
魏恺文 , 曾晓雁
, 曾晓雁
WEI Kaiwen, ZENG Xiaoyan
文献标识码: A
文章编号: 0412-1961(2016)02-0184-07
通讯作者:
责任编辑:
收稿日期: 2015-04-13
网络出版日期: 2016-02-20
版权声明: 2016 《金属学报》编辑部 《金属学报》编辑部
基金资助:
作者简介:
作者简介: 魏恺文, 男, 1989年生, 博士生
展开
摘要
利用OM, SEM, EDS, XRF和XRD等方法研究了AZ91D镁合金在激光选区熔化中的元素烧损机制以及烧损对成形试样化学成分、显微组织及力学性能的影响. 结果表明, 成形试样中Mg的相对含量(86.61%~88.68%)低于粉末原料中Mg的相对含量(90.63%), 而其Al的相对含量(10.40%~12.56%)则高于后者(8.97%). 该结果与基于Langmuir模型的计算结果相符, 表明在激光作用下主要是Mg发生了烧损. 成形试样的Mg与Al质量比η随激光体能量密度EV的增加呈现先上升后下降并最终趋于稳定的演变规律. 采用55.6 J/mm3的EV所成形试样(试样No.8)的η值最接近粉末原料. 使用回归分析法建立了η与EV的解析关系, 其拟合度指标系数R2为0.858. 成分变化最为显著之一的成形试样No.1 (采用166.7 J/mm3的EV所成形)与压铸态AZ91D 的组织特征相似, 均为β-Mg17Al12相呈网状分布于α-Mg基体间的典型凝固组织. 但成形试样No.1的β-Mg17Al12相含量及其α-Mg基体中Al的固溶量明显高于压铸态AZ91D. 成分变化导致成形试样No.1的拉伸强度及显微硬度得到提升, 但使其延伸率有所下降.
关键词:
Abstract
Magnesium alloys have attracted more attentions due to their low densities and excellent specific strengths. However, proper manufacturing methods are still needed to promote further applications of magnesium alloys due to the shortcomings of conventional processing methods. As one of the most promising additive manufacturing technologies, selective laser melting (SLM) was utilized to process the most commonly-used AZ91D magnesium alloy in this work. Element vaporization mechanism during the forming process and the influence of element vaporization on chemical composition, microstructure, and mechanical properties of the final products were investigated using OM, SEM, EDS, XRF and XRD. The results show that the relative content of Mg in the SLM-processed samples (86.61%~88.68%) was lower than that in the original AZ91D powders (90.63%) , whereas the relative content of Al in the former ones (10.40%~12.56%) was higher than its counterpart in the latter ones (8.97%). This variation matches well with the calculation by Langmuir model, demonstrating that element vaporization of AZ91D mainly targets at Mg. With the increase of laser energy density (EV), weight ratio of Mg to Al (η) in the SLM-processed samples first increased, then decreased and finally tended to be constant. η of the sample prepared at 55.6 J/mm3 (sample No.8) presented a smallest difference with that of the original powders. A model illustrating analytic relationship between η and EV was established by mathematical regression with the fitting index R2 being 0.858. The sample processed at 166.7 J/mm3 (sample No.1) underwent one of the most remarkable compositional variation and exhibited a typical solidified microstructure similar to the die-cast AZ91D in which net-like β-Mg17Al12 precipitates were distributed around the α-Mg matrix. However, β-Mg17Al12 content as well as solid solubility of Al in α-Mg matrix was much higher in sample No.1. The enhanced tensile strength and micro-hardness as well as the deteriorated elongation of sample No.1 could be attributed to the composition variation during SLM process.
Keywords:
作为最轻质的金属结构材料, 镁合金以其优异的比强度、生物兼容能力、电子屏蔽能力和良好的阻尼性能, 在航空航天、汽车、电子及医疗等领域具有重要的应用价值[1-4]. 在众多镁合金中, 基于Mg-Al-Zn体系的AZ91D合金已经在汽车零部件和外科植入件中得到广泛应用[1,5-7]. 由于AZ91D的基体组织α-Mg呈滑移系仅为3个的hcp结构, 其塑性形变困难. 采用变形加工时需提升加工环境温度, 进而提高制造成本, 并易引发部件的氧化[8-10]. 因此, 以压铸为主的众多铸造工艺成为当前AZ91D零部件的主要加工手段. 然而, 受限于镁合金自身的物理和化学性质, 经铸造成形的零部件易产生疏松、气孔等缺陷, 进而影响其力学性能和耐腐蚀性能[11]. 此外, 铸造方法通常难以满足人们日益重视的高柔性化、短周期和高精度制造要求. 因此, 探索能够高效率、高质量成形各种结构AZ91D零部件的先进加工技术已成为进一步扩展镁合金应用空间的当务之急.
