
邓德安 , 张彦斌
, 张彦斌
DENG Dean, ZHANG Yanbin
中图分类号: TG404
文献标识码: A
文章编号: 0412-1961(2016)04-0394-09
通讯作者:
责任编辑:
收稿日期: 2015-07-10
网络出版日期: 2016-03-20
版权声明: 2016 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介: 邓德安, 男, 1968年生, 教授
展开
摘要
采用光学显微镜、显微硬度仪和盲孔法研究了P92钢平板焊接接头的微观组织、显微硬度和表面残余应力分布. 同时, 基于SYSWELD软件开发了考虑材料固态相变的热-冶金-力学耦合的有限元计算方法, 并采用该方法模拟了P92钢的Satoh试验和单道堆焊接头的温度场及应力场分布, 探讨了固态相变引起的体积变化、屈服强度变化和相变塑性(TRIP)对焊接残余应力形成过程及最终残余应力分布的影响. 实验结果表明, P92钢平板焊接接头焊缝组织为淬火马氏体, 其平均显微硬度为440 HV, 母材(BM)组织为回火马氏体, 其显微硬度为240 HV. Satoh试验的数值模拟表明, 固态相变引起的体积变化和屈服强度变化不仅对残余应力的形成过程及最终应力的分布和峰值大小有显著影响, 甚至可以改变应力的符号; 而TRIP效应则具有减缓因体积膨胀和屈服强度变化所引起应力变化趋势的作用. 进一步的计算结果表明, P92钢堆焊接头焊缝和热影响区(HAZ)的纵向残余应力为压应力, 而靠近HAZ的BM上存在较大的纵向拉应力, 峰值为600 MPa, 该值超过了P92钢的室温屈服强度; 整个焊接接头的横向残余应力峰值为130 MPa, 远小于其纵向残余应力的峰值. 数值计算结果与盲孔法测量得到的结果比较吻合, 表明了所开发的热-冶金-力学耦合的有限元计算方法有较高的计算精度.
关键词:
Abstract
Microstructure and welding residual stresses in ferritic heat-resistant steels such as P92 have been considered as one of the most important factors in the structural integrity and life assessment of power plant weldments. Applying computational tools to predict microstructure and residual stress distribution in practical welded structures is a preferable way to create safer, more reliable and lower cost structures. In this work, the effects of volume change, yield strength variation and transformation induced plasticity (TRIP) on the generation of residual stresses in P92 steel welded joints were investigated experimentally and numerically. Optical microscope and Vickers hardness tester were used to characterize the microstructure and hardness of the weldments. The hole-drilling strain-gage method was employed to determine the residual stress distribution across the weldments. Based on SYSWELD software, a thermal-metallurgical-mechanical finite element method (FEM) was developed to simulate welding temperature field and residual stress distribution in P92 steel joints. Firstly, numerical simulations of Satoh test were carried out to clarify the influence of solid-state phase transformation on the formation of residual stresses. The simulation results show that the volume change and the yield stress variation have a great effect on the magnitude and distribution profiles of residual stresses in the fusion zone (FZ) and heat affected zone (HAZ), and even alter the sign of the stresses, while TRIP have a relaxation effect on the tendency of stress variation during phase transformation. Secondly, a FEM was established to calculate the welding residual stress distribution in a single-pass bead-on P92 steel joint. In the FEM, three main constituent phases (austenite, untempered martensite and tempered martensite) in P92 steel were taken into account. Finally, the simulation results of welding residual stress were compared with the experiments obtained by hole-drilling method. The numerical simulation results are generally in a good agreement with the measured data.
