
方信贤 , 薛亚军
, 薛亚军
FANG Xinxian, XUE Yajun
通讯作者:
收稿日期: 2016-02-1
网络出版日期: 2016-11-23
版权声明: 2016 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介: 方信贤, 男, 1964年生, 副教授
展开
摘要
分别采用浸泡和电化学实验方法对Ni-W-Cu-P镀层在常温和高温20%H2SO4溶液中的耐蚀性进行了研究, 用SEM, EDS及XRD对镀层的沉积机制、成分结构进行了分析. 结果表明: 球形Ni-W-Cu-P核心合并生长形成条状组织; 共沉积W和Cu可显著提高Ni-W-Cu-P非晶的热稳定性; 400 ℃热处理非晶的耐蚀性优于镀态非晶和500 ℃热处理纳米晶的; 延长腐蚀时间, 非晶和纳米晶镀层的腐蚀速率和腐蚀电流密度增大, 阻抗则下降; Ni-W-Cu-P非晶和纳米晶镀层的腐蚀机制分别是选择性腐蚀和点腐蚀.
关键词:
Abstract
The application of steel in acidic media faces a big challenge due to the corrosion problem. Quaternary Ni-W-Cu-P alloy act as a potential coating material applied to acidic media because of its superior corrosion resistance. However, mechanism of deposition and corrosion of Ni-W-Cu-P coating plated on the surface of steel component is rare in the previous studies. In this work, the Ni-W-Cu-P coatings were deposited onto carbon steel 65Mn substrates via electroless plating. The anti-corrosion properties of the coatings in room and warm acidic solution (20%H2SO4) were evaluated by dipping and electrochemical test, respectively. Their deposition mechanism, composition and structure were investigated using SEM, EDS and XRD, respectively. The results show that the Ni-W-Cu-P coating is composed of spherical and block particles in the early stage of electroless plating, which are gradually transformed into spherical and strip cellular structure with the increasing electroless plating time. With prolonging electroless plating time, the Ni and W contents in the Ni-W-Cu-P coatings increase logarithmically and lineally, respectively. However, the Cu content decreases logarithmically, the P content reaches the maximum value after electroless plating for 60 min and then gradually decreases. The Ni-W-Cu-P coating is amorphous when it is annealed at low temperature, upon increasing the annealing temperature to over 400 ℃, it gradually transforms from amorphous to crystalline. The thermal stability of Ni-W-Cu-P coating can be significantly improved by co-depositing tungsten and copper element. Corrosion resistance of the amorphous coating annealed at 400 ℃ is better than that of amorphous coating as-plated and nanometer crystalline coating annealed at 500 ℃ in both room and warm acid solution. As-plated coatings and those annealed at 400 ℃ are found to corrode selectively, while pitting is observed to be the main corrosion mechanism of coatings annealed at 500 ℃. With increasing the corrosion time, the corrosion rates and corrosion current densities of the Ni-W-Cu-P coatings increase, however, their impedance values decrease.
Keywords:
酸性腐蚀环境是工程中金属构件常见的服役环境之一, 该环境中因Fe具有较高化学活性, 致使钢铁构件在该类环境中的工程应用因耐蚀性不足而面临严峻挑战, 表面改性是解决该问题的有效途径之一. 研究[1,2]表明, 化学镀Ni-P镀层具有优异的抗静态腐蚀和冲刷腐蚀性能, 尤其是在温度较高的酸性环境, 其耐蚀性显著优于该类环境常用材料316L不锈钢. 合金元素W和Cu常被用于进一步改善Ni-P合金镀层性能, 据报道, 三元Ni-W-P合金镀层在NaCl溶液[3,4]和H2SO4溶液[5,6]中的抗腐蚀性能优于Ni-P合金镀层; W具有较高的硬度, 而在热处理时会形成Ni-W固溶体[7], 使Ni-W-P合金镀层具有较Ni-P合金镀层更高的硬度[7,8]及耐磨性能[9,10]; W还赋予Ni-W-P合金镀层较Ni-P合金镀层更好的热稳定性[7,11]. 而在Ni-P镀层中共沉积Cu制备的三元Ni-Cu-P合金镀层, 其在H2SO4溶液中具有较Ni-P镀层更优异的静态腐蚀和冲刷腐蚀性能[12,13]; 在60 ℃的高温燃气冷凝水中, Ni-Cu-P的耐蚀性明显优于Ni-P合金镀层[14]. 在Ni-P合金镀层中同时共沉积W和Cu制备四元Ni-W-Cu-P合金镀层的研究报道较少, 据Balaraju和Rajam[15]报道, 在Ni-W-P镀液中添加CuSO4可制得表面较Ni-W-P镀层更平坦的Ni-W-Cu-P镀层, 且Ni-W-Cu-P镀层不仅在3.5%NaCl (质量分数)溶液和1 mol/L HCl溶液中的耐蚀性优于Ni-W-P镀层, 而且在Ni-W-P镀层中共沉积Cu对镀层的硬度影响较小.
