压水堆核电站异种焊接接头因其独特的材料学特性而成为一回路水系统中容易失效的部件, 其主要损伤及失效形式包括应力腐蚀开裂(SCC)、疲劳裂纹、腐蚀裂纹、热裂纹及未熔合缺陷等. 上述缺陷的形成与沿焊接接头力学性能差异、不同材料热膨胀系数及合金元素差异、焊接残余应力、C迁移以及服役环境等因素有关[1 -10 ] . 过去几十年时间里, 世界各地的核电站相继报道了大量反应堆一回路水接管安全端的开裂和泄露事故[1 ,2 ] , 因此, 该接头的完整性是保证核电站安全运行的重要前提. 已有研究[3 -7 ] 表明, 熔合线附近合金元素的扩散、焊缝与母材晶体结构的差异以及焊接热流等导致了该区域的金相组织、显微硬度、晶界类型以及残余应力分布的梯度变化, 进而对整个焊接接头的机械性能以及耐蚀性能, 尤其是应力腐蚀敏感性产生影响, 其中靠近熔合线的狭窄区域比母材和焊缝具有更高的应力腐蚀开裂敏感性. 因此对该异种焊接接头, 特别是熔合线部位进行详细的显微表征对掌握其在核电站一回路水服役环境下的安全性和稳定性具有重要意义.
三代压水堆核电主要有AP1000和EPR堆型, 国内在AP1000基础上发展CAP1000及CAP1400堆型. 其中AP1000核电站是由西屋公司研制开发的新一代核电站, 也是我国多数在建以及拟建核电站所选用的堆型, 其一回路系统接管安全端焊接所用焊料为52M镍基合金, 该焊料属于690系列镍基合金, 由于具有更高的Cr含量, 因此它比600系列镍基合金具有更优异的抗SCC性能[8 -10 ] . 国内外已经对该类型异种焊接接头进行了一系列的研究工作. Wang等[11 ] 对A508/52M/316L异种焊接接头的金相组织、显微硬度、熔合线界面区域成分变化等进行了表征, 发现焊缝与母材界面的断裂韧性及裂纹扩展行为均与接头其它部分存在较大差别. Choi等[12 ] 利用透射电镜(TEM)和三维原子探针扫描(3D APT)等手段研究了时效处理对低合金钢与镍基合金焊料异种焊接接头熔合线界面显微硬度、成分以及沿晶析出的Cr的碳化物的影响. Hou等[13 ] 研究了Inconel 182/A533B低合金钢异种钢焊接接头过渡区显微组织对焊接件抗应力腐蚀性能的影响. 但是这些工作缺乏对整个接头各个显微特征的系统研究.
实现核电站设计施工以及原材料的国产化对我国核能利用摆脱国际同行业的束缚, 促进能源的可持续发展具有重要意义. 同时, 构建一种合乎金属焊接接头的完整性设计和评价的技术方法对于核电站的安全运行至关重要, 因为只有得到可靠的安全性评价, 才能在检测到接头缺陷或裂纹后作出不维修继续服役、维修后服役或者更换部件的科学决定. 然而, 之前对该接头的显微表征大多局限于焊缝的宽度方向, 忽略了焊接接头厚度方向上可能存在的结构和性能差异, 这不利于全面了解焊接件整体的微观结构、组织成分和性能, 在此基础上进行的该焊接接头力学、电化学性能、SCC敏感性等相关研究结果以及由此得出的安全性能评价可能会与实际情况产生差距.
因此, 本工作分析了先进压水堆核电站反应堆压力容器安全端异种金属焊接接头A508/52M/316L的金相组织、显微硬度、主要合金元素、晶界类型以及残余应变的分布, 并对比了整个焊接接头不同厚度上的组织和性能, 以期可以为焊接工艺和焊接接头使役性能的预测与评估提供依据.
1 实验方法
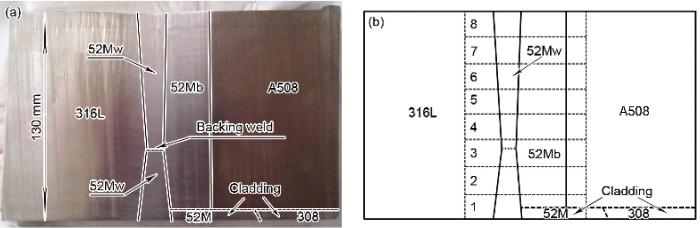
本工作研究对象是国产核电一回路接管安全端异种焊接接头(dissimilar metal weld joint, DMWJ). 其中, 反应堆接管管嘴(nozzle)和安全端(safe-end)所用材料分别为低合金钢A508以及316L不锈钢(stainless steel, SS). 该接头的焊接工艺流程为: 在A508管嘴上堆焊约27 mm厚的镍基合金52M作为隔离层, 并进行去应力热处理. 最后继续用镍基合金52M焊料通过多道焊将管嘴和安全端焊接起来. 堆焊层和对接焊缝焊料类型相同, 但由于焊料批号和焊接工艺不同, 使熔敷金属在Cr, Ni合金元素含量上稍有差异, 分别记为52Mb和52Mw以示区别. 为避免耐蚀性较差的A508与核电站一回路水环境直接接触, 通常在A508的内壁近端口表面再堆焊约7 mm厚的镍基包覆层(cladding), A508的内壁其余部分堆焊308不锈钢. 表1为接头各部分的主要合金元素含量. 接头截面宏观形貌如图1a所示, 因样品尺寸较大, 故将其从壁厚方向切割成8份, 取样方式如图1b所示, 其中位置1对应管内壁, 位置8对应管外壁.
图1 异种金属焊接件宏观形貌图及取样方案
Fig.1 Macro-morphology (a) and sampling scheme (b) of DMWJ (Positions 1 and 8 represent the inner wall and outer wall of the joint, respectively)
不同区域材料选用不同金相刻蚀液. 焊缝及包覆层的刻蚀采用2种方法, 分别为由16 g FeCl3 +80 mL HCl+2 mL HNO3 +11 mL H2 O配制的溶液刻蚀以及10%的铬酸水溶液(质量分数, 下同)电解, 电压为3 V, 时间为20 s; 316LSS分别用由5 g CuSO4 +25 mL HCl+25 mL H2 O制备的刻蚀液刻蚀以及10%过硫酸铵水溶液中电解刻蚀2~3 min, 电压4 V; A508用4%硝酸酒精刻蚀. 利用Observer. Z1m光学显微镜(OM)对整个接头的金相组织进行了观察分析. 采用JEM-2100F场发射透射电子显微镜(TEM)对接头局部区域进行研究. 透射电镜样品采用直径3 mm小圆片, 机械研磨至50 μm后凹坑并离子减薄. 显微硬度测量在MHVD-1000AP显微硬度仪上进行, 载荷为200 g, 保压时间15 s. 为反映熔合线附近显微硬度的变化趋势, 测量时, 靠近熔合线附近的相邻硬度点之间选取的间距为150 mm, 而在距熔合线3 mm以外的区域相邻2硬度点之间的距离则为500 mm. A508 HAZ及熔合线界面为整个焊接件抗SCC最薄弱的部分[11 ] , 需要在更小的步长下对该位置进行测量, 因此该区域的测量在外加载荷为50 g下进行, 保压时间为15 s, 相邻硬度点之间的间距为50 mm. 为确定主要合金元素在接头焊缝熔合线界面的扩散, 利用XL30-FEG型环境扫描电镜(ESEM)的能谱仪(EDS)对熔合线界面附近主要合金元素的分布进行了分析. 扫描步长为0.42 μm, 每个点停留时间为2.0 s. 磁力显微镜(MFM)和扫描Kelvin探针(SKPFM)测试在MultiMode IIID扫描探针显微系统上进行.
用ESEM的背散射电子衍射(EBSD)附件, 对焊缝与母材熔合线附近的晶界类型以及残余应变的分布进行了测量. 实验样品先用2000号砂纸预磨, 之后抛光并在测量前用酒精超声清洗30 min. 测量时, 加速电压15 kV, 数据采集完成后用OIM软件对数据进行分析. 在计算相邻2点之间的取向差时, 门槛值设为5°, 即小于此门槛值的点将被默认为存在同一个晶粒内部.
2 结果与讨论
2.1 显微组织
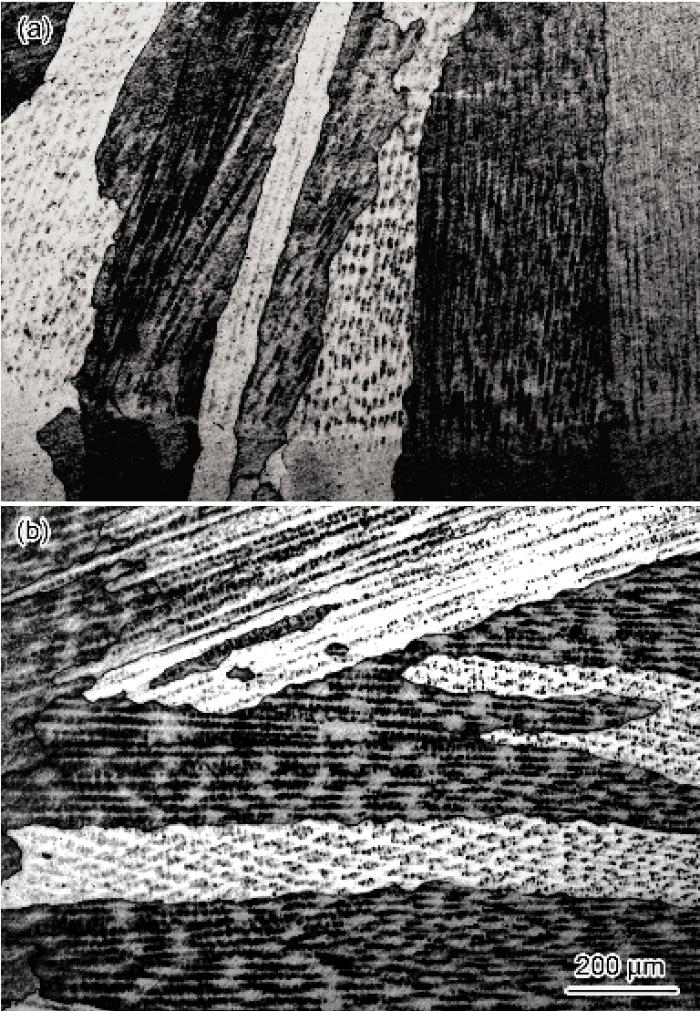
2.1.1 52M镍基合金焊缝 图2为52M镍基合金焊缝的OM像. 由图2a可见, 对接焊缝金相组织为柱状晶型的完全奥氏体, 且有呈垂直生长的趋势. 堆焊隔离层52Mb与对接焊缝52Mw的区别在于晶粒组织为水平生长, 如图2b所示. 焊缝部分晶粒生长方向由焊接过程中熔池的冷却方向决定, 且前后2个焊道之间晶粒呈明显外延生长.
图2 对接焊缝52Mw与堆焊隔离层52Mb的组织形貌
Fig.2 OM images of weld alloy 52Mw (a) and buttering alloy 52Mb (b) in the DMWJ
图3 位置4样品焊缝宏观组织与位置3样品对接焊缝底焊位置细小等轴晶的OM像
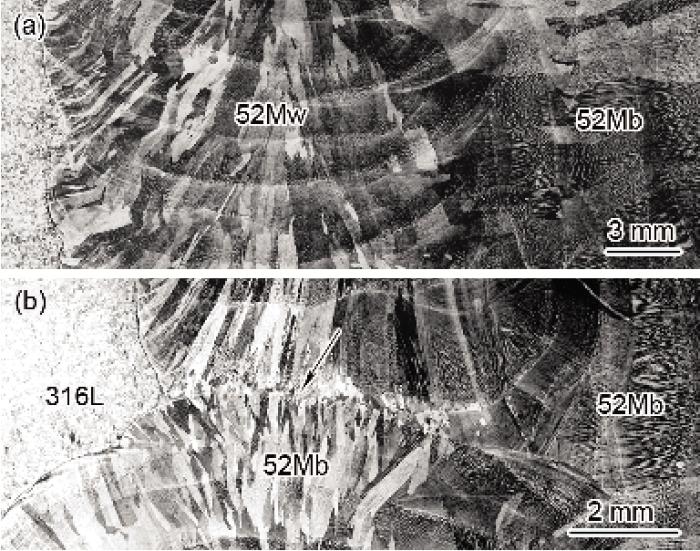
Fig.3 OM images of sample in position 4 in the DMWJ weld (a) and the fine equiaxed grains at the backing weld region of sample in position 3 (b) (The arrow in Fig.3b indicates the fine equiaxed grains)
对整个焊接熔池的金相组织进行观察后发现, 沿焊缝深度方向的金相组织分布较为均匀, 没有出现显著变化. 图3是焊缝的宏观金相组织, 其中图3a为焊缝中部位置4的样品宏观形貌, 可见明显的对接焊缝晶粒垂直生长而堆焊层晶粒水平生长的特点. 在焊接接头的中间区域, 对接焊缝底焊部分(位于位置3, 距焊缝内壁约45 mm)出现一层晶粒尺寸细小的等轴晶, 如图3b中箭头所示, 研究人员[14 ] 认为这层等轴晶是由未熔化的焊料堆积形成的.