Keywords:
为了应对日益严峻的环境压力和不断增加的电力需求, 火电行业正在建设和发展超(超)临界火电机组以提高发电效率、减少CO2的排放. Cr-Mo铁素体耐热钢由于具有良好的高温性能, 如较高的热导率、较低的线膨胀系数和良好的抗应力腐蚀性能等, 被广泛地应用于制造火电锅炉的过热器、再热器及集箱等关键承压部件[1]. 然而, 这类钢在实际应用过程中尚存在一些问题有待于深入研究, 如长期在高温、高压条件下服役发生的蠕变断裂行为和在焊接热影响区容易产生IV型裂纹而过早失效[2]等. 研究[3]表明, 蠕变断裂和IV型裂纹的产生不仅与铁素体耐热钢的冶金性能有关, 也与其焊接构件自身存在较大的焊接残余应力有紧密的联系. 此外, 当Cr-Mo铁素体耐热钢接头因使用过程中失效而采用焊接方法修复时, 一般不能进行焊后热处理, 焊接引起的残余应力对接头安全性和使用寿命的影响会更大. 因此, 研究Cr-Mo铁素体耐热钢焊接接头残余应力的产生机理与接头残余应力的分布状况, 不仅具有重要的理论意义而且具有较大的工程应用价值.
随着计算机技术的发展和计算焊接力学理论的日臻成熟, 有限元计算方法已经成为预测焊接残余应力的有效工具[4,5]. 然而对于Cr-Mo铁素体耐热钢而言, 由于其冶金特性, 在焊接热循环作用下会发生固态相变, 从而引起体积变化、屈服强度变化和相变塑性(TRIP). 在数值计算中若不考虑固态相变的影响会使得残余应力的计算结果与实际情况有较大差异. 目前, 这一问题在焊接数值计算领域受到越来越多的关注. 作者前期的研究结果[6,7]表明, 体积变化和屈服强度变化对改良型9Cr-1Mo钢管焊接残余应力分布有重要影响, 而TRIP对低相变温度钢的焊接残余应力形成有“松弛”效应. Yaghi等[8]采用数值模拟和实验相结合的方法研究了P91钢管的焊接残余应力分布. 刘俊䶮等[9]基于有限元方法数值模拟了TRIP对9Cr-1Mo钢的焊接残余应力的影响.
P92钢是在9Cr-1Mo钢的基础上改良开发出来的一种铁素体耐热钢, 其耐高温腐蚀性能和抗氧化性能与最初开发的P91钢相似. 由于P92钢中采用Mo和W联合强化, 因而具有更高的高温强度和抗蠕变性能, 设计服役温度可高达625 ℃[1]. 然而, 到目前为止关于固态相变引起的体积变化、屈服强度变化和相变塑性究竟如何影响P92钢焊接残余应力的形成过程还鲜有报道. 如果能定量澄清以上3个因素对焊接残余应力的影响, 将为开发用于焊接残余应力的高精度的和高效的计算材料模型提供理论依据.
本工作基于SYSWELD软件开发了考虑固态相变的热-冶金-力学耦合的有限元计算方法, 研究了固态相变的3个因素对P92钢焊接残余应力的形成过程及最终残余应力的影响规律. 研究中采用盲孔法测量P92钢堆焊接头的残余应力, 采用光学显微镜、显微硬度仪观察和测量了P92钢焊接接头的微观组织和显微硬度, 建立了用于焊接残余应力计算的考虑了淬火马氏体相、回火马氏体相和奥氏体相的材料模型. 并将有限元计算结果与实验测量结果进行对比, 验证了计算方法的有效性.
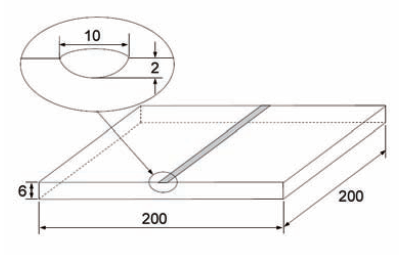
实验所用平板试件材料为ASTM A335 P92钢, 其主要化学成分(质量分数, %, 下同)为: C 0.124, Cr 9.32, Mo 0.49, Si 0.157, Mn 0.42, Ni 0.24, V 0.20, W 1.75, B 0.0013, Nb 0.055, Fe余量. 焊接材料为Thermanit MTS 616, 其主要化学成分为: C 0.10, Cr 8.80, Mo 0.50, Si 0.38, Mn 0.45, Ni 0.70, V 0.30, W 1.60, Nb 0.06, Fe余量. 图1为焊接试件几何尺寸示意图, 试件尺寸为200 mm×200 mm×6 mm.
