
马德新
MA Dexin
中图分类号: TG132
文献标识码: A
文章编号: 0412-1961(2016)04-0426-11
通讯作者:
责任编辑:
收稿日期: 2015-07-13
网络出版日期: 2016-03-20
版权声明: 2016 《金属学报》编辑部 《金属学报》编辑部
作者简介:
作者简介: 马德新, 男, 1955年生, 特聘专家
展开
摘要
通过实施工业条件下的定向凝固实验, 对复杂形状的高温合金铸件中的雀斑进行了检测和分析, 揭示了这种凝固缺陷产生的几个新特点. 结果表明, 雀斑易于产生在铸件的棱角部位而不是平滑表面上, 称之为棱角效应; 铸件外形台阶式地突然扩张和缩小会分别抑制和促进雀斑形成, 称之为台阶效应; 雀斑易于产生在向内倾斜而不是向外倾斜的铸件表面上, 称之为斜面效应; 叶片曲率为正的外凸曲面出现严重的雀斑缺陷, 而曲率为负的内凹曲面却毫无雀斑, 此现象称之为曲率效应. 实验中还发现雀斑不但出现在铸件的外表面, 插入型芯也会诱导铸件内部雀斑的产生, 这说明糊状区的液体流动具有强烈的附壁效应, 不管这种壁面是处在铸件外部还是内部. 通过分析可以确认, 正是这种附壁效应在各种具体形状特征下发挥作用, 导致了上述关于雀斑生成的各种效应.
关键词:
Abstract
Freckles are a detrimental grain defect formed during directional and single crystal solidification of superalloy components leading to a high rejection rate. Based on the experimental and theoretical studies over the past forty years, the occurrence of freckles is generally believed to be mainly dependent on the alloy chemistry and process parameters, while the geometrical factor of castings was hardly taken into account. In the present work, a series of superalloy castings with complex geometry were directionally solidified in a production-scale Bridgman furnace. Some new features of freckle appearance have been observed, indicating new aspects of freckle formation. The freckles are preferably formed on the edges instead of on the plane surfaces of the castings. Correspondingly, freckles were found exclusively on the casting surface having positive curvature, whereas no freckles formed on the surface with negative one. The casting portions having inward sloping surfaces are very freckle prone, while those with outward sloping surfaces are absolutely freckle free. Therefore, as an independent factor the geometrical feature of the castings can more effectively affect the freckle formation than the local thermal conditions. It was also observed that freckles could occur not only on the external surfaces, but also inside the castings where a core was inserted, because both the shell and the core wall can provide very high permeability for freckling convection in the mushy zone. Based on this wall effect, all the important phenomena observed in the present work, such as the edge effect, the step effect, the sloping effect and the curvature effect on freckle formation in complex castings of superalloys, can be reasonably explained.
Keywords:
雀斑是高温合金定向凝固和单晶铸件中产生的严重铸造缺陷之一, 已经引起广泛的注意. 雀斑一般出现在铸件的垂直外表面上, 呈平行于重力方向的细长链状, 由许多取向杂乱的细碎晶粒组成. 大量的研究[1~6]表明, 雀斑的产生是凝固过程中的元素偏析所引起. 在高温合金部件的定向凝固过程中, W和Re这种密度很大的负偏析元素富集于凝固过程早期形成的枝晶中心部位, 而Al和Ti这种密度很小的正偏析元素则被排斥到枝晶间的残余液体内. 结果是, 随着固相分数的增加, 糊状区中的液体密度变得越来越小. 在重力的作用下, 这种上重下轻的密度反差使得糊状区液体难以保持稳定, 从而引起隧道式的强烈对流, 造成枝晶臂折断, 最终形成垂直链状分布的细碎晶粒缺陷, 称之为雀斑[1~6].
高温合金定向凝固中雀斑的生成受多种因素的影响, 其中合金成分起着重要作用. 研究[1~3,7,8] 表明, 合金中若W, Re, Al和Ti元素含量高, 其铸件易于生成雀斑. 特别是难熔元素Re, 由于其对基体有明显强化作用而被越来越多地添加到了新型高温合金中. Re的特点是密度非常高(约为21.0 g/cm3), 在高温合金凝固中呈现强烈的负偏析倾向(偏析系数约为1.7). 由于Re在糊状区液体中的严重贫化, 使得含Re合金在定向凝固过程中的密度反差问题非常突出, 从而导致铸件形成严重的雀斑缺陷, 铸造性能明显下降. 影响雀斑生成的第二个因素是凝固条件[1,2,9]. 低的温度梯度会造成宽大的糊状区, 慢的凝固速率会导致生成粗大的枝晶组织, 这都利于枝晶间的液体对流和雀斑的形成. 影响雀斑生成的第三个因素是铸件的尺寸大小[1,3,8,10]. 在用圆棒形高温合金铸件进行的定向凝固实验中发现, 直径较大的圆棒中的雀斑数量明显要多于细棒[1,3]. 一般认为, 粗大的铸件或铸件的厚大部位散热困难, 冷却缓慢, 难以形成较快的凝固速率和较高的温度梯度, 从而容易导致雀斑缺陷的形成. 这实际上还是归因于凝固条件的影响.
