
顾伟, 李静媛 , 王一德
, 王一德
北京科技大学材料科学与工程学院, 北京 100083
GU Wei, LI Jingyuan, WANG Yide
中图分类号: TG146.21
通讯作者:
收稿日期: 2015-03-25
修回日期: 2015-11-11
网络出版日期: --
版权声明: 2016 《金属学报》编辑部 版权所有 2014, 金属学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
顾 伟, 男, 1986年生, 博士生
展开
摘要
采用常温冲击实验和拉伸实验研究了大断面7050铝合金型材横向3个典型位置的力学性能的差异, 并通过OM, EBSD和TEM分析了其显微组织. 结果表明: 晶粒尺寸约为12 μm的型材芯部比晶粒尺寸约为6 μm的边部的屈服强度高, 其原因是芯部较硬Copper取向的形变织构组分更强. 根据固溶合金元素含量所得的固溶强化项、亚晶粒尺寸所得的晶界强化项和合金的屈服强度可计算Taylor因子, 芯部为3.925, 边部为2.257. 晶界强化模型中Hall-Petch模型比Nes模型更适用于计算固溶后的晶界强化对合金屈服强度的贡献. 此外, 还建立了3种试样过时效态冲击功与亚晶粒尺寸之间的线性关系.
关键词:
Abstract
Generally, it is believed that inside the material the smaller grain size is, the higher yield strength is. In addition to this effect, grain refinement method also ensures that the toughness of the material is not reduced. However, it is found that the relationship between the grain size distribution and mechanical properties is contradiction with this law after the properties have been studied in the transverse direction of a large cross-section 7050 aluminum alloy profile. That is, the impact energy and yield strength in the center with a large grain size is higher than those at the edge with the smaller grain size in the thickest section of the profile. Besides that, during the establishment of the yield strength model in over-aging 7050 aluminum alloy, there are two models for the grain boundary strengthening which are Nes model and Hall-Petch model, so the choice from these model is found to affect the final results of the yield strength model. In order to study and understand the reasons for this phenomenon, the difference of mechanical properties distribution in the cross-section of 7050 aluminum extrusion profile has been investigated by impact test and tensile test at normal temperature, meanwhile, the microstructures have been analyzed by OM, EBSD and TEM. The results show that lots of the harder deformation textures, i.e., copper texture in the core of the profile lead to higher yield strength in the core with grain size of 12 mm than that in the edge with grain size of 6 mm. The Taylor factor could be calculated after the solution strengthening by alloying elements, grain boundary strengthening by the sub-grain and the yield stress of the alloy, at last, it reaches to 3.925 in the core, while that is just 2.257 in the edge. Compared with Nes model, the Hall-Petch model is much preferable to the calculation of grain boundary strengthening in yield stress of 7050 aluminum alloys after solid solution treatment. It is established that there is a linear relationship between impact energy and grain size of three over-aging specimens.
Keywords:
7050高强铝合金由于比强度高, 可承受高载荷, 因而其挤压型材广泛用于飞机机翼壁板、梁等结构[1-3]. 但由于铝合金型材在挤压时受力及变形不均匀会造成合金组织出现各向异性[4,5], 而且这种特征的组织难以通过热处理消除, 从而造成合金的力学性能沿型材截面边缘到芯部呈梯度分布[6-8]. 铝合金的组织和力学性能这种状态将严重影响产品的使用寿命, 因此对铝合金组织和性能的各向异性的研究显得尤为重要.