焊前对待焊试件表面进行除油和去污处理. 焊接时采用火焰预热, 预热温度约为150 ℃. 焊接试板在无外部约束的条件下施焊, 焊接方法为手工钨极氩弧焊. 焊接工艺严格按照ASME IX标准执行. 焊接工艺参数如下: 电弧电压12.0 V, 焊接电流125.0 A, 焊接速度1.0 mm/s. 焊接时, 送丝速率为60~80 mm/min, 焊丝直径为2.4 mm, 保护气体为99.99% Ar, 保护气体流量为6 L/min.
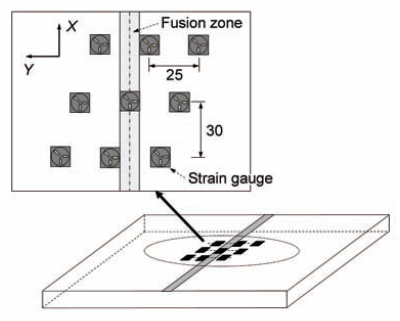
焊接完成后, 采用盲孔法测量焊接试件上表面中央区域的残余应力. 将试件待测区域打磨、清洗后, 粘贴3轴应变花BSF120-1.5CA-T, 常温静置10~12 h之后, 连接ASM1.0应力、应变监测仪. 设置弹性模量E为210 GPa, Poisson比为0.27, 孔心片心距为2.5 mm, 孔半径为0.75 mm, 释放系数A为-0.057, 释放系数B为-0.164. 安装RSD1残余应力打孔装置, 钻头直径为1.5 mm, 打孔深度为2 mm. 打孔前需清零, 打孔时控制调速器的电流在45~50 A, 打孔后待读数稳定后, 打印测量结果, 测量过程满足标准ASTM E837-08. 测量点的位置如图2所示, 这些点分布在3条线上, 点与点之间距离25 mm, 线与线之间距离30 mm.
残余应力测量完毕后, 采用线切割的方法截取金相试样, 试样包含了焊缝(FZ)、热影响区(HAZ)和母材(BM)的区域, 尺寸大小为30 mm×10 mm× 6 mm. 将试样机械打磨、抛光, 采用FeCl3盐酸溶液进行侵蚀, 制成金相试样. 采用AXIO Vert.A1光学显微镜(OM)对试样的微观组织进行观察.
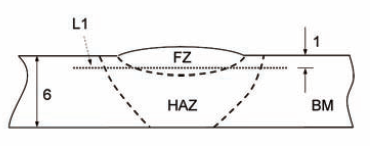
将金相试样直接用于显微硬度测量, 实验按照GB/T 4340.1-2009标准进行. 测量点分布在直线L1上, 该线上的点分别位于BM, HAZ和FZ 3个区域, 点与点之间距离0.5 mm, 显微硬度测量点的位置及压痕示意图如图3所示. 显微硬度测量采用HX-1000 TM/LCD显微硬度仪, 压头法向载荷4.9 N, 加载时间10 s.
图3 显微硬度测量点位置示意图
Fig.3 Schematic of locations of hardness measurement (unit: mm, FZ—fusion zone, HAZ—heat affected zone, BM—base metal)
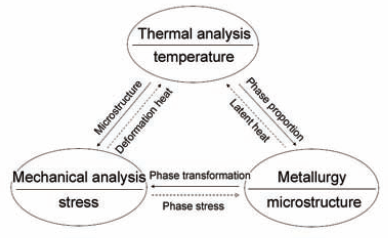
焊接过程中的热-冶金-力学之间的耦合关系如图4所示. 从理论上来讲, 在数值计算中若将图中所示的因素全部考虑, 会使得计算结果与实际情况最吻合. 然而考虑所有因素将会给计算模型的建立带来极大的挑战, 也难以实现求解. 对于解决工程实际问题的计算方法而言, 为了兼顾计算效率与计算精度, 在有限元模型中往往重点考虑主要因素, 而有时要忽略次要因素[10]. 本工作基于SYSWELD软件, 开发了考虑固态相变的热-冶金-力学耦合的有限元计算方法, 可以考虑温度与组织变化对焊接残余应力的影响.
