA15钛合金的塑韧性, 但是热处理过程中产生的等轴次生α相却降低了构件的疲劳强度[26].
(1) 结合实验验证, 成功构建了复杂薄壁件焊接有限元模型及焊后热处理有限元模型.
(2) 复杂薄壁件焊接过程中, 筋条-壁板焊缝纵向,长衍-壁板焊缝横向方向的累积收缩导致壁板宽度方向发生大变形, 是导致螺栓孔周边产生波浪变形的主要原因; 筋条-壁板焊后, 筋条开槽导致筋条残余应力释放及筋条-长衍焊点沿筋条方向的收缩作用, 是导致"簸箕"变形的主要原因.
(3) 焊后热处理工艺与校形效果关系密切. 焊后热处理有限元模拟结果表明, 一定的载荷及保温时间下, 热处理温度在600~750 ℃范围内随着温度的升高, 校形效果显著提高; 一定的热处理温度及载荷下, 随着保温时间的延长, 校形效果变好; 一定的热处理温度及保温时间下, 壁板上方施加载荷越大, 校形效果越好.
(4) 根据蠕变松弛规律, 优化了TA15钛合金复杂薄壁件焊后热处理工艺, 制定了700和750 ℃下能够用于指导生产实践的热处理工艺图.
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}