目前, 有关化学镀四元Ni-W-Cu-P合金镀层沉积机制、腐蚀介质温度及腐蚀时间对其耐蚀性及腐蚀机制的影响等鲜见报道. 为此, 本工作在对化学镀Ni-P和Ni-Cu-P镀层研究的基础上, 以65Mn为基体, 通过在化学镀Ni-Cu-P镀液中添加Na2WO4, 制备了Ni-W-Cu-P四元合金镀层, 并就上述问题进行了系统研究.
化学镀Ni-W-Cu-P基体试样为65Mn冷轧圆片试样, 试样直径为25.4 mm, 厚为2.0 mm. 化学镀液采用HHS-1恒温水浴锅加热保温, 镀液温度为(83±1) ℃. 基体试样经过碱性除油、水洗、酸洗和水洗后, 吊挂在自行研制的高温碱性Ni-W-Cu-P化学镀液中分别化学镀1, 5, 10, 20, 30, 60和120 min, 得到分析Ni-W-Cu-P镀层沉积机制的试样. 将化学镀120 min的部分试样分别放入已升温到400和500 ℃的箱式电阻炉中保温2 h, 得到不同温度热处理的Ni-W-Cu-P试样.
用浸泡腐蚀实验法评定常温(20 ℃)下镀态和热处理态Ni-W-Cu-P镀层在浓度为20%H2SO4 (体积分数)溶液中的耐蚀性, 用FA1004分析电子天平测量试样腐蚀前后的质量, 根据公式v0=Δm/(St)计算静态腐蚀速率(式中, v0为腐蚀速率, Δm为腐蚀前后试样的质量差, S为试样的表面积, t为浸泡腐蚀时间).
用电化学方法评定镀态和热处理态Ni-W-Cu-P镀层在50 ℃, 20%H2SO4溶液中的高温耐蚀性, 用PARSTAT2273电化学工作站检测Ni-W-Cu-P镀层的极化曲线和交流阻抗谱(EIS), 介质温度用HHS-1恒温水浴控制. 采用标准三电极系统, 参比电极为饱和甘汞电极(SCE), 辅助电极为Pt电极, 工作电极为样品; 用样品做工作电极时, 留出的工作面尺寸为10 mm×10 mm, 其它表面用环氧树脂封固; 极化曲线测试动电位扫描速率为2 mV/s, 根据强极化区外加电流与电极极化的关系, 用Tafel直线外推法计算得到自腐蚀电流密度icorr; EIS测试采用开路电位测量, 频率范围为100 mHz~100 kHz, 以Bode图中低频阻抗模值评定镀层耐蚀性.
用JSM6360LVX型扫描电镜(SEM)观察腐蚀前后镀层的表面形貌, 用GENESIS2000XMS60型能谱仪(EDS)分析化学成分. 用UltmaⅣ型X射线衍射仪(XRD)对Ni-W-Cu-P镀层的结构进行分析.