图4 热-冶金-力学耦合示意图
Fig.4 Schematic of the coupling among temperature, microstructure and stress
2.1.1 温度场计算 计算焊接温度场时, 焊接电弧产生的热在被焊试件内部的热传导可用非线性传热方程[11]描述:
式中, ρ, c, λ, T, t和
式中,
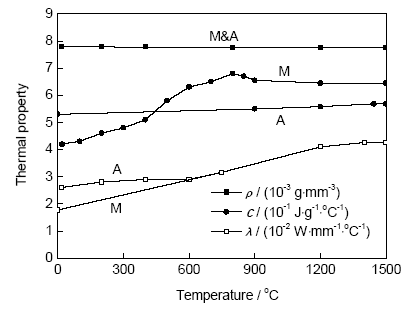
P92钢各相的热物理性能参数随温度的变化如图5所示, 其中淬火马氏体相与回火马氏体相的参数相同[8,12].
图5 P92钢的高温热物理性能
Fig.5 Temperature-dependent thermal properties of P92 steel (ρ—density, c—specific heat, λ—thermal conductivity, M—martensite, A—austenite)
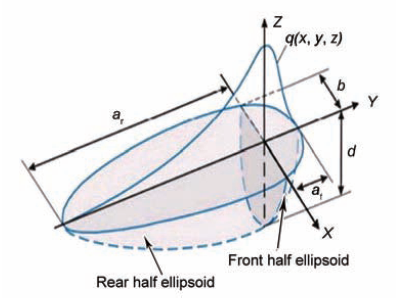
采用Goldak双椭球热源模型[13]来模拟焊接热输入, 热流密度分布如图6所示. 热源模型的前部与后部的热流密度分布
图6 Goldak双椭球热源热流分布示意图
Fig.6 Schematic of heal flux distribution in Goldak heat source model (x, y, z—directions in Descartes coordinate system, af—front length of the FZ, ar—rear length of the fusion zone, b—half width of the fusion zone, d—half depth of the fusion zone, q(x, y, z)—density of heal flux)
式中,
焊接过程中, 工件与周围空气之间通过对流和辐射的方式进行热交换. 数值计算模型与环境之间的对流热交换采用Newton冷却方程描述:
式中,
通过热辐射散失的热量
式中,
2.1.2 组织计算 在焊接热循环作用下, P92钢的FZ和HAZ经历了奥氏体化和马氏体相变过程. 数值计算中, 奥氏体化过程采用Johnson-Mehl-Avrami关系[15]描述:
式中,
马氏体相变采用Koisten-Marburger关系[16]进行描述:
式中, Ms是马氏体相变起始温度; T是当前温度, 其中T ≤ Ms; k是常数. 计算中Ms取400 ℃, k取-0.011[6].
2.1.3 应力场计算 计算焊接应力场时, 将温度场的计算结果以热载荷的方式加载到应力计算模型中, 并将组织(相)的计算结果代入材料的参数模型中, 同时考虑相变塑性, 然后采用热-弹塑性有限元方法进行力学分析. 考虑了固态相变的P92钢焊接过程中的总应变
式中,
对于相变塑性应变, 有多种模型, 本研究采用Leblond模型[17], 相变塑性的应变率
式中, K是相变塑性系数;
式中,
式中,
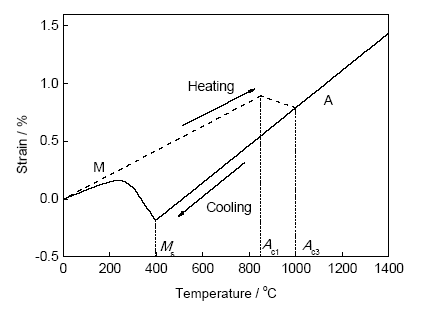
考虑了固态相变的P92钢的温度-应变示意图如图7所示. 一般而言, 材料的热应变与温度基本呈线性关系, 对于相变材料仍需考虑热-冶金应变的影响. P92钢的初始相为回火马氏体, 晶体结构为bcc, 而奥氏体晶体结构为fcc, 晶体结构的转变导致在奥氏体化过程中热-冶金应变减小, 在马氏体相变时热-冶金应变增大.