作为最有潜力的一种增材制造技术, 激光选区熔化(selective laser melting, SLM)成形技术可在不使用模具和辅助工具的条件下, 在极短的周期内依据计算机辅助设计(computer aided design, CAD)模型完成零部件的近净成形[12,13]. 得益于独特的分层制造理念, SLM技术几乎能够成形其它常规工艺所难以加工的任意复杂形状零部件. 此外, SLM技术属于高频次微熔池冶金, 高能量密度激光束辐照金属粉末所产生的微熔池内部冷却速率可高达103~108 K/s[14,15], 从而促进零部件的组织细化与力学性能的提升. 显然, 利用SLM技术有望突破AZ91D合金构件的加工瓶颈.
然而, 由于AZ91D合金中Mg等元素的蒸气压较高, 受高能量密度激光束作用时极易出现烧损, 进而对产品成分、显微组织及性能产生影响[16,17]. 因此, 必须首先掌握AZ91D合金在SLM成形过程中的元素烧损规律, 才能为SLM技术大规模应用于AZ91D零部件的快速制造奠定基础. 然而, 相关研究目前尚未见报道. 对此, 本工作利用气体动力学与热力学理论着重研究了AZ91D镁合金在SLM成形过程中的元素烧损机制, 阐明了元素烧损对成形试样化学成分、显微组织及力学性能的影响, 并通过回归分析法建立了预测试样最终成分的数学模型.
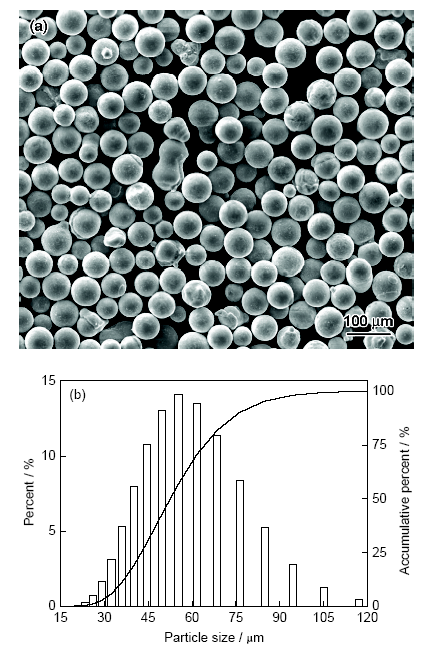
采用气雾化AZ91D球形粉末作为SLM实验原料, 其化学成分(质量分数, %)为: Mg 90.63, Al 8.97, Zn 0.25, Mn 0.14; 其形貌、粒径分布如图1所示.
图1 AZ91D粉末的SEM像和粒径分布采用自主研发的LSNF-I平台作为SLM设备, 该平台包含一台IPG-YLR-200光纤激光器(波长1070 nm, 最大输出功率200 W, 光斑直径100 μm). 平台具体细节及SLM加工流程见文献[18,19]. 根据前期基础工艺实验结果, 选择
Fig.1 SEM image (a) and granulometric distribution (b) of AZ91D powders
表1 激光选区熔化(SLM)成形参数
Table 1 Parameters for selective laser melting (SLM) process
| Sample No. | P / W | V / (mmin-1) | S / μm | L / μm |
|---|---|---|---|---|
| 1 | 200 | 20 | 90 | 40 |
| 2 | 200 | 20 | 110 | 40 |
| 3 | 200 | 30 | 90 | 40 |
| 4 | 200 | 30 | 110 | 40 |
| 5 | 200 | 40 | 90 | 40 |
| 6 | 200 | 40 | 110 | 40 |
| 7 | 200 | 50 | 90 | 40 |
| 8 | 200 | 60 | 90 | 40 |
| 9 | 200 | 50 | 110 | 40 |
| 10 | 140 | 100 | 80 | 20 |
| 11 | 200 | 60 | 110 | 40 |
SLM加工完成后, 使用Eagle III型X射线荧光探针(XRF)对块体样品进行宏观化学成分测量. 为保证分析精度, 每个样品随机选择3个以上直径为100 μm的数据采集点进行重复测量. 采用X'Pert PRO型X射线衍射仪(XRD)分析AZ91D粉末、蒸发烟尘及成形试样的物相成分. 使用Epiphot300型光学显微镜(OM)与配备有能谱仪(EDS)的Nova450型扫描电子显微镜(SEM)对成形试样进行显微组织观察. 为对比成形试样与铸态AZ91D的显微组织差异, 选用一块商业压铸态AZ91D板材并对其进行显微组织观察. 在进行显微组织观察前, 依据标准金相制备技术处理相关样品, 并使用配比为4.2 g C6H2OH(NO2)3+70 mL C2H6O+10 mL CH3COOH+10 mL H2O的金相腐蚀剂对其进行5~20 s腐蚀. 使用Zwick/Roller型拉伸试验机对成形后的拉伸试样进行室温拉伸实验. 使用HVS-1000型显微硬度仪测量成形块体显微硬度, 测量时采用200 g载荷与15 s保压时间.
