
方智 , 陈雨来
, 陈雨来
FANG Zhi, CHEN Yulai
中图分类号: TG142.71
通讯作者:
收稿日期: 2015-05-12
修回日期: 2015-07-17
网络出版日期: --
版权声明: 2016 《金属学报》编辑部 版权所有 2014, 金属学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
方智, 男, 1990 年生, 硕士生
展开
摘要
采用激光共焦显微镜、XRD和EBSD技术, 研究了17%Cr超纯铁素体不锈钢退火板材沿3个不同方向拉伸变形后表面起皱与晶粒取向变化之间的关系, 并探索了17%Cr超纯铁素体不锈钢的拉伸起皱机制. 结果表明, 17%Cr超纯铁素体不锈钢退火板材沿着与轧向呈0° (轧制方向, RD), 45°和90° (横向, TD) 3个不同方向拉伸后, 表面条纹状起皱方向均与原始轧向平行, 并且随拉伸角度增大, 表面起皱逐步减轻. 在拉伸过程, 均发生<110>取向向拉伸方向(TA, 拉伸变形方向)转动. 但沿TD拉伸时未造成晶面转动, 而沿RD拉伸则转动形成{112}和{221}面取向. 17%Cr超纯铁素体不锈钢起皱与<110>//TA取向无关, 而是由沿原RD分布的晶粒簇内的晶面转动造成的, 并且晶粒簇内的晶向转动对起皱的影响极小.
关键词:
Abstract
Improved mechanical and chemistry properties of ferritic stainless steel (FSS), such as stamping formability and corrosion resistance, have been attained by decreasing the contents of C and N. Therefore, the ultra pure ferritic stainless steel with low content of C and N is a good candidate to replace the conventional Cr-Ni austenitic stainless steel for specific applications to save the higher price of Ni. As compared to conventional austenitic stainless steel, however, the ferritic stainless steel is susceptible to develop narrow ridges on the sheet surface during forming operations. The ridges, which can extend over the whole sheet length and have a depth of 20~50 μm, destroy the smooth appearance and surface shine of the product and thereby reduce the quality of the formed work pieces. This is one of the most serious problems of ferritic stainless steel sheets. Hence, the improvement for resistance of ridging is desired for further wide applications of ferritic stainless steel. In this work, laser scanning confocal microscopy, XRD and EBSD were used to observe the corelation between surface ridging and the evolution of grain orientation of 17%Cr ultra pure ferritic stainless steel after elongated along three different directions. Furthermore, the mechanism of tensile ridging of ferritic stainless steel was discussed. The results show that the ridging direction always parallels to the original rolling direction when the 17%Cr ultra pure ferritic stainless steel is enlongated along 0° (rolling direction, RD), 45° and 90° (transverse direction, TD) with the rolling directions, respectively. However, the height of ridging gradually decreases with the increase of the angle betweeen the rolling direction. Meanwhile, tensile texture of <110>//TA (tensile axis) gradually forms after enlongated along three different directions. The most important phenomenon is that the crystal plane almost does not rotate when enlongated along TD, while {112} and {221} orientations form when enlongated along RD. Thus it can be deduced that there is no relationship between ridging and <110>//TA orientation in 17%Cr ultra pure ferritic stainless steel. Moreover, the rotation of crystal direction in rolling plane has little effect on the ridging. However, the formation of ridging can be attributed to the rotation of crystal plane in rolling plane with cluster distribution.
