
潘峰, 崔丽 , 钱伟, 贺定勇, 魏世忠
, 钱伟, 贺定勇, 魏世忠
北京工业大学材料科学与工程学院, 北京 100124
PAN Feng, CUI Li, QIAN Wei, HE Dingyong, WEI Shizhong
通讯作者:
收稿日期: 2016-03-9
网络出版日期: 2016-11-23
版权声明: 2016 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介: 潘 峰, 男, 1990年生, 硕士生
展开
摘要
采用双光束光纤激光热源对1.5 mm厚5083铝合金和1.8 mm厚304不锈钢异种合金搭接接头进行了激光深熔焊接工艺实验, 研究了光束相对位置对接头焊缝成形、界面组织及接头力学性能的影响. 结果表明, 在无任何填充材料条件下, 采用双光束激光进行铝合金/不锈钢异种合金激光深熔焊接能够获得良好的焊缝表面成形, 小能量分光束在前的接头界面金属间化合物(IMC)厚度相对较薄. 接头界面纳米硬度测试结果表明, IMC层平均硬度为9.61 GPa, 且明显高于不锈钢母材(4.12 GPa)和铝合金母材(1.09 GPa). 接头拉伸断裂于铝合金/不锈钢IMC界面层. 小能量分光束在前的接头获得机械抗力大于分光束在后的接头.
关键词:
Abstract
Aluminum alloy and steel thin sheets have been mostly used in the automotive industry to get a lightweight car body. Nowadays several studies are focused on the joining of aluminum alloy to steel by new welding methods especially by laser welding. In this work dual-beam fiber laser keyhole welding was introduced to joining of 1.5 mm-thick aluminum alloys to 1.8 mm-thick 304 stainless steels in an overlap joint configure. The influences of different laser focusing positions on the weld appearance, interface microstructures and tensile mechanical resistance of the welded joints were studied. As a result, the good weld appearance of the aluminum alloy to stainless steel joints were obtained by dual-beam fiber laser keyhole welding process without any filler materials. The thickness of the intermetallic compound layer of the joint interface is comparatively thin when the laser beam with low energy is focusing on the front. The nano-hardness testing results show that the average hardness of intermetallic compound layer is 9.61 GPa, which is significantly higher than that of the parent stainless steel of 4.12 GPa and aluminum alloy of 1.09 GPa. The fracture of the welded joints occurs on the aluminum alloy/stainless steel interface layer. The highest mechanical resistance of 131 N/mm can be obtained by the low energy laser beam focused on the front.
Keywords:
铝合金具有质量轻, 密度小, 弹、塑性好, 比强度高以及加工性能优良等特性, 被广泛地应用于航空航天、交通运输、国防建设等制造业中[1,2]. 不锈钢具有良好的耐蚀性和较高的塑、韧性, 是汽车、船舶等制造业中广泛使用的材料[3]. 铝合金/不锈钢复合结构由于同时具备2种金属的优点, 使制造产品整体轻量化, 在航空航天、汽车制造等领域得到了广泛的应用[4,5]. 但是铝合金/钢异种金属的焊接存在着诸多困难: 首先Fe和Al在高温下易生成Fe-Al脆性金属间化合物(IMC)[6,7], 当脆性IMC反应层超过一定厚度时, 将导致接头力学性能急剧下降; 其次, 钢和铝合金在熔点、密度、热导率、线膨胀系数等物理性能方面有很大的差异, 焊后的接头内存在较大的热应力, 易于诱发焊接裂纹的产生. 因此, 铝合金/不锈钢异种合金的高效、优质连接问题受到研究人员的广泛关注, 而焊接工艺方法和焊接参数的优化是改善焊接接头性能的有效途径之一[8,9].
近些年不断发展的激光熔钎焊技术, 为铝合金/钢异种合金的高效、优质连接提供了新的机遇[10,11]. 根据激光能量吸收机制的不同, 一般将激光焊接分为激光热导熔钎焊和激光深熔钎焊2大类[12]. 对于薄板焊接而言, 近年来激光深熔焊接铝合金/钢异种金属的方法得到了较高质量接头, 且研究热点主要集中在IMC的厚度及焊缝在铝合金侧的熔深对接头强度的影响[13~15]. 然而以往这些研究均是在单束激光深熔焊接的情况下进行的. 由于单束激光热源能量分布较为集中的特点, 激光深熔焊界面温度分布不均匀, 导致接头界面发生的冶金反应不均匀, 界面易出现未焊合现象.