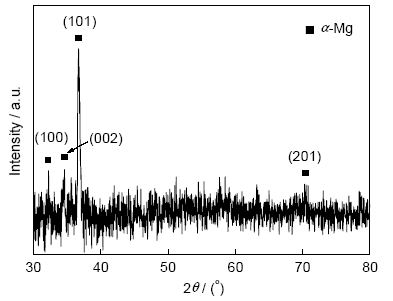
表2列出了成形试样的化学成分. 可见, 所有试样中Mg的相对含量均明显低于粉末原料, 而Al的相对含量则显著升高; 此外, 尽管成形试样中Zn和Mn的相对含量也略有上升, 但与粉末原料差异较小. 图2给出了烧损所产生烟尘的XRD谱. 可以看出, 所有衍射峰均对应于α-Mg. 综合表2与图2结果, 可以推测, AZ91D合金在SLM加工中主要发生了Mg的烧损.
表2 成形试样化学成分
Table 2 Chemical composition of the SLM-processed samples (mass fraction / %)
| Sample No. | Mg | Al | Zn | Mn |
|---|---|---|---|---|
| 1 | 86.68 | 12.53 | 0.58 | 0.22 |
| 2 | 86.61 | 12.56 | 0.61 | 0.22 |
| 3 | 86.85 | 12.36 | 0.58 | 0.22 |
| 4 | 87.70 | 11.48 | 0.60 | 0.22 |
| 5 | 87.96 | 11.24 | 0.60 | 0.22 |
| 6 | 87.57 | 11.61 | 0.61 | 0.21 |
| 7 | 88.30 | 10.71 | 0.76 | 0.24 |
| 8 | 88.68 | 10.40 | 0.70 | 0.22 |
| 9 | 88.44 | 10.66 | 0.68 | 0.21 |
| 10 | 87.66 | 11.39 | 0.67 | 0.19 |
| 11 | 87.22 | 11.94 | 0.64 | 0.20 |
图2 蒸发烟尘的XRD谱通常来说, 选择性元素烧损由不同合金元素间烧损速度的差异所导致. 根据气体动力学与热力学理论, 合金熔体中某一元素i的烧损速率Ji (gcm-2s-1)可由Langmuir方程计算[
Fig.2 XRD spectrum of the recondensed metal dust
式中,
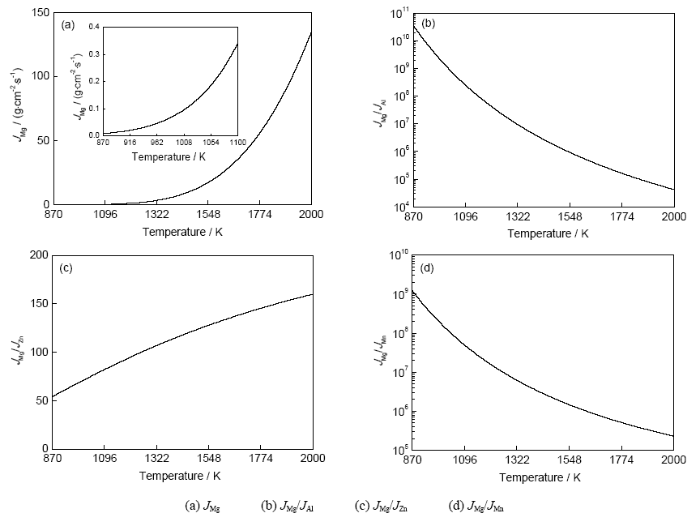
将式(2)~(5)代入式(1), 即可得出AZ91D熔池中不同元素的烧损速率, 如图3所示. 由图3可以看出, Mg的烧损速率随熔池温度的提升而显著升高. 在AZ91D液相线870 K [23]至2000 K的温度范围内, Mg的烧损速率分别为Al, Zn, Mn烧损速率的4.2×104~3.5×1010, 54~160, 2.3×105~1.2×109倍. 如此大的数值差异使得Al, Zn和Mn的烧损相对于Mg的烧损可以忽略不计. 将理论推理与表2和图2结果相结合, 可以判定AZ91D合金在SLM加工中发生了针对Mg的选择性烧损.