Keywords:
自上世纪60年代铁素体不锈钢冲压制品的表面起皱问题被发现以来, 提高表面抗皱性的方法一直是研究的热点. 早期研究[1]认为, 铁素体不锈钢的起皱是由于基体与沿轧向分布的带状第二相之间不同的屈服行为造成的, 但是由于超纯净化后铁素体不锈钢中很少出现该类碳化物第二相, 但依然存在表面起皱, 因此这种观点逐渐不被认可, 获得较为广泛认可的是Chao[2]和Wright[3]基于晶体塑性各向异性提出的起皱模型. Chao模型认为起皱是由于在沿轧制方向拉伸力的作用下, 轧制方向上存在的CF取向(cube-on-face, 即{001}<011>)与CC取向(cube-on-corner, 即{111}<110>)之间的厚向应变差异而引起的. 而Wright认为, 在沿轧制方向的外力作用下, 板厚易于收缩的组分被板厚不易收缩而板宽易于收缩的周围基体包围时, 钢板横向会产生压应力, 当压应力超过临界失稳压应力时, 便会产生屈曲失稳从而导致起皱. 但是, 研究人员[4,5]观察到钢板起皱时上下表面峰谷一致的现象, 即起皱横断面上的同凸同凹起伏, 而Chao模型无法解释这一现象; 对于Wright模型, 通过晶体塑性有限元计算后发现, 横向压应力无法导致板料的塑性屈曲[6], 所以这2种机制受到质疑. Takechi等[7]提出了不同的<110>//TA (拉伸变形方向)织构组分晶粒在拉伸力作用下产生面外剪切应变(out-of-plate shearing strain)从而导致起皱的模型. 研究人员[6,8-12]通过晶体塑性有限元计算在一定程度上肯定了<110>//TA织构组分在起皱中的作用, 但模拟结果之间存在矛盾: Sinclair[11]计算了{111}面取向基体中(111)
本工作以17%Cr超纯铁素体不锈钢冷轧退火板材为实验材料, 通过观察沿不同方向拉伸后的表面褶皱, 分析了晶粒团簇转动对起皱的影响规律.
实验材料为0.56 mm厚的17%Cr超纯铁素体不锈钢冷轧退火板, 其化学成分(质量分数, %)为: C 0.01, N 0.008, Si 0.58, Mn 0.17, S 0.001, P 0.019, Cr 16.51, Nb 0.144, Ti 0.159, Fe 余量. 按照国标GBT228-2002要求, 分别沿板料轧向成0° (轧制方向, RD), 45°和90° (横向, TD)切取拉伸试样, 然后经25%拉伸变形, 并用Nikon-D7000照相机拍摄拉伸后试样起皱方向的照片, 再用LEXT 3D 激光共焦显微镜测量拉伸试样表面形貌, 获得表面粗糙度曲线并计算参数Ra和Rt. 其中, Ra表示评定长度内轮廓线与中心线之间垂直距离的算术平均值, Rt表示评定长度内轮廓峰顶线和谷底线之间的垂直距离.
