
菅晓霞
JIAN Xiaoxia
通讯作者:
收稿日期: 2016-01-6
网络出版日期: 2016-11-23
版权声明: 2016 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介: 菅晓霞, 女, 1984年生, 博士
展开
摘要
建立了包含Fe蒸气影响的等离子弧焊接一体化模型, 其计算区域包含W极、等离子弧、熔池和小孔, 通过在整个区域使用统一的控制方程实现各区域的自适应耦合. 使用黏性近似法处理Fe蒸气的扩散系数. 模拟了焊接电流分别为150, 170和190A时, 3种工艺条件下的穿孔过程中, Fe蒸气在阳极液态金属表面的产生、扩散及其在等离子弧中的聚集过程. 对比分析了Fe蒸气对等离子弧的温度场、电场和熔池形态的实时影响. 结果表明, Fe蒸气的产生决定于液态熔池温度分布. 在等离子流力的作用下, Fe蒸气聚集在等离子弧的边缘区域, 导致该区域的辐射损失增加、电流密度降低. 而弧柱中心区域受Fe蒸气的影响较小. 与不考虑Fe蒸气影响的等离子弧焊接模型相比, 考虑Fe蒸气影响时计算出的焊缝尺寸与实验测试值更接近.
关键词:
Abstract
Plasma arc welding (PAW) is an important joining technology for plates with medium thickness because of the heat source characteristics, however, most models of PAW neglect the vaporization of metal. An axisymmetrical unified PAW model was developed by taking into account the influence of Fe vapor behavior from the molten pool surface as an anode in this work. The simulation region includes tungsten cathode, plasma arc, weld pool, keyhole and their self-consistence coupling using one set conservation equations. A viscosity approximation is used to express the diffusion coefficient in terms of the viscosities of iron vapor. The main physical properties of Ar plasma are set as function of temperature and mass fraction of Fe vapor and are updated every iterate step to reflect the influence of Fe vapor in real time. The process of keyhole formation in stationary plasma arc welding is simulated under welding currents of 150, 170 and 190 A. The transient production, diffusion and concentration in the plasma arc of Fe vapor were presented. The effects of Fe vapor on the plasma arc behavior and formation of weld pool and keyhole are studied. It was shown that the evaporation rate of Fe was greatly dependent on the temperature of the weld pool. Most Fe evaporates from the top part of the keyhole surface and little from the keyhole bottom. The diffusion of Fe vapor is accelerated in the radial direction and is prevented in the axial direction due to the effect of plasma jets flow and at last it tends to be confined to the fringe of the plasma arc closed to the anode. The mixing of Fe vapor in the plasma results in the increase of radiation losses and the decrease of current density of the arc plasma in the fringe, but it had insignificant influence on the arc center. The heat flux from the plasma arc to the anode is also affected by Fe vapor due to its influence on the plasma arc properties. It is found that the calculation result of the width of the molten pool becomes more accurate to consider the effect of Fe vapor.
Keywords:
等离子弧焊接(PAW)是一种高能束焊接方法, 在高性能金属材料的中厚板焊接时可以一次焊透、实现单面焊双面成型, 在工业领域有较大应用潜力[1~3]. PAW过程中, 熔池液态金属在高温下不可避免地会产生部分金属蒸气; 当金属蒸气扩散至等离子弧弧柱时, 等离子体的物性参数会发生改变, 从而影响等离子弧的热-力特性, 最终对焊缝成形造成影响. 这就是说, 液态熔池、金属蒸气与等离子弧特性之间会相互影响和制约. 为了更好地深入了解PAW工艺机理, 需要研究金属蒸气在焊接过程中的行为和影响.
金属原子与焊接工艺中的保护气在电离能、激发能等特性方面存在较大差别, 使其局部电导率、辐射系数等物性参数发生改变, 从而影响等离子弧的热、电特性[4~6]. 金属蒸气在熔化极气体保护电弧焊(GMAW)与钨极氩弧焊(GTAW)工艺中的影响已有报道. 已有研究[7~10]表明, 在GMAW中金属蒸气聚集在靠近阳极的中心轴线处, 电弧横截面上的径向温度分布及电流密度分布在中心轴线处出现了局部最小值; 在GTAW中, 金属蒸气含量最大值出现在阳极表面的中心处, 并沿工件表面切线方向向外扩散[11~13]. 金属蒸气的聚集, 导致电弧周边温度场冷却, 导电截面缩小. 由此可知, 在GTAW与GMAW中, 金属蒸气由于产生来源不同, 聚集在电弧的不同位置, 对电弧产生了不同影响. 除工艺方法外, 金属蒸气在等离子体中的含量及分布规律还受焊接保护气成分及工件材料中S含量的影响[14].
