
申造宇, 何利民 , 黄光宏, 牟仁德, 顾金旺, 刘维众
, 黄光宏, 牟仁德, 顾金旺, 刘维众
中国航空发动机集团有限公司北京航空材料研究院航空材料先进腐蚀与防护航空科技重点实验室, 北京100095
SHEN Zaoyu, HE Limin, HUANG Guanghong, MU Rende, GU Jinwang, LIU Weizhong
通讯作者:
收稿日期: 2016-03-17
网络出版日期: 2016-01-11
版权声明: 2017 《金属学报》编辑部 《金属学报》编辑部
作者简介:
作者简介: 申造宇, 男, 1987年生, 博士生
展开
摘要
采用电子束物理气相沉积(EB-PVD)制备出大尺寸、超薄、化学成分均匀的TiAl/Ti3Al微叠层复合材料. 通过XRD和SEM对材料的相组成和微观结构进行了分析. 结果表明: TiAl/Ti3Al微叠层表面状态良好, 具有明显的层状结构, 相结构由α2-Ti3Al和γ-TiAl组成. 利用热等静压技术对微叠层进行了致密化处理, 经热等静压处理后的试样具有较高的拉伸强度, 并表现出较好的延伸率. 根据拉伸断口形貌及结构特征, 探讨了微叠层材料薄板的微观变形机制和断裂机理. TiAl/Ti3Al微叠层薄板经热等静压处理后, 材料断裂方式由沿晶脆性断裂转变为具有一定韧性的准解理断裂和沿晶脆性断裂的混合断裂方式.
关键词:
Abstract
In recent years, intermetallic compounds have received a lot of considerable attentions for high temperature applications in modern aircraft manufacturers, high temperature engine components, shape memory devices and power generation industry. Among these materials, Ti-Al intermetallic compounds are fascinating materials owing to their low density, high stiffness and good creep properties. However, the structure of the metallic bonding in these intermetallics is the important reason for their insufficient ductility at room temperature. In this work, large-sized TiAl/Ti3Al multi-layered composite thin sheet with uniform chemical composition was prepared by electron beam physical vapor deposition (EB-PVD) technology. The composite and microstructure of multi-layered composite were analyzed by XRD and SEM. The results indicated that the prepared material with visible lamellar structure was composed of α2-Ti3Al and γ-TiAl phases. The densification process of composite was carried out by hot isostatic pressing. The multi-layered material was evaluated with static tensile test before and after hot isostatic pressing. The multi-layered composite after hot isostatic pressing had a higher tensile strength and a good characteristic of tensile elongation. Based on the tensile fracture morphology, the microscopic deformation mechanisms and fracture mechanism were investigated. After hot isostatic pressing, the fracture mechanism transforms to a mixed mode which consists of intergranular fracture and cleavage fracture.