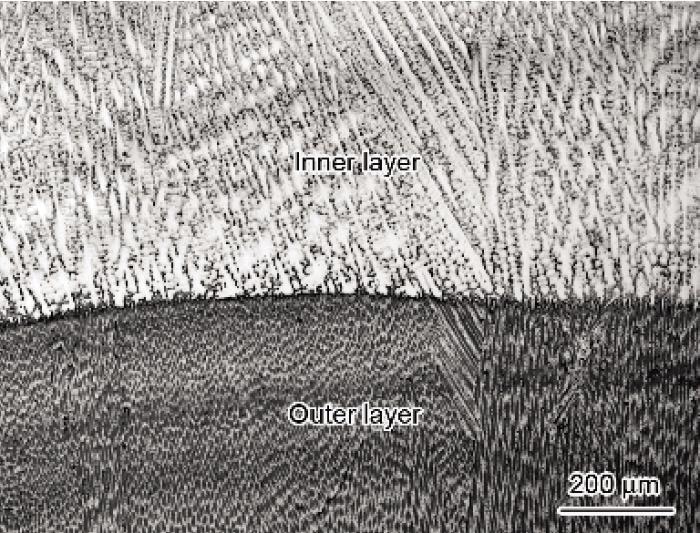
图4 A508内壁镍基合金包覆层的OM像
Fig.4 OM image of the cladding on the surface of A508 inner wall
图4为靠近焊接接口的A508内壁包覆层显微组织. 由图可见, 该包覆层由2层组成, 晶粒均为粗大的等轴柱状晶, 相邻晶粒内部组织取向差较大. 由于都是镍基合金焊料, 因此该区域没有出现因成分变化而产生的复杂的显微结构, 且前后2焊道之间呈现出明显的晶粒外延生长.
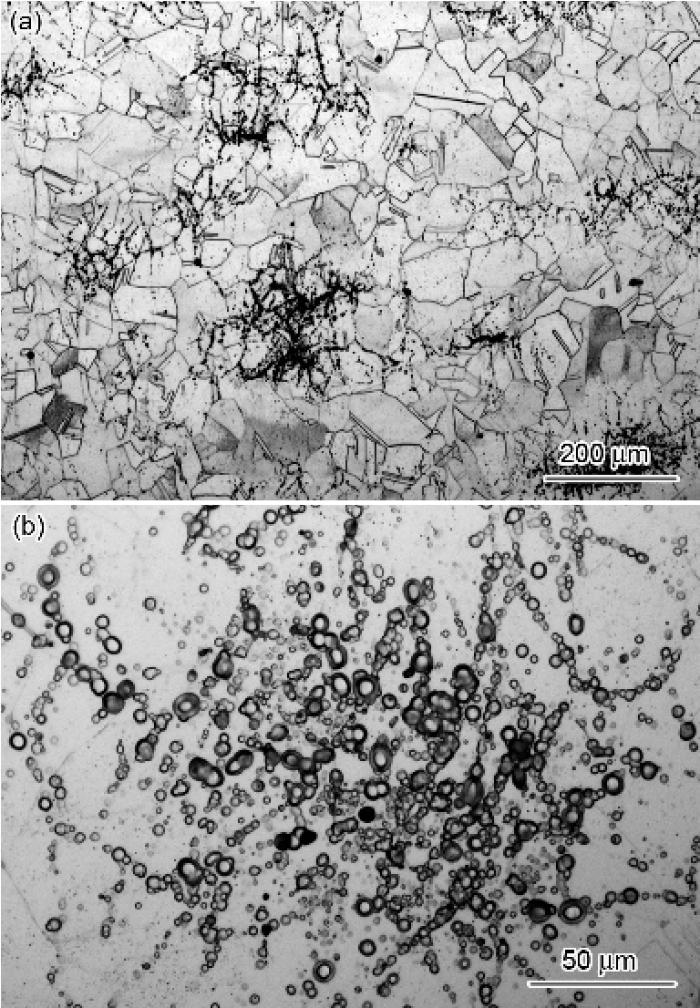
2.1.2 母材316L不锈钢 图5a所示为母材316LSS的金相组织, 为尺寸较为均匀的等轴退火奥氏体晶粒, 并存在一些孪晶结构. 在近焊缝的热影响区及远离焊缝的基体内均存在大量颗粒状析出相, 其中部分大颗粒析出相聚集形成团簇并在基体中零散分布, 如图5b所示. 析出相分2种: 其中一种析出相颗粒尺寸较大, 达几个微米, 形状不规则; 另一种则尺寸较小, 只有几百个纳米, 且在基体中的含量明显少于大颗粒析出相的含量. 析出相的EDS分析结果表明, 大颗粒与小颗粒析出相Cr, Mo的含量分别为27.23%, 21.91%以及11.02%, 19.44%, 均高于基体316L中的Cr, Mo含量, 相应的, 其Fe, Ni含量较母材偏低.
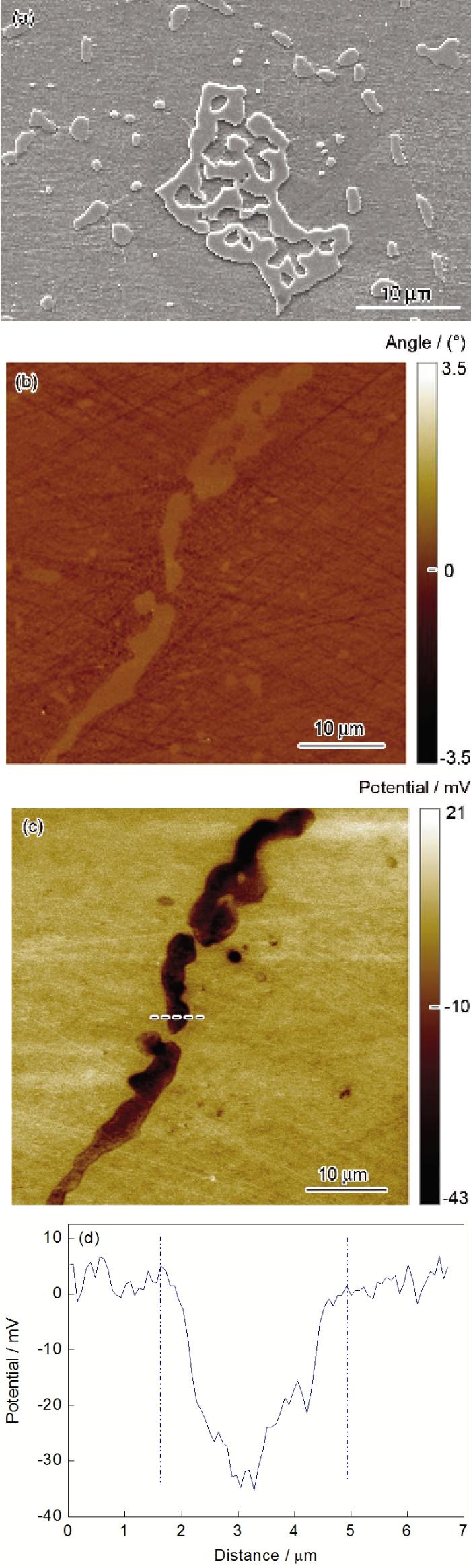
用CuSO4 和HCl的水溶液刻蚀之后的大颗粒析出相形貌如图6a所示, 图6b为其MFM像. 由图可知, 大颗粒析出相所在区域颜色较基体更浅, 说明该析出物无磁性. 316LSS正常组织为奥氏体晶粒以及沿晶界析出的d 铁素体, 而在室温下具有铁磁性的铁素体在MFM处理结果中的颜色应该较无磁性的奥氏体晶粒的颜色要深, 因而可以判断该析出物不是316LSS中正常析出的铁素体组织. 图6c所示SKPFM实验结果表明, 大颗粒析出物的Volta电势较周围奥氏体母材的Volta电势更低, 图中虚线所示电势截面如图6d所示, 可见大颗粒析出相与基体的电势差高达30 mV, 说明该析出相在腐蚀电解质条件下与母材组成的微电池体系中充当阳极, 因而更容易被腐蚀.
图5 母材316L的组织形貌及析出相形态的OM像
Fig.5 OM images of 316L base metal (a) and precipitate morphology (b)
图6 母材316L中大颗粒析出相的SEM像及MFM, SKPFM分析结果
Fig.6 SEM image (a), MFM image (b) and Volta potential map (c) on the surface area of large precipitate particle in 316L base metal and a Volta potential profile along a line as indicated in Fig.6c (d)
图7 母材316L中小颗粒析出相的SEM像、TEM像和EDS分析
Fig.7 SEM image (a), TEM image (b) and EDS line scanning curves in Fig.7b (c) of small precipitate particle in the 316L base metal (The inset in Fig.7b shows the SAED pattern)
研究[15 -18 ] 表明, 当奥氏体不锈钢在600~1050 ℃回火时铁素体会发生共析反应d →s +g new , 生成四方晶格的s 相, 该反应可以进行到直至所有铁素体完全转化, 生成的s 相的化学组成会随热处理时间和温度而发生改变, 但其整体较d 铁素体富Cr, Mo元素, 贫Ni元素. 在奥氏体不锈钢中, s 相是常见的中间相之一, 铁素体稳定化元素如Cr, Mo, Si会促进s 相的形成, 且有研究[16 ] 结果显示, s 相的Volta电势较g 相的要低. 综合其成分、形貌、SKPFM数据以及以往研究结果, 判断该大颗粒析出相可能为s 相. s 相为硬脆中间相, 对材料的断裂韧性等影响不利, 同时考虑到316L在实际服役工况中与核电站第一回路水直接接触, 腐蚀环境十分苛刻, 而s 相在316LSS内大量分布, 势必会对安全端的耐蚀性能造成影响.
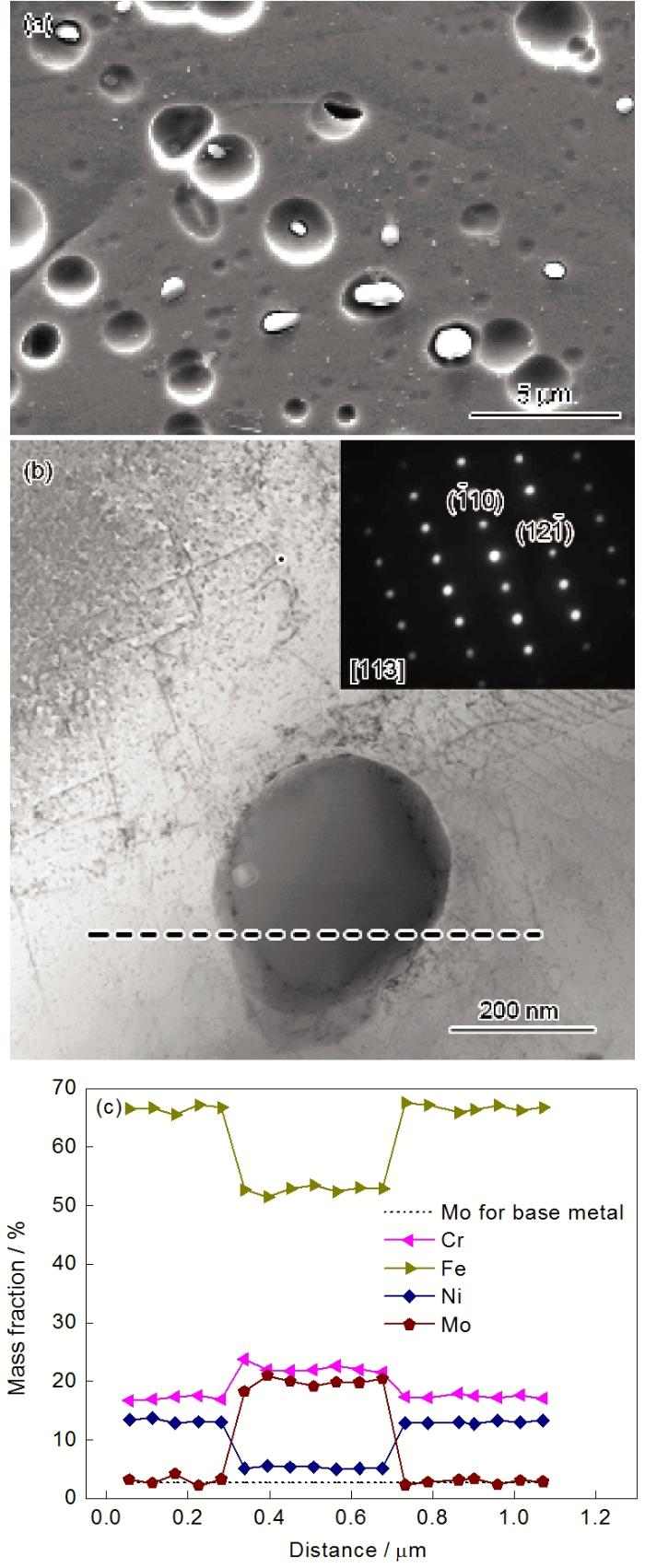
小颗粒析出相的SEM和TEM像如图7a和b所示. 可见, 其颗粒尺寸明显小于大颗粒析出相. 其EDS分析结果如图7c所示, 可知, 在小颗粒析出相周围并未出现明显的贫Cr, Mo区. 对电子衍射花样进行标定后发现, 该析出物具有bcc结构. 研究[18 -22 ] 表明含Mo的奥氏体不锈钢、铁素体不锈钢以及双相钢在600~900 ℃区间回火时有可能产生一种bcc结构的析出相χ相, 其空间群为 I 4 ̅ 3 m 36 Cr12 Mo10 , 但在实际条件下通常还包含其他合金元素如Ti, Ni. 结合小颗粒析出相的电子衍射花样分析结果和元素含量后判断该球形小颗粒析出物为具有(Fe, Ni)18 Cr6 Mo5 分子组成的χ相. χ相同样为脆性相, 对安全端的耐蚀以及力学性能均有不利影响.