PAW工艺中, 熔池表面凹陷变形并形成穿透工件的小孔, 等离子弧、熔池与小孔间耦合机理复杂. 目前关于PAW焊接的研究模型大多只考虑工件或只考虑电弧本身[15~18], 无法将熔池、金属蒸气和等离子弧耦合起来研究金属蒸气对PAW工艺的影响. 而且, 目前常用的工件表面热流密度、电流密度、压力分布的经验公式没有考虑金属蒸气的影响[19,20]. Jian和Wu[21,22]及吴宣楠等[23]建立了PAW的一体化模型, 包含等离子弧、熔池、小孔及其之间的自适应耦合, 但是模型中没有考虑金属蒸气的影响. 本工作在已建立的PAW一体化模型中, 综合考虑金属蒸气、等离子弧热-力特性及熔池形态三者的耦合关系, 计算金属蒸气的产生及扩散过程, 研究金属蒸气在等离子弧中的聚集状态, 分析其对等离子弧特性及对焊接熔池形态的影响规律.
本工作模型建立在以下假设基础之上: (1) 电弧等离子体处于局部热平衡(LTE)状态; (2) 流体流动为不可压缩、层流状态; (3) 忽略等离子弧的黏性耗散项和重力项; (4) 来自金属蒸气的各种粒子视为同一种气体, 且呈现电中性.
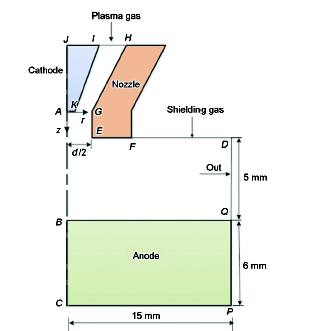
PAW轴对称一体化模型包含电极、等离子弧、熔池、小孔及其相互间的自适应耦合, 计算区域如图1所示. 等离子气经入口IH进入喷嘴内, 在两极间的电压作用下发生电离形成等离子体. 等离子体流出拘束喷嘴HGEF时被压缩, 形成钟罩形等离子弧. 等离子弧冲向工件表面BQ, 在工件上释放热量并形成巨大的停滞压力, 然后改变方向由出口DQ流出焊接区域. 工件BCPQ吸热后局部熔化, 出现熔池; 熔池在等离子弧的热-力综合作用下形成一个穿透小孔. 熔池内超过沸点的液态金属蒸发, 金属蒸气向等离子弧中扩散并被电离. 金属粒子在等离子流力的作用下运动并聚集, 改变了局部等离子弧的物性参数, 影响其热-力特性, 等离子弧在工件表面的热-力作用也随之发生改变.
图1 PAW数值模型计算区域示意图
Fig.1 Schematic of the plasma are welding (PAW) model simulation domain (r—the radial coordinate, z—the axial coordinate, d—the nozzle diameter)工件采用6 mm厚的SUS 304不锈钢板. PAW焊枪喷嘴直径2.8 mm, 喷嘴端部与工件距离5 mm. W极简化为倒圆台形, 尖端直径1 mm, 角度60º, 内缩量2 mm. 采用纯Ar气体作为保护气和离子气, 离子气流量为2.8 L/min, 保护气流量为20 L/min.
通过在整个区域内联立计算电磁场、流场和温度场守恒方程, 实现等离子弧、熔池和小孔的自适应耦合. 控制方程使用柱坐标系形式, 坐标原点位于轴线上阴极尖端.