图7 P92钢加热和冷却过程中的温度-应变曲线
Fig.7 Temperature-strain curves of P92 steel during heating and cooling (MS—martensite transformation start temperature, Ac1—austenization start temperature , Ac3—austenization finish temperature)
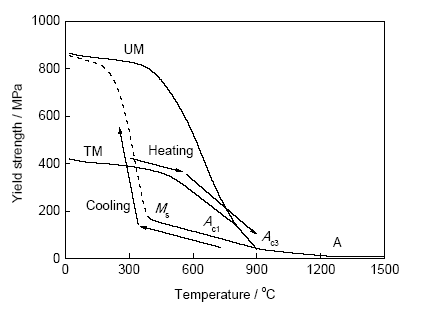
P92钢的弹性模量和Poisson比见文献[8]. P92钢的初始状态为回火马氏体相, 加热过程中发生软化, 屈服强度不断降低, 在奥氏体转变开始温度(Ac1)至奥氏体转变终了温度(Ac3)区间发生奥氏体化, 高温时完全为奥氏体相, 因而屈服强度很低. 冷却过程中, 奥氏体温度下降, 温度较低时为过冷奥氏体相, 屈服强度不断升高, 当温度低于Ms , 由于发生马氏体相变, 生成淬火马氏体相, 形成了含有过冷奥氏体相和淬火马氏体相的混合相, 温度降低, 过冷奥氏体不断相变为淬火马氏体, 混合相的屈服强度不断升高. 图8所示为 P92钢屈服强度在焊接热循环中的变化.
式中, σYM为马氏体的屈服强度,
图8 P92钢屈服强度在焊接热循环中的变化
Fig.8 Yield strength variations of P92 steel during welding thermal cycle (UM—untempered martensite, TM—tempered martensite)
为了澄清固态相变对焊接残余应力形成过程影响的机理, 本研究采用数值模拟方法进行了Satoh试验[18], 模拟了在焊接热循环作用下, 接头热影响区温度-应力的演化过程.
用于Satoh试验数值模拟的棒状模型如图9所示. 在有限元模型中, 将模型的两个端面上的所有节点在轴向方向上固定, 同时在左端一个节点的其它两个位移也固定, 这样棒在加热和冷却过程中就不能沿着轴向方向自由伸长和收缩, 因而在轴向上就会产生应力, 其演化过程不仅能反映温度对应力的影响, 而且能够反映固态相变对应力的影响.
图9 Satoh试验的有限元模型与约束条件示意图
Fig.9 Schematics of finite element model (FEM) and restraint conditions of Satoh test (unit: mm)
用于有限元计算的模型尺寸为20 mm ×4 mm ×4 mm. 初始温度设定为20 ℃, 加热最高温度为1400 ℃, 环境温度设定为20 ℃. 为了研究固态相变各因素对应力形成过程的影响, 计算了5个案例, 各个案例的具体考虑因素如表1所示.
表1 计算案例的具体考虑因素
Table 1 Specific considerations for the simulation cases
| Case | Volume | Yield strength | TRIP |
|---|---|---|---|
| change | variation | ||
| A | No | No | No |
| B | Yes | No | No |
| C | No | Yes | No |
| D | Yes | Yes | No |
| E | Yes | Yes | Yes |
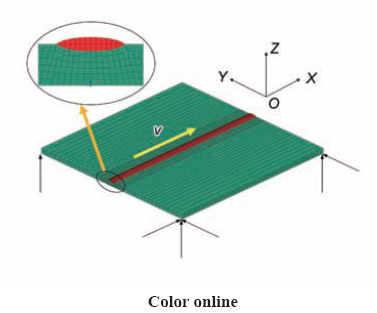
在本研究中, 重点采用上述的数值模拟方法计算了P92钢焊接接头的残余应力的分布特征. 为了比较精确计算单道堆焊时的温度场和应力场, 建立了与实际焊接接头的尺寸完全一致的有限元模型,如图10所示. 为了兼顾计算精度和计算时间, 距离焊缝较近区域的网格划分得较细密, 而远离焊缝区域的网格划分得较粗大. 网格划分类型为8节点六面体单元, 在长度方向分割50等分, 总节点数为2.5×104, 总单元数为2.9×104. 在实验中没有采用任何外部拘束, 因此在有限元模型中拘束条件只是用来防止模型产生刚体位移. 由于熔敷材料与母材的成分性能相近, 因而计算中假定熔敷金属和母材具有相同的热物理性能和力学性能参数. 在温度场计算时, 设定预热温度为150 ℃. 焊接条件与实验采用的参数完全一致.