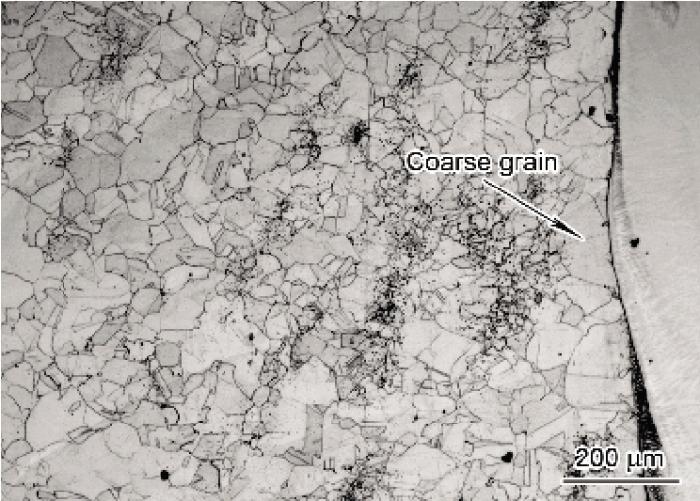
图8为靠近316LSS熔合线的热影响区(HAZ)的OM像. 可见, 紧挨熔合线部分的晶粒有一定程度的长大, 如箭头所示, 孪晶组织较基体有所减少. 除此之外, 其金相组织与基体没有明显区别, 析出相的分布以及形态也没有因为焊接热输入的影响而发生变化[23 ] .
图8 316LSS热影响区组织形貌
Fig.8 OM image of the heat affected zone (HAZ) in 316LSS
2.1.3 母材A508低合金钢 A508低合金钢的金相组织如图9所示. 基体为回火贝氏体组织, 在羽毛状上贝氏体的基体内含有少量粒状贝氏体. 有低C区(图9a)和高C区(图9b)之分, 在高C部分粒状贝氏体组织的含量明显增加.
图9 母材A508基体组织形貌
Fig.9 OM images of A508 base metal with low (a) and high (b) carbon contents
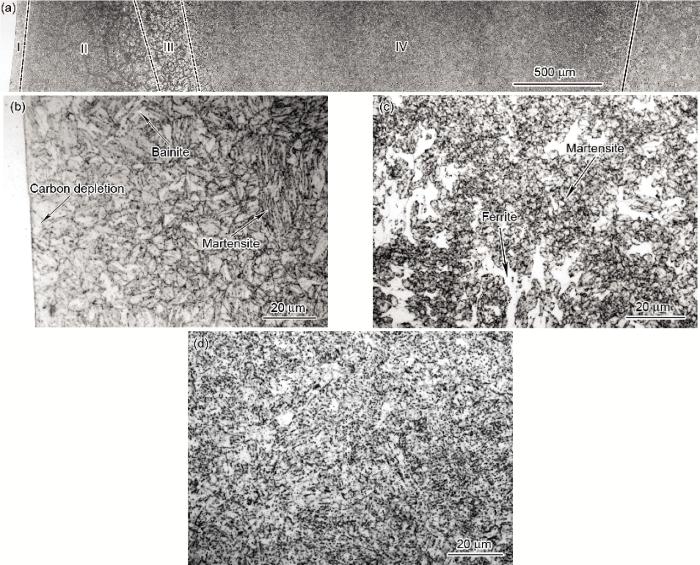
图10为A508低合金钢HAZ的显微组织. 可见, HAZ宽度约为2.0~2.5 mm. 图10a所示为从52Mb/A508熔合线界面往A508母材方向的组织演变过程, 其中实线为热影响区与母材的分界线. 热影响区可以细分为如图中用虚线区分的I~IV 4个区域, 分别对应热影响区中的熔合区、粗晶区、细晶区以及回火区. 其中I区为紧挨熔合线因脱碳而形成的白亮铁素体, II区所对应铁素体完全转变温度Ac3 以上的区间, 原始母材晶粒显著长大, 冷却后得到淬火马氏体组织, 依据冷却速度和焊接线能量的不同还可能出现贝氏体, 从而形成马氏体和贝氏体的混合组织, 如图10b中箭头所示. III区对应珠光体转变温度Ac1 ~Ac3 温度区间的热影响区, 铁素体较少溶入奥氏体, 而珠光体、贝氏体和索氏体等则完全转化为奥氏体, 冷却时, 奥氏体转化成细小的马氏体, 而原铁素体保持不变并有一定程度的长大, 从而形成铁素体+马氏体的混合组织, 如图10c所示. IV区则呈现明显的回火组织特征, 如图10d所示.
图10 A508热影响区组织形貌
Fig.10 OM images of the HAZ in the A508 (a), fusion zone with ferrite and coarse grain zone with martensite and bainite (b), fine grain zone with ferrite and fine matensite (c) and tempered zone (d) (I—fusion zone, II—coarse grain zone, III—fine grain zone, IV—tempered zone)
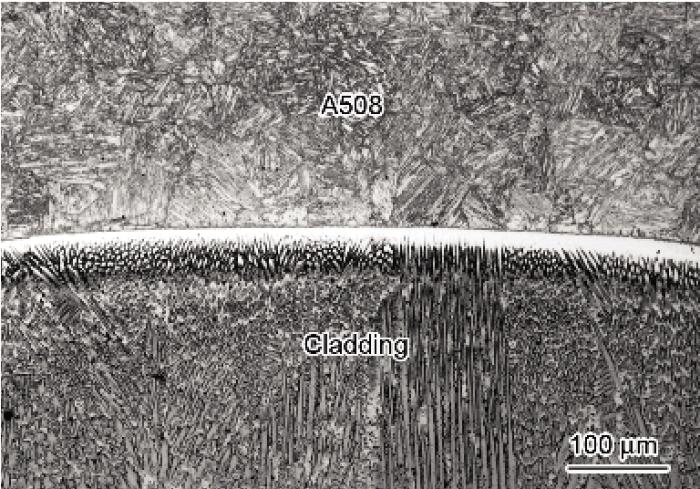
图11 A508与内壁包覆层接触部分热影响区的组织形貌
Fig.11 OM image of A508 HAZ adjacent to the cladding in the inner wall
A508与内壁镍基合金包覆层界面一侧热影响区的金相组织与堆焊隔离层熔合线界面一侧组织类似, 但是在部分区域, 其紧邻熔合线位置为粗大的板条马氏体而不是白亮的铁素体(图11), 远离熔合线的区域的组织和HAZ的细晶区以及回火区的组织一致.
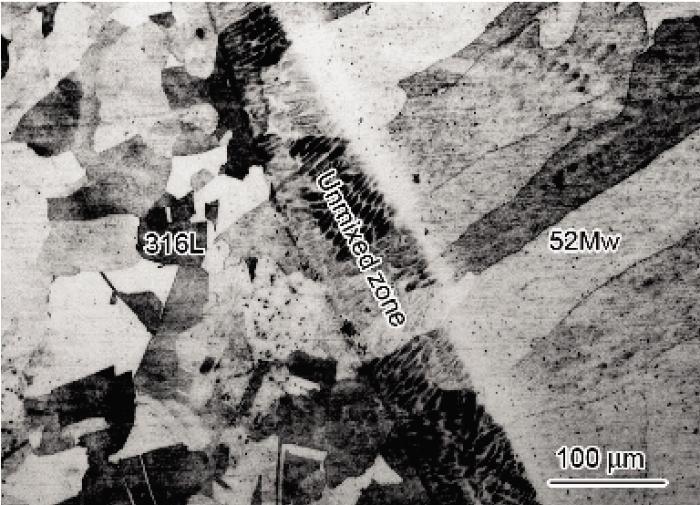
2.1.4 316L/52Mw熔合线界面 图12所示为316L/52Mw熔合线界面附近的微观形貌. 可见, 在316LSS和52Mw焊缝之间出现有一层由细小柱状晶组成的特殊区域. 研究[24 ] 表明, 焊接过程中热流动以及元素的扩散导致该界面部分形成不同于母材和焊缝内部的复杂微结构, 由于母材和焊缝金属融化温度的不同, 在熔合线界面附近通常会出现焊接未熔合区(unmixed zone, UZ). 该未熔合区并未在整个熔合线上连续分布, 而且在焊缝不同厚度该区域的宽度也不一样. 52Mw焊缝一侧的微结构为过渡取向的奥氏体柱状晶, 由316LSS晶粒外延生长而成.
图12 316L/52Mw熔合线界面组织形貌
Fig.12 Microstructure of 316L/52Mw fusion boundary and the unmixed zone
图13 52Mb/A508熔合线界面组织形貌
Fig.13 OM images of the 52Mb/A508 fusion boundary (a), Type-I and Type-II boundaries (b)
2.1.5 52Mb/A508熔合线界面 图13为52Mb/A508熔合线附近的微观形貌, 在52Mb与A508之间存在因成分过渡导致的白亮过渡区(transition zone, TZ), 如图13a所示, 表明在该刻蚀体系下过渡区较2侧母材和焊缝更耐蚀刻. 部分区域还存在异种金属焊接特有的Type-I和Type-II晶界, 如图13b所示. Type-II晶界平行于熔合线界面, 而Type-I晶界为连接熔合线界面与Type-II晶界的边界. 研究[25 -28 ] 表明, 这种晶界的形成与焊缝和母材晶体结构的差异以及熔合线两侧成分的急剧变化有关, 其中Type-I晶界由母材晶界外延生长而成[25 ,29 ] , 且Type-I和Type-II晶界均为高角度晶界, 比熔合线有更高的应力腐蚀开裂敏感性, 容易成为裂纹萌生和扩展的路径[13 ,30 ,31 ] . 对182-LAS异种焊接接头的研究[32 ] 表明, 该区域具有最高的残余应变值. 这种特殊边界的存在是导致异种焊接接头易发生应力腐蚀开裂的主要原因之一. 但是对内壁包覆层与A508界面的观察(图11)则没有发现Type-I和Type-II晶界, 只存在白亮的过渡区.
2.2 显微硬度
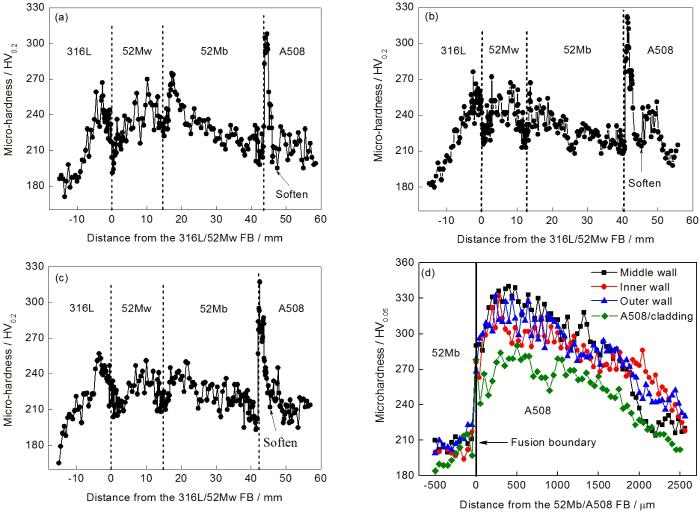
焊接件的显微硬度分布如图14所示. 可见, 最大显微硬度出现在A508热影响区, 约为320 HV. 316L/52Mw, 52Mw/52Mb以及52Mb/A508界面对应3个显微硬度跳跃的区域, 其中52Mb/A508界面硬度变化最为剧烈. 316LSS硬度范围为165~185 HV, 从内壁到外壁, HAZ硬度均先增大后减小, 最高值均大于255 HV, 位置距熔合线约3 mm. 奥氏体不锈钢具有高线膨胀系数以及低的热导率, 与52M镍基合金在热性能上的差异容易导致焊接热影响区产生较大的残余应力和变形, 从而引起热影响区显微硬度的升高, 同时也易在焊缝产生裂纹.
图14 异种金属焊接接头不同壁厚处的显微硬度分布
Fig.14 Micro-hardness distributions in the joint of inner wall sample in position 1 (a), middle part sample in position 5 (b), outer wall sample in position 8 (c) and HAZ of A508 (d) (FB—fusion boundary)
焊缝部分硬度变化相对比较平缓, 对接焊缝部分整体硬度稍高于隔离层的硬度, 这可能与隔离层焊后去应力处理以及焊接时无约束有关. 316L/52Mw以及52Mb/A508界面的焊缝一侧为整个焊缝显微硬度最低的区域, 这可能是由界面附近元素迁移使得Cr, Ni含量降低, 固溶强化效应减弱导致的[33 ] .