质量守恒方程为:
式中,
径向动量守恒方程为:
轴向动量守恒方程为:
式中, P是等离子体所受的压力, μ是等离子体的黏度, jr和jz分别是径向与轴向电流密度,
在等离子弧区, 等离子流驱动力为电磁力、重力, 因此动量方程附加源项G为0; 在工件区, 各部分温度差异引起密度差异, 因此动量方程附加源项G为浮力项:
式中, β是热膨胀系数, T为热力学温度,
本工作采用焓孔技术处理工件区固、液相之间的糊状区液态金属凝固造成的等离子体流速降低以及流动金属的动量损耗问题. 因此, 在工件区域, 径向和轴向动量守恒方程的右端还需添加源项S:
式中,
能量守恒方程为:
式中,
等离子弧与工件区域能量产生的原因不同, 在等离子弧区域等离子体能量附加源项
式中, e是电子电量, KB是Boltzmann常数, U为辐射损失.
在工件区域能量原项
其中,
式中,
采用“电势法”求解整个区域的电磁场:
式中,
式中, Az和Ar分别为轴向与径向磁矢量, μ0为真空磁导率, B为磁场强度, A为磁矢量.
本工作采用“局部热平衡-扩散近似法(LTE-diffusion approximation)”[24]处理PAW工艺中等离子弧-电极之间的界面. 使用VOF (volume of fluids)方法解决变化曲面的追踪问题, 通过构造空间流体体积分数方程
式中, V为流体速率. 求解该方程可以获得计算区域内每个网格的流体体积分数. 若F为1, 则该网格充满流体; 若F为0, 则网格为空; 若F在0~1之间, 则网格位于界面上.
穿孔PAW中, 等离子弧与熔池界面处热通量主要由4部分组成[26]: 阳极与等离子弧间的热传导、电子复合传热(
式中, ja是阳极表面电流密度,
熔池表面在4种力的综合作用下达到动态平衡. 通过在整个区域求解统一的动量守恒方程求解等离子弧压力和等离子流剪切力. 界面上的Marangoni力
式中,
式中,
能量、动量及电磁场的外部边界设置如表1所示.
表1 等离子弧焊接模型的外部边界条件
Table 1 External boundary conditions of the PAW model
| Boundary | Vz / (ms-1) | Vr / (ms-1) | T / K | Ar / (Tm) | Az / (Tm) | |
|---|---|---|---|---|---|---|
| ABC | ||||||
| CP | - | - | 0 | |||
| PQ | - | - | ||||
| QD | - | - | 1000 | 0 | 0 | |
| DF | Constant | 0 | 1000 | |||
| FEGH | - | - | ||||
| HI | Constant | 0 | 1000 | |||
| IK | - | - | 1000 | |||
| KA | - | - | 3000 | j |
焊接不锈钢时, 等离子弧中金属蒸气除Fe外, 还存在Cr, Mn等蒸气, 但是为了简化模型, 减少计算工作量, 本模型中只考虑了Fe蒸气. 在模型中求解Fe蒸气质量分数守恒方程:
式中, Ym为Fe蒸气质量分数, D为Fe蒸气有效二元扩散系数, 采用黏度近似法表示[27], 如下式所示:
式中, M1和M2分别为Fe和Ar的摩尔质量;
在阴极和固态金属部分, Ym被定义为0, 而在阳极表面温度超过熔点的部分, Ym值定义如式(22)所示[13]. Ym在其余边界, 离子气入口IH、保护气入口FD、喷嘴内壁HGE和等离子弧出口DQ处, Ym=0; 对称轴处
式中,
式中,
蒸气进入等离子弧后会改变其热容、热导率、电导率、密度及辐射系数等性质, 其中热导率、电导率、黏度及辐射系数变化较为显著[29]. 本模型中热容、热导率、电导率及辐射系数设为温度与Fe蒸气质量分数的函数. 采用以Murphy计算的Fe摩尔分数为0%, 0.1%, 1%及10%的Ar等离子输运系数为基础[29], 中间Fe蒸气含量的物性参数以线性近似法计算求解. 对于受Fe蒸气影响较小的其余Ar等离子弧物性参数均只设为温度的函数.
利用CFD数值分析软件Fluent 6.3计算控制方程, 采用PISO算法处理压力、速度耦合. 整个模型划分非均匀网格, 在预测小孔区域网格尺寸为0.2 mm. 工件材料SUS 304不锈钢的部分热物理性能参数(热导率, 动态黏度以及比热)随温度变化[21]. 其它参数如表2所示.