铝合金的强化机制有固溶强化、晶界强化、位错强化、析出强化、层错强化和模量强化等, 因此, 经不同的塑性加工或热处理, 合金的强度存在较大差异. Marthinsen等[9,10]建立、发展并完善了金属塑性流变过程的组织演变和强度模型, 并应用于铜合金的加工硬化过程. Vershinin和Nes[11]研究了2024-T3铝合金的塑性强化模型. Dixit等[12]对上述6种强化机制的常用模型及各机制对7050铝合金屈服强度的贡献进行了综述. 王小娜等[13]总结了铝合金时效过程不同形状析出相的生长模型, 并建立了时效态铝合金的屈服强度模型. Starink和Wang[14]系统研究了过时效状态下7050铝合金由固溶强化、晶界强化、析出强化和Taylor因子构成的屈服强度模型及合金元素含量波动对强度的影响. 这些研究[9,10,13,15-17]都以材料内组织均匀分布为前提, 分析构成屈服强度模型中各材料参数对该强度的影响. 然而, 实际材料由于生产工艺及产品形状等原因, 其内部组织常呈不均匀分布状态, 进而导致性能不均匀分布[4,18,19]. 虽然陈军洲等[8]研究了热轧7055铝合金板不同厚度层上晶粒形貌和织构组分对屈服强度的影响, 但是并未对屈服强度模型进行深入研究. 事实上, 不考虑热处理过程在合金各厚度层产生的组织差异, 经热处理仍保留的变形组织对合金强度的影响的模型研究[8,14]较少. 本工作采用大断面7050铝合金型材, 分析了其横向3个典型位置分别经过T76, T74和T73过时效处理后的冲击性能和拉伸性能, 研究了晶界强化机制及晶界强化模型, 还计算了各层Taylor因子及其对合金屈服强度的贡献.
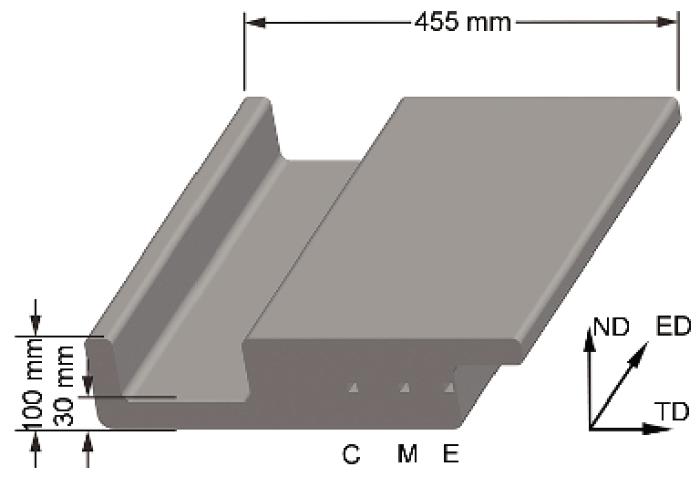
实验采用挤压比为7.34的7050铝合金挤压型材, 其主要化学成分(质量分数, %)为: Zn 5.84, Mg 2.32, Cu 2.04, Zr 0.11, Fe 0.039, Si 0.041, Ti 0.012, Al余量. 如图1所示, 在型材最厚部分的横向中心线上, 用线切割分别切取芯部、中边部和边部这3个试样, 编号分别为C, M和E. 将切下的试样作固溶淬火处理和过时效处理, 具体工艺为: 477 ℃保温1 h固溶处理, 水淬, 转移时间小于5 s, 简称为SQ; 121 ℃保温6 h后升温至177 ℃, 再分别保温3, 6和12 h作为T76, T74和T73过时效处理. 试样的编号由位置编号和热处理编号构成, 如C-T76表示在7050铝挤压型材横截面中心位置C经T76过时效处理的试样.
图1 7050铝合金大断面型材及试样取样位置示意图
Fig.1 Schematic of 7050 aluminum alloy extrusion profile and positions of 3 specimens (ND, ED and TD represent normal direction, extrusion direction and transverse direction, respectively. C, M and E stand for the position of center, medium and edge of the thickest section in the extrusion profile, respectively)
将沿型材3个典型位置的挤压方向(extrusion direction, ED)切下的圆棒作上述热处理, 然后按照GB/T 16865-1997制成直径10 mm, 标距50 mm的标准拉伸试样, 再根据GB/T 228.1-2010在Instron万能电子拉伸机上进行拉伸实验. 冲击试样参照GB/T 2975-1998制作, V型切口选在图1中平行于横向(normal direction, ND)的型材面上. 根据GB/T 229-2007在SANS 2302-B型金属摆锤冲击试验机上采用150 J小摆锤进行常温冲击实验.