图10 有限元模型和约束条件示意图
Fig.10 Schematic of FEM and restraint conditions (v—welding speed)
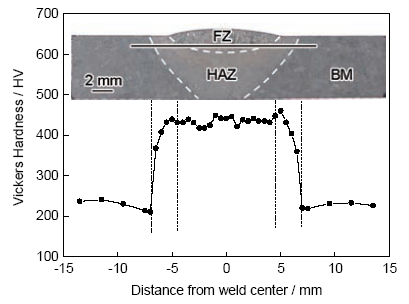
图11为P92钢焊接接头的FZ, HAZ与BM的显微组织. 由图11a可以看到, FZ组织由一定位向的柱状晶和胞状晶内形成的不同位向的马氏体板条束和板条群组成, 板条束和板条群的尺寸较大, 是典型的淬火马氏体, 因而FZ具有较高的硬度, 平均值为440 HV (图12); 从图11c可以看到, BM是回火马氏体组织, 由于M23C6和MC型碳化物分布在原奥氏体晶界、马氏体板条界和板条内[19], 组织分布均匀, 因而BM的显微硬度较低, 平均显微硬度为240 HV (图12). 从图11b可以看到HAZ区的组织较粗大, 晶内有块状析出相, 由于该区域在焊接热循环作用下温度达到奥氏体化起始温度Ac1以上, 因而在冷却过程中形成马氏体组织, 其显微硬度与FZ相当. 在HAZ和BM之间存在一个较窄的软化区, 其平均显微硬度为210 HV, 略低于母材的显微硬度.
图12 P92钢焊接接头Vickers硬度分布
Fig.12 Vickers hardness distribution of P92 steel welded joint
鉴于以上分析, 在计算P92钢的残余应力时, 除了考虑材料的热物理性能和力学性能随温度变化的特征以外, 还考虑了它们随组织类型变化的特性. 针对P92钢焊接接头的组织特点, 在数值模型中考虑了奥氏体相、淬火马氏体相和回火马氏体3个相.
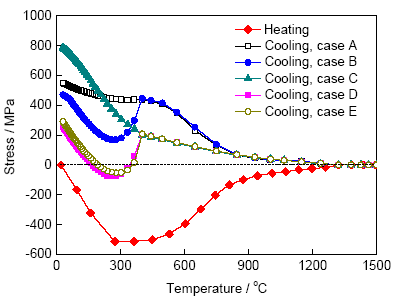
取图9中Satoh模型中的P点为研究对象, 考察在5种不同计算案例中的轴向应力在焊接热循环中随温度变化过程, 从而澄清固态相变对焊接残余应力形成过程的影响. 图13是5种计算案例得到的温度-轴向应力变化曲线. 由图可知, 5种案例中模型在加热阶段的轴向应力随温度的变化过程相似.
以Case A为例, 试棒在加热时, 因温度升高而发生膨胀, 但由于受到两端的约束而不能在轴向自由伸长, 因而在试棒中产生压应力. 随着温度升高, 压应力不断增大. 假如室温为20 ℃, 根据P92钢室温时的屈服极限、线膨胀系数和弹性模量可以估算出其屈服温度[4]为315 ℃, 考虑到屈服应力随温度增加而降低的特性, 可以预见在Case A中温度达到315 ℃之前材料就开始屈服. 在图中可以看到, 当温度达到300 ℃时压应力达到最大. 温度继续升高, 材料屈服极限继续降低, 因此轴向应力由于受屈服极限的限制反而减小. 在奥氏体化过程中, 由于材料的屈服极限很低, 奥氏体化过程由于体积变化对瞬态应力影响很小. 当温度升高到1300 ℃时, 应力值几乎为零.