表2 SUS 304主要物性参数
Table 2 Main physical properties of SUS 304 used in this model
| Nomenclature | Value | Unit |
|---|---|---|
| Freezing point | 1670 | K |
| Melting point | 1727 | K |
| Density | 7200 | kgm-3 |
| Electric conductivity | 7.7×105 | Sm-1 |
| Surface tension | 1.2 | Nm-1 |
| coefficient | ||
| Surface tension | 1×10-4 | Nm-1K-1 |
| temperature gradient | ||
| Work function | 4.65 | V |
本工作的电流分别设为150, 170和190 A. 其余主要焊接工艺参数为: 电极距工件5 mm, 喷嘴直径2.8 mm, 等离子气流流速3.5 L/min, 保护气流速20 L/min.
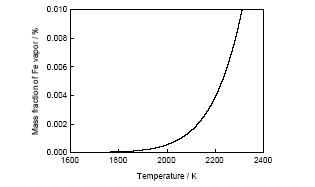
图2给出了熔池表面最高温度与最大Fe蒸气质量分数之间的关系. 可知, 当液态金属温度较低时(小于沸点温度1800 K), 几乎不能产生Fe蒸气. 当温度升高至1800 K以上时, Fe蒸气质量分数开始增加, 温度高于2200 K时, Fe蒸气质量分数开始急剧增加, 即此时Fe蒸气质量分数对温度变化非常敏感, 较小的温度梯度将会产生较大的Fe蒸气质量分数的差异. 因此, 熔池上方等离子体中Fe蒸气质量分数的增加与熔池温度升高密切相关.
图2 170 A焊接电流下熔池上方最大Fe蒸气质量分数与熔池表面最高温度的关系
Fig.2 Relation between maximum temperature of the weld pool surface and maximum concentration of Fe vapor above the weld pool under the welding current of 170 A
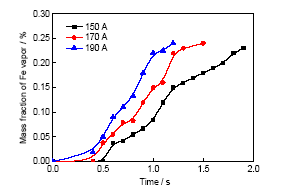
图3给出了Fe蒸气最大质量分数随焊接时间的变化. 时间段为起始时刻0 s至焊接穿孔时刻(3种焊接电流条件下分别为2.0, 1.6和1.3 s). 在焊接初始时刻, 液态金属温度低, 3种条件下都没有Fe蒸气产生. 随焊接时间延长, 液态金属温度升高, 产生越来越多的Fe蒸气, 等离子弧中Fe蒸气质量分数都逐渐上升. 但是, 采用较大电流焊接时, 等离子弧在熔池表面的能量密度大, 熔池温度升高快, 因此Fe蒸气质量分数上升速度也快. 从图3还可以看出, 因为焊接时间较短, 没有发生最大Fe蒸气质量分数急剧增加的现象. 因此可以推测, 在较短焊接时间内, 熔池表面没有达到大量产生Fe蒸气的温度. 3种焊接电流条件下, 在工件穿孔时刻Fe蒸气质量分数基本相同, 约为0.24%.
图3 熔池上方Fe蒸气最大质量分数随焊接时间的变化
Fig.3 Variation of the maximum mass fraction of Fe vapor above the weld pool with welding time under three welding currents
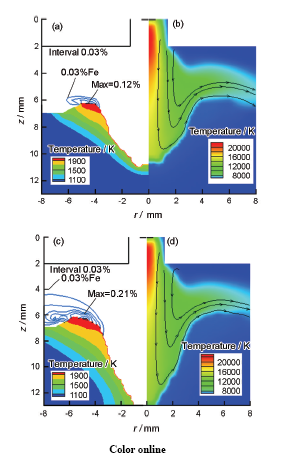
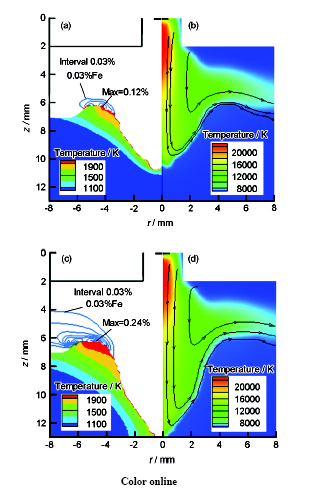
图4 焊接电流为150 A时不同时刻的工件温度、Fe蒸气质量分数和等离子弧的温度场及流场分布
Fig.4 Distributions of anode temperature, mass fraction of Fe vapor (a, c) and temperature and fluid flow of plasma arc (b, d) at welding times of 1.1 s (a, b) and 2.0 s (c, d) under the welding current of 150 A