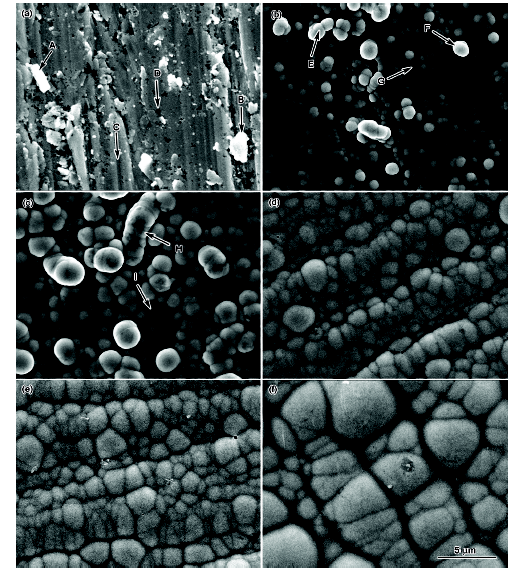
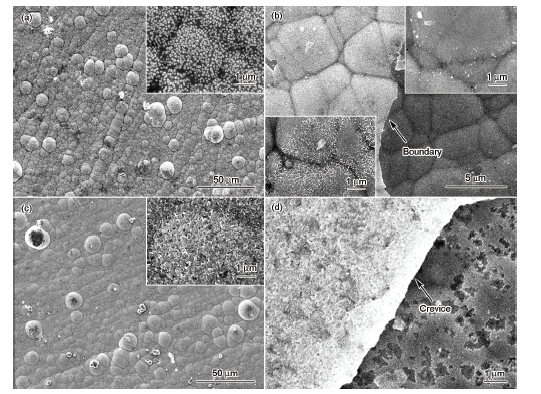
图1为化学镀不同时间Ni-W-Cu-P镀层的表面形貌. 可见, 化学镀1 min时(图1a), 在试样表面形成了灰色多孔镀层, 在灰色多孔镀层表面均匀分布着少量尺寸较大的白色块状颗粒和许多尺寸较小的白色纳米颗粒, 在灰色镀层中还可见许多尺寸与白色纳米颗粒相近的黑色孔洞, 这些黑色纳米孔洞与化学镀初期宏观观察到试样表面大量氢气释放在界面区内形成剧烈的搅拌, 导致试样表面形成的部分核心剥落有关. 对白色颗粒A和B, 灰色平坦区C和黑色孔洞D进行EDS分析(表1), 结果可见, 其Ni, W, Cu和P的质量分数存在明显差异, 表明化学镀初期形成的镀层成分分布存在明显的微观不均匀性. 化学镀5 min时(图1b), 试样表面均匀分布着以亚微米尺寸为主的球形颗粒, 同时还可见少量球形颗粒合并生长形成的尺寸较大的白亮颗粒(如图1b中箭头E所示), 对图1b中箭头F所示白亮颗粒和箭头G所示邻近尺寸较小的灰色颗粒的EDS分析(表1)表明, 此时形成的镀层中不同颗粒其W和P的质量分数仍存在较大的差异. 化学镀10 min时(图1c), Ni-W-Cu-P球形颗粒平均尺寸明显增大, 同时镀层表面开始出现球形颗粒合并生长形成的尺寸较大的条状组织(如图1c箭头H所示), 经EDS分析(表1), 与箭头I所示邻近球形小颗粒相比, Cu的质量分数相近, 而W和P的质量分数差别较大, 与化学镀5 min同类型的组织成分相比, 非合并生长的小颗粒成分相近, 而合并生长的大颗粒, Cu和W的质量分数相近, 但P的质量分数明显提高. 化学镀20 min时(图1d), 试样表面形成了由球形颗粒合并生长形成的条形组织, 化学镀30 min (图1e)形成的条形组织与化学镀20 min时的类似, 较长时间化学镀后, 条形组织中的胞状颗粒尺寸明显增大(图1f). 由上述分析可见, 化学镀初期形成的Ni-W-Cu-P核心有球形和块状2种, 化学镀大约5 min后, 随着试样表面与镀液间较稳定界面区的建立, 此时形成的Ni-W-Cu-P核心均为球形核心, 而球形核心的合并生长导致条状Ni-W-Cu-P组织的形成.