冷却时试棒随温度降低而收缩, 同样受到两端的约束而不能轴向自由收缩, 因而试棒中产生轴向拉应力并随温度的降低而增大. 由于Case A 完全没有考虑冷却过程中的固态相变, 当温度降低到Ac1以下时, 计算中仍采用P92材料的初始相而不是过冷奥氏体相的屈服强度, 所以当温度继续下降至室温, 拉应力的大小几乎与材料屈服极限的变化一致. 在数值模拟中考虑到加工硬化, 最终应力略高于室温时母材的屈服强度(母材的屈服强度为502 MPa). 在Case B中, 由于考虑了体积变化的影响, 试棒冷却到Ms时, 开始出现马氏体相变引起的体积变化应变, 部分补偿了热收缩引起的应变, 从而使得轴向拉应力逐渐减小. 当温度继续降低, 体积变化应变的影响逐渐减弱, 当热收缩应变占主导地位时, 应力又开始增大. 由此最终应力明显比不考虑相变的Case A要小. 因而, 马氏体相变引起的体积变化对残余应力的形成过程及大小有明显的影响. Case C只考虑了固态相变引起的屈服强度的变化, 从图中可以看到, 当温度在Ac1以下Ms以上的区间时, 由于计算中采用过冷奥氏体的参数, 屈服强度较低, 因而对应产生的拉应力也较低一些. 当温度冷却到Ms以下, 材料发生马氏体相变, 其屈服强度急剧增加, 从而拉应力不断增大, 直至达到甚至稍高于室温马氏体的屈服强度. 在Case D中, 同时考虑了体积变化和屈服强度的变化, 材料从高温冷却下来, 由于在Ac1以下Ms以上的区间处于过冷奥氏体相产生相对小的拉应力, 因而在马氏体相变终了温度Mf点附近出现最小的应力, 其应力状态由拉应力转变为压应力. Case E 中除了考虑体积变化和屈服强度变化外, 还考虑了TRIP的影响, 与Case D结果相比, Mf点附近的压应力有一定的减小, 而最终应力比Case D高出约100 MPa. 因而, TRIP对固态相变中因体积变化和屈服强度变化引起的应力变化趋势有一定的“松弛”效应.
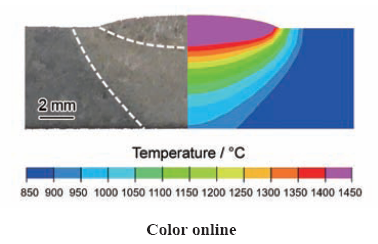
图14为焊接熔化区形貌与FEM计算结果的对比. 可以看到接头熔化区的最大深度约2 mm, 熔化区宽度约10 mm, 计算结果与实验结果比较吻合.
图14 熔化区的实验结果与模拟结果对比
Fig.14 Comparison between the experimental and the simulated weld profiles
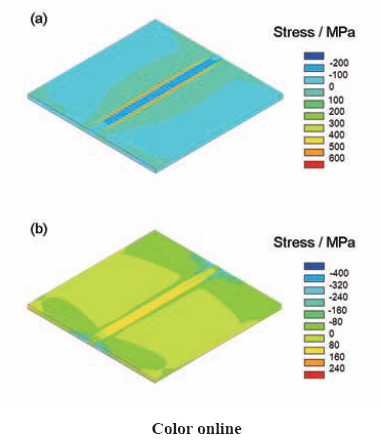
图15为平板焊接残余应力的分布云图. 从图15a可以看到, 纵向残余应力分布在板宽方向上具有左右对称性. 在纵向(焊缝)方向上, 平板中央区域的纵向应力变化较小, 而在两端由于几何端部效应[20]纵向残余应力分布与中央位置明显不同. 从图15a可以看到, 中央位置的FZ和HAZ的纵向应力为压应力, 而靠近HAZ的BM出现较大的拉应力; 在远离FZ的方向上拉应力逐渐减小并随着远离FZ的距离增加而成为压应力. 从图15b可以看到, 横向残余应力分布也具有左右对称性. 在FZ方向上, 除了平板的两端附近区域外, 沿FZ方向上的横向残余应力分布变化也比较平缓; 在板宽方向上, 横向残余应力变化较复杂, FZ和HAZ为拉应力, 在HAZ外侧出现压应力, 随着离FZ的距离增加又变成拉应力, 而后又随着距离的增加拉应力逐渐减小. 比较图15a和b可以看到, 横向残余应力远小于纵向残余应力.