将3个位置所有状态的试样预磨、抛光后, 采用Graff试剂(3 g CrO3+1.5 mL HF+15.5 mL HNO3+83 mL H2O)侵蚀, 然后在DM2500M光学显微镜(OM)下观察试样上垂直于ED的平面内的晶粒形貌. 通过Image Pro Plus软件统计这些金相照片中的晶粒尺寸. 采用LEO-1450型扫描电镜(SEM)对E和C位置上的固溶淬火态试样进行电子背散射衍射(EBSD)测试, 并用HKL-Channel 5软件分析织构组分和大、小角度晶界比例. 此外, 这2个位置的固溶态试样冲成直径3 mm的圆片后, 用30% (体积分数)的硝酸甲醇溶液双喷电解减薄后制成电镜样品, 之后利用Tecnai G2 F20透射电镜(TEM)观察亚晶粒形貌.
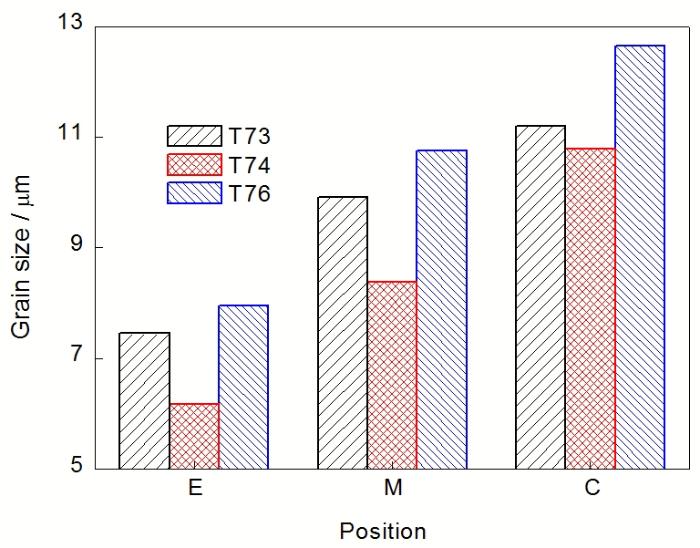
图2为7050铝合金型材边部(E), 中边部(M)和芯部(C) 3个位置的试样经T76, T74和T73处理后的OM像. 各时效状态下不同位置的晶粒分布都不均匀, 且相差较大. E-T76试样中尺寸为15 mm的粗大晶粒被大量约3 mm小尺寸晶粒包围, 且存在尺寸超过40 mm的大晶粒(图2a); E-T74试样中小晶粒数量增加, 晶粒分布不均匀程度也增加, 仍存在大晶粒(图2b); 经T73处理后合金中晶粒长大, 且仍存在少量小晶粒, 但尺寸超过40 mm的大晶粒基本不存在(图2c). 中边部试样(图2d~f)中粗大晶粒和细小晶粒尺寸都比边部试样(图2a~c)大. 芯部试样的晶粒分布均匀, 其中C-T76平均晶粒尺寸约为35 mm, 仍有少量10 mm左右的小晶粒. 各试样晶粒尺寸统计见图3. 由于在统计晶粒尺寸时, Image Pro Plus软件沿真实晶界内侧重构的晶界与原晶界存在间隙, 因而统计的晶粒尺寸偏小. 根据之前的研究[20], 由于过时效过程中晶界析出相粗化, 且无析出自由区变宽, 采用Graff试剂更容易将亚晶界侵蚀出来. 由图3可见, 型材边部晶粒最小, 芯部晶粒最大, 且经T74处理的晶粒尺寸整体小于经T76和T73处理的试样, 经T76处理的试样与经T73处理的试样的晶粒尺寸相近. 这种晶粒分布状态的形成是由于型材边部作为挤压过程变形大的强剪切区(shear intensity zone, SIZ), 芯部作为变形小的材料流动区(materials flow zone, MFZ)[4], 变形程度不同导致铸锭挤压过程中晶粒的破碎程度存在差异. 此外, 型材挤压比为7.34, 型材边部晶粒在挤压变形时已发生几何动态再结晶(geometric dynamic recrystallization, GDR)[5], 变形储能在固溶热处理时难以激发再结晶过程, 因而晶粒分布与陈军洲等[8]所研究的7055热轧板不同厚度层的亚晶分布相反. 最终过时效型材试样晶粒尺寸分布状态与Kayser等[4]研究的铝合金型材挤压态纵截面厚向亚晶分布状态类似.