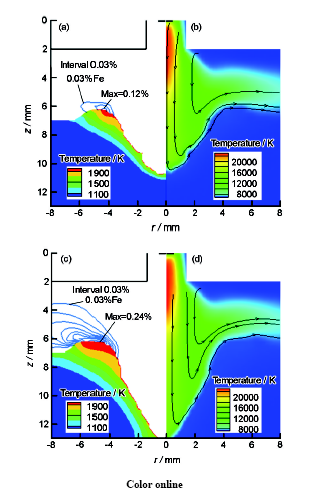
图4~6分别给出了3种工艺条件下的PAW焊接过程中不同时刻的温度场、流场及Fe蒸气的分布与含量. 各图的a, c图中, 蓝色实线表示Fe蒸气的质量分数等值线, 下方的温度场为相应工件温度分布;各图的b, d图给出了等离子弧的速度方向及温度分布. 因为初始时刻熔池表面金属温度较低, 几乎不产生Fe蒸气, 因此, 选取焊接的中间时刻及穿孔时刻2个时刻进行分析. Fe蒸气在液态金属温度超过沸点的熔池表面产生, 通过对流和扩散的方式向等离子体中流动. 以焊接电流为190 A为例进行说明. 在焊接中间时刻(图6a), Fe蒸气产生量较少, 并聚集在熔池表面上温度较高的位置. 由于等离子弧的挖掘作用, 小孔内部壁面液体金属在等离子流黏性剪切力作用下向外流动, 小孔壁面底部始终为暴露出的新鲜金属, 温度较低. 因此, Fe蒸气仅聚集在温度较高的熔池上部表面, 而在小孔内壁, Fe蒸气质量分数很低. 在焊接穿孔时刻(图6b), 熔池金属在持续吸收等离子弧的电子传热及传导传热的情况下最大温度升高, 因此Fe蒸气最大质量分数比中间时刻有了大幅度提升; 产生蒸气的位置基本不变, 但是产生的区域变大(熔池超过沸点的区域增大). 产生的大量Fe蒸气从熔池表面向等离子体中扩散. 根据图6b和d显示的等离子流速度的矢量方向可知, Fe蒸气在轴线方向上的扩散将会受到向下流动的等离子流的压力作用, 从而轴线方向扩散受到阻碍, 距离轴线越近阻碍作用越大, 聚集的Fe蒸气的质量分数越小. 在Fe蒸气质量分数最大值处, 其上方1.5 mm处铁的质量分数已下降至0.03%. 而Fe蒸气在径向方向的流动受到向外流动的等离子流的推动, 因此在径向的扩散被加剧, 在半径较大的位置处仍有较高的Fe蒸气质量分数. 由此可见, 等离子体的流动对Fe蒸气在电弧空间中分布状态有较大影响.
图5 焊接电流为170 A时不同时刻的工件温度、Fe蒸气质量分数和等离子弧的温度场及流场分布
Fig.5 Distributions of anode temperature, mass fraction of Fe vapor (a, c) and temperature and fluid flow of plasma arc (b, d) at welding times of 0.9 s (a, b) and 1.6 s (c, d) under the welding current of 170 A
图6 焊接电流为190 A时不同时刻的工件温度、Fe蒸气质量分数和等离子弧的温度场及流场分布
Fig.6 Distributions of anode temperature, mass fraction of Fe vapor (a, c) and temperature and fluid flow of plasma arc (b, d) at welding times of 0.7 s (a, b) and 1.3 s (c, d) under the welding current of 190 A
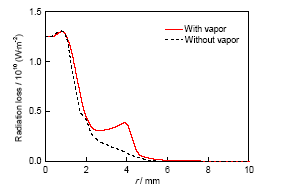
图7给出了穿孔时刻弧柱水平截面(z=5 mm)上辐射损失在径向上的分布. 由图可知, 考虑和不考虑Fe蒸气时, 电弧中心区域辐射损失几乎相同, 但是在距轴线3~5 mm范围内, 考虑Fe蒸气时辐射损失突然急剧增大, 最大增幅可达3倍. 对比图6可知, 辐射损失增加的位置为Fe蒸气聚集的位置, 即Fe蒸气的加入导致等离子弧辐射损失增加, 从而促使等离子弧温度降低. 这主要是因为, Fe原子比Ar原子具有更高的辐射系数, 因而增加了Ar-Fe等离子体的辐射系数[29], Fe蒸气含量越大, 辐射系数增加越大. 在等离子弧中心区域没有Fe蒸气的聚集, 因而在等离子弧中心区域不发生辐射损失增加的现象. 辐射损失的增加直接导致边缘区域等离子弧温度场的冷却.