图15 焊接残余应力的分布
Fig.15 Distributions of welding residual stresses at longitudinal (a) and transverses (b) directions
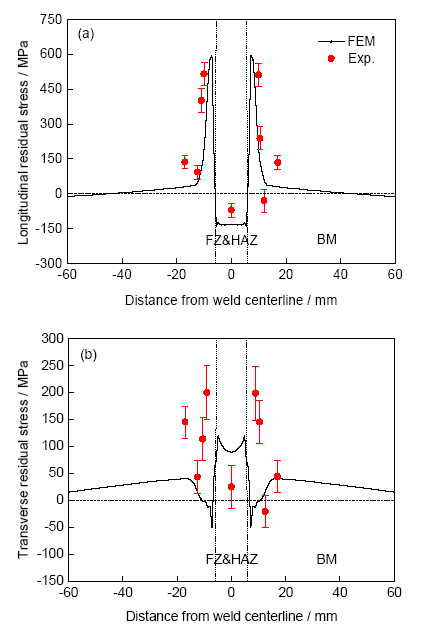
图16为中央断面上表面残余应力计算结果与实验测量结果的对比. 从图16a可以看到, 纵向残余应力的计算结果与实验测量结果比较吻合. 值得注意的是, 与通常合金结构钢焊接接头焊缝中心纵向残余应力往往呈现出较高的拉应力情况显著不同的是, 本研究焊接条件下所得到的FZ和HAZ纵向残余应力为压应力, 其值为-150 MPa. 这是因为焊接加热时FZ和HAZ的金属温度达到Ac1温度以上, 完全或部分奥氏体化, 因而在冷却过程中发生了马氏体相变而导致FZ和HAZ产生了压缩残余应力. 从防止FZ和HAZ产生焊接冷裂纹、IV型裂纹和应力腐蚀裂纹的角度出发, 此类敏感区域呈现压应力无疑是非常有益的. 同样值得注意的是, 在靠近HAZ的BM一侧出现较大的拉应力, 峰值达到600 MPa, 这一值超出了P92钢常温的屈服极限, 这是因为在计算中考虑了材料的加工硬化. 鉴于母材区扩散氢含量低, 合金元素局部迁移的可能性小, 可以预料, 该区产生冷裂纹和应力腐蚀裂纹的倾向相对较小. 在远离FZ区域的应力状态由拉应力逐渐过渡为压应力.
图16 中央断面上表面残余应力计算结果与实验测量结果对比
Fig.16 Comparisons of longitudinal (a) and transverse (b)welding residual stresses along center line of the top surface cross-section between computational and experimental results
从图16b可以看到, 横向残余应力的计算结果与实验测量结果也基本吻合. 从计算结果看, FZ和HAZ附近为拉应力状态, 在靠近HAZ的BM出现了压应力, 而且应力峰值都比较小, 最大应力值约130 MPa. 远离FZ的母材应力先增大后减小, 在平板边缘处的横向残余应力接近于零.
(1) P92钢焊缝组织为淬火马氏体, 显微硬度为440 HV, 母材组织为回火马氏体, 显微硬度为240 HV. 热影响区与焊缝的显微硬度接近, 但软化区的显微硬度略低于母材的显微硬度.
(2) Satoh试验的数值模拟结果表明, 固态相变引起的体积变化和屈服强度变化对焊接残余应力的形成有明显的影响, 不仅可以改变残余应力值的大小, 还可以改变应力的符号; TRIP对因体积变化引起的焊接残余应力变化趋势有“松弛”效应.
(3) 有限元模型计算结果表明, P92钢平板堆焊接头焊缝和热影响区纵向存在压应力, 大小为-150 MPa, 而靠近热影响区的母材存在很大的拉应力, 峰值达到600 MPa. 从整体上看, 焊接接头的横向残余应力的峰值为130 MPa, 远小于纵向残余应力.
(4) 平板堆焊接头的焊接残余应力计算结果与实验测量结果比较吻合, 验证了所开发的热-冶金-力学耦合的有限元计算方法具有较高的计算精度.
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}