A508 HAZ的显微硬度变化分布如图14d所示. 由图可知, 从熔合线往母材方向, A508的显微硬度经历了一个急剧增大后逐渐减小的过程, 其硬度最高处距离熔合线约为600 μm, 对应于金相组织中粗晶区马氏体和贝氏体的混合组织区域(图10b). 在热影响区向母材过渡的区域其显微硬度较两侧热影响区和母材都低, 形成一个局部软化的区域. 该区域的局部软化是由于焊接热流对该处局部进行了高温回火, 从而促进了C等元素的迁移, 使得母材回火贝氏体的组织软化[11 ] . 但是与内壁包覆层接触的A508 HAZ显微硬度测量结果低于与52Mb堆焊隔离层接触的A508 HAZ区域的结果, 可能和包覆层与隔离层焊接工艺不同有关.
对比内、外壁及中部的显微硬度数据可知, 焊缝深度方向上显微硬度的分布相似. 靠近底焊部位位置5的样品的平均显微硬度比内壁位置1和外壁位置8样品的硬度要高. 这是因为越靠近底焊, 焊接热循环的周次也就越多, 因而对硬度的影响也就越大.
2.3 熔合线附近主要合金元素分布
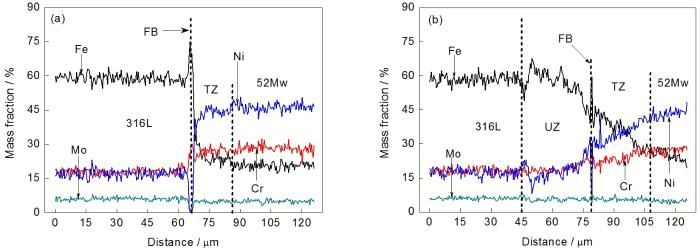
2.3.1 316L/52Mw熔合线 图15所示为焊缝中部位置4的316L/52Mw熔合线附近主要合金元素Fe, Cr, Ni, Mo的分布, 其中图15a和b分别对应无有未熔合区(UZ)的结果. 由图可知, 在界面附近元素的浓度发生了显著变化, 这种变化是由焊接过程中母材与焊缝的元素浓度梯度造成元素迁移导致的. 但是在UZ内各合金元素的质量分数与母材和焊料中各元素的质量分数均不同, 这可能与焊接过程中UZ内母材与焊料的熔化温度差异导致部分熔化的母材未充分稀释有关[34 ] . 52Mw一侧过渡区(TZ)内元素成分呈梯度变化, 有UZ存在的情况下, TZ的宽度相对于没有UZ的要大. 研究[28 ,29 ] 表明, 在界面部分的元素迁移促进了316L/52Mw界面区域复杂微结构的形成, 进而对该焊接接头的力学性能以及抗应力腐蚀性能造成影响. 焊缝内壁、中部以及外壁的对比结果显示焊缝厚度方向不同位置的316L/51Mw界面附近的成分过渡趋势是类似的.
图15 316L/52Mw熔合线界面主要合金元素分布
Fig.15 EDS line scan across the 316L/52Mw FB without (a) and with (b) unmixed zone (UZ) of sample in position 4 (TZ—transition zone)
图16 52Mb/A508熔合线界面主要合金元素分布
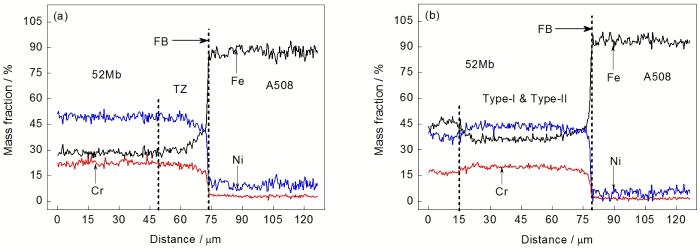
Fig.16 EDS line scan across the 52Mb/A508 fusion boundary without (a) and with (b) Type-I and Type-II boundaries of sample in position 4
2.3.2 52Mb/A508熔合线 图16所示为焊缝中部位置4的52Mb/A508熔合线附近主要合金元素Fe, Cr, Ni的分布, 其中图16a和b分别对应无和有Type-I和Type-II型晶界的结果. 由图16a可知, 在52Mb一侧的过渡区(TZ)内, Fe含量逐渐增大, 而Ni, Cr含量逐渐降低; 在A508一侧, 成分变化不是很明显. 在有Type-I和Type-II晶界的区域中, 在Type-II晶界和熔合线之间, Fe元素含量稍有降低, 而Cr 和Ni 的含量有一定升高. 内壁包覆层与A508的熔合线界面附近元素的分布情况与无Type-I和Type-II型晶界区域的情况相似. 同样, 焊缝内壁、中部以及外壁的对比结果显示焊缝厚度方向不同位置的52Mb/A508界面附近的成分过渡趋势是相似的.
2.4 熔合线附近晶界类型分布
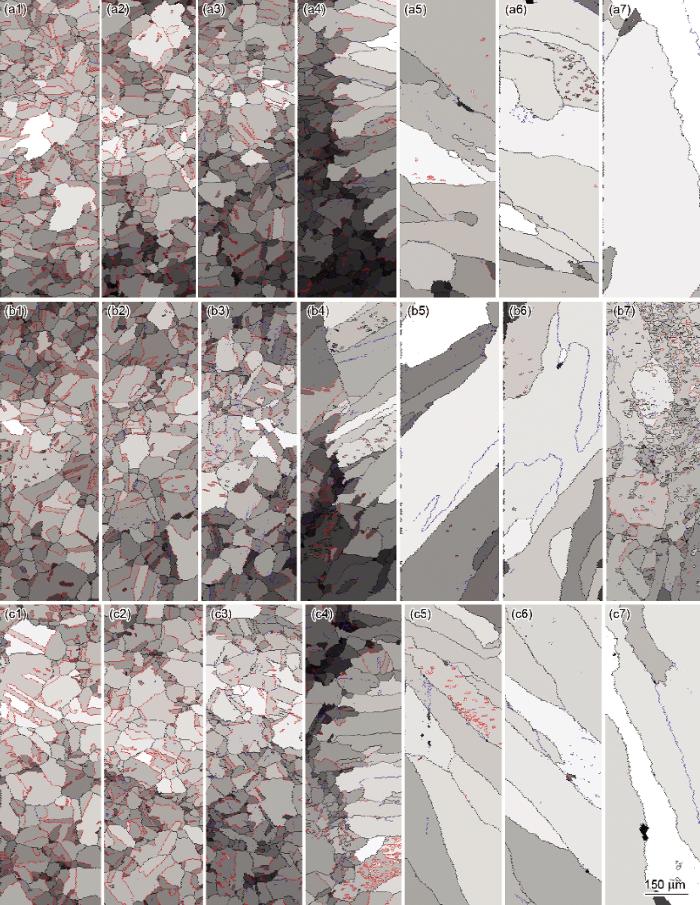
2.4.1 316L/52Mw熔合线 316L/52Mw熔合线2侧晶界类型分布的EBSD像如图17所示, 晶界特征分布(grain boundary character distribution, GBCD)如图18所示. 由图可知, 316LSS的晶界类型以大角度晶界和重合位置点阵(CSL)晶界为主, 小角度晶界所占的比例很小. 从熔合线往母材方向, CSL晶界的比例逐渐增大, 距焊缝7 mm处CSL晶界的比例已经大于大角度晶界, 且孪晶界绝大部分都被识别为CSL晶界. 统计结果还显示CSL晶界绝大部分为∑ 3晶界, 其它类型的CSL晶界比例几乎可以忽略. 研究[35 -38 ] 表明, CSL晶界中∑ 3晶界具有优异的抗SCC性能, 316L热影响区CSL晶界的比例明显低于母材, 说明焊接过程对接头部位的抗SCC性能产生了不利的影响. 52Mw焊缝部分晶界类型则以大角度晶界为主, 小角度晶界和CSL晶界含量相对较少. 在焊缝内部部分区域出现大量小“晶粒”, 如图17a6, b7, c5所示, 大部分小“晶粒”晶界均被识别为CSL晶界. 在焊缝厚度方向上, 其分布趋势一致, 且3种晶界所占比例也接近.
图17 316L/52Mw熔合线界面附近晶界类型分布的EBSD像
Fig.17 EBSD images of grain boundary character distribution of the 316L/52Mw fusion boundary region (a1~a7: inner wall, b1~b7: backing weld, c1~c7: outer wall; 1, 2, 3 indicate the areas of 316L that are 7, 3, 1 mm apart from the fusion boundary, respectively; 4 indicates the fusion boundary area; 5, 6, 7 indicate the areas of 52Mw that are 1, 3, 7 mm apart from the fusion boundary respectively; black, blue and red lines represent the random high angle grain boundary (RGB), low angle grain boundary (LGB) and coincidence site lattice grain boundary (CSL), respectively)
图18 316L/52Mw熔合线界面附近晶界特征分布
Fig.18 Grain boundary character distribution (GBCD) across the 316L/52Mw fusion boundary at inner wall (a), backing weld (b) and outer wall (c) regions
图19 外壁52Mb/A508 熔合线界面晶界类型分布图
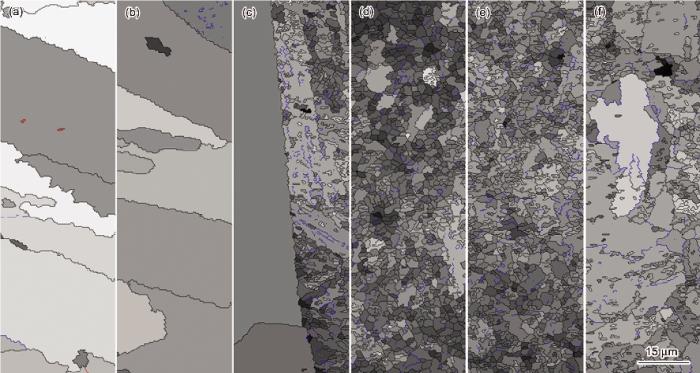
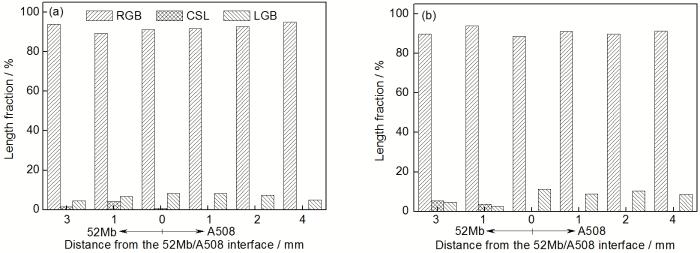
Fig.19 EBSD images of grain boundary character distributions of the 52Mb/A508 fusion boundary region of sample in position7 in outer wall (a, b indicate the areas of 52Mb that are 3, 1 mm apart from the fusion boundary; c indicates the fusion boundary area; d, e, f indicate the areas of A508 that are 1, 2, 4 mm apart from the fusion boundary, respectively)
图20 52Mb/A508 熔合线界面附近晶界特征分布
Fig.20 GBCD across the 52Mb/A508 fusion boundary at inner wall (a) and outer wall (b) regions
2.4.2 52Mb/A508熔合线 52Mb/A508熔合线2侧晶界类型分布取外壁(位置7)为代表, 其结果如图19所示. 图20为内壁(位置1)和外壁的GBCD统计结果. 由图可知, 该熔合线2侧晶界类型均以大角度晶界为主, 存在少量小角度晶界, 几乎没有CSL晶界. 从熔合线往A508基体方向, 晶粒尺寸经历了先变小后变大的过程. 对比内外壁的数据可知在焊缝深度方向上该界面附近的晶界类型变化趋势一致.
2.5 熔合线附近残余应变分布
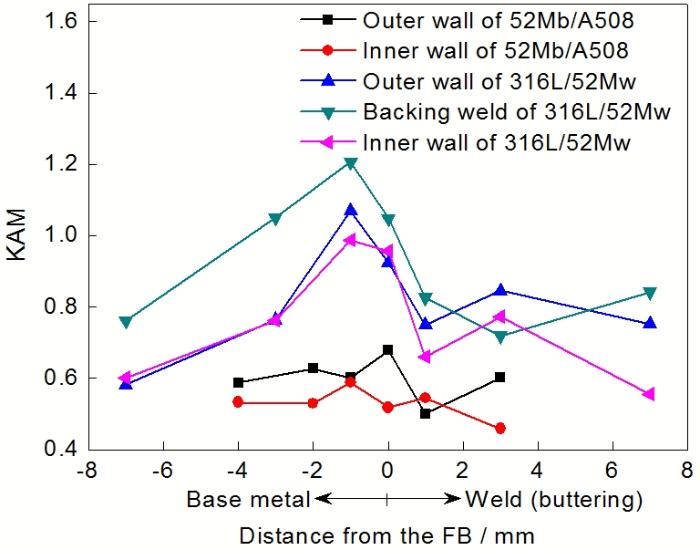
核心平均取向差(KAM)值可以定量反映材料应变硬化的程度. 图21所示为内壁(位置1)熔合线界面附近残余应变分布, 其KAM值统计结果见图22.