Keywords:
Ti-Al系金属间化合物具有比重低、使用温度高、高温强度好、弹性模量高、抗氧化性能及抗蠕变性能优异等特点, 已经成为航空航天、舰船、现代化武器装备领域中最具潜力的中高温结构材料之一[1~3]. 在Ti-Al系金属间化合物的各种应用中, 板材的应用被普遍认为是实现其合金实用化的重要途径[4,5]. 在众多Ti-Al系金属间化合物中, γ-TiAl (L10结构)和α2-Ti3Al (D019结构)因优异的理化性能受到越来越多科研工作者关注[1~5]. 其中, Ti3Al材料的密度低于普通钛合金, 使用温度可达到700 ℃; TiAl材料具有更低的密度, 工作温度可达815 ℃左右. 二者与钴基和镍基高温合金相比都具有自身独特的优势, 可以作为中温区结构材料使用, 但其室温脆性、可加工性差阻碍了Ti-Al系金属间化合物的实际应用. 与此同时, 随着航空航天科技的迅猛发展, 具有特殊多界面结构、综合性能远高于各组分的微叠层材料受到越来越多航天航空工作者的关注[6~9]. 制备Ti-Al系金属间化合物叠层的方法有很多种[10,11], 常规制备叠层板材主要有3种工艺: (1) 热轧制工艺, 其制备的多层薄板厚度大、层数少、密度不均匀、表面平整度差, 难以实际应用; (2) 电沉积法, 其工艺应用范围窄、工艺要求高; (3) 等离子喷涂法 (LPPS), 其制备的微层板层间结合强度较低, 很难达到应用要求[12~15]. 正是由于这些工艺水平的限制, 目前国内外毫米微米级的叠层材料的研究多局限于多层膜的范畴, 针对2种金属间化合物构建的大尺寸、超薄、微米多层材料性能和机理的研究主要集中在TiAl合金薄板制备方面上. 如Liang等[16]采用热轧工艺, 制备了毫米级TiAl合金薄板, 制备的薄板具有较好的力学性能; Kulkarni等[17]通过熔融溢流快速固化技术制备了致密度和强度较高的微米级TiAl合金薄板, 制备的产物纯净、组织性能良好且成本较低, 但通常存在室温塑性较差的问题; 在微叠层力学性能方面, Ma等[18~20]研究了层状结构材料的力学性能, 并提出了力学性能的影响机制.
本工作利用电子束和物理气相沉积结合起来的技术, 达到熔化蒸发熔点高的材料的目的, 既能避免采用热轧制工艺带来的厚度大、平整度差等缺点, 又能克服电沉积法沉积速率较低的不足[21]. 因此, 本工作选用2种Ti-Al系金属间化合物, 利用电子束物理气相沉积( electron beam physical vapor deposition, EB-PVD)技术对Ti3Al靶和TiAl靶交替沉积, 制备超薄、大尺寸、多层TiAl/Ti3Al微叠层材料, 并对微叠层材料的微观结构、相组成和成分分布进行了研究. 通过热等静压工艺对微叠层进行了致密化处理, 并在室温和825 ℃高温下, 采用拉伸实验对制备态和热等静压态的试样进行研究, 分析材料的室温和高温拉伸断口微观结构, 探讨微叠层材料薄板的微观变形机制和断裂机理.
采用UE-204B型大功率电子束物理气相沉积设备制备TiAl/Ti3Al微叠层材料. 原材料为非自耗真空电弧熔炼的Ti-25%Al (原子分数, 下同)合金靶材和Ti-50%Al合金靶材; 基片为直径40 cm的圆形不锈钢片, 装入真空室前在乙醇溶液中超声清洗30 min; 分离层采用BN, 通过分别蒸发Ti3Al和TiAl靶, 在旋转的基片上沉积来获得微叠层结构. 沉积工艺参数为: 真空度<8.89 Pa, 束流强度0.5~1.5 A, 基板温度600 ℃, 沉积时间100~600 min, 冷却至室温后打开真空室从基板上剥离材料.
采用D8 Advance型X 射线衍射仪(XRD)测定材料相组成; 采用Quanta 600环境扫描电镜(SEM)分别对材料的断面和表面进行组织形貌观察分析, 并采用SEM附带的能谱仪(EDS)进行微叠层成分分析. 材料热等静压实验在QIH-9型热等静压机上进行, 处理工艺为: 在700 ℃和100 MPa条件下保温1 h, Ar保护. 室温拉伸实验在Zwick万能试验机上进行, 高温拉伸在Insertron试验机上进行, 加热炉为井式电阻丝炉, 采用动圈式控温器控温, 其精度为±5 ℃, 测试温度分别为室温和825 ℃, 保温15 min, 实验气氛为空气, 室温及高温拉伸实验的夹头移动速率均为0.5 mm/min, 每组实验测量5个试样, 取平均值.