图2 7050铝合金型材3个位置试样经3种时效处理后的OM像
Fig.2 OM images of 7050 aluminium alloy extrusion profile in positions E (a~c), M (d~f) and C (g~i) in Fig.1 after T76 (a, d, g), T74 (b, e, h) and T73 (c, f, i) treatments
图3 不同位置试样各时效状态晶粒尺寸
Fig.3 Grain sizes of different position specimens after T76, T74 and T73 treatments
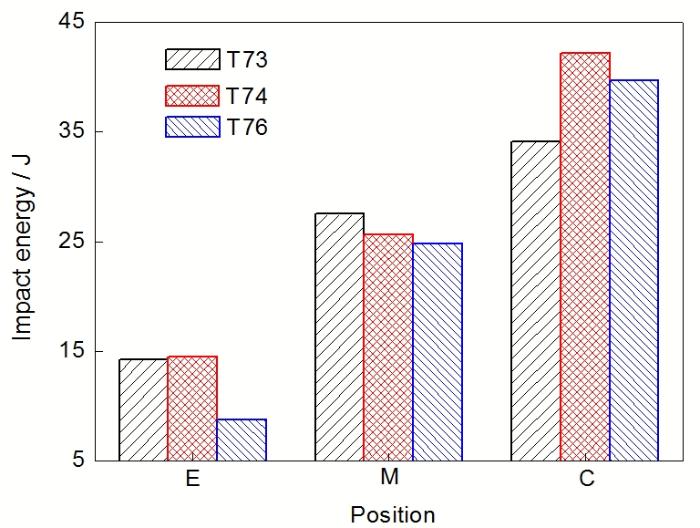
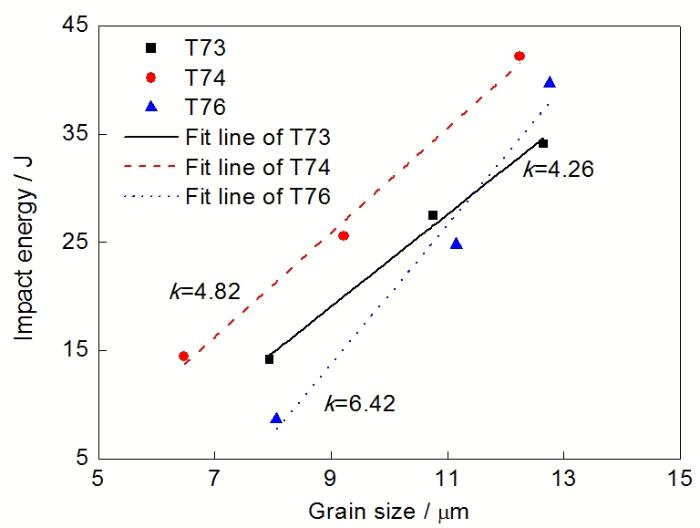
图4为不同位置试样经T76, T74和T73过时效处理后的冲击功. 可见, 试样在型材上所处的位置比时效工艺对其冲击功的影响更大, 边部试样冲击功最小, 芯部试样最大. 此外, 所有试样T74态冲击功都比T76大. 不同位置不同时效态试样冲击功与晶粒尺寸关系如图5所示. 可见, 3种过时效状态下冲击功随晶粒尺寸增大近乎呈线性增大, 且斜率k为kT76>kT74>kT73. 研究[21]表明, 冲击功与材料断裂过程中的裂纹扩展能有关. 由于晶粒尺寸变大使合金单位体积内晶界减少, 因此裂纹扩展路径减少, 进而裂纹扩展困难, 最终由晶间断裂向晶内断裂转换, 材料冲击功增大. 由于二级时效时间延长, 合金内晶界析出相长大且无析出自由区变宽[22], 因此, T76试样内晶界析出相和无析出自由区最小, T73试样晶界析出相和无析出自由区最大. 结合图5中3种过时效工艺下试样的冲击功与晶粒尺寸关系曲线的斜率变化, 可见, 冲击功与晶粒尺寸的关系还受晶界析出相和晶界周围无析出自由区的影响.