图7 焊接电流为190 A时穿孔时刻Fe蒸气对工件上方1 mm (z=0.005 m) 截面上辐射损失的影响
Fig.7 Influence of Fe vapor on radiation loss at cross section 1 mm above the anode surface (z=0.005 m) at the time of keyhole formation under the welding current of 190 A
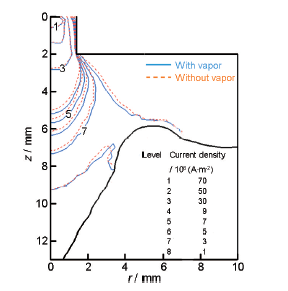
图8给出了穿孔时刻Fe蒸气对等离子弧电流密度分布的影响, 包含8条电流密度等值线, 每条等值线的电流密度值如图例所示. 由图可知, Fe蒸气缩小了电流密度低于1×106 A/m2的范围, 但是扩大了弧柱中心区域电流密度3×106~9×106 A/m2的范围; 靠近W极处, 电流密度几乎不受Fe蒸气的影响. 这种分布规律主要与Fe蒸气的聚集位置有关. 电流密度分布与电导率相关[29], 等离子弧中混有Fe原子时, 15000 K以下电导率增加明显. 但是, Fe蒸气的存在同时会降低等离子弧的温度, 当温度下降导致的电导率降低幅度, 超过了Fe原子聚集导致的电导率增加幅度时, 将出现Fe蒸气聚集处电导率反而降低的现象. 电导率降低导致电流密度减小, 因此在Fe蒸气聚集处等离子弧电流密度减小, 根据电流守恒原则, 两侧电流密度提高. 电流密度产生Joule热, 而且电磁力是电子加速升温的主要原因之一, 因此电流密度在Fe蒸气聚集处的降低更加剧了该区域电弧温度的下降, 而弧柱中心区域电流密度的提高导致该区域电弧温度的提高.
图8 焊接电流为190 A时Fe蒸气对等离子弧电流密度的影响
Fig.8 Influence of Fe vapor on current density of plasma under the welding current of 190 A
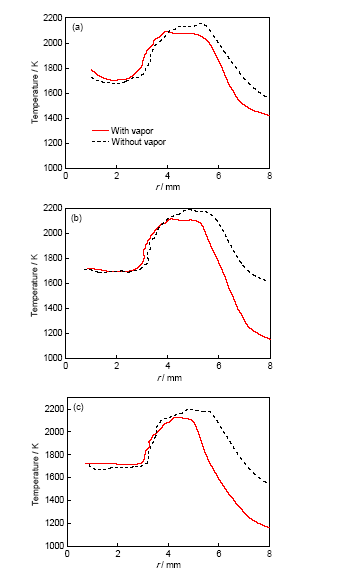
图9给出了穿孔时刻熔池表面温度的分布. 可以看出, 熔池表面上半径大于4 mm的区域, 考虑蒸气时的温度比不考虑蒸气时低; 大于1670 K的区域半径小, 即最终焊缝熔宽小. 而在半径小于4 mm的区域, 熔池表面温度基本相同, 都接近于液相线温度.