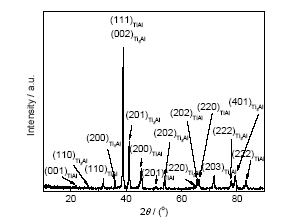
微叠层材料的相组成直接决定着材料的性能, 在单独蒸发合金靶时, 由于材料的饱和蒸气压与熔点不同, 会导致Ti和Al的蒸发速率不一致, 使最终制备的TiAl层和Ti3Al层成分与靶材成分存在明显偏差. 在蒸发过程中, 通过在合金靶材表面放置Nb块的方法, 能获得较高的蒸发温度, 从而保证材料与靶材的成分接近. 叠层制备工艺采用交替蒸发TiAl靶和Ti3Al靶, 在基板表面分别沉积TiAl层和Ti3Al层. 图1为TiAl/Ti3Al复合材料的XRD谱. 可以看出, TiAl/Ti3Al板材由γ-TiAl和α2-Ti3Al组成. 样品相结构分析表明, XRD谱图中未出现任何杂峰, 说明制备的样品与设计的结构完全对应. 可以认为, 利用EB-PVD工艺成功获得了2种Ti-Al金属间化合物层微叠层相结构. Ma等[22]研究表明, Ti-Al金属间化合物的特殊α2+γ复合相结构对提高材料的塑性有积极作用.
图1 TiAl/Ti3Al微叠层复合材料的XRD谱
Fig.1 XRD spectrum of the TiAl/Ti3Al micolaminated composites
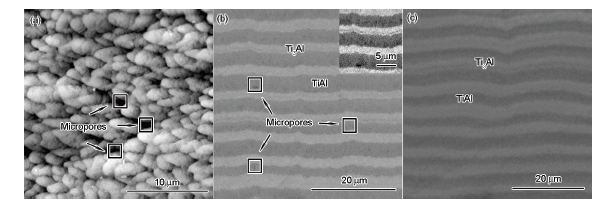
图2a和b分别为TiAl/Ti3Al微叠层复合材料表面与截面的SEM像. 由图2a可以看出, 板材表面晶粒尺寸较小, 在1~2 μm之间, 形貌较均匀; 同时可观察到少量微孔结构, 晶粒间界限清晰, 说明沉积过程中微叠层材料以岛状模式生长. 造成晶粒尺寸较小的主要原因是由于EB-PVD工艺冷却速率极快, 从气相几乎不经过液相阶段就直接变为固相, 其中包含了气相原子的沉积-吸附、表面扩散和体扩散3个过程. 在基板温度较低的情况下, 原子体扩散不充分, 使晶粒在非均匀形核的基础上很难通过原子的体扩散方式长大, 从而造成晶粒尺寸较小[2]. 从图2b中可以看出, 制备的TiAl/Ti3Al材料沿厚度方向出现2种不同物质结构的交替排列, 连续性较好, 出现了明显的层状结构, 且2种材料分布均匀. 其中衬度较低的为TiAl层, 衬度较高的为Ti3Al层, 层间界面平整, 层与层之间结合较好, Ti3Al与TiAl的平均层厚比为1∶1, 平均层间距为2~3 μm. 从图2b中插图还可以看出, 样品同时具有等轴晶和柱状晶2种特征. 根据经典的结构模型[23], 沉积金属微观结构与沉积基板相对温度Ts/Tm (Ts为基板温度, Tm为沉积物熔点)和沉积金属原子自身的能量密切相关. 在电子束物理气相沉积中, 前者对微观结构起决定性作用[23,24]. 在本体系中Tm是确定值, 随着Ts的提高, 试样中原子的扩散能力逐渐加强, 当Ts/Tm<0.3时, 原子的表面和体扩散能力都很低, 材料一般呈锥状晶, 并夹杂有较大的空洞; 当Ts/Tm=0.3~0.5时, 原子的体扩散尚不充分, 表面扩散能力已经很强, 材料呈柱状晶, 缺陷密度下降; 当Ts/Tm>0.5时, 原子的体扩散开始发挥重要作用, 材料呈等轴晶结构, 缺陷密度进一步降低[24,25]. 因此可以判断, 沉积时Ts/Tm在0.5左右, 使得沉积Ti和Al原子的体扩散较为充分, 并获得较强的表面扩散能力, 所以能观察到等轴晶和柱状晶2种特征, 同时在层间存在显微孔洞等缺陷, 而这些特征和缺陷的存在直接影响材料的力学性能. 为消除材料的孔洞等缺陷, 本工作采用热等静压工艺对制备态薄板沿厚度方向进行致密化处理, 在微叠层内部产生塑性变形造成孔洞塌陷, 使微叠层内部孔隙闭合, 同时使材料的柱状晶结构转变为力学性能较好的等轴晶结构. 图2c为热等静压后试样的截面形貌. 与图2b对比可以看出, 材料的叠层结构未被破坏, 但孔隙明显减少, 柱状晶结构转变为等轴晶结构.