图1 化学镀不同时间Ni-W-Cu-P镀层的SEM像
Fig.1 SEM images of Ni-W-Cu-P coatings after plating for different times(a) 1 min (b) 5 min (c) 10 min (d) 20 min (e) 30 min (f) 120 min
表1
Table 1 EDS results of different characteristic zones of Ni-W-Cu-P coating in
| Zone | Ni | W | Cu | P | Fe |
|---|---|---|---|---|---|
| A | 9.18 | 1.83 | 4.56 | 1.17 | 83.26 |
| B | 18.99 | 1.11 | 11.14 | 2.31 | 66.45 |
| C | 10.67 | 2.98 | 5.93 | 1.50 | 78.92 |
| D | 26.54 | 7.32 | 14.85 | 3.59 | 47.70 |
| F | 57.43 | 6.04 | 20.74 | 3.49 | 12.30 |
| G | 55.18 | 4.75 | 19.63 | 6.37 | 14.07 |
| H | 61.18 | 6.74 | 19.78 | 7.67 | 4.63 |
| I | 63.64 | 4.94 | 19.49 | 6.41 | 5.52 |
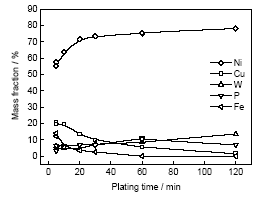
图2为Ni-W-Cu-P镀层化学成分随化学镀时间(t)的变化曲线. 可见, 化学镀5 min后, 随化学镀时间延长, 镀层中Ni的质量分数按对数规律增大(wNi=7.12lnt+46.61), Cu的质量分数按对数规律减小(wCu=-6.18lnt+31.18), W的质量分数按线性规律增大(wW=0.073t+4.45), P的质量分数按抛物线规律变化(wP=-0.0013t2+0.18t+4.03), 在5~60 min内, Fe的质量分数按对数规律急剧下降(wFe=-5.10lnt+20.07), 在化学镀60 min后形成的镀层中没有检测到元素Fe. 镀层中合金元素质量分数随化学镀时间延长发生变化, 与化学镀期间随着氢气释放, 镀液与试样表面间形成的界面区内pH值发生变化有关[16,17].
图2 Ni-W-Cu-P镀层成分随化学镀时间的变化
Fig.2 Variation of chemical composition of Ni-W-Cu-P coatings with plating time
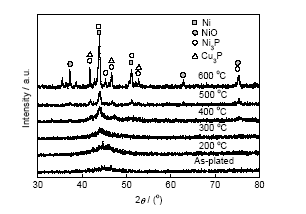
图3为不同温度保温2 h的Ni-W-Cu-P镀层的XRD谱. 可见, 镀态和400 ℃以下热处理的Ni-W-Cu-P镀层的XRD谱为漫散的馒头峰, 说明这些镀层具有非晶结构, 当热处理温度达到500 ℃及以上时, 镀层的XRD谱出现较尖锐的衍射峰, 表明此时镀层已由非晶转变为混晶或晶态结构, 根据Ni(W)固溶体(111)衍射峰, 用Scherrer法计算表明, Ni(W)固溶体的晶粒尺寸为41.5 nm, 因此, 500 ℃热处理的镀层为纳米晶镀层. 据报道, Ni-Cu-P[18,19]和Ni-W-P[10,20]合金镀层在400 ℃热处理时均发生了明显晶化, 表明在Ni-P合金中同时共沉积W和Cu制备的四元Ni-W-Cu-P非晶合金较单独共沉积W或Cu制备的三元Ni-W-P或Ni-Cu-P非晶合金具有更好的热稳定性.
图3 不同温度热处理后Ni-W-Cu-P镀层的XRD谱
Fig.3 XRD spectra of Ni-W-Cu-P coatings annealed at different temperatures
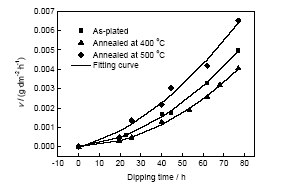
图4为不同温度热处理的Ni-W-Cu-P镀层在常温20%H2SO4溶液中浸泡腐蚀不同时间(td)后测量的腐蚀速率(v)及用二次多项式v=
图4 不同温度热处理Ni-W-Cu-P镀层的腐蚀速率随浸泡时间变化曲线
Fig.4 Variation of corrosion rate (v) of Ni-W-Cu-P coatings annealed at different temperatures with dipping time
图5为Ni-W-Cu-P镀层常温腐蚀不同时间后的表面形貌. 由图5a可见, 镀态非晶镀层腐蚀19.5 h后, 低倍下仍为典型胞状结构, 但高倍下腐蚀表面均匀分布尺寸约100 nm的纳米颗粒(图5a插图). 因为球形颗粒合并生长形成的胞状组织中颗粒界面能高于颗粒内部的, 导致沿颗粒界面的腐蚀速率大于颗粒内部的, 故球形颗粒腐蚀残留物纳米颗粒在胞状组织表面的分布也非常均匀. EDS分析(表2)表明, 纳米颗粒(NP)中Ni含量略高于纳米颗粒间基体(M)的, 而Cu和W含量则相反, 这种成分差异是因为Cu的电极电位高于Ni的, 使Ni优先Cu腐蚀[14], 导致腐蚀较深的纳米颗粒间镀层与纳米颗粒产生成分差异. 上述分析表明, 镀态Ni-W-Cu-P镀层在常温H2SO4溶液中发生的是选择性腐蚀.