图21 内壁熔合线界面附近核心平均取向差(KAM)分布图的EBSD像
Fig.21 EBSD images of Kernel average misorientation (KAM) distributions across fusion boundary of inner wall in position 1 (a1, a2, a3 indicate the areas of 316L that are 7, 3, 1 mm apart from the fusion boundary, respectively; a4 indicates the fusion boundary area; a5, a6, a7 indicate the areas of 52Mw that are 1, 3, 7 mm apart from the fusion boundary, respectively; b1, b2 indicate the areas of 52Mb that are 3, 1 mm apart from the 52Mb/A508 fusion boundary, respectively; b3 indicates the 52Mb/A58 fusion boundary area; b4, b5, b6 indicate the areas of A508 that are 1, 2, 4 mm apart from the 52Mb/A508 fusion boundary, respectively)
图22 熔合线界面附近核心平均取向差(KAM)分布
Fig.22 Kernel average misorientation (KAM) distribution across fusion boundaries in the DMWJ
在316L/52Mw熔合线附近, 从熔合线往316LSS基体方向焊接件的KAM值均先增大后减小, 这是因为焊接热流在熔合线附近的热影响产生局部高温以及较快的升温和冷却速率, 从而在该处产生最大的残余应变. 随着与熔合线距离的增加, 温度的峰值以及升温降温的速率均降低, 产生的残余应变也逐渐减小[27 ,39 ] . 底焊附近该区域的残余应变值较内壁和外壁要高, 这与底焊位置经历的热循环次数最多有关[40 ] . 焊缝的KAM值较母材的HAZ要低, 但内壁和外壁的KAM值从熔合线往焊缝方向经历了先减小后增大最后又减小的过程, 而底焊则没有这样的趋势, 可能与底焊所扫描区域与内、外壁对应区域在焊缝中的位置不同有关, 其中底焊部位距离熔合线7 mm的位置已经靠近52Mw/52Mb熔合线, 而内、外壁部位距熔合线7 mm位置则刚好位于焊接熔池的中部.
在52Mb/A508熔合线附近, KAM值的波动范围较小, 且平均KAM值要远小于316L/52Mw熔合线附近, 这是因为焊接过程中堆焊层的焊接为无约束焊接, 因而产生的焊接变形要小. 内外壁数据显示变化趋势一致, 外壁的KAM值稍高于内壁.
3 结论
(1) 对接焊缝以及堆焊隔离层均为粗大柱状晶组织. 在熔合线附近存在一定宽度的过渡区(TZ), 316L/52Mw界面发现不连续分布的由小柱状晶组成的未熔合区(UZ), 而A508一侧出现不连续的Type-I和Type-II晶界. 在未熔合区、Type-I和Type-II晶界区域主要合金成分均发生较大波动.
(2) 该焊接接头的母材A508基体组织为回火贝氏体, 热影响区(HAZ)晶粒组织复杂, 包括熔合区、粗晶区、细晶区以及回火区4个区域. 母材316L由奥氏体组织和大量颗粒状析出物组成, 并存在一些孪晶结构, 无明显热影响区组织.
(3) 该焊接接头的显微硬度最大值出现在A508的HAZ, 3条熔合线界面附近存在显微硬度的跳跃, 母材316L不锈钢以及A508的热影响区显微硬度均先增大后减小.
参考文献
文献选项
[1]
Han E H Wang J Q Wu X Q Ke W Acta Metall Sin , 2010 ; 46 : 1379
[本文引用: 2]
(韩恩厚 , 王俭秋 , 吴欣强 , 柯 伟 . 金属学报 , 2010 ; 46 : 1379 )
[本文引用: 2]
[2]
Joseph A Rai S K Jayakumar T Murugan N 2006 ; 82 : 700
[本文引用: 1]
[3]
Seifert H P Ritter S Shoji T J Nucl Mater , 2008 ; 378 : 197
[本文引用: 1]
[4]
Wang H T Wang G Z Xuan F Z Tu S T Eng Failure Analysis , 2013 ; 28 : 134
[5]
Peng Q J Xue H Hou J Sakaguchi K Takeda Y Kuniya J Shoji T Corros Sci , 2011 ; 53 : 4309
[6]
Hou J Peng Q J Kuniya J Shoji T Wang J Q Han E H Ke W J Mater Sci , 2010 ; 397 : 109
[7]
Li G F Congleton J Corros Sci , 2000 ; 42 : 1005
[本文引用: 1]
[8]
Meng F J Wang J Q Han E H Shoji T Ke W Acta Metall Sin , 2011 ; 47 : 839
[本文引用: 1]
(孟凡江 , 王俭秋 , 韩恩厚 , 庄子哲雄 , 柯 伟 . 金属学报 , 2011 ; 47 : 839 )
[本文引用: 1]
[9]
Bowerman B S Czajkowski C J Roberts T C Neal C Mater Charact , 1999 ; 43 : 347
[10]
Li G F Li G J Fang K W Peng J Yang W Acta Metall Sin , 2011 ; 47 : 797
[本文引用: 2]
(李光福 , 李冠军 , 方可伟 , 彭 君 , 杨 武 . 金属学报 , 2011 ; 47 : 797 )
[本文引用: 2]
[11]
Wang H T Wang G Z Xuan F Z Liu F Z Tu S T Mater Sci Eng , 2013 ; A568 : 108
[本文引用: 3]
[12]
Choi K J Kim J J Lee B H Bahn C B Kim J H J Nucl Mater , 2013 ; 441 : 493
[本文引用: 1]
[13]
Hou J Peng Q J Lu Z P Shoji T Wang J Q Han E H Ke W Corros Sci , 2010 ; 52 : 3949
[本文引用: 2]
[14]
Hanninen H Brederholm A Toivonen A 15th Int Conf on Environmental Degradation of Materials in Nuclear Power Systems-Water Reactors, Colorado Springs: TMS , 2011 : 197
[本文引用: 1]
[15]
Sathirathinda N Gubner R Pan J Kivisakk U Electrochem Solid-State Lett , 2008 ; 11 : C41
[本文引用: 1]
[16]
Kasper J S Acta Metall , 1954 ; 2 : 456
[本文引用: 1]
[17]
Michalska J Sozanska M Mater Charact , 2006 ; 56 : 355
[18]
Popov A A Bannikova A S Belikov S V Phys Met Metall , 2009 ; 108 : 586
[本文引用: 2]
[19]
Chun E J Baba H Nishimoto K Saida K Mater Charact , 2013 ; 86 : 152
[20]
Escriba D M Materna-Morris E Plaut R L Padilha A F Mater Charact , 2009 ; 60 : 1214
[21]
Martin D S Rivera Diaz del Castillo P E J , Peekstok E van del Zwaag S . Mater Charact , 2007 ; 58 : 455
[22]
Lai J K L , Meshukat M Met Sci , 1978 ; 9 : 416
[本文引用: 1]
[23]
Falata L Svoboda M Výrostkova A Petryshynets I Sopko M Mater Charact , 2012 ; 72 : 15
[本文引用: 1]
[24]
Naffakh H Shamanian M Ashrafizadeh F J Mater Process Technol , 2009 ; 209 : 3628
[本文引用: 1]
[25]
Nelson T W Lippold J C Mills M J Sci Technol Weld Joining , 1998 ; 77 : 249
[本文引用: 2]
[26]
Rowe M D Nelson T W Lippold J C Sci Technol Weld Joining , 1999 ; 78 : 31
[27]
Srinivasan P B Muthupandi V Dietzel W Sivan V Mater Des , 2006 ; 27 : 182
[本文引用: 1]
[28]
Hou J Peng Q J Shoji T Wang J Q Ke W Han E H Acta Metall Sin , 2010 ; 46 : 1258
[本文引用: 2]
(侯 娟 , 彭群家 , 庄子哲雄 , 王俭秋 , 柯 伟 , 韩恩厚 . 金属学报 , 2010 ; 46 : 1258 )
[本文引用: 2]
[29]
Asami K Sakai T Trans Iron Steel Inst Jpn , 1981 ; 21 : B269
[本文引用: 2]
[30]
Nelson T W Lippold J C Mills M J Sci Technol Weld Joining , 1999 ; 78 : 329
[本文引用: 1]
[31]
Nelson T W Lippold J C Mills M J Sci Technol Weld Joining , 2000 ; 79 : 267
[本文引用: 1]
[32]
Hou J Peng Q J Takeda Y Kuniya J Shoji T Wang J Q Han E H Ke W J Mater Sci , 2010 ; 45 : 5332
[本文引用: 1]
[33]
Wang H T PhD Dissertation, East China University of Science and Technology, Shanghai , 2013
[本文引用: 1]
(王海涛 . 华东理工大学博士学位论文, 上海 , 2013 )
[本文引用: 1]
[34]
Naffakh H Shamanian M Ashrafizadeh F J Mater Process Technol , 2009 ; 209 : 3628
[本文引用: 1]
[35]
Gertsman V Y Tangri K Valiev R Z Acta Metall Mater , 1994 ; 42 : 1785
[本文引用: 1]
[36]
Gertsman V Y Bruemmer S M Acta Mater , 2001 ; 49 : 1589
[37]
Lehockey E M Brennenstuhl A M Thompson I Corros Sci , 2004 ; 46 : 2383
[38]
Pan Y Adams B L Olson T Panayotou N Acta Mater , 1996 ; 44 : 4685
[本文引用: 1]
[39]
Lee H T Wu J L Corros Sci , 2009 ; 51 : 733
[本文引用: 1]
[40]
Qiao D Zhang W Pan T Y Crooker P David S Feng Z Sci Technol Weld Joining , 2013 ; 92 : 624
[本文引用: 1]
2
2010
... 压水堆核电站异种焊接接头因其独特的材料学特性而成为一回路水系统中容易失效的部件, 其主要损伤及失效形式包括应力腐蚀开裂(SCC)、疲劳裂纹、腐蚀裂纹、热裂纹及未熔合缺陷等. 上述缺陷的形成与沿焊接接头力学性能差异、不同材料热膨胀系数及合金元素差异、焊接残余应力、C迁移以及服役环境等因素有关[1 -10 ] . 过去几十年时间里, 世界各地的核电站相继报道了大量反应堆一回路水接管安全端的开裂和泄露事故[1 ,2 ] , 因此, 该接头的完整性是保证核电站安全运行的重要前提. 已有研究[3 -7 ] 表明, 熔合线附近合金元素的扩散、焊缝与母材晶体结构的差异以及焊接热流等导致了该区域的金相组织、显微硬度、晶界类型以及残余应力分布的梯度变化, 进而对整个焊接接头的机械性能以及耐蚀性能, 尤其是应力腐蚀敏感性产生影响, 其中靠近熔合线的狭窄区域比母材和焊缝具有更高的应力腐蚀开裂敏感性. 因此对该异种焊接接头, 特别是熔合线部位进行详细的显微表征对掌握其在核电站一回路水服役环境下的安全性和稳定性具有重要意义. ...
... [1 ,2 ], 因此, 该接头的完整性是保证核电站安全运行的重要前提. 已有研究[3 -7 ] 表明, 熔合线附近合金元素的扩散、焊缝与母材晶体结构的差异以及焊接热流等导致了该区域的金相组织、显微硬度、晶界类型以及残余应力分布的梯度变化, 进而对整个焊接接头的机械性能以及耐蚀性能, 尤其是应力腐蚀敏感性产生影响, 其中靠近熔合线的狭窄区域比母材和焊缝具有更高的应力腐蚀开裂敏感性. 因此对该异种焊接接头, 特别是熔合线部位进行详细的显微表征对掌握其在核电站一回路水服役环境下的安全性和稳定性具有重要意义. ...
2
2010
... 压水堆核电站异种焊接接头因其独特的材料学特性而成为一回路水系统中容易失效的部件, 其主要损伤及失效形式包括应力腐蚀开裂(SCC)、疲劳裂纹、腐蚀裂纹、热裂纹及未熔合缺陷等. 上述缺陷的形成与沿焊接接头力学性能差异、不同材料热膨胀系数及合金元素差异、焊接残余应力、C迁移以及服役环境等因素有关[1 -10 ] . 过去几十年时间里, 世界各地的核电站相继报道了大量反应堆一回路水接管安全端的开裂和泄露事故[1 ,2 ] , 因此, 该接头的完整性是保证核电站安全运行的重要前提. 已有研究[3 -7 ] 表明, 熔合线附近合金元素的扩散、焊缝与母材晶体结构的差异以及焊接热流等导致了该区域的金相组织、显微硬度、晶界类型以及残余应力分布的梯度变化, 进而对整个焊接接头的机械性能以及耐蚀性能, 尤其是应力腐蚀敏感性产生影响, 其中靠近熔合线的狭窄区域比母材和焊缝具有更高的应力腐蚀开裂敏感性. 因此对该异种焊接接头, 特别是熔合线部位进行详细的显微表征对掌握其在核电站一回路水服役环境下的安全性和稳定性具有重要意义. ...