在过去的实验工作中, 人们多是利用简单形状的铸件(如不同直径的圆棒)来检验各种合金中雀斑产生的严重程度, 主要目的是研究合金元素和凝固条件对雀斑生成倾向的影响. 虽然能够比较容易地得到合理的结果和结论, 但由于实验条件特别是铸件形状过于简单, 对雀斑形成机理的认识难免具有很大的片面性, 在实际应用方面也受到很大限制.
在对雀斑问题的研究中, 除了大量的实验工作外, 还经常通过数理建模和数值模拟的方法, 来研究定向凝固过程中糊状区的液体对流, 得出判定雀斑生成的判据[11~20]. 但这些判据都是在简单的理想化条件下推出, 一般仅被表述为合金成分和凝固条件的函数, 并没有考虑铸件形状等条件的影响. 因此, 这些关于雀斑形成的理论模型和判据很难应用到工业生产的复杂铸件中. 实际上, 作者在前期工作[21,22]中已察觉到了铸件几何形状对雀斑形成有着不可忽略的影响. 本工作利用复杂形状的高温合金定向凝固铸件做了进一步的实验和分析, 通过与简单形状铸件的对比, 对雀斑的形成特征和机理进行更为全面和深入的研究.
进行高温合金的定向凝固实验时, 设计和利用了各种形状的铸件, 如圆棒体、长方体、锥台体以及航空发动机和燃气轮机的涡轮叶片, 还有的在铸件中间插入了陶瓷片作为型芯. 实验用的高温合金主要为CMSX-4 (Cr 6.5, Co 9.0, Mo 0.6, W 6.0, Al 5.6, Ta 6.5, Ti 1.0, Re 3.0, Hf 0.1, Ni余量, 质量分数, %, 下同). 在大型燃机叶片的定向凝固实验中还使用了合金MAR-M-247 LC Low Hf (Cr 8.2, Co 9.2, Mo 0.5, W 9.4, Al 5.6, Ta 3.2, Ti 0.7, C 0.08, Hf 1.1, Ni余量). 将各种形状的蜡模组装成用于定向凝固实验的蜡树, 有的在下端安装了选晶器以形成单晶铸件. 用自制的浆料和砂料对蜡树进行反复粘浆和淋砂, 制成一定厚度的陶瓷型壳, 经脱蜡、烧残蜡和烧结后用于实验. 实验设备为VIM-IC 10 E/DS/SC大型真空定向凝固炉. 实验时在炉内将坩埚中的合金料熔化后浇入加热区中预热好的陶瓷型壳. 将型壳缓慢下降, 经过隔热挡板进入冷却区, 从而实现铸件的定向和单晶凝固. 抽拉速率在1~5 mm/min范围内. 铸件冷却后进行清壳、切割、喷砂, 对部分铸件进行横截面或纵截面切片及机械磨抛, 用盐酸和双氧水溶液对铸件表面和截面进行深腐蚀, 用肉眼观察确定雀斑的位置, 分别用普通的体视显微镜和低倍光学显微镜观察铸件表面和截面的雀斑组织, 分析铸件形状特征对雀斑形成的影响.
图1a和b分别显示了横截面为正方形(15 mm×15 mm)和长方形(30 mm×5 mm)的铸件边角处的表面组织. 经观察发现, 雀斑都出现在铸件的直角棱角上而不是平整的侧面上. 与铸件的平面部位相比, 棱角处型壳较薄, 散热条件好, 冷却速率快, 有着更良好的凝固条件, 不应该生成雀斑. 但实验结果却清楚表明, 铸件的棱角形状明显具有促进雀斑形成的作用. 后面将对这种棱角效应做进一步探讨.
图1 横截面为正方形和长方形的铸件棱角处表面产生的雀斑形貌
Fig.1 Low (left) and high (right) magnified images of freckle chains formed on the edges of the castings with quadrate (a) and rectangular (b) cross sections
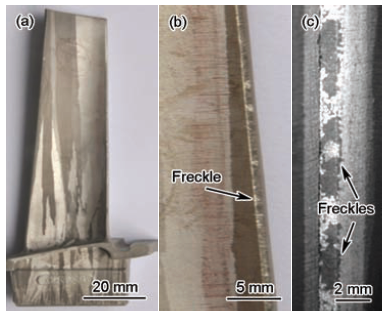
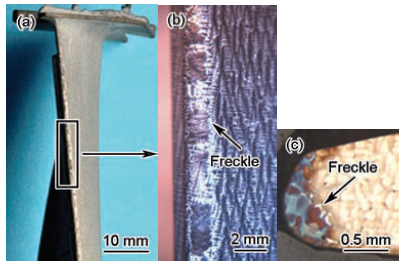
图2和3分别显示了利用定向和单晶凝固技术制得的小型涡轮叶片. 观察放大后的表面组织(图2b和c, 图3b)和纵截面照片(图3c)可发现, 雀斑产生在叶身尖锐的边缘处, 而不是较平缓的叶背或叶盆面上. 通常认为, 雀斑应产生在铸件的厚大部分, 因为那里凝固时间较长, 枝晶间距大, 利于糊状区的液体流动. 而本实验中叶片边缘是铸件中壁最薄、散热条件最好、冷却速率最快的部位, 却不合常理地产生了雀斑. 结合前面的实验结果可以看出, 雀斑不仅易于产生在铸件的直角边缘, 甚至更容易产生在尖锐的锐角边缘, 这再次证明了棱角效应对雀斑产生的促进作用.