表2
Table 2 EDS results of different structures in corroded samples surface in
| Structure | Ni | W | Cu | P | O |
|---|---|---|---|---|---|
| NP | 74.58 | 10.04 | 8.48 | 6.90 | - |
| M | 71.40 | 11.60 | 10.06 | 6.94 | - |
| WCS | 80.14 | 6.32 | 3.91 | 7.21 | 2.42 |
| GCS | 74.55 | 12.03 | 6.32 | 7.10 | 0.00 |
| CS | 75.30 | 10.62 | 4.17 | 4.40 | 5.51 |
| WS | 77.17 | 8.66 | 3.82 | 4.35 | 6.00 |
| GS | 72.56 | 13.26 | 6.60 | 7.58 | 0.00 |
图5 Ni-W-Cu-P镀层腐蚀不同时间后的表面形貌
Fig.5 Surface morphologies of Ni-W-Cu-P coatings after corroded for different times (Insets show high magnified images) (a) as-plated, 19.5 h (b) annealed at 400 ℃, 25.5 h (c) annealed at 500 ℃, 19.5 h (d) annealed at 500 ℃, 44.5 h
400 ℃热处理的Ni-W-Cu-P镀层腐蚀25.5 h后, 低倍下腐蚀表面由白亮和灰色胞状组织组成(图5b), 在2种组织交界处可见, 包覆在灰色胞状组织表面的“蛋壳状”白亮膜边缘轮廓清晰, 且与被包覆的灰色胞状组织间没有明显缝隙, 表明它们间的界面结合良好. EDS分析见表2, 白亮胞状组织(WCS)中存在较高含量O, 而灰色胞状组织(GCS)中不含O, 表明白亮膜是尚未溶解掉的氧化膜; 此外, 氧化膜和灰色胞状组织在镀层纵向所处位置相近, 其Ni, W和Cu含量应相近, 但灰色胞状组织中的Ni含量明显低于氧化膜中的, 而W和Cu含量则正好相反, 表明400 ℃热处理的Ni-W-Cu-P非晶镀层在常温H2SO4溶液中也发生了Ni优先溶解现象, 故其腐蚀机制也是选择性腐蚀. 高倍观察显示, 灰色胞状组织表面形貌与镀态非晶腐蚀后的不同, 其表面没有均匀分布的纳米颗粒(图5b右上角插图), 表明非晶胞状组织中原球形颗粒合并生长形成的低能界面在400 ℃热处理时已经消失. 对氧化膜高倍观察发现, 该膜为片状氧化物围成的网络状多孔结构(图5b左下角插图), 因片状氧化物嵌入非晶镀层基体内形成嵌入式结构, 使400 ℃热处理形成的氧化膜与非晶镀层基体间具有较高的界面结合力.
由图5c可见, 500 ℃热处理的Ni-W-Cu-P纳米晶镀层腐蚀19.5 h后, 低倍下其表面仍为典型胞状结构, 高倍下则为多孔结构(图5c插图), EDS分析(表2)显示, 胞状组织(CS)中含较多的O, 表明此时其表面仍被多孔氧化膜包覆. 腐蚀44.5 h后, 镀层表面由白亮区和灰色区组成(图5d), EDS分析(表2)表明, 白亮区组织(WS)为尚未溶解掉的氧化膜, 灰色区组织(GS)为氧化膜溶解后裸露的纳米晶镀层. 在白亮氧化膜与灰色纳米晶交界处可见, 氧化膜与其包覆的纳米晶镀层间存在明显缝隙, 表明500 ℃热处理时形成的氧化膜与纳米晶镀层间结合力较差. 在裸露出的纳米晶表面存在许多纳米尺度孔洞, 结合图3 XRD分析结果可见, 这些纳米孔洞是由于500 ℃热处理时形成的纳米级磷化物颗粒(如Ni3P)溶解或剥落后, 孔内壁进一步腐蚀形成的. 综上可知, Ni-W-Cu-P纳米晶镀层的腐蚀机制是点腐蚀.