... [1 ,2 ], 因此, 该接头的完整性是保证核电站安全运行的重要前提. 已有研究[3 -7 ] 表明, 熔合线附近合金元素的扩散、焊缝与母材晶体结构的差异以及焊接热流等导致了该区域的金相组织、显微硬度、晶界类型以及残余应力分布的梯度变化, 进而对整个焊接接头的机械性能以及耐蚀性能, 尤其是应力腐蚀敏感性产生影响, 其中靠近熔合线的狭窄区域比母材和焊缝具有更高的应力腐蚀开裂敏感性. 因此对该异种焊接接头, 特别是熔合线部位进行详细的显微表征对掌握其在核电站一回路水服役环境下的安全性和稳定性具有重要意义. ...
1
2006
... 压水堆核电站异种焊接接头因其独特的材料学特性而成为一回路水系统中容易失效的部件, 其主要损伤及失效形式包括应力腐蚀开裂(SCC)、疲劳裂纹、腐蚀裂纹、热裂纹及未熔合缺陷等. 上述缺陷的形成与沿焊接接头力学性能差异、不同材料热膨胀系数及合金元素差异、焊接残余应力、C迁移以及服役环境等因素有关[1 -10 ] . 过去几十年时间里, 世界各地的核电站相继报道了大量反应堆一回路水接管安全端的开裂和泄露事故[1 ,2 ] , 因此, 该接头的完整性是保证核电站安全运行的重要前提. 已有研究[3 -7 ] 表明, 熔合线附近合金元素的扩散、焊缝与母材晶体结构的差异以及焊接热流等导致了该区域的金相组织、显微硬度、晶界类型以及残余应力分布的梯度变化, 进而对整个焊接接头的机械性能以及耐蚀性能, 尤其是应力腐蚀敏感性产生影响, 其中靠近熔合线的狭窄区域比母材和焊缝具有更高的应力腐蚀开裂敏感性. 因此对该异种焊接接头, 特别是熔合线部位进行详细的显微表征对掌握其在核电站一回路水服役环境下的安全性和稳定性具有重要意义. ...
1
2008
... 压水堆核电站异种焊接接头因其独特的材料学特性而成为一回路水系统中容易失效的部件, 其主要损伤及失效形式包括应力腐蚀开裂(SCC)、疲劳裂纹、腐蚀裂纹、热裂纹及未熔合缺陷等. 上述缺陷的形成与沿焊接接头力学性能差异、不同材料热膨胀系数及合金元素差异、焊接残余应力、C迁移以及服役环境等因素有关[1 -10 ] . 过去几十年时间里, 世界各地的核电站相继报道了大量反应堆一回路水接管安全端的开裂和泄露事故[1 ,2 ] , 因此, 该接头的完整性是保证核电站安全运行的重要前提. 已有研究[3 -7 ] 表明, 熔合线附近合金元素的扩散、焊缝与母材晶体结构的差异以及焊接热流等导致了该区域的金相组织、显微硬度、晶界类型以及残余应力分布的梯度变化, 进而对整个焊接接头的机械性能以及耐蚀性能, 尤其是应力腐蚀敏感性产生影响, 其中靠近熔合线的狭窄区域比母材和焊缝具有更高的应力腐蚀开裂敏感性. 因此对该异种焊接接头, 特别是熔合线部位进行详细的显微表征对掌握其在核电站一回路水服役环境下的安全性和稳定性具有重要意义. ...
1
2000
... 压水堆核电站异种焊接接头因其独特的材料学特性而成为一回路水系统中容易失效的部件, 其主要损伤及失效形式包括应力腐蚀开裂(SCC)、疲劳裂纹、腐蚀裂纹、热裂纹及未熔合缺陷等. 上述缺陷的形成与沿焊接接头力学性能差异、不同材料热膨胀系数及合金元素差异、焊接残余应力、C迁移以及服役环境等因素有关[1 -10 ] . 过去几十年时间里, 世界各地的核电站相继报道了大量反应堆一回路水接管安全端的开裂和泄露事故[1 ,2 ] , 因此, 该接头的完整性是保证核电站安全运行的重要前提. 已有研究[3 -7 ] 表明, 熔合线附近合金元素的扩散、焊缝与母材晶体结构的差异以及焊接热流等导致了该区域的金相组织、显微硬度、晶界类型以及残余应力分布的梯度变化, 进而对整个焊接接头的机械性能以及耐蚀性能, 尤其是应力腐蚀敏感性产生影响, 其中靠近熔合线的狭窄区域比母材和焊缝具有更高的应力腐蚀开裂敏感性. 因此对该异种焊接接头, 特别是熔合线部位进行详细的显微表征对掌握其在核电站一回路水服役环境下的安全性和稳定性具有重要意义. ...
1
2011
... 三代压水堆核电主要有AP1000和EPR堆型, 国内在AP1000基础上发展CAP1000及CAP1400堆型. 其中AP1000核电站是由西屋公司研制开发的新一代核电站, 也是我国多数在建以及拟建核电站所选用的堆型, 其一回路系统接管安全端焊接所用焊料为52M镍基合金, 该焊料属于690系列镍基合金, 由于具有更高的Cr含量, 因此它比600系列镍基合金具有更优异的抗SCC性能[8 -10 ] . 国内外已经对该类型异种焊接接头进行了一系列的研究工作. Wang等[11 ] 对A508/52M/316L异种焊接接头的金相组织、显微硬度、熔合线界面区域成分变化等进行了表征, 发现焊缝与母材界面的断裂韧性及裂纹扩展行为均与接头其它部分存在较大差别. Choi等[12 ] 利用透射电镜(TEM)和三维原子探针扫描(3D APT)等手段研究了时效处理对低合金钢与镍基合金焊料异种焊接接头熔合线界面显微硬度、成分以及沿晶析出的Cr的碳化物的影响. Hou等[13 ] 研究了Inconel 182/A533B低合金钢异种钢焊接接头过渡区显微组织对焊接件抗应力腐蚀性能的影响. 但是这些工作缺乏对整个接头各个显微特征的系统研究. ...
1
2011
... 三代压水堆核电主要有AP1000和EPR堆型, 国内在AP1000基础上发展CAP1000及CAP1400堆型. 其中AP1000核电站是由西屋公司研制开发的新一代核电站, 也是我国多数在建以及拟建核电站所选用的堆型, 其一回路系统接管安全端焊接所用焊料为52M镍基合金, 该焊料属于690系列镍基合金, 由于具有更高的Cr含量, 因此它比600系列镍基合金具有更优异的抗SCC性能[8 -10 ] . 国内外已经对该类型异种焊接接头进行了一系列的研究工作. Wang等[11 ] 对A508/52M/316L异种焊接接头的金相组织、显微硬度、熔合线界面区域成分变化等进行了表征, 发现焊缝与母材界面的断裂韧性及裂纹扩展行为均与接头其它部分存在较大差别. Choi等[12 ] 利用透射电镜(TEM)和三维原子探针扫描(3D APT)等手段研究了时效处理对低合金钢与镍基合金焊料异种焊接接头熔合线界面显微硬度、成分以及沿晶析出的Cr的碳化物的影响. Hou等[13 ] 研究了Inconel 182/A533B低合金钢异种钢焊接接头过渡区显微组织对焊接件抗应力腐蚀性能的影响. 但是这些工作缺乏对整个接头各个显微特征的系统研究. ...
2
2011
... 压水堆核电站异种焊接接头因其独特的材料学特性而成为一回路水系统中容易失效的部件, 其主要损伤及失效形式包括应力腐蚀开裂(SCC)、疲劳裂纹、腐蚀裂纹、热裂纹及未熔合缺陷等. 上述缺陷的形成与沿焊接接头力学性能差异、不同材料热膨胀系数及合金元素差异、焊接残余应力、C迁移以及服役环境等因素有关[1 -10 ] . 过去几十年时间里, 世界各地的核电站相继报道了大量反应堆一回路水接管安全端的开裂和泄露事故[1 ,2 ] , 因此, 该接头的完整性是保证核电站安全运行的重要前提. 已有研究[3 -7 ] 表明, 熔合线附近合金元素的扩散、焊缝与母材晶体结构的差异以及焊接热流等导致了该区域的金相组织、显微硬度、晶界类型以及残余应力分布的梯度变化, 进而对整个焊接接头的机械性能以及耐蚀性能, 尤其是应力腐蚀敏感性产生影响, 其中靠近熔合线的狭窄区域比母材和焊缝具有更高的应力腐蚀开裂敏感性. 因此对该异种焊接接头, 特别是熔合线部位进行详细的显微表征对掌握其在核电站一回路水服役环境下的安全性和稳定性具有重要意义. ...
... 三代压水堆核电主要有AP1000和EPR堆型, 国内在AP1000基础上发展CAP1000及CAP1400堆型. 其中AP1000核电站是由西屋公司研制开发的新一代核电站, 也是我国多数在建以及拟建核电站所选用的堆型, 其一回路系统接管安全端焊接所用焊料为52M镍基合金, 该焊料属于690系列镍基合金, 由于具有更高的Cr含量, 因此它比600系列镍基合金具有更优异的抗SCC性能[8 -10 ] . 国内外已经对该类型异种焊接接头进行了一系列的研究工作. Wang等[11 ] 对A508/52M/316L异种焊接接头的金相组织、显微硬度、熔合线界面区域成分变化等进行了表征, 发现焊缝与母材界面的断裂韧性及裂纹扩展行为均与接头其它部分存在较大差别. Choi等[12 ] 利用透射电镜(TEM)和三维原子探针扫描(3D APT)等手段研究了时效处理对低合金钢与镍基合金焊料异种焊接接头熔合线界面显微硬度、成分以及沿晶析出的Cr的碳化物的影响. Hou等[13 ] 研究了Inconel 182/A533B低合金钢异种钢焊接接头过渡区显微组织对焊接件抗应力腐蚀性能的影响. 但是这些工作缺乏对整个接头各个显微特征的系统研究. ...
2
2011
... 压水堆核电站异种焊接接头因其独特的材料学特性而成为一回路水系统中容易失效的部件, 其主要损伤及失效形式包括应力腐蚀开裂(SCC)、疲劳裂纹、腐蚀裂纹、热裂纹及未熔合缺陷等. 上述缺陷的形成与沿焊接接头力学性能差异、不同材料热膨胀系数及合金元素差异、焊接残余应力、C迁移以及服役环境等因素有关[1 -10 ] . 过去几十年时间里, 世界各地的核电站相继报道了大量反应堆一回路水接管安全端的开裂和泄露事故[1 ,2 ] , 因此, 该接头的完整性是保证核电站安全运行的重要前提. 已有研究[3 -7 ] 表明, 熔合线附近合金元素的扩散、焊缝与母材晶体结构的差异以及焊接热流等导致了该区域的金相组织、显微硬度、晶界类型以及残余应力分布的梯度变化, 进而对整个焊接接头的机械性能以及耐蚀性能, 尤其是应力腐蚀敏感性产生影响, 其中靠近熔合线的狭窄区域比母材和焊缝具有更高的应力腐蚀开裂敏感性. 因此对该异种焊接接头, 特别是熔合线部位进行详细的显微表征对掌握其在核电站一回路水服役环境下的安全性和稳定性具有重要意义. ...
... 三代压水堆核电主要有AP1000和EPR堆型, 国内在AP1000基础上发展CAP1000及CAP1400堆型. 其中AP1000核电站是由西屋公司研制开发的新一代核电站, 也是我国多数在建以及拟建核电站所选用的堆型, 其一回路系统接管安全端焊接所用焊料为52M镍基合金, 该焊料属于690系列镍基合金, 由于具有更高的Cr含量, 因此它比600系列镍基合金具有更优异的抗SCC性能[8 -10 ] . 国内外已经对该类型异种焊接接头进行了一系列的研究工作. Wang等[11 ] 对A508/52M/316L异种焊接接头的金相组织、显微硬度、熔合线界面区域成分变化等进行了表征, 发现焊缝与母材界面的断裂韧性及裂纹扩展行为均与接头其它部分存在较大差别. Choi等[12 ] 利用透射电镜(TEM)和三维原子探针扫描(3D APT)等手段研究了时效处理对低合金钢与镍基合金焊料异种焊接接头熔合线界面显微硬度、成分以及沿晶析出的Cr的碳化物的影响. Hou等[13 ] 研究了Inconel 182/A533B低合金钢异种钢焊接接头过渡区显微组织对焊接件抗应力腐蚀性能的影响. 但是这些工作缺乏对整个接头各个显微特征的系统研究. ...
3
2013
... 三代压水堆核电主要有AP1000和EPR堆型, 国内在AP1000基础上发展CAP1000及CAP1400堆型. 其中AP1000核电站是由西屋公司研制开发的新一代核电站, 也是我国多数在建以及拟建核电站所选用的堆型, 其一回路系统接管安全端焊接所用焊料为52M镍基合金, 该焊料属于690系列镍基合金, 由于具有更高的Cr含量, 因此它比600系列镍基合金具有更优异的抗SCC性能[8 -10 ] . 国内外已经对该类型异种焊接接头进行了一系列的研究工作. Wang等[11 ] 对A508/52M/316L异种焊接接头的金相组织、显微硬度、熔合线界面区域成分变化等进行了表征, 发现焊缝与母材界面的断裂韧性及裂纹扩展行为均与接头其它部分存在较大差别. Choi等[12 ] 利用透射电镜(TEM)和三维原子探针扫描(3D APT)等手段研究了时效处理对低合金钢与镍基合金焊料异种焊接接头熔合线界面显微硬度、成分以及沿晶析出的Cr的碳化物的影响. Hou等[13 ] 研究了Inconel 182/A533B低合金钢异种钢焊接接头过渡区显微组织对焊接件抗应力腐蚀性能的影响. 但是这些工作缺乏对整个接头各个显微特征的系统研究. ...