图4 不同位置不同时效状态试样的冲击功
Fig.4 Impact energies of different position specimens after T76, T74 and T73 treatments
图5 不同时效状态下冲击功与晶粒尺寸关系
Fig.5 Relationship between impact energy and grain size of specimens after T76, T74 and T73 treatments (k—slope)
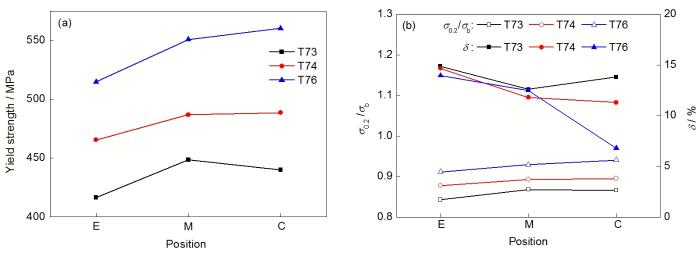
图6a显示了不同位置不同时效状态下试样的屈服强度分布. 可见, 型材从边部到芯部屈服强度逐渐增加. 随二级时效时间延长, 增幅降低, 但T73态试样屈服强度先升高后降低. 图6b为不同位置不同过时效状态试样的屈强比和延伸率. 可见, 相同过时效态合金的屈强比由边部到芯部略有增加, 但相同位置试样屈强比由T76到T73都呈降低趋势. 边部和中边部试样的延伸率基本不随过时效工艺的变化而变化, 但芯部试样延伸率随二级时效时间延长而增大. 由于屈强比与拉伸缩颈时的应变硬化指数呈反比, 即试样E-T73的应变硬化指数最大, 因此在裂纹形核阶段, 合金中已形成的微孔之间的部分基体因应变硬化指数大而更难变形, 这些微孔不能连接使得裂纹难以扩展, 最终延伸率更大. 另外, 即使边部和中边部位置试样的屈强比相差较大, 但由于这2个位置的晶粒尺寸都较小(图2), 这种小尺寸晶粒组织的裂纹形核点较多, 且裂纹形核点间距小, 易造成应力集中, 所以屈强比对延伸率的影响不明显; 芯部位置由于试样内晶粒粗大, 裂纹形核点间距大, 裂纹扩展困难, 因此芯部位置试样的屈强比对延伸率的影响更明显.
图6 不同位置不同时效状态下试样的屈服强度、屈强比和延伸率
Fig.6 Distributions of yield strength (a), yield ratio s0.2/sb and elongation d (b) of different position specimens after T76, T74 and T73 treatments
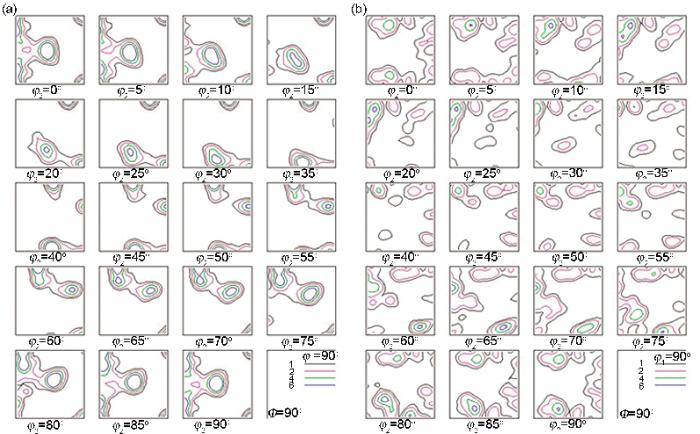
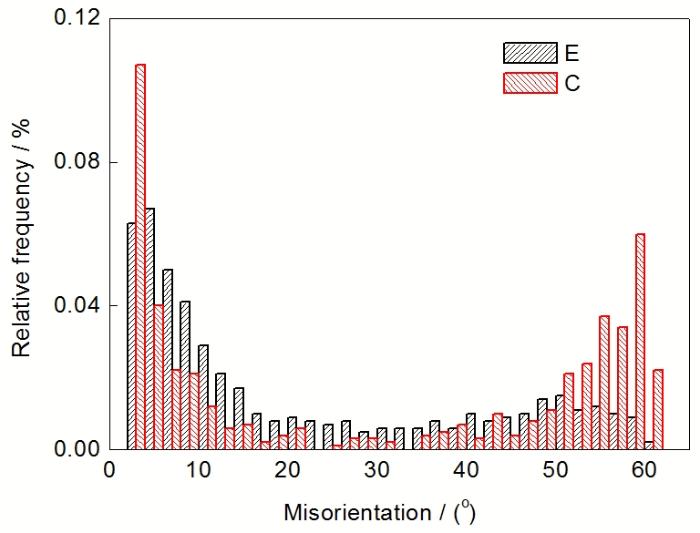
图7为边部和芯部位置固溶态试样的取向分布函数(ODF)图. 由于过时效温度不足以激发再结晶, 合金内织构组分在过时效过程中不变化, 因此, 固溶态试样的ODF中织构组分可代表过时效态的织构组分. 由图7可见, 边部和芯部位置试样的织构组分相差较大, 其中边部含有大量的Cube织构({100}<001>)和Brass织构({110}<112>), 还含有少量的Goss织构({110}<100>)和S织构({123}<634>); 芯部位置主要是Copper织构({112}<111>)和随机织构. 由文献[14]可知, Cube织构和Goss织构属于典型的再结晶织构, 其Taylor因子较小; Copper织构是所有织构中Taylor因子最大的形变织构. Kayser等[4]发现, 挤压过程中SIZ区比MFZ区变形程度大, 导致这2个区域内的再结晶程度不同, 因此织构组分也会有较大差别. 