根据腐蚀后镀层表面形貌观察可见, 与400 ℃热处理非晶相比, 一方面, 镀态非晶腐蚀后表面形成了大量纳米颗粒, 增大了其表面与腐蚀介质间的接触面积, 另一方面, 胞状组织中球形颗粒间界面能相对较高, 导致镀态非晶的耐蚀性低于400 ℃热处理非晶的. 与非晶镀层相比, 500 ℃热处理的纳米晶不仅具有晶界、相界等高能缺陷, 而且, 热处理时形成的氧化膜与内部纳米晶镀层间结合力较差, 当氧化膜发生局部溶解破损后, 进入缝隙的腐蚀液将使氧化膜面临双向腐蚀, 同时, 氧化膜溶解破损后裸露的纳米晶镀层与腐蚀液的接触面积也将增大, 从而导致纳米晶镀层的耐蚀性不如非晶的.
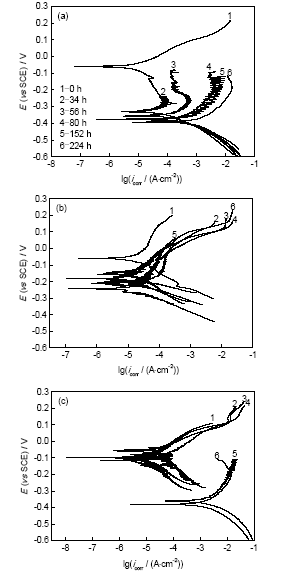
图6为Ni-W-Cu-P镀层的动电位极化曲线, 腐蚀不同时间后镀层的腐蚀电流密度如表3所示. 由图6a可见, 镀态非晶镀层腐蚀34 h后, 腐蚀电位显著负移(262 mV), 进一步延长腐蚀时间, 腐蚀电位单调负移值较小; 由表3可见, 镀层的腐蚀电流密度随腐蚀时间延长单调增大, 腐蚀56 h后腐蚀电流密度显著增大. 由图6b可见, 400 ℃热处理的非晶镀层, 腐蚀时间低于152 h时, 腐蚀电位随腐蚀时间延长单调负移, 但在腐蚀224 h后, 腐蚀电位发生了小幅正移; 与镀态非晶镀层相比, 该镀层在长期腐蚀期间, 虽然腐蚀电流密度随腐蚀时间延长呈单调增大趋势, 但其腐蚀电流密度增大幅度较小, 其腐蚀224 h后的腐蚀电流密度仅约为未腐蚀镀层的1.9倍, 而镀态非晶镀层腐蚀224 h后的腐蚀电流密度则约为未腐蚀镀层的526倍, 这说明400 ℃热处理非晶镀层在高温H2SO4溶液中具有较镀态非晶镀层更好的抗长期腐蚀性能. 由图6c可见, 500 ℃热处理的纳米晶镀层在腐蚀时间低于80 h时, 其腐蚀电位接近, 腐蚀电流密度随腐蚀时间延长略有增大; 腐蚀152 h后, 其腐蚀电位明显负移, 腐蚀电流密度则显著增大. 与400 ℃热处理非晶镀层相比, 当腐蚀时间小于80 h时, 其腐蚀电流密度与400 ℃热处理非晶镀层的接近, 进一步延长腐蚀时间, 2种镀层间的腐蚀电流密度差异显著增大(表3), 在腐蚀224 h时, 纳米晶镀层的腐蚀电流密度为400 ℃热处理非晶镀层的479.3倍, 表明500 ℃热处理的纳米晶镀层在高温H2SO4溶液中具有较差的抗长期腐蚀性能.