图2 TiAl/Ti3Al微叠层复合材料的表面和截面及热等静压处理后试样截面的SEM像
Fig.2 SEM images of surface (a) and cross-section (b) of TiAl/Ti3Al microlaminated composites, and cross-section after hot isostatic pressing (c) (Inset in
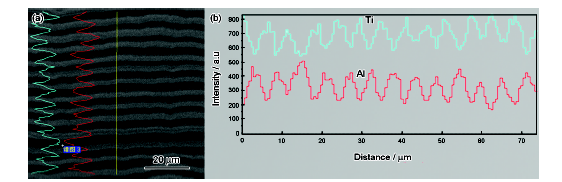
图3为TiAl/Ti3Al微叠层横截面形貌及其对应的EDS线扫描成分分析结果. 结果表明, TiAl/Ti3Al微层板中, Ti和Al的含量沿沉积方向呈现有规律的周期性变化, 含量的波动符合叠层元素层间分布规律, Ti3Al层、TiAl层以及两层之间界面区的Al成分存在明显的梯度分布, 随着TiAl层向Ti3Al层的变化, Al含量呈现逐渐降低的趋势, 并且Ti和Al的峰谷出现位置依次对应, 说明制备过程中较好地控制了双靶蒸发工艺, 成功制备了TiAl/Ti3Al微叠层薄板. 依照Ti-Al二元相图[11,22]可知, Ti3Al层、TiAl层及界面扩散区分别处于α2, α2+γ和γ相区, 可以判断TiAl/Ti3Al微叠层材料由α2和γ相组成. 因此, 制备的叠层材料微观形貌与材料设计相符, 与XRD谱对应.
图3 TiAl/Ti3Al微叠层横截面形貌及其对应的 EDS
Fig.3 Cross-section SEM image (a) and corresponding EDS analysis (b) of TiAl/Ti3Al microlaminated sheet
采用EB-PVD工艺制备的材料主要为柱状晶结构, 在蒸发沉积TiAl层和Ti3Al层时, 往往在材料中会形成大量的孔洞, 晶界结合力差. 此外, Al在Ti中的扩散速率为0.075 µm/s, 远高于Ti在Al中的扩散速率(0.066 μm/s), 不同扩散速率使得材料的致密性较差[17]. 为了消除材料内部孔洞结构并使材料柱状晶结构向等轴晶结构的转化, 采用热等静压方法对制备态微叠层材料进行了致密化处理.