从退火态试样以及0°和90°拉伸试样上切取10 mm×5 mm的矩形试样, 用砂纸打磨至一半厚度, 经机械抛光和电解抛光(电解液为80%冰醋酸和20%高氯酸, 体积分数)处理后, 用LEO-1450型扫描电镜(SEM)配备的电子背散射衍射(EBSD)系统进行晶粒取向分析. 在D8 Advance X射线衍射仪(XRD)上进行宏观织构检测, 采用CoKa辐射, 通过测量{110}, {200}和{112} 3个不完整极图, 计算取向分布函数(ODF).
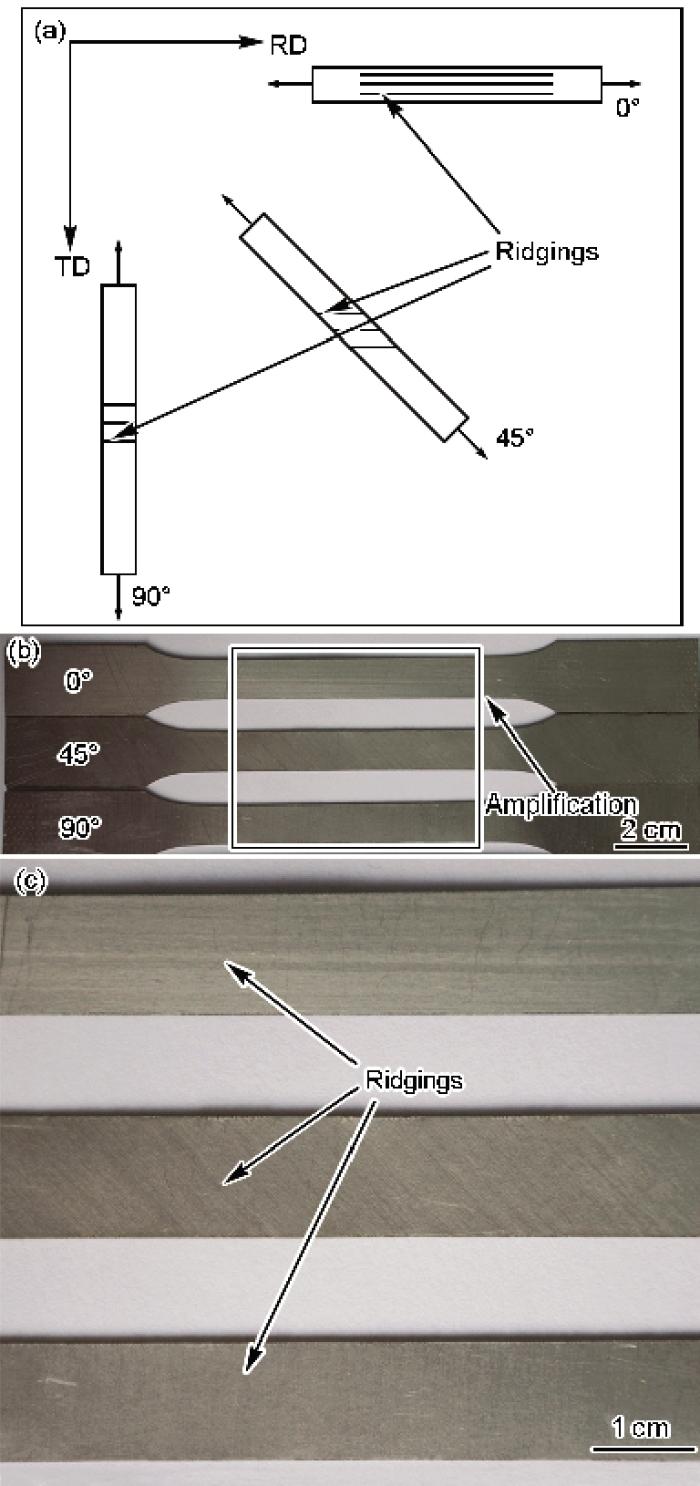
图1为17%Cr超纯铁素体不锈钢沿0°, 45°和90°拉伸25%后的表面起皱示意图(图1a)和表面形貌(图1b和c). 可以看出, 沿3个不同角度拉伸, 起皱都是沿着RD产生, 而不是沿着TA, 说明褶皱并不是晶粒绕着拉伸轴旋转或产生剪切变形而造成的, 拉伸轴方向与褶皱的形成无关.
图1 沿0° (轧制方向, RD), 45°和90° (横向, TD)拉伸25%后17%Cr超纯铁素体不锈钢表面起皱示意图和表面形貌
Fig.1 Schematic of surface ridging (a), surface morphologies at low (b) and high (c) magnification of 17%Cr ultra pure ferritic stainless steel after elongated along 0° (RD), 45° and 90° (TD) (RD—rolling direction, TD—transverse direction)
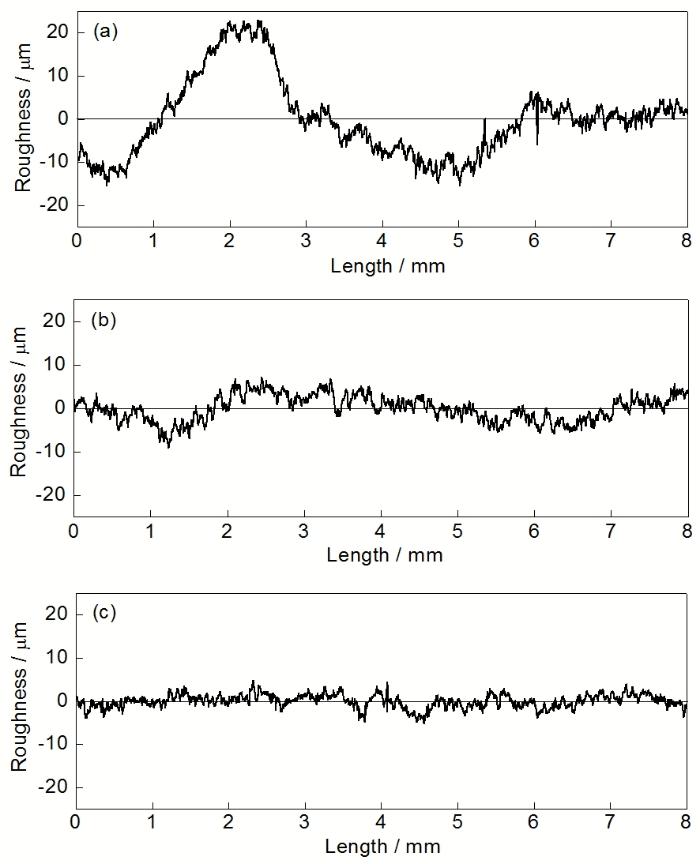
图2为17%Cr超纯铁素体不锈钢沿3个方向分别拉伸25%后的表面的轮廓曲线. 可以看出, 起皱高度随着拉伸方向发生很大的变化, 沿RD方向拉伸起皱高度最大, 沿45°方向拉伸起皱大幅降低, 而沿TD方向拉伸时已看不出表面的起伏. 粗糙度的测量结果如表1所示, 沿RD方向拉伸时Rt和Ra分别高达38.54和6.82 mm, 而沿45°方向拉伸时Rt和Ra急剧降为12.85和2.44 mm, 沿TD方向拉伸时分别进一步降低至9.05和1.20 mm. 可以看出, 沿RD方向拉伸起皱高度几乎是沿45°方向起皱高度的3倍, 是沿TD方向起皱高度的4倍多, 说明虽然拉伸方向未改变褶皱的方向, 即褶皱方向与TA无关, 而与RD平行, 然而沿与原RD呈一定角度拉伸后, 明显降低了起皱高度, 并且角度越大起皱高度越小.