图6 不同温度热处理的Ni-W-Cu-P镀层极化曲线
Fig.6 Polarization curves of Ni-W-Cu-P coatings as-plated (a), annealed at 400 ℃ (b) and at 500 ℃ (c) (E—potential, icorr—current density)
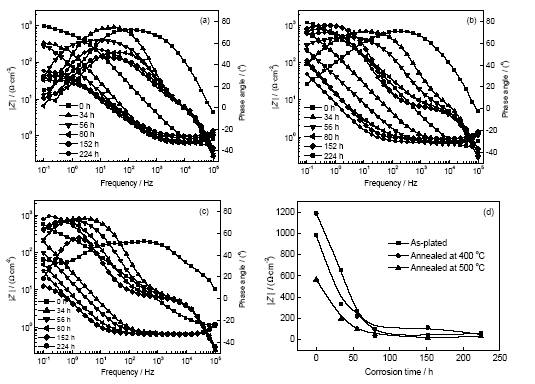
图7为Ni-W-Cu-P镀层的Bode图及其阻抗随腐蚀时间变化曲线. 由图7可见, 在中低频区, 镀态和热处理态镀层的阻抗均随着腐蚀时间延长而减小, 当腐蚀时间小于80 h时, 镀层的阻抗随腐蚀时间延长快速下降, 进一步延长腐蚀时间, 镀层的阻抗变化较小. 根据阻抗的大小可见, 400 ℃热处理的非晶镀层耐蚀性最好, 镀态非晶镀层耐蚀性居中, 500 ℃热处理的纳米晶镀层耐蚀性最差, 该实验结果与极化曲线分析结果一致. 此外, 镀层最大相位角接近90°, 说明镀层表现为电容性质, 随着腐蚀时间延长, 最大相位角向低频方向移动, 表明随着腐蚀时间延长, 镀层表面膜层发生了变化[21].
图7 Ni-W-Cu-P镀层的Bode图及其阻抗随腐蚀时间的变化曲线
Fig.7 Bode plots for as-plated Ni-W-Cu-P coatings (a), and then annealed at 400 ℃ (b) and 500 ℃ (c), and variation of their impedance values (|Z|) with corrosion time (d)
由表3和图7还可见, 当腐蚀时间较短时, 镀层的阻抗变化较明显, 因而此时用阻抗表征镀层的耐蚀性好坏具有更高的灵敏度, 而当腐蚀时间较长时, 腐蚀电流密度的变化较明显, 因而此时腐蚀电流密度能更灵敏地反映镀层耐蚀性的优劣.
表3 在20%H2SO4溶液中腐蚀不同时间后Ni-W-Cu-P镀层的腐蚀电流密度
Table 3 Corrosion current density of Ni-W-Cu-P coatings corroded in 20%H2SO4 solution for different times (10-5 Acm-2)
| Coating | 0 h | 34 h | 56 h | 80 h | 152 h | 224 h |
|---|---|---|---|---|---|---|
| As-plated | 0.88 | 4.07 | 30.28 | 62.10 | 77.10 | 463.10 |
| Annealed at 400 ℃ | 1.17 | 1.39 | 1.57 | 1.63 | 2.31 | 2.17 |
| Annealed at 500 ℃ | 0.71 | 0.72 | 2.57 | 3.54 | 292.90 | 1040.00 |
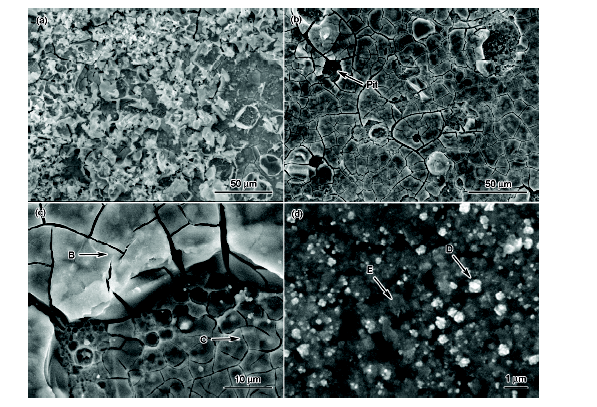
图8为Ni-W-Cu-P镀层高温腐蚀224 h后的表面形貌像. 由图8a可见, 镀态非晶表面形成了非连续的腐蚀产物膜, EDS分析(表4, A)表明, 该膜层中Ni元素质量分数低于镀层中Ni的最低质量分数, 而W和P的质量分数则高于镀层中最大质量分数的(图2), 表明镀态非晶在高温H2SO4溶液中发生了较严重的选择性腐蚀. 由图8b可见, 400 ℃热处理非晶腐蚀224 h后, 表面形成了类似干枯河床“干泥巴状”连续腐蚀产物膜, 局部位置可见腐蚀产物膜脱落后形成的凹坑, 高倍观察表明, 腐蚀产物膜的厚度在5 μm左右, 而腐蚀产物膜脱落位置形成了新的腐蚀产物膜(图8c), EDS分析(表4)表明, 箭头所示未脱落位置B腐蚀产物膜和脱落位置C新形成的腐蚀产物膜的元素组成和含量存在明显差异, 表明400 ℃热处理非晶镀层发生了较严重的选择性腐蚀. 