从图8中2个位置取向差角分布图可以看出, 边部小角度晶界的含量远小于芯部. 这是由于挤压过程中边部位于SIZ, 粗大的铸态组织因发生GDR快速破碎, 新生晶粒内的位错胞在挤压时来不及回复, 经固溶处理后形成少量的小角度晶界; 型材芯部位于MFZ, 变形程度小, 晶粒内大量位错胞经固溶回复, 以小角度晶界的形式存在于晶粒中. 因此, 最终如图7所示, 型材的边部以再结晶织构为主, 芯部以形变织构为主.
图7 7050铝合金型材边部位置和芯部位置固溶态试样取向分布函数(ODF)图
Fig.7 Orientation distribution functions (ODFs) of as-quenched specimens in positions E (a) and C (b) of 7050 aluminum alloy extrusion profile
图8 7050铝合金型材边部位置和芯部位置固溶态试样取向差角分布
Fig.8 Misorientation angle distributions of as-quenched specimens in positions E and C of 7050 aluminum alloy extrusion profile
本实验所用7050铝合金型材的晶粒分布与陈军洲等[8]的实验结果相反, 但屈服强度分布趋势却相同. 假定型材内成分和难溶相的分布均匀, 那么固溶后合金各位置上的溶质原子含量相同. T73, T74和T76处理产生的主要区别是析出相类型、尺寸和间距不同, 晶界上的析出相尺寸和间距不同, 以及无析出区(PFZ)宽度不同. 经相同过时效处理后, 析出相强化对合金屈服强度的贡献相同. Starink和Wang[14]建立了与实际7050高强铝合金的屈服强度sy吻合较好的模型, 具体表达式如下:
式中, Δsgb为晶界强化项, 基本不随时间变化; M为Taylor因子; ttot(t)为随时间t变化的函数; Δt0为Al的固有强度, 一般取1060铝合金的屈服强度16 MPa[12]; Δtss为固溶强化项; Δtprec为析出强化项.
虽然3个位置试样的二级时效时间不同, 但基体内的析出过程已基本完成[23,24], 因此, 合金3个位置的溶质原子含量相同, 从而固溶强化贡献也相同, 因此上式可变为:
式中, Δt0s, Δtsss和Δss中上标s表示经过过时效处理后不发生变化(stable)的强化项. 型材上所有试样的屈服强度都按式(3)所示的3部分来研究. 由图2和3可知, 因不同位置晶粒分布差异导致Δsgb不同; 经过同样的过时效工艺后Δtprec相同; 此外, Taylor因子对屈服强度有很大影响.
根据作者的前期研究[20], Graff试剂通过侵蚀晶界上的MgZn2可显现取向差大于2°的亚晶界和晶界. 图3已统计了铝合金型材不同位置的晶粒尺寸分布, 因此, 亚晶尺寸与晶界析出物对合金屈服强度的影响可作如下讨论.
析出强化模型[14]为:
式中, C为常数, G为剪切模量, b为Burger矢量模, lD为盘状析出相直径, lt为析出相厚度, f为析出物体积分数.