图9 穿孔时刻熔池表面温度
Fig.9 Surface temperatures on the weld pool surface under different welding currents at the time of keyhole formation(a) 150 A, 2.0 s (b) 170 A, 1.6 s (c) 190 A, 1.3 s
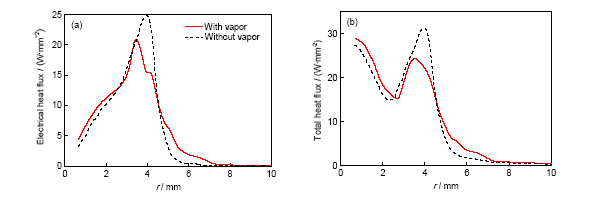
工件吸收的热量主要来自电弧的传导传热、电子传热及自身的辐射损失. 图10给出了190 A电流条件下穿孔时刻工件表面的电子传热及总热流密度. 由图可知, 考虑Fe蒸气时, 在蒸气聚集的位置, 电子传热密度比不考虑Fe蒸气时低; 在该区域两侧, 考虑Fe蒸气时电子传热稍有增加, 但是增幅较小. Fe蒸气对总热流密度分布的影响与对电子传热密度分布的影响相似; 在Fe蒸气聚集处, 总热流密度比不考虑蒸气时小, 而在两侧时则相反. 而且, 在Fe蒸气聚集的位置, 总热流密度的减小幅度与电子传热减小幅度几乎相同, 这说明总热流密度的减小主要是由电子传热密度减小引起的, 即主要是因为Fe蒸气聚集导致电流密度局部下降, 从而等离子弧向工件传递的热量在熔池边缘区域减小. 热流密度的分布决定了熔池表面的温度分布, 所以在熔池表面的边缘区域, 考虑Fe蒸气时温度较低; 而在中心区域, 即小孔壁面上温度差异很小.
表3 焊缝熔宽计算与实测结果的对比
Table 3 Comparison of predicted and measured weld pool widths
| Welding | Width of topside weld pool / mm | Width of backside weld pool / mm | |||||
|---|---|---|---|---|---|---|---|
| current / A | Calculation | Calculation | Experiment | Calculation without vapor | Calculation with vapor | Experiment | |
| without vapor | with vapor | ||||||
| 150 | 13.1 | 11.2 | 9.6 | 2.1 | 2.3 | 3.0 | |
| 170 | 14.1 | 11.9 | 9.9 | 2.6 | 2.5 | 3.1 | |
| 190 | 14.3 | 11.8 | 10.3 | 2.9 | 2.8 | 3.2 | |
图10 焊接电流为190 A时穿孔时刻工件表面电子传热及总热流密度
Fig.10 Electrical heat flux (a) and total heat flux (b) on the weld pool surface at the time of keyhole formation under the welding current of 190 A
综上, PAW过程中, Fe蒸汽聚集在等离子弧的边缘区域, 导致该处的等离子弧电导率、热导率、黏度及辐射系数发生改变. 这使得等离子弧的边缘区域被冷却, 内部电流路径发生改变. 从而使等离子弧向工件传递的电子复合热量及传导热量在Fe蒸气聚集的位置减小, 工件吸收的热量减小, 形成了较小的熔池区域, 熔池表面温度也比不考虑Fe蒸气时降低.
表3对比了考虑和不考虑Fe蒸气时计算与实验所得焊缝的正面和背面熔宽. 实验焊缝熔宽根据焊后制备的金相试样测定, 模拟熔宽根据计算所得熔点等温线确定. 不同电流的对比结果均说明, 在模型中考虑Fe蒸气时焊缝正面熔宽的计算结果与实验结果更接近, 但是背面熔宽的计算结果几乎不受Fe蒸气的影响. 这主要是因为熔池产生Fe蒸气的部位以正面为主, 而在小孔底部, 液态金属在等离子弧挖掘力作用下不断流走, 底部金属温度始终较低, 产生Fe蒸气量少. 对比结果表明, 在模型中考虑Fe蒸气有助于提高模拟精确性.
(1) 建立了PAW过程中Fe蒸气的产生与分布的数学模型. 采用黏度近似法求解Fe蒸气扩散项系数. 模型中等离子体物性参数是温度及Fe蒸气质量分数的函数, 实现了计算过程中Fe蒸气、等离子弧、熔池的实时耦合.
(2) 计算了3种焊接电流PAW定点焊接过程中Fe蒸气在等离子弧中的分布; Fe蒸气的产生与熔池表面温度密切相关. 在等离子流力的作用下, Fe蒸气聚集在靠近阳极的等离子弧边缘区域. Fe蒸气的聚集使等离子弧辐射损失增加, 电流密度减小, 从而改变了等离子弧温度场分布. 等离子弧热-力特性的改变又导致熔池表面温度的变化及Fe蒸气的产生.
(3) 考虑Fe蒸气时模型预测的熔池温度总体降低, 熔宽的计算结果与实际结果更相符.
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}