双光束激光焊接是通过将一束激光采用光学分光的方法或者采用2个激光发生器进行组合用于焊接的一种方法[16,17]. 在同质材料的双光束激光焊接中表现出了在焊接温度场均匀性、改善焊缝成形及减少裂纹、气孔缺陷等方面的优势[18~20]. 因此, 国内外学者已开展了一定量的双光束激光焊接异种合金的研究. Laukant等[21]研究了镀锌钢/铝合金的双光束激光填丝焊, 结果表明双光束改善了液态铝合金对固态钢的润湿性, 增加了有效钎焊面积, 提高了接头的强度. Li等[22] 和檀财旺等[23]进行了镁合金/钢异种合金双光束激光熔钎焊特性的研究结果表明, 双光束激光改善了单光束容易产生的未钎合现象, 获得了更大界面铺展面积, 改善钎料的润湿铺展性能, 提高了焊接参数的适应性和焊接过程的稳定性. Shi等[24]进行了双光束Nd∶YAG (neodymium-doped yttrium aluminium garnet)激光焊接钢与铝合金搭接接头的研究, 结果证实双光束激光能够控制界面IMC层的厚度, 提高接头的剪切强度. 然而, 上述双光束激光焊接异种合金的研究主要集中在双光束对钎料润湿铺展的影响方面, 而关于2束激光的前后位置对于焊缝成形、接头组织性能的研究则鲜见报道.
本工作针对不锈钢在上、铝合金在下的搭接接头, 采用分光镜将光纤激光分成双束, 2激光斑点沿焊接方向串行分布, 将激光作用于不锈钢表面实现深熔焊接, 改变分束激光的前后位置, 研究分光前后不同位置条件下接头的微观组织和力学性能, 探索光束相对位置排列方式对铝合金/不锈钢异种合金接头焊缝成形、界面组织和接头力学性能的影响规律.
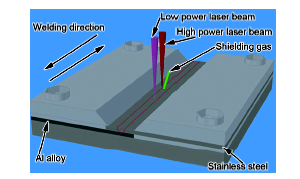
焊接实验所用激光器为IPG YLS-6000型光纤激光器, 最大输出功率为6 kW, 激光波长为1064 nm, 激光束离焦量为0 mm时圆形光斑直径为0.3 mm. 实验材料为1.5 mm厚的5083铝合金板和1.8 mm厚的304不锈钢板. 5083铝合金的化学成分(质量分数, %)为: Mg 4.0~4.9, Mn 0.4~1.0, Fe 0.4, Si ≤0.40, Zn 0.25, Al 余量; 304不锈钢的化学成分(质量分数, %)为: Cr 18.0, Ni 8.0, Mn 1.25, Si 0.85, C 0.06, P 0.04, S 0.02, Fe 余量. 不锈钢和铝合金板料的尺寸分别为1.8 mm×150 mm×100 mm和1.5 mm×150 mm×100 mm. 焊前用丙酮清洗试板以去除表面油污, 用钢丝刷打磨以去除铝合金表面的氧化层. 实验采用不锈钢在上、铝合金在下的搭接形式, 双光束激光深熔焊接过程示意图如图1所示. 激光束聚焦于不锈钢表面, 采用分光镜将1.87 kW的单束激光按照能量比例为4∶1分为2束激光, 2光斑间距为3 mm, 沿焊接方向, 分别采用小能量分光束在前和小能量分光束在后2种情况进行焊接, 2束激光均垂直于不锈钢板入射, 激光离焦量均为0 mm, 焊接速度为45 mm/s, 焊接时采用纯Ar气对焊缝进行保护, 保护气流量为15 L/min.
图1 双光束激光深熔焊接铝合金/不锈钢示意图
Fig.1 Schematic of dual-beam laser keyhole welding of Al alloy to stainless steel
焊接完成后, 采用线切割机将试样切割成15 mm×10 mm, 打磨抛光至镜面后用质量分数为3%的FeCl3溶液腐蚀不锈钢焊缝, 用Keller试剂(HF∶HCl∶HNO3∶H2O=1∶1.5∶2.5∶95, 体积比)腐蚀铝合金后制备金相试样. 利用SZ61体视显微镜观察焊缝的表面形貌; 利用BX51M卧式金相显微镜(OM)观察试样横截面形貌及铝合金/不锈钢界面处的微观组织; 采用QUANTA FEG 650扫描电镜(SEM)观察铝合金/不锈钢的界面IMC及断口形貌, 用自带的能谱仪(EDS)分析界面层元素的成分和分布; 采用D8ADVANCE X 射线衍射仪(XRD)对铝合金/不锈钢试样的断口主要物相进行分析; 采用Nano Indenter G200纳米压痕仪分析焊接接头的硬度; 利用MTS810.22电液伺服材料试验机进行拉伸实验, 每种条件均测量3次, 再取平均值, 用失效抗力与试件上焊缝长度的比值来衡量接头的机械抗力.