图2 定向凝固涡轮叶片及其边缘上产生的雀斑形貌
Fig.2 Morphologies of a directionally solidified turbine blade (a) and freckles formed on blade edge (b, c)
图3 单晶涡轮叶片边缘上产生的雀斑
Fig.3 Morphologies of a single crystal turbine blade (a) and freckles observed on blade edge surface (b) and transverse section (c)
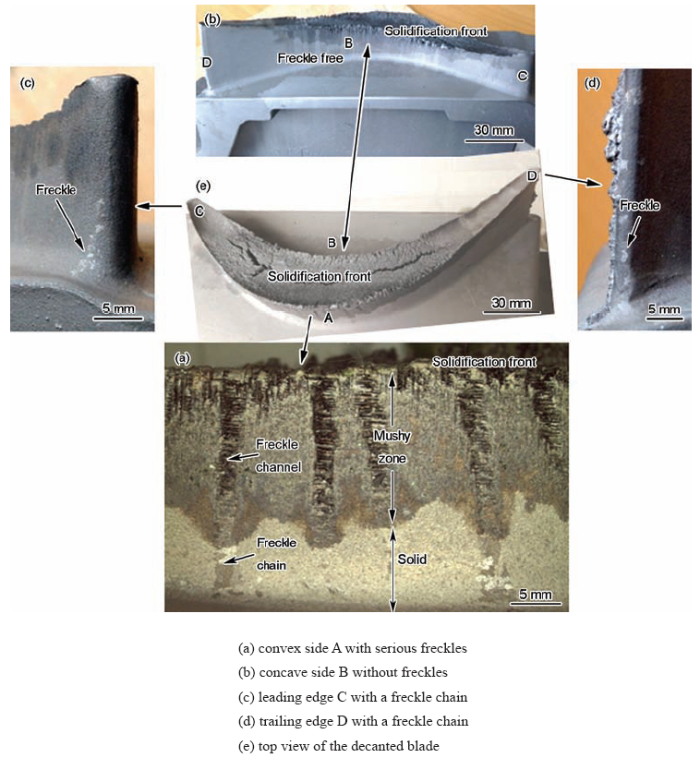
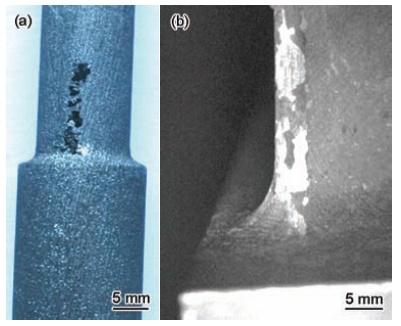
图4显示的是一个重型燃机用大型涡轮叶片铸件的局部表面组织, 所用合金为MAR-M-247 LC Low Hf. 由于浇注时模壳出现裂缝, 铸件中上部的金属液流出. 定向凝固从底部的叶根开始, 经过缘板进入叶身后不久就因金属液耗尽而结束. 从这件不完整的铸件可以看出当时凝固界面的位置和形状. 从叶身的正面(图4b)来看, 排气边缘D处由于壁最薄, 散热条件最好, 凝固界面向前突出, 位置最高. 叶身中部由于壁厚较大, 冷却缓慢, 凝固界面变低. 叶身进气边缘C处也属于薄壁部位, 虽然比排气边稍厚大, 但仍比中部的冷却条件好得多, 因而凝固界面位置也比较高. 经测量, 最尖最薄部位的排气边缘D处的凝固界面位置要比进气边缘C处高出约5 mm, 比中部的最低位置高出约15 mm. 这直接证明了在大型铸件的定向凝固过程中, 凝固界面宏观上并不是一个平面, 而是随局部凝固条件的不同呈现高低不平的形态.
图4 大型叶片定向凝固中暴露的凝固界面及其附近的表面组织
Fig.4 Surface photos of a decanted blade, showing the solidification front and the positions of freckle formation(a) convex side A with serious freckles(b) concave side B without freckles(c) leading edge C with a freckle chain(d) trailing edge D with a freckle chain(e) top view of the decanted blade
从图4显示的叶身各个侧面的表面组织, 还可发现本铸件中雀斑形成的特点. 在叶身的排气边缘D处(图4d)和进气边缘C处(图4c), 由于前述的棱角效应, 都出现了雀斑缺陷. 值得注意的是, 在叶身中部壁厚较大的部位, 雀斑没有出现在内凹的盆面B处(图4b), 却大量出现在外凸的背面A处(图4a). 按照对凝固条件的分析, 内凹曲面B处(图4b和e)由于型壳较厚, 热辐射角度较小, 散热条件要明显差于外凸的曲面A处(图4a和e). 经实际观察, B处的凝固界面也确实低于A处, 证明了其冷却速率低于A处. 按照常理, 雀斑应该产生在凝固条件较差的B处而不是A处, 但事实却完全相反. 这说明铸件表面的弯曲方向对雀斑形成有着重要影响, 这种曲面效应也将在后面进行分析和讨论.