实验结果表明, 制备态TiAl/Ti3Al微叠层室温拉伸强度平均值为219.2 MPa, 这与文献[22]报道的Ti-Al合金薄板拉伸强度相当, 说明采用EB-PVD工艺制备微叠层薄板材料的方法可行. 另一方面, 制备态TiAl/Ti3Al微叠层平均断裂延伸率达到1.12%, 高于文献[22]报道的Ti-Al合金薄板的断裂延伸率1.0%. 进一步证实了利用EB-PVD工艺制备的Ti-Al微叠层材料对材料的塑性提高有积极作用. 热等静压处理后微叠层薄板的平均拉伸强度和断裂延伸率分别为633.6 MPa和2.36%, 比制备态试样平均提高了414.4 MPa和1.24%. 这是因为制备态TiAl/Ti3Al材料中疏松的柱状晶组织与孔洞的存在, 导致材料室温拉伸强度和断裂延伸率较低. 而经过热等静压致密化处理后, 消除了微叠层内部孔洞, 降低大量孔洞产生的应力集中效应, 提高了材料整体的有效承载面积, 使得裂纹扩展阻力提高, 从而使热等静压致密化后的材料拉伸强度和延伸率得到了提高[26].
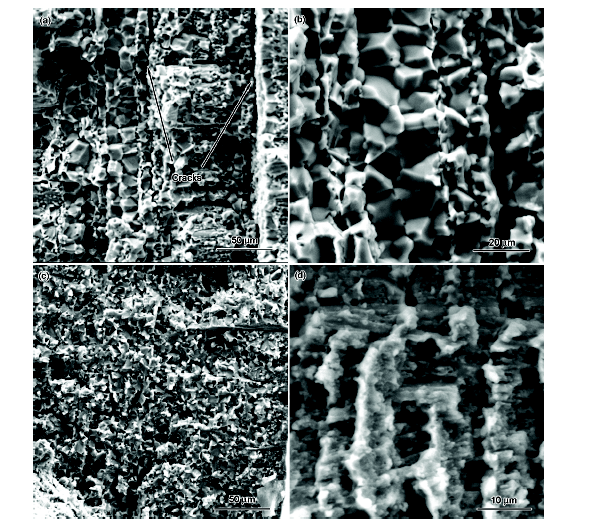
图4为热等静压处理前后试样在室温下的断口形貌. 从图4a和b可以看出, 制备态TiAl/Ti3Al微叠层薄板的室温拉伸断口表面较为平坦, 断口上没有明显韧窝, 属于沿晶脆性断裂, 说明制备态TiAl/Ti3Al微叠层薄板的室温塑性较差. 分析[27]发现, 导致材料出现沿晶脆性断裂的主要原因包括: 金属间化合物材料具有的本质脆性、制备过程中的阴影效应及Kirkendall效应造成的孔洞等缺陷、制备态薄板的内应力较大和柱状晶之间的结合不够紧密4个方面. 此外, 微叠层界面处可观察到较多的孔隙和沿层间扩展的裂纹, 同时存在细小的晶粒, 这些晶粒是拉伸过程中从柱状晶上脱落的, 说明微叠层在断裂中消耗了一定的能量. 从图4c和d可以看出, 热等静压态材料断口的层状结构弱化, 断口上既有韧窝又有一定解理平面. 本文作者前期工作[28]表明, Ti3Al层基元解理台阶高度为0.46 nm, 当多个基元解理台阶交错在一起时就形成了大的解理台阶. 与此同时, 不同高度的解理面相交时也会形成大的解理台阶. 在拉伸过程中, 因为特殊叠层界面结构和等轴晶层界面的影响, 微裂纹不能立即穿过层界面, 导致应力松弛频繁发生, 从而呈现出准解理断裂和沿晶脆性断裂的混合断裂模式. 在热等静压过程中, γ-TiAl和α2-Ti3Al组织会出现再结晶、晶粒长大以及Ti和Al元素间互扩散等现象, 使材料内部的缺陷密度降低, 同时热压处理工艺能使材料制备过程中产生的内应力得到释放[28]. 此外, 在材料拉伸过程中内在应力作用会导致层间分离形成孔洞, 孔洞逐渐长大并与其它孔洞连接在一起形成韧窝断口, 应力持续作用还将导致滑移的产生. 这些显微孔随材料变形加剧, 并不断扩展连接, 吸收了较大的能量. 总体来说, 韧窝和解理平面的出现提高了材料的力学性能.