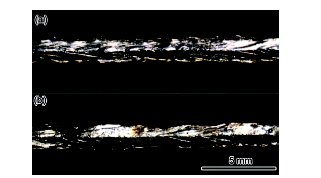
图2a和b分别为小能量分激光束在前和小能量分激光束在后时双光束激光深熔焊接铝合金/不锈钢接头焊缝的表面形貌. 由图可见, 2种焊缝鱼鳞纹规则、光滑、美观, 无可见的气孔、裂纹等缺陷. 因此, 无论小能量分束激光位置在前还是在后, 双光束激光深熔焊接铝合金/不锈钢焊缝均获得了良好的焊缝表面成形.
图2 双光束激光焊接焊缝表面形貌
Fig.2 Top bead appearances of dual-laser beam welds (a) low power laser in front (b) low power laser in behind
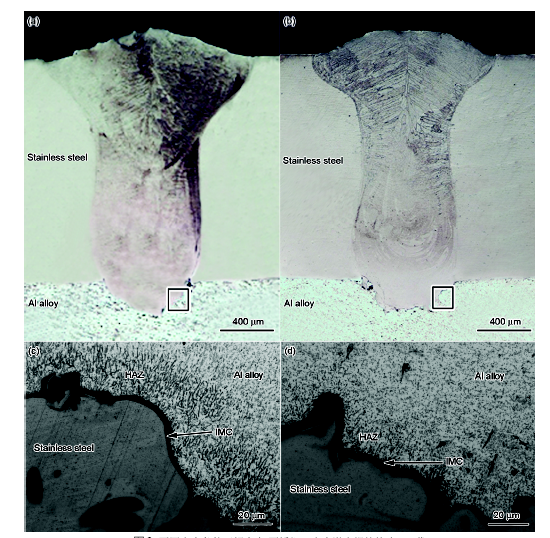
图3为双光束激光深熔焊接铝合金/不锈钢搭接接头横截面形貌及对应区域附近的OM像. 由图3a和b可见, 焊缝横截面均为典型的钉头型, 为有小孔效应的激光深熔焊, 并且焊缝无可见气孔、裂纹及咬边缺陷, 焊缝成形优良. 由图3c和d可见, 当小能量分束激光在前时, 界面处铝合金母材侧热影响区(HAZ)要比小能量分束激光在后时的宽. 分束激光在后时界面处IMC层的平均厚度为3.2 µm, 要比分束激光在前时IMC层的厚度(2.2 µm)稍大, 这可能是由于小能量分束激光在后时对焊缝区有热处理的作用, 分析原因可能是, 在后的分束激光在焊接过程中加速铝合金/不锈钢的界面反应, 使得IMC层变厚.
图3 不同光束条件下铝合金/不锈钢双光束激光焊接接头OM像
Fig.3 OM images (a, b) and high magnified images near rectangular areas (c, d) of dual-beam laser welded joints of Al alloys to stainless steels with low power laser in front (a, c) and in behind (b, d) (HAZ—heat affected zone, IMC—intermetallic compound)
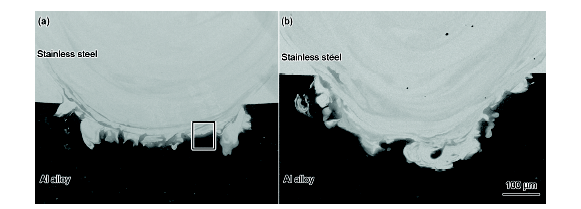
图4a和b分别为分光束在前和分光束在后2种情况下铝合金/不锈钢激光深熔焊接接头界面区SEM像. 从图中可以看出, 2种光束条件下激光深熔焊接铝合金/不锈钢接头的界面极不规则, 且界面处生成的IMC厚度不均匀, 在2~14 μm范围内变动.