在图4a的组织照片中, 下部较明亮的区域是当时已经完全凝固的致密固相组织, 其中多个雀斑链已经形成, 分别由细小的等轴晶粒组成. 而图4a的中上部较暗的区域为当时尚未完全凝固的糊状区, 由于缺乏金属液的补缩造成了铸态组织的严重疏松. 特别是对应每条雀斑链上方的呈沟槽状的“雀斑隧道”, 贯穿整个糊状区. 这些隧道的形成是由于糊状区的上重下轻的液体在重力作用下形成了强烈对流. 在凝固前沿液体耗尽得不到补缩时, 隧道中的金属液由于熔点较低, 被周围正在进行凝固收缩的枝晶吸走, 形成隧道式的缩孔. 这些缩孔的宽度约为1.5 mm, 与下部雀斑链的宽度相似, 显示了糊状区中对流隧道的横向尺度. 从缩孔内部的形貌可看到当时隧道周围枝晶生长状态, 而且能够发现一些被熔断的破碎枝晶臂残留在其中. 正是这些取向杂乱的碎晶在凝固过程中形成雀斑链保留在铸态组织中(图4a下部的固相区). 所以, 图4不但提供了铸件中雀斑形成的部位, 也能够直接观察糊状区中对流隧道的内部形貌, 分析定向凝固中雀斑形成的过程和机理.
虽然铸件的凝固界面宏观上不是一个平面, 但在图4a的微观组织中可发现, 糊状区上沿的枝晶前沿还是比较平直的, 而糊状区下部与固相区的界限则呈明显弯曲状态. 这是因为糊状区隧道式偏析造成了“隧道”中液体的固相线下降和凝固结束点的延迟. 经测量, 无雀斑部位的糊状区宽度为10 mm左右, 这与无雀斑的内凹面B处(图4b)的糊状区宽度相似. 而造成雀斑形成的隧道式偏析则使糊状区宽度增加了约3 mm, 也就是使凝固间隔增加了约30%.
图5显示了一个圆棒式铸件的表面和纵截面照片, 其横截面和外形在沿凝固方向出现台阶式的突然扩张. 试棒的下部直径为20 mm, 出现一条雀斑链. 试棒的上端的直径增加到25 mm, 却没有发现雀斑产生. 从图5b显示的纵截面上看, 开始时雀斑链沿铸件表面即型壳内壁向上生长, 遇到铸件外形扩张时, 原来的表面雀斑在重力作用下继续垂直向上生长进入铸件内部. 但这个内部雀斑链逐渐变得细小和断续, 几个毫米后消失. 这说明铸件的内部远没有表面那样利于雀斑的生长. 而在变粗后的圆棒表面, 表面上也没有马上产生新的雀斑. 通常认为, 铸件越粗大越易形成雀斑. 但本实验的结果却说明, 铸件由细突然变粗不但不会促进新雀斑形成, 反而会对原有雀斑的生长产生阻断作用.
图5 铸件外形突然扩张对雀斑生长的阻断作用
Fig.5 Surface (a) and longitudinal section (b) of a sample with abruptly increasing diameter, showing the suppressing effect on the freckle growth
图6a也显示了一个圆棒式铸件的表面, 但外形是在沿凝固方向出现台阶式的突然收缩. 在比较粗大的下部(直径为15 mm)并无雀斑出现. 但当圆棒直径缩小为10 mm时, 却在变细后的部位形成了雀斑. 值得注意的是, 这个雀斑链只延续生长了约10 mm的距离. 这说明雀斑确实是由铸件形状的突然缩小而激发引起的, 而且这种台阶效应的激发作用仅局限于很短的距离内. 从前述的实验结果和后面的分析讨论可知, 这个临界距离正好是糊状区的宽度.
图6 铸件外形突然收缩对雀斑产生的激发作用
Fig.6 Surface of a cylindrical sample (a) and a turbine blade (b) with abruptly decreasing casing size, showing the promoting effect on the freckle formation
图6b是一个涡轮叶片从叶根到叶身的转接部位的局部照片. 在厚大的叶根部位并无雀斑, 但在进入到薄壁的叶身时却产生了. 这些现象都与传统理念中铸件厚大部位比薄壁处更易产生雀斑的说法完全相反. 这再次说明铸件尺寸的缩小反而能促进雀斑的产生. 由于棱角效应的作用, 图6b中的雀斑能沿着叶片的边缘继续生长.
为了进一步确认台阶效应对雀斑产生的影响, 实验中使用了外形连续台阶式扩张的圆棒型铸件(图7a). 虽然直径从15 mm增大到20 mm再到25 mm, 铸件变得越来越厚大, 但并没有出现雀斑, 说明铸件由细突然变粗并不利于雀斑生长, 反而会对其产生抑制作用.
图7 铸件外形接连突然扩大和缩小对雀斑产生的影响
Fig.7 Samples with successional abrupt increase (a) and decrease (b) in diameter, showing freckle free and serious freckle structure respectively (
图7b中的铸件形状与图7a中的完全相同, 只是在垂直方向上做了上下倒置, 使得铸件外形变成了连续的台阶式收缩. 上述2种铸件在同一模壳中浇注和定向凝固, 以保证实验条件的完全相同. 但2种铸件形状特征对雀斑形成的作用却完全相反. 如图7b中铸件表面和图7c中的纵截面所示, 在铸件最粗大的下段并无雀斑产生. 但当试棒每次突然变细时却都促成了雀斑的迅速产生, 因此铸件缩小对雀斑生长的强烈促进作用也再次得到了有力的证明. 这再次说明铸件部位的厚大与否, 并不应该成为判别雀斑是否易于形成的必要条件. 从图5b和图7c的铸件纵截面上还可以看出, 雀斑虽然是一种表面缺陷, 但其进入铸件的深度都约为1.5 mm. 这个数值相似于雀斑在铸件表面的宽度, 也相似于图4中测得的糊状区中对流隧道的横向尺度.