图3 AZ91D熔池内Mg在不同温度下的烧损速率及Mg与其它元素的烧损速率比
Fig.3 Burning rate of Mg (JMg) and the alloying elements ratios in AZ91D molten pools under various temperatures (JAl, JZn and JMn—burning rates of Al, Zn and Mn, respectively)
由于SLM工艺所涉及参数较多, 根据表2归纳出每一个加工参数对成形件成分的影响规律难度较大. 为此, 引入激光体能量密度EV这一复合参数, 它充分反映了SLM过程中激光束以体热源形式作用于粉末床的特点, 并综合考虑了每一个加工参数的影响. EV可表达为:
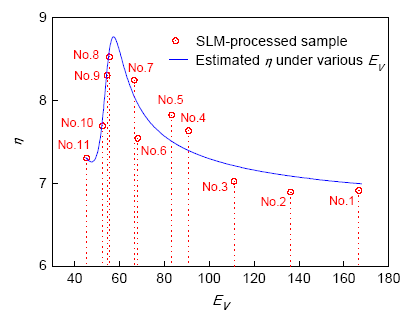
式中, P为激光功率, S为扫描间距, V为扫描速度, L为层厚. 与此同时, 考虑到Zn和Mn含量较低且在SLM加工前后变化不大, 故引入Mg和Al的质量比η来表征成形件的成分. 图4给出了成形件η与成形参数
图4 样品中Mg和Al质量比(η)以及η与激光体能量密度(EV)的拟合曲线
Fig.4 η of different samples and the fitted relation between η and EV (η—weight ratio of Mg to Al in SLM-processed samples, EV—laser energy density)
为了更好地预测成形件成分, 利用回归分析法拟合了成形试样η与
如图4所示, 在本工作所涉及的
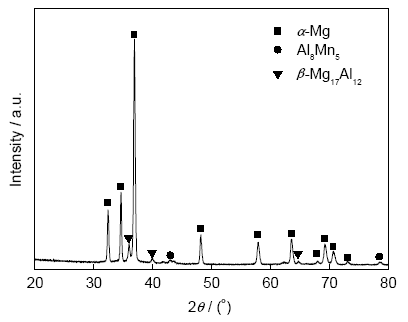
成形试样化学成分的变化可能会改变其显微组织, 进而对使用性能产生影响. 因此, 本工作以成分变化最为显著之一的成形试样No.1为对象, 系统研究了元素烧损对成形试样显微组织及力学性能的影响. 图5为成形试样No.1的XRD谱. 经分析, 其物相成分为α-Mg, β-Mg17Al12以及Al8Mn5. 与铸造AZ91D的物相[25]比较可知, 元素烧损所产生的成分变化并未改变成形试样的物相组成.