将式(4)代入屈服强度模型式(3)中可得:
式中,
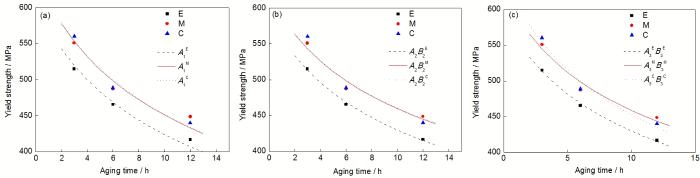
利用文献[25]中的析出模型及相应参数对本实验3个过时效试样的屈服强度进行拟合. 设计3种拟合方案: (1) 只考虑析出强化效果和Taylor因子的贡献, 即式(5)中只有因位置织构不同而不同的系数A, 可表示为A1j, 上标j表示试样所在位置; (2) 假定型材不存在织构梯度, 同时考虑晶界强化对屈服强度的贡献, 因此不同位置上的系数A相同, 表示为A2, 系数B由于试样位置亚晶尺寸不同而不同, 表示为B2j; (3) 同时研究织构梯度和晶界强化对屈服强度的贡献, 此时系数A和系数B都不同, 表示为A3j和B3j. 最终的拟合结果见图9和表1所示. 可以看出, 采用第3种方案所得结果与实际屈服强度最吻合. 因此, 型材边部和芯部位置的屈服强度差异由晶粒尺寸和织构组分的差异共同产生.
图9 3种方案拟合二级时效不同时间下合金各位置屈服强度
Fig.9 Three fitting schemes to the yield stress of 7050 aluminum alloy in different positions under different periods of the secondary aging (Aij and Bij are two parameters of Eq.(5). Therein, the subscript i stands for the number of three different schemes, and the superscript j stands for one of the three different positions in the thickest section of profile, including E, M and C)
表1 3种屈服强度拟合方案的拟合参数及确定系数
Table 1 Parameters and computing coefficients in three fitting schemes of yield strength
| Position | Scheme 1 | Scheme 2 | Scheme 3 | |||||||
|---|---|---|---|---|---|---|---|---|---|---|
| A1 | R2 | A2 | B2 | R2 | A3 | B3 | R2 | |||
| E | 5754 | 0.9741 | 5002 | 61.40 | 0.9968 | 5002 | 61.37 | 0.9968 | ||
| M | 6122 | 0.9284 | 5002 | 91.28 | 0.9609 | 5164 | 78.20 | 0.9618 | ||
| C | 6140 | 0.9736 | 5002 | 92.02 | 0.9427 | 6087 | 4.287 | 0.9737 | ||
常用的晶界强化模型有2种: 由Marthinsen和Nes[9,10]提出的塑性流变应力模型中位错胞和亚晶强化模型, 如式(6)所示; Hall-Petch关系式, 如式(7)所示:
式中, a2为常数; fRex为再结晶分数; d为位错胞或亚晶尺寸; ki为常数, 一般取0.064 MPam-1/2; m为应变硬化指数, 一般为0.5.
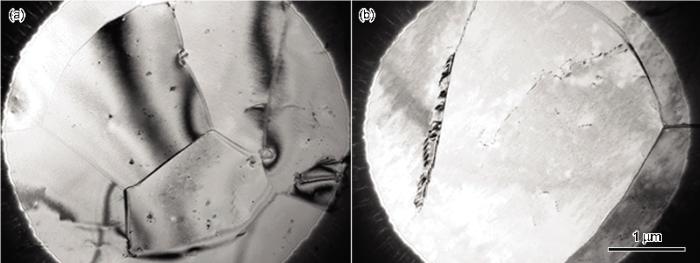
对比这2个模型可知, Hall-Petch关系式中当m=1时晶界强化项与位错胞或者亚晶的直径呈反比, 与Nes模型相似. 由于图2中的晶粒为晶界取向差角大于2°的亚晶粒, 不包括位错胞和亚晶界取向差角小于等于2°的亚晶粒. 图10显示了7050铝合金型材边部和芯部位置亚晶粒的TEM像. 可见, 型材芯部亚晶粒尺寸约为1.5 mm, 边部亚晶粒的尺寸约为0.5 mm, 因此, 将这2个位置亚晶粒尺寸代入式(6)和(7)进行计算, 结果见表2.