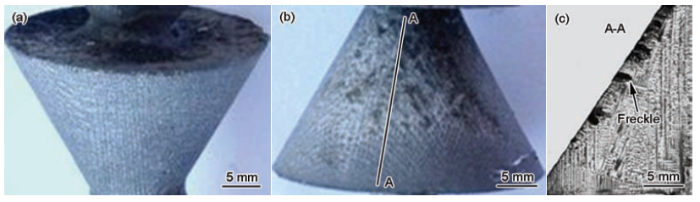
为了展示铸件形状的连续变化对雀斑形成的影响, 实验中使用了图8a所示的下细上粗的倒锥体铸件, 锥体表面为呈30°外倾的斜面. 虽然铸件从下往上的定向凝固过程中, 其外形和截面在不断扩大, 但其外斜表面上丝毫没有雀斑产生的迹象. 图8b显示的是下粗上细的正锥体铸件, 实际上是将图8a形状的铸件进行了上下倒置. 在高度方向上横截面连续收缩, 锥体表面呈30°向内倾斜. 2种铸件的定向凝固也同炉进行. 与倒锥体铸件(图8a)的结果相反, 正锥体铸件(图8b)的斜表面上产生了严重的雀斑缺陷, 这从铸件的纵截面上(图8c)也可清楚看出.
图8 向外和向内倾斜的铸件表面及相应纵截面的形貌
Fig.8 Morphologies of the castings having outward (a) and inward (b) sloping surface, showing freckle free and serious freckle structure, as also observed in the longitudinal section of
图7和图8都说明, 同样形状的铸件, 仅仅因为放置方向的不同, 就造成了有无雀斑的相反结果. 所以应该充分认识形状因素对雀斑生成的影响, 在工业生产中针对铸件形状进行合理的几何排列, 造成合理的凝固顺序, 从而简单而有效地避免雀斑产生.
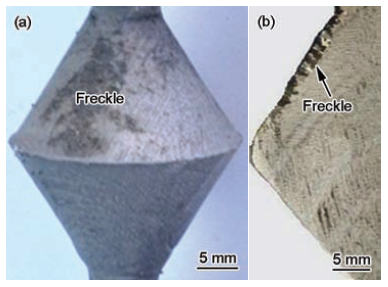
图9显示了一个复合锥体铸件的表面及纵截面形貌. 该铸件实际上是图8a和b中2种形状的结合体, 包含在同一铸件中可以使实验条件更加一致, 结果更具对比性. 铸件下半部为倒锥体, 锥体外表面向外倾斜, 呈扩张型, 表面上无雀斑产生. 试样上半部为正锥体, 锥体外表面向内倾斜, 呈收缩型, 结果是出现了严重的雀斑缺陷(图9). 这与2种锥体形状分别实验的结果相同, 都证明了斜面的倾斜方向与雀斑生成倾向的密切关系, 这就是扩张型即外倾型的斜面能有效抑制雀斑的产生, 而收缩型即内倾型的斜面则能起到强烈的促进作用.
图9 复合锥体铸件的表面及纵截面显示了雀斑形成的位置
Fig.9 Surface (a) and longitudinal (b) morphologies of combined casting geometries shown in
另外, 从图8和9显示的锥体试样表面看, 雀斑在倾斜的曲面上形成了树根形的片状分布. 这说明, 关于雀斑是定向凝固铸件表面上的垂直链状缺陷的传统说法是不全面的, 那只是在简单形状的铸件如圆棒的实验中观察到的结果. 倾斜曲面的纵截面(图8c和图9b)显示, 雀斑的深度仍约为1.5 mm, 但其宽度却无法像对垂直表面上的雀斑链那样进行简单表征.
综合图5~9可以看出, 雀斑生成的台阶效应和斜面效应有着明显的共同之处, 那就是雀斑极易产生于铸件的收缩部位, 却很难出现在扩张部位, 不管这种外形变化是突然的还是逐渐的.
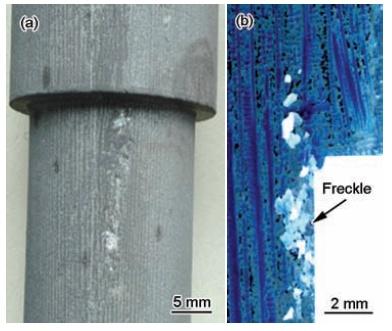
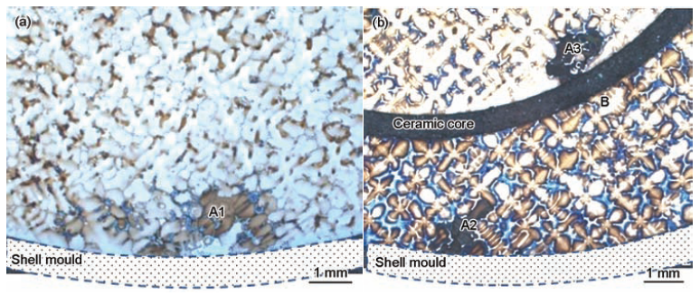
为研究空心铸件中的雀斑缺陷特点, 在圆棒型铸件中插入了陶瓷管作为简化的型芯. 为进行对比也使用了未加型芯的同形状实心铸件. 将2种铸件在同一模壳中进行定向凝固后, 进行铸态组织观察. 图10显示了2种铸件的横截面组织. 在实心圆棒铸件中, 观察到雀斑只出现在与型壳内壁接触的铸件外表面(图10a中的A1), 试样内部并无雀斑出现, 这与以前报道过的同类实验结果相同[1~5]. 但在插入陶瓷片作为型芯的圆棒中, 除了外雀斑(图10b中的A2)依然出现, 也发现了型芯壁引起的铸件内表面的雀斑(图10b中的A3). 这说明雀斑的产生具有明显的附壁效应, 不管这种壁是处在铸件外部的壳壁还是内部的芯壁.