图5 成形试样No.1的XRD谱
Fig.5 XRD spectrum of SLM-processed sample No.1
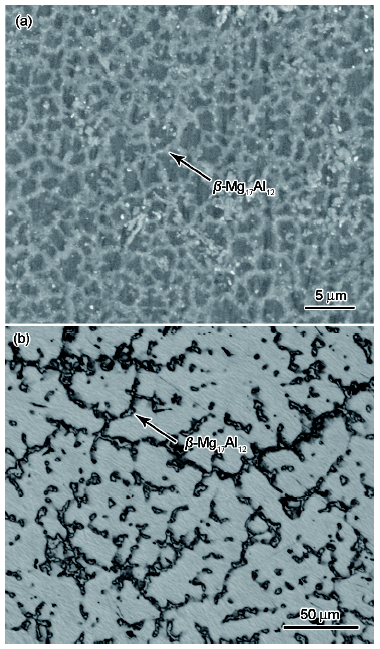
图6 成形试样No.1和压铸态AZ91D的显微组织
Fig.6 SEM image of SLM-processed sample No.1 (a) and OM image of die-cast AZ91D Mg alloy (b)
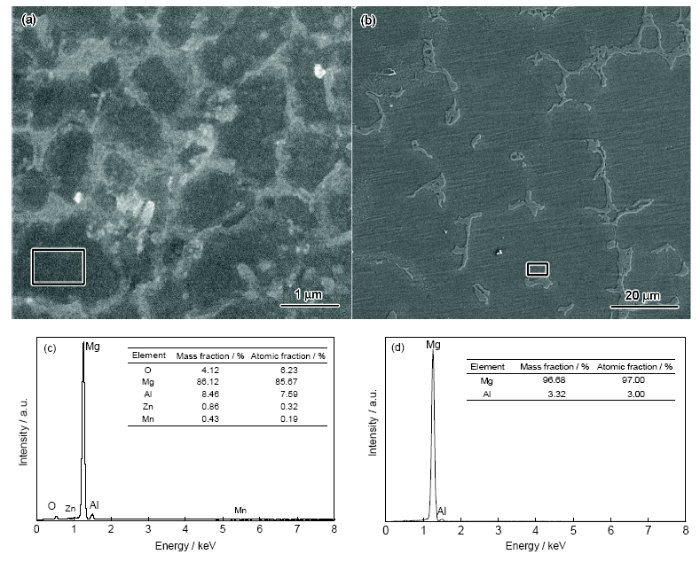
图7 成形试样No.1和压铸态AZ91D的SEM像及相应位置EDS分析
Fig.7 SEM images (a, b) and EDS analyses of α-Mg matrix in the rectangle areas (c, d) of SLM-processed sample No.1 (a, c) and die-cast AZ91D (b, d)
表3列出了成形试样No.1及压铸态AZ91D的力学性能. 可见, 成形试样No.1具有更高的拉伸强度、屈服强度和显微硬度. 这是由于Al相对含量提升与快速凝固的共同作用使成形样品No.1的组织更为细小, Al固溶含量更高, 进而获得更显著的细晶强化及固溶强化. 尽管成形试样No.1中β-Mg17Al12相的含量也高于压铸态AZ91D, 但根据Niknejad等[30]的研究结果, β-Mg17Al12相在Mg-Al系合金中所起的第二相强化作用较小, 其数量的增加对于成形试样No.1拉伸强度、屈服强度和显微硬度的提升并无较大贡献. 此外, 成分变化对成形件性能的影响并非完全有利. 由于β-Mg17Al12相较α-Mg基体脆硬, 其附近易形成应力集中. 当β-Mg17Al12相呈网状分布于α-Mg基体间时, 其数量的提升会显著损害断裂韧性[30,31]. 因此, 如表3所示, 成形试样No.1的延伸率不及压铸态AZ91D, 这与Liu[32]及张广俊等[33]的研究结果一致.
表3 成形试样No.1及压铸态AZ91D的力学性能
Table 3 Mechanical properties of the SLM-processed sample No.1 and die-cast AZ91D Mg alloy
| Sample | Ultimate strength / MPa | Yield strength / MPa | Elongation / % | Micro-hardness / HV |
|---|---|---|---|---|
| No.1 | 294~298 | 251~256 | 1.68~1.99 | 90~108 |
| Die-cast AZ91D | 230 | 160 | 3 | 61.3~63.7[29] |
Note: tensile properties of the die-cast AZ91D Mg alloy comes from ASTM (B94-13)
(1) 经SLM成形后, 所有试样均出现Mg相对含量下降, 而Al相对含量上升的情况; 其中, 成形试样中Mg的相对含量由90.63%下降至86.61%~88.68%, Al的相对含量则由8.97%上升至10.40%~12.56%; 成形试样化学成分的变化趋势与基于Langmuir方程的计算结果相符合, 表明在SLM过程中发生了针对Mg的选择性烧损.
(2) 成形试样Mg和Al的质量比η随激光体能量密度
(3) 与压铸态AZ91D相比, 成分变化最为显著之一的成形试样No.1同样具有富Al相β-Mg17Al12呈网状分布于α-Mg基体之间的典型凝固组织; 但由于成形试样No.1的Al含量较高, 其β-Mg17Al12相含量及α-Mg基体中Al的固溶量均高于压铸态AZ91D.
(4) 成分变化一方面提升了成形试样No.1的拉伸强度及显微硬度, 另一方面则降低了成形试样No.1的延伸率.
The authors have declared that no competing interests exist.

/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}