图2 17%Cr超纯铁素体不锈钢沿3个方向分别拉伸25%后的表面轮廓曲线
Fig.2 Surface profiles of 17%Cr ultra pure ferritic stainless steel after elongated 25% along RD (a), 45° (b) and TD (c)
表1 17%Cr超纯铁素体不锈钢沿3个方向拉伸25%后表面起皱参数
Table 1 Ridging parameters of 17%Cr ultra pure ferritic stainless steel after elongated 25% along 3 directions
| Direction | Ridging / mm | Ra / mm | Rt / mm | |
|---|---|---|---|---|
| Peak | Valley | |||
| RD | 23.01 | -15.53 | 6.82 | 38.54 |
| 45° | 7.58 | -5.27 | 2.44 | 12.85 |
| TD | 4.28 | -4.77 | 1.20 | 9.05 |
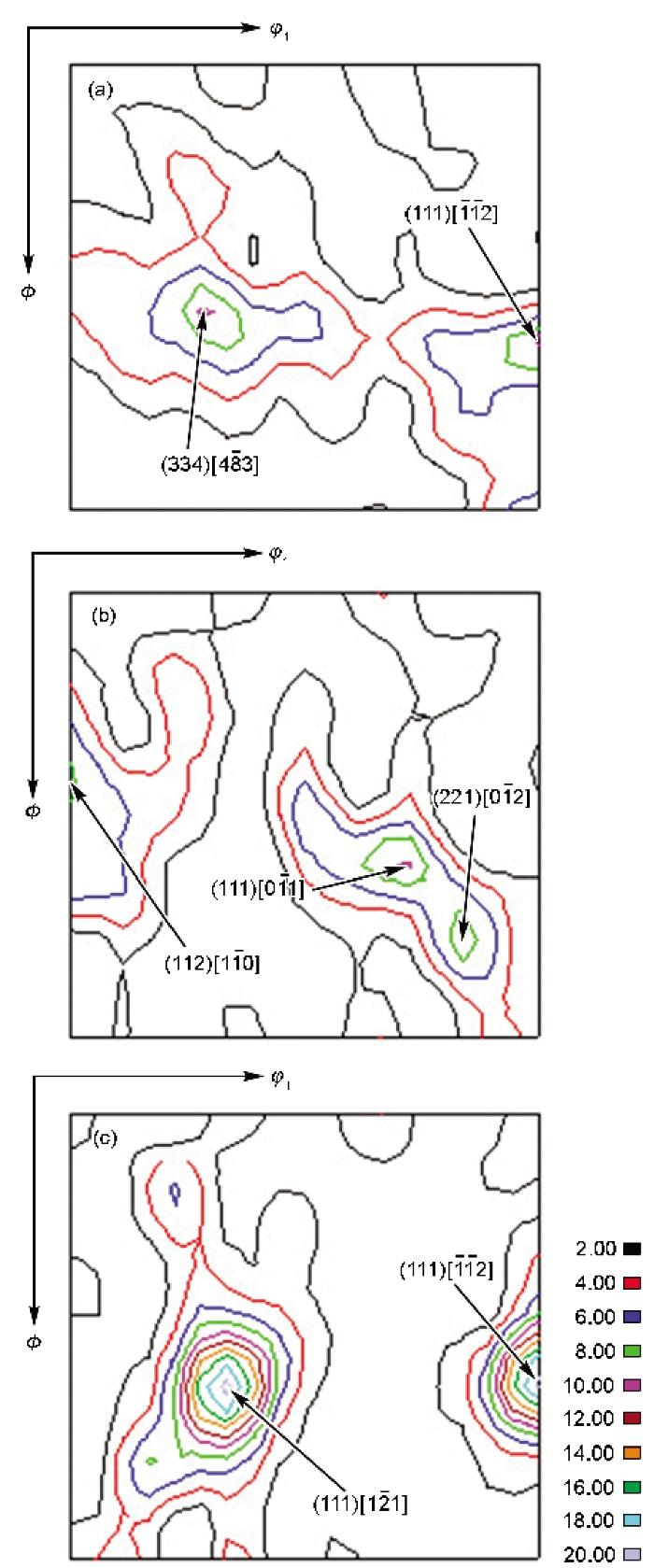
图3为17%Cr超纯铁素体不锈钢退火态及沿RD, TD方向拉伸25%后宏观织构的ODF图. 从图3a可以看出, 实验板材在退火态表现为g纤维织构, 其强点组分为
图3 退火态及沿RD和TD拉伸25%后17%Cr超纯铁素体不锈钢的取向分布函数(ODF)图
Fig.3 Orientation distribution function (ODF) figures of 17%Cr ultra pure ferritic stainless steel at annealing state (a) and elongated 25% along RD (b) and TD (c) (F, j1—Eular angle)
沿RD方向拉伸25%后, 出现了3个织构强点, 分别为
如图3c所示, 沿TD方向拉伸25%后, 形成了非常强的{111}<112>织构组分, 即