图10 实心和带陶瓷芯的圆棒铸件的横截面形貌
Fig.10 Cross sectional morphologies of cylindrical samples without (a) and with ceramic core (b), showing the external freckles (A1 and A2) as well as the internal freckle (A3)
值得注意的是, 实验中发现的内雀斑只产生在作为型芯的弧形陶瓷管的内凹面(即相应铸件的外凸面, 如图10b中的A3处), 而在陶瓷片的外凸一侧(即相应铸件的内凹面, 如图10b中的B处), 则没有雀斑出现. 这与图4中发现的曲面效应相同, 即雀斑易于出现在铸件外凸面而不是内凹面. 看来雀斑的附壁现象具有明确的选择性, 这将在后面给以分析和讨论.
人们已经注意到, 高温合金定向凝固中雀斑一般出现在铸件的表面, 从而认为铸件外部应该有着比内部更利于雀斑形成的条件, 但对其具体原因并不明确. 在本工作中发现雀斑不但出现在铸件的外表面, 也出现在铸件内部由型芯形成的内表面. 这说明雀斑的产生具有明显的附壁效应, 是由墙壁的界面作用引起, 不管这种墙壁是处在铸件外部的型壳之壁还是内部的型芯之壁.
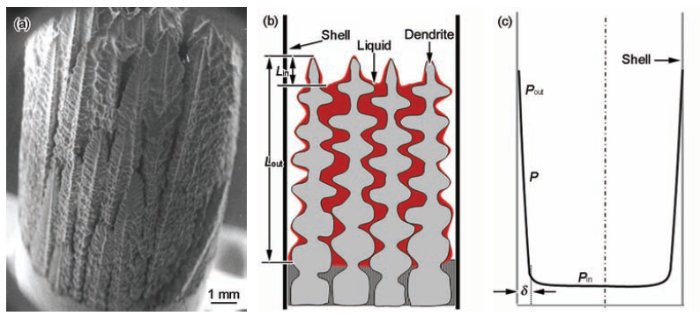
在作者前期对枝晶生长的研究工作中[23], 曾用Al-Si合金试棒装在陶瓷薄管中进行了定向凝固实验, 并在凝固过程中利用高速旋转的离心机甩出试棒糊状区中的液体(图11a [23]), 以观察定向柱状枝晶的立体形貌. 结果发现与陶瓷管内壁接触的金属液几乎一滴不剩被甩出, 使得试棒外侧表面从枝晶尖端到枝晶根部(共晶区)全部清晰地暴露出来. 倾出深度Lout约为10 mm, 等于糊状区的整体宽度. 而在试棒内部, 仅仅枝晶尖端被暴露出, 液体倾出深度Lin约1 mm, 绝大部分液体还残留在枝晶间(图11a和b). 仅从倾出深度来看就相差了10倍, 再考虑到糊状区下部残液的倾出难度要远远大于顶部, 可以估计糊状区的流通性P在试棒侧表面的值Pout要比内部的Pin高出至少1个数量级(图11c), 原因是沿着光滑的模壳壁流动的阻力要远远小于枝晶臂互相交错的糊状区内部.
图11 定向凝固中倾出残液后的Al-Si合金试棒[
Fig.11 Al-Si alloy sample decanted during directional solidification (a) [
同理, 在高温合金定向凝固过程中, 也可认为糊状区的流通性在贴近壳壁处要比铸件内部高出1个数量级以上. 由于壳壁提供了阻力很小的界面, 糊状区液体流动极易沿着这个界面进行, 这就是产生附壁效应的原因. 模壳壁的影响可达一定深度(δ), 形成一个流通性非常好的边界层(图11c). 在作者进行的另一项高温合金定向凝固的工作中已证明, 这个流通边界层的深度约为1.5 mm [24]. 图10显示的结果表明, 不仅铸件外部的型壳, 埋入铸件内部的型芯也会成为液体流动的附着体, 造成对流的加速和枝晶臂的冲断, 从而使空心叶片的内表面产生雀斑. 而更严重的是, 这种内部缺陷很难像铸件外表面的雀斑那样被检验出来, 也无法通过机械加工的方法去除, 因而成为威胁产品安全的隐患.
需要指出的是, 在图11a显示的试棒中, 由于利用了强大的离心力使得与陶瓷管内壁接触的管状金属液层全部流出. 而在高温合金定向凝固过程中, 糊状区液体因密度反差造成的流动驱动力要小得多. 即使在阻力很小的壳壁或芯壁界面上, 也不可能驱动整个界面上液体的流动, 而只能形成隧道式的局部对流, 结果是造成链条状的而非大面积的雀斑缺陷. 本实验结果已经表明, 在工业生产条件下, 这种雀斑链的宽度和深度都约为1.5 mm, 与流通边界层的深度相对应.