... 不同区域材料选用不同金相刻蚀液. 焊缝及包覆层的刻蚀采用2种方法, 分别为由16 g FeCl3 +80 mL HCl+2 mL HNO3 +11 mL H2 O配制的溶液刻蚀以及10%的铬酸水溶液(质量分数, 下同)电解, 电压为3 V, 时间为20 s; 316LSS分别用由5 g CuSO4 +25 mL HCl+25 mL H2 O制备的刻蚀液刻蚀以及10%过硫酸铵水溶液中电解刻蚀2~3 min, 电压4 V; A508用4%硝酸酒精刻蚀. 利用Observer. Z1m光学显微镜(OM)对整个接头的金相组织进行了观察分析. 采用JEM-2100F场发射透射电子显微镜(TEM)对接头局部区域进行研究. 透射电镜样品采用直径3 mm小圆片, 机械研磨至50 μm后凹坑并离子减薄. 显微硬度测量在MHVD-1000AP显微硬度仪上进行, 载荷为200 g, 保压时间15 s. 为反映熔合线附近显微硬度的变化趋势, 测量时, 靠近熔合线附近的相邻硬度点之间选取的间距为150 mm, 而在距熔合线3 mm以外的区域相邻2硬度点之间的距离则为500 mm. A508 HAZ及熔合线界面为整个焊接件抗SCC最薄弱的部分[11 ] , 需要在更小的步长下对该位置进行测量, 因此该区域的测量在外加载荷为50 g下进行, 保压时间为15 s, 相邻硬度点之间的间距为50 mm. 为确定主要合金元素在接头焊缝熔合线界面的扩散, 利用XL30-FEG型环境扫描电镜(ESEM)的能谱仪(EDS)对熔合线界面附近主要合金元素的分布进行了分析. 扫描步长为0.42 μm, 每个点停留时间为2.0 s. 磁力显微镜(MFM)和扫描Kelvin探针(SKPFM)测试在MultiMode IIID扫描探针显微系统上进行. ...
... A508 HAZ的显微硬度变化分布如图14d所示. 由图可知, 从熔合线往母材方向, A508的显微硬度经历了一个急剧增大后逐渐减小的过程, 其硬度最高处距离熔合线约为600 μm, 对应于金相组织中粗晶区马氏体和贝氏体的混合组织区域(图10b). 在热影响区向母材过渡的区域其显微硬度较两侧热影响区和母材都低, 形成一个局部软化的区域. 该区域的局部软化是由于焊接热流对该处局部进行了高温回火, 从而促进了C等元素的迁移, 使得母材回火贝氏体的组织软化[11 ] . 但是与内壁包覆层接触的A508 HAZ显微硬度测量结果低于与52Mb堆焊隔离层接触的A508 HAZ区域的结果, 可能和包覆层与隔离层焊接工艺不同有关. ...
1
2013
... 三代压水堆核电主要有AP1000和EPR堆型, 国内在AP1000基础上发展CAP1000及CAP1400堆型. 其中AP1000核电站是由西屋公司研制开发的新一代核电站, 也是我国多数在建以及拟建核电站所选用的堆型, 其一回路系统接管安全端焊接所用焊料为52M镍基合金, 该焊料属于690系列镍基合金, 由于具有更高的Cr含量, 因此它比600系列镍基合金具有更优异的抗SCC性能[8 -10 ] . 国内外已经对该类型异种焊接接头进行了一系列的研究工作. Wang等[11 ] 对A508/52M/316L异种焊接接头的金相组织、显微硬度、熔合线界面区域成分变化等进行了表征, 发现焊缝与母材界面的断裂韧性及裂纹扩展行为均与接头其它部分存在较大差别. Choi等[12 ] 利用透射电镜(TEM)和三维原子探针扫描(3D APT)等手段研究了时效处理对低合金钢与镍基合金焊料异种焊接接头熔合线界面显微硬度、成分以及沿晶析出的Cr的碳化物的影响. Hou等[13 ] 研究了Inconel 182/A533B低合金钢异种钢焊接接头过渡区显微组织对焊接件抗应力腐蚀性能的影响. 但是这些工作缺乏对整个接头各个显微特征的系统研究. ...
2
2010
... 三代压水堆核电主要有AP1000和EPR堆型, 国内在AP1000基础上发展CAP1000及CAP1400堆型. 其中AP1000核电站是由西屋公司研制开发的新一代核电站, 也是我国多数在建以及拟建核电站所选用的堆型, 其一回路系统接管安全端焊接所用焊料为52M镍基合金, 该焊料属于690系列镍基合金, 由于具有更高的Cr含量, 因此它比600系列镍基合金具有更优异的抗SCC性能[8 -10 ] . 国内外已经对该类型异种焊接接头进行了一系列的研究工作. Wang等[11 ] 对A508/52M/316L异种焊接接头的金相组织、显微硬度、熔合线界面区域成分变化等进行了表征, 发现焊缝与母材界面的断裂韧性及裂纹扩展行为均与接头其它部分存在较大差别. Choi等[12 ] 利用透射电镜(TEM)和三维原子探针扫描(3D APT)等手段研究了时效处理对低合金钢与镍基合金焊料异种焊接接头熔合线界面显微硬度、成分以及沿晶析出的Cr的碳化物的影响. Hou等[13 ] 研究了Inconel 182/A533B低合金钢异种钢焊接接头过渡区显微组织对焊接件抗应力腐蚀性能的影响. 但是这些工作缺乏对整个接头各个显微特征的系统研究. ...
... 2.1.5 52Mb/A508熔合线界面 图13为52Mb/A508熔合线附近的微观形貌, 在52Mb与A508之间存在因成分过渡导致的白亮过渡区(transition zone, TZ), 如图13a所示, 表明在该刻蚀体系下过渡区较2侧母材和焊缝更耐蚀刻. 部分区域还存在异种金属焊接特有的Type-I和Type-II晶界, 如图13b所示. Type-II晶界平行于熔合线界面, 而Type-I晶界为连接熔合线界面与Type-II晶界的边界. 研究[25 -28 ] 表明, 这种晶界的形成与焊缝和母材晶体结构的差异以及熔合线两侧成分的急剧变化有关, 其中Type-I晶界由母材晶界外延生长而成[25 ,29 ] , 且Type-I和Type-II晶界均为高角度晶界, 比熔合线有更高的应力腐蚀开裂敏感性, 容易成为裂纹萌生和扩展的路径[13 ,30 ,31 ] . 对182-LAS异种焊接接头的研究[32 ] 表明, 该区域具有最高的残余应变值. 这种特殊边界的存在是导致异种焊接接头易发生应力腐蚀开裂的主要原因之一. 但是对内壁包覆层与A508界面的观察(图11)则没有发现Type-I和Type-II晶界, 只存在白亮的过渡区. ...
1
2011
... 对整个焊接熔池的金相组织进行观察后发现, 沿焊缝深度方向的金相组织分布较为均匀, 没有出现显著变化. 图3是焊缝的宏观金相组织, 其中图3a为焊缝中部位置4的样品宏观形貌, 可见明显的对接焊缝晶粒垂直生长而堆焊层晶粒水平生长的特点. 在焊接接头的中间区域, 对接焊缝底焊部分(位于位置3, 距焊缝内壁约45 mm)出现一层晶粒尺寸细小的等轴晶, 如图3b中箭头所示, 研究人员[14 ] 认为这层等轴晶是由未熔化的焊料堆积形成的. ...
1
2008
... 研究[15 -18 ] 表明, 当奥氏体不锈钢在600~1050 ℃回火时铁素体会发生共析反应d →s +g new , 生成四方晶格的s 相, 该反应可以进行到直至所有铁素体完全转化, 生成的s 相的化学组成会随热处理时间和温度而发生改变, 但其整体较d 铁素体富Cr, Mo元素, 贫Ni元素. 在奥氏体不锈钢中, s 相是常见的中间相之一, 铁素体稳定化元素如Cr, Mo, Si会促进s 相的形成, 且有研究[16 ] 结果显示, s 相的Volta电势较g 相的要低. 综合其成分、形貌、SKPFM数据以及以往研究结果, 判断该大颗粒析出相可能为s 相. s 相为硬脆中间相, 对材料的断裂韧性等影响不利, 同时考虑到316L在实际服役工况中与核电站第一回路水直接接触, 腐蚀环境十分苛刻, 而s 相在316LSS内大量分布, 势必会对安全端的耐蚀性能造成影响. ...
1
1954
... 研究[15 -18 ] 表明, 当奥氏体不锈钢在600~1050 ℃回火时铁素体会发生共析反应d →s +g new , 生成四方晶格的s 相, 该反应可以进行到直至所有铁素体完全转化, 生成的s 相的化学组成会随热处理时间和温度而发生改变, 但其整体较d 铁素体富Cr, Mo元素, 贫Ni元素. 在奥氏体不锈钢中, s 相是常见的中间相之一, 铁素体稳定化元素如Cr, Mo, Si会促进s 相的形成, 且有研究[16 ] 结果显示, s 相的Volta电势较g 相的要低. 综合其成分、形貌、SKPFM数据以及以往研究结果, 判断该大颗粒析出相可能为s 相. s 相为硬脆中间相, 对材料的断裂韧性等影响不利, 同时考虑到316L在实际服役工况中与核电站第一回路水直接接触, 腐蚀环境十分苛刻, 而s 相在316LSS内大量分布, 势必会对安全端的耐蚀性能造成影响. ...
2
2009
... 研究[15 -18 ] 表明, 当奥氏体不锈钢在600~1050 ℃回火时铁素体会发生共析反应d →s +g new , 生成四方晶格的s 相, 该反应可以进行到直至所有铁素体完全转化, 生成的s 相的化学组成会随热处理时间和温度而发生改变, 但其整体较d 铁素体富Cr, Mo元素, 贫Ni元素. 在奥氏体不锈钢中, s 相是常见的中间相之一, 铁素体稳定化元素如Cr, Mo, Si会促进s 相的形成, 且有研究[16 ] 结果显示, s 相的Volta电势较g 相的要低. 综合其成分、形貌、SKPFM数据以及以往研究结果, 判断该大颗粒析出相可能为s 相. s 相为硬脆中间相, 对材料的断裂韧性等影响不利, 同时考虑到316L在实际服役工况中与核电站第一回路水直接接触, 腐蚀环境十分苛刻, 而s 相在316LSS内大量分布, 势必会对安全端的耐蚀性能造成影响. ...
... 小颗粒析出相的SEM和TEM像如图7a和b所示. 可见, 其颗粒尺寸明显小于大颗粒析出相. 其EDS分析结果如图7c所示, 可知, 在小颗粒析出相周围并未出现明显的贫Cr, Mo区. 对电子衍射花样进行标定后发现, 该析出物具有bcc结构. 研究[18 -22 ] 表明含Mo的奥氏体不锈钢、铁素体不锈钢以及双相钢在600~900 ℃区间回火时有可能产生一种bcc结构的析出相χ相, 其空间群为 I 4 ̅ 3 m 36 Cr12 Mo10 , 但在实际条件下通常还包含其他合金元素如Ti, Ni. 结合小颗粒析出相的电子衍射花样分析结果和元素含量后判断该球形小颗粒析出物为具有(Fe, Ni)18 Cr6 Mo5 分子组成的χ相. χ相同样为脆性相, 对安全端的耐蚀以及力学性能均有不利影响. ...
1
1978
... 小颗粒析出相的SEM和TEM像如图7a和b所示. 可见, 其颗粒尺寸明显小于大颗粒析出相. 其EDS分析结果如图7c所示, 可知, 在小颗粒析出相周围并未出现明显的贫Cr, Mo区. 对电子衍射花样进行标定后发现, 该析出物具有bcc结构. 研究[18 -22 ] 表明含Mo的奥氏体不锈钢、铁素体不锈钢以及双相钢在600~900 ℃区间回火时有可能产生一种bcc结构的析出相χ相, 其空间群为 I 4 ̅ 3 m 36 Cr12 Mo10 , 但在实际条件下通常还包含其他合金元素如Ti, Ni. 结合小颗粒析出相的电子衍射花样分析结果和元素含量后判断该球形小颗粒析出物为具有(Fe, Ni)18 Cr6 Mo5 分子组成的χ相. χ相同样为脆性相, 对安全端的耐蚀以及力学性能均有不利影响. ...
1
2012
... 图8为靠近316LSS熔合线的热影响区(HAZ)的OM像. 可见, 紧挨熔合线部分的晶粒有一定程度的长大, 如箭头所示, 孪晶组织较基体有所减少. 除此之外, 其金相组织与基体没有明显区别, 析出相的分布以及形态也没有因为焊接热输入的影响而发生变化[23 ] . ...