图10 7050铝合金型材边部和芯部位置亚晶粒的TEM像
Fig.10 TEM images of sub-grains in positions E (a) and C (b)
表2 采用Nes模型和Hall-Petch模型计算的不同位置晶界强化贡献值
Table 2 Strength of grain boundaries in Nes model and Hall-Petch model
| Position | d mm | Δsgb / MPa | |
|---|---|---|---|
| Nes model | Hall-Petch model | ||
| E | 0.5 | 14.300 | 75.34 |
| M | 1.0 | 6.864 | 57.11 |
| C | 1.5 | 5.047 | 51.25 |
固溶态合金屈服强度只与金属固有强度、晶界强化和固溶强化有关. 结合上述对固溶态合金屈服强度的讨论可求Taylor因子. 固溶强化模型的一般表达式为[12]:
式中, Dx表示溶质原子固溶强化效应常数, x表示固溶元素种类, 其中Zn, Mg, Cu和Mn对固溶强化贡献较大; cx(t, T)为基体中溶质x的浓度.
通过7050铝合金的成分及Starink和Wang[14]计算难溶相含量的方法可得7050铝合金中固溶的合金元素含量, 再参照文献[26]中各元素的固溶强化系数Ai, 最终可得Δtss=64.13 MPa. 分别计算2种晶界强化模型, 结果见表3.
表3 采用Nes模型和Hall-Petch模型推算的Taylor因子M
Table 3 Taylor factors calculated by Nes model and Hall-Petch model
| Model | Position | sy MPa | Δt0 MPa | Δtss MPa | Δsgb MPa | M |
|---|---|---|---|---|---|---|
| Nes | Edge | 269.77 | 16 | 64.13 | 14.300 | 2.966 |
| Center | 389.34 | 5.047 | 4.462 | |||
| Hall-Petch | Edge | 269.77 | 16 | 64.13 | 75.340 | 2.257 |
| Center | 389.34 | 51.250 | 3.925 |
由Starink和Wang的研究[14]表明, 一般计算M时, Sachs模型假设拉伸时只有一个滑移系开动, 因此M的最小值为2.03; Taylor模型假定拉伸时5个滑移系同时开动, 因此M的最大值为3.97. 根据之前对图7和8的分析可知, 型材横截面的边部以较软的Cube取向的再结晶织构为主, 芯部以较硬的Copper取向的形变织构为主. 同时由表3可知, Hall-Petch公式计算获得的边部和芯部位置上的M分别为2.257和3.925, 二者虽然相差较大, 但都在理论模型得到的上下限范围内, 因此, 采用Hall-Petch公式计算过时效态7050铝合金的屈服强度中的晶界强化项更准确, 即与Nes模型相比, Hall-Petch模型更适用于时效态屈服强度模型. 由文献[9,10]可知, Nes模型主要用于塑性流变过程中位错缠结形成位错胞的过程的应力模型. 但铝合金经过固溶处理后, 晶粒内发生位错湮灭、位错攀移等, 造成位错密度大幅降低, 晶粒内的位错胞含量减少且位错胞壁变薄, 与Nes模型的物理意义不符, 因此计算结果偏离较大. 此外, 经计算边部和芯部上晶界强化在屈服强度中的比例分别为27.92%和13.16%, 说明芯部Copper织构通过增大M提高了合金的屈服强度, 且降低了晶界强化对屈服强度的贡献.
(1) 大断面7050铝合金挤压型材经过时效处理后横截面边部、中边部和芯部3个位置晶粒尺寸相差较大. T76状态下边部由大量约为3 mm的小尺寸晶粒包围15 mm的晶粒组成, 芯部由较均匀的直径约为35 mm的大尺寸晶粒组成, 且含有少量10 mm左右小尺寸晶粒.
(2) T76, T74和T73过时效状态下型材横截面冲击功与晶粒尺寸呈线性关系, 边部与芯部冲击功最大相差20 J, 其斜率T73最小, T74次之, T76最大.
(3) 由于挤压过程形成的从边部到芯部的织构梯度经固溶淬火后保留至时效态, 造成边部以较软的Cube取向再结晶织构为主, 芯部以较硬的Copper取向形变织构为主, 最终导致边部屈服强度小于芯部, 且弱化了细晶强化对7050高强铝合金屈服强度的贡献.
(4) 固溶态7050铝挤压型材芯部和边部的Taylor因子分别为2.257和3.925. 这种差别使晶界强化在过时效态7050铝合金屈服强度中的贡献降低, 且Hall-Petch模型更适用于时效屈服强度模型.

/
| 〈 |
|
〉 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}