图4为17%Cr超纯铁素体不锈钢沿RD和TD方向拉伸前后<110>//TA的特定取向晶粒分布情况, 其标定偏差角为15°, 颜色越深表示该晶粒的<110>晶向越接近TA方向. 需要说明的是, RD和TD分别平行于各自方向拉伸时的TA. 从图4a和b可以看出, 拉伸前<110>//TD的晶粒面积分数高于<110>//RD, 沿RD和TD方向拉伸后晶粒的面积分数均有上升, 但沿TD方向拉伸后晶粒的<110>取向上升幅度更大. 对<110>取向晶粒的面积分数进行统计的结果表明, 沿RD拉伸后<110>//RD取向晶粒的面积分数由退火态的19.1%上升至36.7%, 沿TD拉伸后<110>//TD取向晶粒的面积分数由退火态的29.7%急剧上升至64.2%.
图4 17%Cr超纯铁素体不锈钢<110>取向晶粒分布图
Fig.4 Distribution of grains with <110>//RD (a) and <110>//TD (b) at annealing state, <110>//RD (c) and <110>//TD (d) after elongation 25% along RD and TD
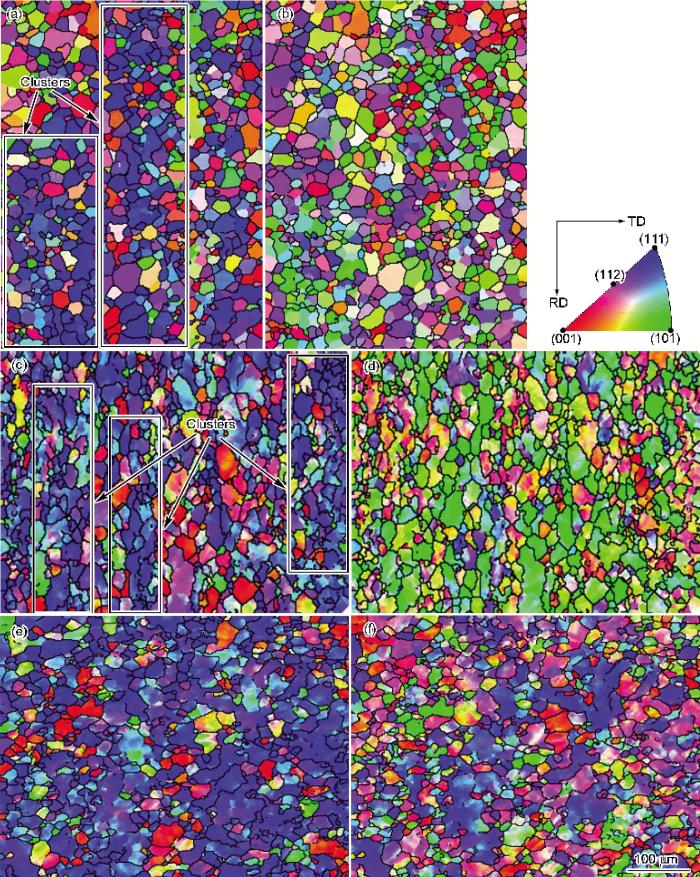
为了明确晶粒分别在轧面和轧向上的择优取向, 对退火态的试样和沿RD, TD拉伸25%后的17%Cr超纯铁素体不锈钢进行了EBSD晶粒取向分析, 如图5所示. 其中, 以轧面法向为基准的ND-IPF图(轧面法向-反极图)如图5a, c, e所示, 以轧向为基准的RD-IPF图如图5b, d, f所示. 由图5a和b可以看出, 退火态未拉伸的试样为等轴再结晶组织, 平均晶粒直径约20 mm, 晶粒取向呈现比较明显的板织构特点, 即以{111}取向为主, 同时含有少量{001}取向. 另外, 从图5a可以看出, 面织构沿RD呈明显的条带团簇状分布, 即取向相近的晶粒聚集在一起形成了条带状的晶粒集团. 由于铁素体不锈钢在加热过程中不发生相变或发生少量相变, 因此, 柱状凝固组织在轧制过程中逐步形成沿轧向分布的晶粒簇[20-25], 在再结晶退火后依然被保留[5,26,27]. 不过, 在图5b所示的RD-IPF上, 没有发现明显的平行于轧向的择优取向, 各取向含量较均匀.
图5 17%Cr超纯铁素体不锈钢晶粒取向反极图(IPF)