图4 TiAl/Ti3Al微叠层材料热等静压前后室温拉伸断口形貌
Fig.4 Low (a, c) and high (b, d) magnified fracture SEM images of TiAl/Ti3Al microlaminates at room temperature before (a, b) and after (c, d) hot isostatic pressing
热等静压态TiAl/Ti3Al微叠层板在825 ℃的平均拉伸强度为313 MPa, 平均延伸率为36.72%, 表明TiAl/Ti3Al叠层板在高温下具有良好的塑性. 这源于2个方面的原因: 一是TiAl和Ti3Al的微叠层独特设计, 2种金属间化合物相互作用使微叠层塑性随温度的升高而增大; 二是实验采用热等静压态对材料进行致密化处理, 减少了微叠层材料的微孔, 并使材料的柱状晶向等轴晶转化.
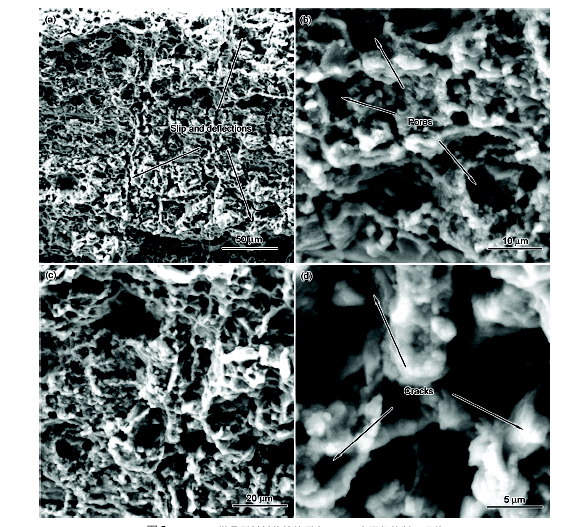
热等静压态TiAl/Ti3Al微叠层材料在825 ℃拉伸的典型断口形貌如图5所示. 可以看出, 高温下的断口形貌属于韧窝和准解理断裂构成的混合型断口类型, 并且随着温度的升高, 韧窝的尺寸变大、数量增加. 从图5a能够观察到明显的弯曲滑移和偏转的现象. 这是由于材料为多晶结构, 不同晶粒间相互约束, 高温下必然导致滑移增多, 相互交叉. 而微叠层材料颈缩到一定程度后会形成大量微孔, 此时由于TiAl层的反常强化和Ti3Al层变软使得二者之间协调变形能力变差, 导致不同层在载荷作用下发生了扭曲. 从图5b中能够观察到组织被整体拔出留下的孔洞, 表明在该温度下组织之间的结合力变弱. 此外, 从图5c和d可以看出, 较大的韧窝中还套着小的韧窝, 而且韧窝的边缘有撕裂的痕迹, 表明裂纹尖端在钝化和扩展中吸收了较大的能量, 撕裂功增大.
图5 TiAl/Ti3Al微叠层材料热等静压态825 ℃高温拉伸断口形貌
Fig.5 Low (a) and high (b~d) magnified fracture SEM images of TiAl/Ti3Al microlaminates at 825 ℃ after hot isostatic pressing
(1) 采用电子束物理气相沉积(EB-PVD)技术制备出层厚比为1∶1的TiAl/Ti3Al微叠层复合材料薄板, 测试结果表明: TiAl/Ti3Al微叠层表面状态良好, 同时具有等轴晶和柱状晶2种特征, 相结构由α2-Ti3Al和γ-TiAl组成.
(2) 通过热等静压工艺对制备态薄板进行了沿厚度方向的致密化处理, 室温拉伸性能得到了明显提高, 同时在高温下具有较高的延伸率.
(3) TiAl/Ti3Al微叠层薄板经热等静压处理后, 断裂方式由沿晶脆性断裂转变为具有一定韧性的准解理断裂和沿晶脆性断裂的混合断裂方式.
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}