由于与腐蚀介质接触的表面由起始时的氧化膜逐渐过渡到由氧化物(如WO3)、硫酸盐等组成的连续钝化膜, 导致其腐蚀不同时间后测量的最大相位角由中频向低频变化. 此外, 在试样表面形成的连续钝化膜中W含量高达24.63%, 而WO3在H2SO4溶液中具有热力学稳定性[6], 因而表面形成的该钝化膜对内部镀层具有较好的保护作用, 这与该镀层经历较长时间浸泡腐蚀后仍具有较低的腐蚀电流密度的实验结果一致. 由图8d可见, 500 ℃热处理的纳米晶镀层腐蚀224 h后, 表面较均匀分布着白色纳米颗粒和纳米孔洞, EDS分析(表4)表明, 箭头所示白色颗粒D中Ni含量明显高于灰色基体E中的, 表明白色颗粒是500 ℃热处理后在镀层中形成的纳米Ni3P颗粒, 灰色基体中W含量明显高于白色颗粒中的, 表明灰色基体是Ni(W)固溶体. 由于磷化物与固溶体间存在较高的相界面能, 而磷化物与Ni(W)固溶体间因电极电位不同又易引起原电池腐蚀[22], 导致纳米磷化物颗粒与Ni(W)固溶体间因腐蚀而脱开剥落, 从而在试样表面形成了这些均匀分布的纳米孔洞. 综上可见, 纳米晶镀层在高温H2SO4溶液中发生的是点腐蚀, 与非晶镀层相比, 纳米晶镀层经过一定时间腐蚀后其表面没有形成具有一定防护作用的钝化膜, 导致其长期腐蚀时耐蚀性不如非晶的.
图8 Ni-W-Cu-P镀层腐蚀224 h后的SEM像
Fig.8 SEM images of Ni-W-Cu-P coatings after corroding for 224 h (a) as-plated (b, c) annealed at 400 ℃ (d) annealed at 500 ℃
表4
Table 4 EDS results of different characteristic zones of corroded samples surface in
| Zone | Ni | W | Cu | P | O | Fe | S |
|---|---|---|---|---|---|---|---|
| A | 37.03 | 18.87 | 8.38 | 15.59 | 12.53 | 7.60 | - |
| B | 30.51 | 24.63 | 13.27 | 13.99 | 10.30 | 2.04 | 5.26 |
| C | 58.04 | 14.45 | 4.88 | 11.37 | 7.90 | 3.36 | - |
| D | 71.78 | 4.78 | 7.73 | 11.26 | 3.41 | 1.04 | - |
| E | 68.75 | 7.42 | 7.03 | 11.55 | 4.43 | 0.82 | - |
(1) 化学镀初期形成的Ni-W-Cu-P核心有球形和块状2种形貌, 化学镀5 min后均形成球形核心, 球形核心合并生长形成条状组织.
(2) 随化学镀时间延长, 镀层中Ni, Cu, W, P和Fe的质量分数分别具有对数增大, 对数减小, 线性增大, 抛物线和对数减小变化趋势.
(3) 在常温和高温H2SO4溶液中, Ni-W-Cu-P镀层耐蚀性由高到低依次为: 400 ℃热处理非晶、镀态非晶和500 ℃热处理纳米晶; 常温下镀层的腐蚀速率随腐蚀时间延长按抛物线关系增大, 高温下镀层的腐蚀电流密度随腐蚀时间延长而增大, 阻抗则减小.
(4) 在常温和高温H2SO4溶液中, Ni-W-Cu-P非晶和纳米晶镀层的腐蚀机制分别为选择性腐蚀和点腐蚀.
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}