图4 铝合金/不锈钢接头界面区SEM像
Fig.4 SEM images in the interface of Al alloys/stainless steels with low power laser in front (a) and in behind (b)
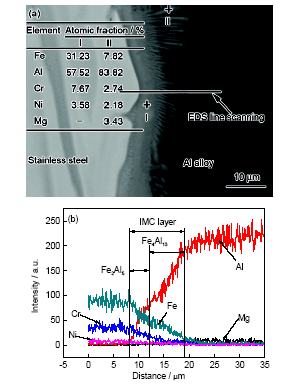
选择图4a中方框所标较为平整界面区域进行高倍SEM观察, 界面层IMC的SEM像如图5a所示. 从图5a可以看出, 铝合金/不锈钢之间存在明显的界面层, 且界面处生成了厚度不均匀的IMC. 接头界面IMC具有双层结构特征, 分别用 I 层和 II 层表示: 靠近不锈钢侧的IMC (I层)为致密的板状结构, 它与不锈钢之间为近乎平直的界面; 靠近铝合金侧的IMC (II 层)为针状结构, 针状IMC向铝合金熔核中生长, 且有部分针状相与IMC层分离. 近不锈钢侧板状IMC的厚度约为4.0 μm, 近铝合金侧针状IMC厚度在1~8.0 μm 范围内变动, 而在铝合金熔核中游离的针状相长度最大为15 μm. 其它部位界面IMC也具有典型的双层结构, 但是其界面形貌特征各有差异. 激光深熔焊接接头铝合金/不锈钢界面微观组织的上述特点主要与激光深熔焊小孔熔池的动态变化及温度场有关. 分析原因可能是因为在本实验条件下, 不锈钢熔池自身的剧烈流动行为、金属等离子气体对小孔壁压力以及小孔的动态闭合对界面IMC产生冲击, 导致某些针状相与IMC层分离并游离于邻近的铝合金熔核中[25].
对于铝合金/不锈钢异种金属激光深熔焊接头来说, 界面IMC往往是接头的薄弱位置, 是影响接头力学性能的关键因素. 对界面IMC的微观结构、相组成及力学行为进行深入分析有助于掌握铝合金/钢异种金属焊接性基本特点和实现接头质量的控制. 对5083铝合金/304不锈钢异种金属双光束激光深熔焊接接头界面IMC的EDS分析确定IMC的基本成分及相组成. 双光束激光深熔焊接接头铝合金/不锈钢界面IMC层的EDS点分析结果见图5a, 分析位置分别为图5a中的I和II点. 接头界面靠近不锈钢侧的板状IMC中, Al, Fe, Cr和Ni 元素的含量(原子分数, 下同)分别为57.52%, 31.23%, 7.67%和3.58%, 而靠近铝合金侧粗针状IMC的 Al 含量增加到 83.82%, Fe含量降低至 7.82%. 可见, IMC层主要由 Al和Fe , 以及母材中Cr, Ni和Mg等元素组成, IMC在靠近不锈钢侧的 Fe 含量较靠近铝合金侧的高. 图5b为沿界面层的元素线扫描结果. 从中可以看出, 界面层的化学成分是不均匀的, Al 与 Fe 元素在界面处存在互扩散现象, 同时, 界面区存在一个化学成分的突变, 这与IMC层双层结构特征相对应. IMC层中 Al 和 Fe 分布情况与EDS点分析给出的分布规律保持一致, 沿不锈钢焊缝至铝合金方向, IMC层中的Fe和Cr元素含量降低, Al元素含量升高, 而 Mg和Ni元素的含量较低且变化不大, 这说明界面IMC主要是由 Al 和 Fe 2种元素组成, 属于 Al-Fe 二元相, 铝合金熔化区附近IMC层中的 Al 元素含量较高, 而不锈钢附近IMC层中 Fe 元素含量较高. 结合 Al-Fe 二元合金相图及IMC中Al和Fe 元素的成分分析结果可推断, 靠近不锈钢侧板状IMC为Fe2Al5, 铝合金侧针状(粗针状或长棒状、细针状) IMC为Fe4Al13. 界面处Fe2Al5 IMC层厚度约为4 μm而Fe4Al13 IMC层厚度约为7 μm. 而一般来讲, 富Fe的IMC的力学性能要优于富Al的IMC.
图5 铝合金/不锈钢界面处金属间化合物(IMC)的SEM像及EDS元素线扫描分析
Fig.5 SEM image (a) and EDS line scanning analysis (b) of IMC at interface of the Al alloy/stainless steel
在研究了5083铝合金/304不锈钢异种金属激光深熔焊接头微观组织特点的基础上, 对接头的力学性能进行评定, 分析接头的硬度、机械抗力及拉剪断裂机制, 揭示铝合金/不锈钢界面结构与接头力学性能之间的关系.