Fig.5 ND-IPF (a, c, e) and RD-IPF (b, d, f) of grain orientation in 17%Cr ultra pure ferritic stainless steel at annealing state (a, b), elongated 25% along RD (c, d) and TD (e, f)
由图5c和d可以看出, 当沿RD方向拉伸25%后, 晶粒沿着拉伸方向被明显拉长. 由图5c可以看出, 许多{111}取向的晶粒朝着{112}取向变化, 表明晶面发生了转动. 这种现象尤其在大尺寸晶粒中更为明显, 这是由于大尺寸晶粒在变形过程中激发局部不同滑移系开动而出现破碎现象[18,30], 进而导致亚晶和取向变化. 相反, {001}取向晶粒内部取向基本没有变化, 表明该取向晶粒未发生转动, 这与Schouwenaars等[28]和骆靓鉴等[29]的研究结果一致. 另外, 拉伸后晶粒依然沿着RD方向呈团簇状分布, 但团簇宽度有所减小. 从图5d所示RD-IPF可以看出, <110>//RD取向数量大幅增加, 并且晶粒内部取向变化很小, 表明该取向非常稳定. 由于此时原始RD与TA重合, 因此表明形成织构<110>//TA, 符合拉伸变形织构.
从图5e可以看出, 沿TD方向拉伸25%后, 晶粒未出现明显拉长的现象, 并且晶粒团簇依然沿着原RD分布, 而未形成与TA平行的团簇. 同时, 与沿RD拉伸结果相同, {111}晶粒取向发生了变化, 但变化较小. 值得注意的是, {111}取向团簇中部分晶粒发生了合并与粗化, 原先的大角度晶界消失, 表明晶粒取向趋于一致. 也就是说, 不同晶向的{111}取向晶粒在拉伸过程中转动成相同晶向从而发生合并. 由图5f所示的RD-IPF中可以看出, 沿TD方向拉伸与沿RD拉伸的最大不同是其<110>//RD的晶粒明显减少, 然而<112>//RD的晶粒却大量出现, 且晶粒内取向变化较明显, 表明沿TD拉伸时晶粒的晶向转动倾向较大.
近年来, 对已有的铁素体不锈钢起皱模型进行晶体塑性有限元模拟[6,8-12]在一定程度上肯定了Takechi等[7]提出的剪切应变模型, 即沿板材轧向分布的不同组分的<110>//TA织构带在变形过程中产生面外剪切应变, 导致起皱. 该模型成立的必要条件是具有<110>//TA择优取向, 其结果是产生平行于TA的褶皱条带.