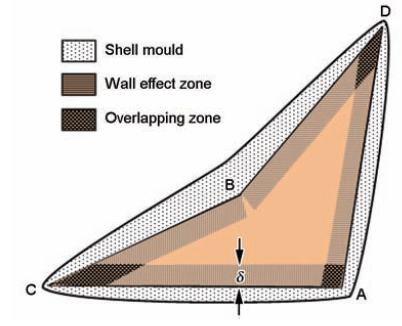
为了探讨复杂形状铸件中的糊状区液体流动的附壁效应, 图12显示了一种多边形铸件的横截面. 角A为钝角, 角C和角D为锐角, 角B为大于180°的内凹角. 多边形的每条边都与型壳内壁接触, 在壳壁的作用区内形成一个厚度为δ的附壁流通层. 在相邻两边的夹角小于180°时, 如图中的A, C和D处, 2个相邻的流通边界层会互相叠加, 使对流条件变得更好. 在一定程度范围内, 夹角角度越小则相邻表面靠得越近, 流通边界层的叠加效果会越明显. 如图12所示, 锐角C和D处的叠加区域比钝角A处的更大. 而当角度增大到180°时为平面, 流通边界层不再形成叠加. 这就合理地解释了前面所述的棱角效应, 即为什么铸件外凸的棱角处比简单的平表面更利于产生雀斑(图1), 甚至尖锐的叶片边缘更容易出现严重的雀斑现象(图2~4). 也就是说, 雀斑形成的棱角效应实际上是糊状区液体流动的附壁效应在棱角部位叠加的结果.
图12 多边形的铸件中附壁流通层及其叠加效应示意图
Fig.12 Schematic of the wall effect zones and their overlap in a polygonal casting section
图12中多边形B处的角度大于180°, 铸件表面呈内凹状态, 在此处两个邻边的流通边界层不仅没有叠加, 反而出现了一个楔形的缺口. 结果是此处对流条件最差, 不仅不如其它所有的凸角处, 甚至还不如无夹角的平面. 因而内凹角B处是所示多边形的周边上最不利于雀斑产生的部位. 若将上图中各个棱角都处理成相应曲率的圆角, 各条边都成为相应的平滑曲面, 则可得出相应结论, 曲率越大(曲率半径越小)即弯曲程度越大的部位越易出现雀斑. 上图B处的曲率为负, 是最不容易形成雀斑的部位.
实际上, 图12中的铸件多边形截面是对图4e所示的叶身形状的简化, 其中图12的2个尖角C和D分别对应于图4e中的进气和排气边缘(也标记为C和D). 而图12的内凹角B和外凸角A分别对应于图4e中的叶盆B和叶背A. 从对图12的分析可以得出, 内凹角B处曲率为负, 是铸件整个表面上最不易产生雀斑的部位. 而图4的实验结果表明, 内凹的叶盆B处确实是4个特征部位中唯一无雀斑的. 这再次对曲面型壁对雀斑的作用(曲率效应)做出了合理解释.
对于插入的弧形型芯的铸件(图10b)来说, 雀斑更易出现在型芯的内凹面而不是外凸面. 原因是凹型的芯壁对应于铸件的外凸部位, 铸件曲率为正, 有利于雀斑形成. 而凸型芯壁对应于铸件的内凹部位, 铸件曲率为负, 不易形成雀斑.
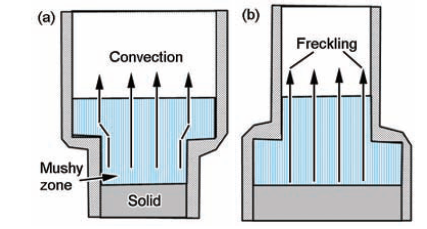
前述的实验结果表明, 铸件外形的台阶式突变会严重影响雀斑的产生. 为解释这种现象, 在图13a和b中分别给出了铸件发生突然扩张和缩小的纵截面示意图. 在定向凝固过程中, 糊状区的液体因元素偏析的原因会产生上重下轻的密度反差, 在重力的作用下向上对流, 特别是在模壳内壁附近, 流动的速度会更高, 但只要这个速度不超过枝晶的生长速度, 就不会产生雀斑. 如图13a所示, 当糊状区突然扩张时, 原先沿壳壁垂直向上的液流会失去所依附的壳壁, 进入铸件内部, 并由于流通阻力的猛增而使流速大大减缓, 从而使雀斑形成变得非常困难. 即使在铸件突然扩张前已经有雀斑在沿壳壁生长, 也会在向上进入铸件粗大部位的内部后, 因失去了壳壁的支持而无法继续, 如图5所示. 因而铸件外形的突然扩张会抑制雀斑的形成, 甚至阻断已有雀斑的生长.