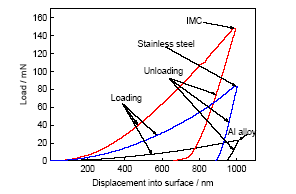
由于界面IMC层厚度较薄, 常规的显微硬度计难以对它的硬度进行准确的表征, 因此选用纳米力学测试系统对铝合金/不锈钢界面区进行纳米压痕实验, 分别在块状IMC区、不锈钢焊缝区以及铝合金HAZ取点进行纳米压痕测试. 得到IMC层、不锈钢焊缝及铝合金HAZ的纳米硬度, 其纳米压痕位移-载荷曲线如图6所示. 结果表明, IMC的平均纳米硬度为9.61 GPa, 不锈钢焊缝区和铝合金HAZ的平均纳米硬度分别为4.12和1.09 GPa. 从纳米硬度测试的结果分析, 界面层IMC的硬度远远大于不锈钢和铝合金母材, 说明界面层IMC脆性较大, 接头拉伸时断裂极有可能发生在界面层IMC处.
焊后制备标准拉伸试样, 对2种焊接条件下的试件进行拉伸实验. 结果表明, 分束激光在前时平均机械抗力达到131 N/mm, 分束激光在后时为112 N/mm. 由此可见, 小能量分光束在前的接头获得机械抗力大于分光束在后的接头. 这是由于当分束激光在后的情况下, 小能量分光束对铝合金/不锈钢界面的反应有后续加热的作用, 使得IMC的厚度增大, 进而影响接头的机械抗力. 从接头机械抗力来看, 2种激光位置条件下, 分束激光在前要优于分束激光在后的力学性能.
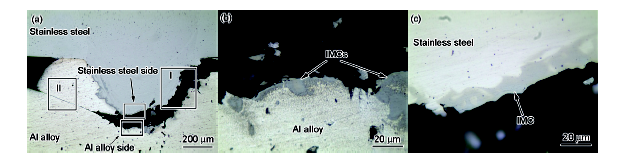
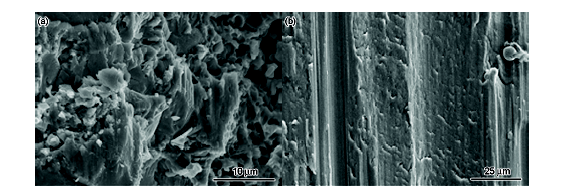
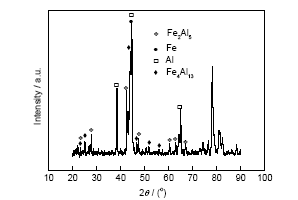
2种分光束条件下接头断口形貌特征基本相同, 图7a为断口的典型横截面形貌. 可以看出, 在剪切力的作用下接头先从图中I区开始断裂而后止于II区. I区为脆性断裂, 裂纹起始于界面IMC层, 铝合金/不锈钢两侧横截面断口放大形貌如图7b和c所示. 可见, 断裂位置在脆硬的IMC层, I区断口高倍SEM像如图8a所示, 断口表面发现了破碎的IMC, 部分区域断裂晶粒棱角清晰, 是典型的沿晶断裂形貌; II区是接头最后断裂部位铝合金母材, 断口SEM像如图8b所示, 断口由较为光滑的剪切面组成, 且有微裂纹产生, 结合图7中II区断裂形貌, 这表明II区域的断裂方式为剪切断裂. 最后对接头断口进行XRD测试, 分析断口上的物相组成, 印证断裂位置. 图9为接头断口的常规XRD谱. 从图中可知, 在断裂接头焊缝上检测出来的相有Fe4Al13相、Fe2Al5相以及Al和Fe母材的存在, 结合图7中接头断口横截面形貌, 在一定程度上说明, 接头断裂于界面处的IMC层.
图 7 接头断口横截面OM像
Fig.7 OM images of fractured joint in the cross section direction(a) whole joint (b) Al alloy side (c) stainless steel side
图8 接头断口SEM像
Fig.8 SEM images of fractured joint zone I (a) and zone II (b) in
(1) 在无任何填充材料条件下, 采用双光束进行铝合金/不锈钢异种合金激光深熔焊接能够获得良好的焊缝表面成形, 小能量分光束在前的界面IMC厚度相对较薄且界面IMC分布不均匀.
(2) EDS及SEM分析表明, 铝合金/不锈钢界面区IMC为双层结构, 靠近不锈钢侧的板状IMC为Fe2Al5, 靠近铝合金侧的针状IMC为Fe4Al13. 纳米硬度测试表明, 界面IMC层平均硬度为9.61 GPa, 要明显高于不锈钢(4.12 GPa)和铝合金(1.09 GPa) 2种母材.
(3) 拉伸实验结果表明, 小能量分光束在前的接头能获得较大的机械抗力, 抗力为131 N/mm. 接头断裂于IMC层, 断口形貌特征为典型的沿晶断裂.
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}