但是在本实验中, 当沿RD拉伸时, 初期<110>//TA的织构较少, 随着拉伸变形而逐步增强, 并在变形25%之后其晶粒的面积分数达到36.7%. 尽管如此, 却产生了明显的平行于TA也即RD的条带状褶皱. 然而, 当沿TD即横向拉伸时, 虽然具有较强的<110>//TA织构, 甚至是理想的{111}<112>取向(即理想的<110>//TD), 却没有产生与TA平行的褶皱, 即没有产生垂直于RD的褶皱, 此时褶皱虽然不明显, 但依然平行于RD. 实际上, Takechi模型由于铁素体不锈钢退火状态时<110>//TA取向晶粒很少, 曾经受到过一些质疑.
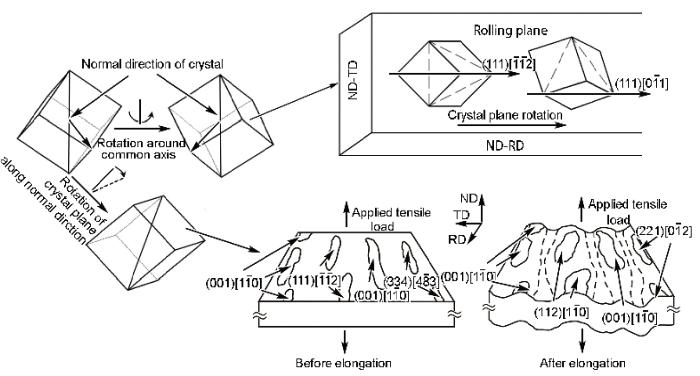
结合图4和5分析可知, 拉伸过程中发生了晶粒转动, 并且主要集中在晶粒簇内部. 图5c显示沿RD拉伸之后, 在{111}和{112}取向的晶粒均表现为晶面转动, 而图5e显示沿TD拉伸后, 晶面取向虽然略有变化, 但依然接近{111}取向. 由图3所示宏观织构ODF图可以看出, 沿RD方向拉伸后晶粒不仅发生了晶向的转动, 即形成<110>//RD拉伸织构, 而且晶面也发生了转动, 即由退火态的{111}取向转动形成{112}和{221}取向. 然而沿TD方向拉伸后, 晶粒内部仅发生了晶向转动, 即形成非常强的<110>//TD拉伸织构, 晶面的取向则几乎未变, 仍保持接近{111}取向的团簇状面取向. 产生上述现象的原因是,沿RD拉伸时, 晶粒簇分布方向与拉伸方向一致, 易于激发多系滑移[17,31], 不仅晶向向拉伸轴转动, 晶面也会发生转动; 而沿TD拉伸时, 晶粒簇分布方向与拉伸方向垂直, 滑移系的滑移受阻, 主要以单系滑移为主[17,31], 拉伸过程中只发生少量的晶向向拉伸轴转动. 图6所示的示意图显示晶粒的晶向及晶面的转动过程. 晶面转动需要协调周围晶粒在板厚方向上的转动, 大量晶粒在板厚方向上的转动即产生起皱, 而晶向转动只需协调周围晶粒在板面的转动, 并不会引起板料的起皱. 因此, 沿TD方向起皱明显减小.
图6 晶向、晶面转动及其与起皱关系的示意图
Fig.6 Schematic of relationship between ridging and rotation of crystal orientation and crystal plane
(1) 17%Cr超纯铁素体不锈钢冷轧退火板材在沿着与轧向呈0° (RD), 45°和90° (TD) 3个不同方向拉伸后, 表面起皱方向均与RD平行, 并且随拉伸角度增大, 表面起皱逐步减轻.
(2) 沿RD, TD拉伸后分别形成<110>//RD和<110>//TD的拉伸织构, 沿TD拉伸时仅发生晶向转动, 使原有退火再结晶织构加强, 晶粒发生合并; 沿RD拉伸时则同时发生了晶面转动, 形成新的织构, 并造成起皱.
<110>//TA (拉伸变形方向)不是起皱的必要因素, 起皱与{111}取向晶粒簇的有序剪切应变有关, 即由平行于RD的晶粒簇内晶粒发生的晶面转动造成. 另外, 晶粒簇内的晶向转动对起皱几乎没有影响.

/
| 〈 |
|
〉 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}