图13 铸件外形的台阶式扩张和缩小对糊状区液体对流和雀斑形成影响的示意图
Fig.13 Schematics of freckling convection in the casting sections with stepwise increasing (a) and decreasing (b) size
铸件外形突然收缩时的情况则相反(图13b). 此处产生雀斑的条件甚至要比铸件外形无变化也就是壳壁连续垂直时更好. 这是因为糊状区内的对流需要在一定的体积中进行. 虽然雀斑链本身细长, 但每条隧道式对流的形成却需要周围一定体积液体的密度反差作动力. 糊状区体积越大, 能够产生隧道式对流的总驱动力就越大, 所以在用简单形状的铸件如圆棒做定向凝固实验时, 会发现铸件尺寸越粗大则雀斑现象越严重, 这就是通常所说的影响雀斑形成的铸件尺寸因素. 在连续垂直的壳壁面上虽然具备了很好的液体流动条件, 但壳壁的存在又使相应的糊状区容积大大减小. 所以铸件内部的对流驱动力实际上要大于铸件表面, 只是因为阻力比外部界面处大得多而不能形成有效对流. 在图13b下部, 铸件尺寸大, 糊状区体积大, 密度反差在重力的作用下造成液体上浮的推动力也大, 但在阻力很大的铸件糊状区内部流速非常缓慢. 而在遇到截面突然收缩时, 突然介入的模壳提供了流通性极好的墙壁可以附着, 对流速度骤然提高, 极易超过临界值而造成雀斑的产生(图6, 图7b和c). 也就是说, 在铸件的缩口处, 大体积糊状区产生的强大驱动力加上突然出现的附壁效应, 形成了对流和雀斑产生的最有利的条件.
需要指出的是, 当糊状区完全越过了突然收缩的截面后, 糊状区附着的壳壁成为连续垂直面, 支持对流的糊状区体积明显减小, 促进雀斑生成的有利条件不再存在. 结果可能是雀斑只出现在外形突然收缩的短距离内, 然后消失, 如图6a所示. 从图6a也可看出, 外形突然收缩引起的雀斑长度约为10 mm, 而这正好相当于糊状区的宽度(参考图4).
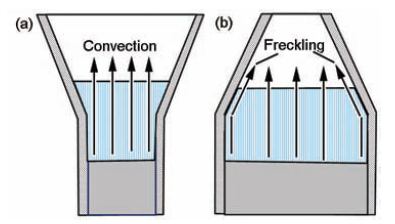
关于雀斑产生的斜面效应, 其示意图见图14. 铸件外形逐渐扩张时(图14a), 型壁向外倾斜, 糊状区内在重力作用下的液体垂直上升时会逐渐远离型壁, 不再产生附壁效应, 因而不利于雀斑的生成, 这已为图8a显示的实验结果所证明.
图14 铸件外倾式和内倾式斜面对糊状区液体对流和雀斑形成影响的示意图
Fig.14 Schematics of freckling convection on the outward (a) and inward (b) sloping surface
而铸件形状逐渐收缩时(图14b), 型壳内壁向内倾斜, 铸件内部液体的缓慢向上流动会遇上光滑的型壁, 附壁效应的作用会促成雀斑的生成(图8b和图9). 需要指出的是, 虽然糊状区内液体流动是由垂直方向的重力驱动, 但在这里只能沿倾斜和弯曲的型壳内壁上升, 无法形成垂直的对流隧道. 随着铸件表面的逐渐缩小, 相邻的对流隧道逐渐汇集, 最终形成倾斜走向的树根状雀斑, 如图8b和图9a所示. 这种特殊的雀斑形貌和分布也可归因于附壁效应在铸件特殊形状表面上发挥的作用.
从本节讨论的台阶效应和斜面效应及前面的实验结果来看, 不论铸件是通过突然还是逐渐扩张的方式变得更厚大, 都会明显抑制雀斑的形成. 而不论铸件是通过突然还是逐渐收缩的方式变得更细小, 都会对雀斑的形成起强烈促进作用. 这说明, 不能像以前那样简单地认为雀斑容易产生在铸件的尺寸厚大和凝固缓慢的部位, 因为在上述的复杂铸件中都出现了相反的现象. 由于糊状区液体附壁流动的特性使得铸件的几何形状成为雀斑形成的决定性因素.
总之, 本工作的结果表明, 糊状区液体流动具有强烈的附壁特性. 而铸件的几何形状决定了壳壁形状, 成为最重要的附壁流动条件. 它决定了雀斑形成的位置、程度和形态, 其作用甚至远远超过了凝固条件(如温度梯度和凝固速率等)的影响. 这些关于雀斑形成的新发现及新理念, 不仅有助于全面和深入认识雀斑类凝固缺陷的形成机理, 也有着重要的实际意义. 在工业生产中可以充分利用铸件形状因素的有利作用, 避免其不利影响, 针对铸件形状进行合理的几何排列, 造成合理的凝固顺序, 从而简单而有效地避免雀斑产生.
(1) 通过实施高温合金复杂铸件的定向凝固实验, 发现铸件的几何形状对雀斑的生成具有很大影响, 主要包括棱角效应、台阶效应、斜面效应和曲率效应.
(2) 雀斑不仅易于出现在实心铸件与模壳内壁的界面处, 在铸件中插入型芯时, 也会诱导内部雀斑沿芯壁产生, 这说明糊状区对流具有明显的附壁效应. 而内部雀斑缺陷由于无法被检验和去除, 成为产品内部的危险隐患.
(3) 造成雀斑附壁效应的原因是沿着光滑的壳壁或芯壁流动的阻力要远远小于枝晶臂互相交错的糊状区内部. 正是由于附壁效应在各种形状特征下有不同的具体表现, 导致出现了雀斑生成的各种效应, 并使得铸件的几何形状成为影响雀斑形成的决定性因素.
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}