1
2009
... 2.1.4 316L/52Mw熔合线界面 图12所示为316L/52Mw熔合线界面附近的微观形貌. 可见, 在316LSS和52Mw焊缝之间出现有一层由细小柱状晶组成的特殊区域. 研究[24 ] 表明, 焊接过程中热流动以及元素的扩散导致该界面部分形成不同于母材和焊缝内部的复杂微结构, 由于母材和焊缝金属融化温度的不同, 在熔合线界面附近通常会出现焊接未熔合区(unmixed zone, UZ). 该未熔合区并未在整个熔合线上连续分布, 而且在焊缝不同厚度该区域的宽度也不一样. 52Mw焊缝一侧的微结构为过渡取向的奥氏体柱状晶, 由316LSS晶粒外延生长而成. ...
2
1998
... 2.1.5 52Mb/A508熔合线界面 图13为52Mb/A508熔合线附近的微观形貌, 在52Mb与A508之间存在因成分过渡导致的白亮过渡区(transition zone, TZ), 如图13a所示, 表明在该刻蚀体系下过渡区较2侧母材和焊缝更耐蚀刻. 部分区域还存在异种金属焊接特有的Type-I和Type-II晶界, 如图13b所示. Type-II晶界平行于熔合线界面, 而Type-I晶界为连接熔合线界面与Type-II晶界的边界. 研究[25 -28 ] 表明, 这种晶界的形成与焊缝和母材晶体结构的差异以及熔合线两侧成分的急剧变化有关, 其中Type-I晶界由母材晶界外延生长而成[25 ,29 ] , 且Type-I和Type-II晶界均为高角度晶界, 比熔合线有更高的应力腐蚀开裂敏感性, 容易成为裂纹萌生和扩展的路径[13 ,30 ,31 ] . 对182-LAS异种焊接接头的研究[32 ] 表明, 该区域具有最高的残余应变值. 这种特殊边界的存在是导致异种焊接接头易发生应力腐蚀开裂的主要原因之一. 但是对内壁包覆层与A508界面的观察(图11)则没有发现Type-I和Type-II晶界, 只存在白亮的过渡区. ...
... [25 ,29 ], 且Type-I和Type-II晶界均为高角度晶界, 比熔合线有更高的应力腐蚀开裂敏感性, 容易成为裂纹萌生和扩展的路径[13 ,30 ,31 ] . 对182-LAS异种焊接接头的研究[32 ] 表明, 该区域具有最高的残余应变值. 这种特殊边界的存在是导致异种焊接接头易发生应力腐蚀开裂的主要原因之一. 但是对内壁包覆层与A508界面的观察(图11)则没有发现Type-I和Type-II晶界, 只存在白亮的过渡区. ...
1
2006
... 在316L/52Mw熔合线附近, 从熔合线往316LSS基体方向焊接件的KAM值均先增大后减小, 这是因为焊接热流在熔合线附近的热影响产生局部高温以及较快的升温和冷却速率, 从而在该处产生最大的残余应变. 随着与熔合线距离的增加, 温度的峰值以及升温降温的速率均降低, 产生的残余应变也逐渐减小[27 ,39 ] . 底焊附近该区域的残余应变值较内壁和外壁要高, 这与底焊位置经历的热循环次数最多有关[40 ] . 焊缝的KAM值较母材的HAZ要低, 但内壁和外壁的KAM值从熔合线往焊缝方向经历了先减小后增大最后又减小的过程, 而底焊则没有这样的趋势, 可能与底焊所扫描区域与内、外壁对应区域在焊缝中的位置不同有关, 其中底焊部位距离熔合线7 mm的位置已经靠近52Mw/52Mb熔合线, 而内、外壁部位距熔合线7 mm位置则刚好位于焊接熔池的中部. ...
2
2010
... 2.1.5 52Mb/A508熔合线界面 图13为52Mb/A508熔合线附近的微观形貌, 在52Mb与A508之间存在因成分过渡导致的白亮过渡区(transition zone, TZ), 如图13a所示, 表明在该刻蚀体系下过渡区较2侧母材和焊缝更耐蚀刻. 部分区域还存在异种金属焊接特有的Type-I和Type-II晶界, 如图13b所示. Type-II晶界平行于熔合线界面, 而Type-I晶界为连接熔合线界面与Type-II晶界的边界. 研究[25 -28 ] 表明, 这种晶界的形成与焊缝和母材晶体结构的差异以及熔合线两侧成分的急剧变化有关, 其中Type-I晶界由母材晶界外延生长而成[25 ,29 ] , 且Type-I和Type-II晶界均为高角度晶界, 比熔合线有更高的应力腐蚀开裂敏感性, 容易成为裂纹萌生和扩展的路径[13 ,30 ,31 ] . 对182-LAS异种焊接接头的研究[32 ] 表明, 该区域具有最高的残余应变值. 这种特殊边界的存在是导致异种焊接接头易发生应力腐蚀开裂的主要原因之一. 但是对内壁包覆层与A508界面的观察(图11)则没有发现Type-I和Type-II晶界, 只存在白亮的过渡区. ...
... 2.3.1 316L/52Mw熔合线 图15所示为焊缝中部位置4的316L/52Mw熔合线附近主要合金元素Fe, Cr, Ni, Mo的分布, 其中图15a和b分别对应无有未熔合区(UZ)的结果. 由图可知, 在界面附近元素的浓度发生了显著变化, 这种变化是由焊接过程中母材与焊缝的元素浓度梯度造成元素迁移导致的. 但是在UZ内各合金元素的质量分数与母材和焊料中各元素的质量分数均不同, 这可能与焊接过程中UZ内母材与焊料的熔化温度差异导致部分熔化的母材未充分稀释有关[34 ] . 52Mw一侧过渡区(TZ)内元素成分呈梯度变化, 有UZ存在的情况下, TZ的宽度相对于没有UZ的要大. 研究[28 ,29 ] 表明, 在界面部分的元素迁移促进了316L/52Mw界面区域复杂微结构的形成, 进而对该焊接接头的力学性能以及抗应力腐蚀性能造成影响. 焊缝内壁、中部以及外壁的对比结果显示焊缝厚度方向不同位置的316L/51Mw界面附近的成分过渡趋势是类似的. ...
2
2010
... 2.1.5 52Mb/A508熔合线界面 图13为52Mb/A508熔合线附近的微观形貌, 在52Mb与A508之间存在因成分过渡导致的白亮过渡区(transition zone, TZ), 如图13a所示, 表明在该刻蚀体系下过渡区较2侧母材和焊缝更耐蚀刻. 部分区域还存在异种金属焊接特有的Type-I和Type-II晶界, 如图13b所示. Type-II晶界平行于熔合线界面, 而Type-I晶界为连接熔合线界面与Type-II晶界的边界. 研究[25 -28 ] 表明, 这种晶界的形成与焊缝和母材晶体结构的差异以及熔合线两侧成分的急剧变化有关, 其中Type-I晶界由母材晶界外延生长而成[25 ,29 ] , 且Type-I和Type-II晶界均为高角度晶界, 比熔合线有更高的应力腐蚀开裂敏感性, 容易成为裂纹萌生和扩展的路径[13 ,30 ,31 ] . 对182-LAS异种焊接接头的研究[32 ] 表明, 该区域具有最高的残余应变值. 这种特殊边界的存在是导致异种焊接接头易发生应力腐蚀开裂的主要原因之一. 但是对内壁包覆层与A508界面的观察(图11)则没有发现Type-I和Type-II晶界, 只存在白亮的过渡区. ...
... 2.3.1 316L/52Mw熔合线 图15所示为焊缝中部位置4的316L/52Mw熔合线附近主要合金元素Fe, Cr, Ni, Mo的分布, 其中图15a和b分别对应无有未熔合区(UZ)的结果. 由图可知, 在界面附近元素的浓度发生了显著变化, 这种变化是由焊接过程中母材与焊缝的元素浓度梯度造成元素迁移导致的. 但是在UZ内各合金元素的质量分数与母材和焊料中各元素的质量分数均不同, 这可能与焊接过程中UZ内母材与焊料的熔化温度差异导致部分熔化的母材未充分稀释有关[34 ] . 52Mw一侧过渡区(TZ)内元素成分呈梯度变化, 有UZ存在的情况下, TZ的宽度相对于没有UZ的要大. 研究[28 ,29 ] 表明, 在界面部分的元素迁移促进了316L/52Mw界面区域复杂微结构的形成, 进而对该焊接接头的力学性能以及抗应力腐蚀性能造成影响. 焊缝内壁、中部以及外壁的对比结果显示焊缝厚度方向不同位置的316L/51Mw界面附近的成分过渡趋势是类似的. ...
2
1981
... 2.1.5 52Mb/A508熔合线界面 图13为52Mb/A508熔合线附近的微观形貌, 在52Mb与A508之间存在因成分过渡导致的白亮过渡区(transition zone, TZ), 如图13a所示, 表明在该刻蚀体系下过渡区较2侧母材和焊缝更耐蚀刻. 部分区域还存在异种金属焊接特有的Type-I和Type-II晶界, 如图13b所示. Type-II晶界平行于熔合线界面, 而Type-I晶界为连接熔合线界面与Type-II晶界的边界. 研究[25 -28 ] 表明, 这种晶界的形成与焊缝和母材晶体结构的差异以及熔合线两侧成分的急剧变化有关, 其中Type-I晶界由母材晶界外延生长而成[25 ,29 ] , 且Type-I和Type-II晶界均为高角度晶界, 比熔合线有更高的应力腐蚀开裂敏感性, 容易成为裂纹萌生和扩展的路径[13 ,30 ,31 ] . 对182-LAS异种焊接接头的研究[32 ] 表明, 该区域具有最高的残余应变值. 这种特殊边界的存在是导致异种焊接接头易发生应力腐蚀开裂的主要原因之一. 但是对内壁包覆层与A508界面的观察(图11)则没有发现Type-I和Type-II晶界, 只存在白亮的过渡区. ...
... 2.3.1 316L/52Mw熔合线 图15所示为焊缝中部位置4的316L/52Mw熔合线附近主要合金元素Fe, Cr, Ni, Mo的分布, 其中图15a和b分别对应无有未熔合区(UZ)的结果. 由图可知, 在界面附近元素的浓度发生了显著变化, 这种变化是由焊接过程中母材与焊缝的元素浓度梯度造成元素迁移导致的. 但是在UZ内各合金元素的质量分数与母材和焊料中各元素的质量分数均不同, 这可能与焊接过程中UZ内母材与焊料的熔化温度差异导致部分熔化的母材未充分稀释有关[34 ] . 52Mw一侧过渡区(TZ)内元素成分呈梯度变化, 有UZ存在的情况下, TZ的宽度相对于没有UZ的要大. 研究[28 ,29 ] 表明, 在界面部分的元素迁移促进了316L/52Mw界面区域复杂微结构的形成, 进而对该焊接接头的力学性能以及抗应力腐蚀性能造成影响. 焊缝内壁、中部以及外壁的对比结果显示焊缝厚度方向不同位置的316L/51Mw界面附近的成分过渡趋势是类似的. ...
1
1999
... 2.1.5 52Mb/A508熔合线界面 图13为52Mb/A508熔合线附近的微观形貌, 在52Mb与A508之间存在因成分过渡导致的白亮过渡区(transition zone, TZ), 如图13a所示, 表明在该刻蚀体系下过渡区较2侧母材和焊缝更耐蚀刻. 部分区域还存在异种金属焊接特有的Type-I和Type-II晶界, 如图13b所示. Type-II晶界平行于熔合线界面, 而Type-I晶界为连接熔合线界面与Type-II晶界的边界. 研究[25 -28 ] 表明, 这种晶界的形成与焊缝和母材晶体结构的差异以及熔合线两侧成分的急剧变化有关, 其中Type-I晶界由母材晶界外延生长而成[25 ,29 ] , 且Type-I和Type-II晶界均为高角度晶界, 比熔合线有更高的应力腐蚀开裂敏感性, 容易成为裂纹萌生和扩展的路径[13 ,30 ,31 ] . 对182-LAS异种焊接接头的研究[32 ] 表明, 该区域具有最高的残余应变值. 这种特殊边界的存在是导致异种焊接接头易发生应力腐蚀开裂的主要原因之一. 但是对内壁包覆层与A508界面的观察(图11)则没有发现Type-I和Type-II晶界, 只存在白亮的过渡区. ...
1
2000
... 2.1.5 52Mb/A508熔合线界面 图13为52Mb/A508熔合线附近的微观形貌, 在52Mb与A508之间存在因成分过渡导致的白亮过渡区(transition zone, TZ), 如图13a所示, 表明在该刻蚀体系下过渡区较2侧母材和焊缝更耐蚀刻. 部分区域还存在异种金属焊接特有的Type-I和Type-II晶界, 如图13b所示. Type-II晶界平行于熔合线界面, 而Type-I晶界为连接熔合线界面与Type-II晶界的边界. 研究[25 -28 ] 表明, 这种晶界的形成与焊缝和母材晶体结构的差异以及熔合线两侧成分的急剧变化有关, 其中Type-I晶界由母材晶界外延生长而成[25 ,29 ] , 且Type-I和Type-II晶界均为高角度晶界, 比熔合线有更高的应力腐蚀开裂敏感性, 容易成为裂纹萌生和扩展的路径[13 ,30 ,31 ] . 对182-LAS异种焊接接头的研究[32 ] 表明, 该区域具有最高的残余应变值. 这种特殊边界的存在是导致异种焊接接头易发生应力腐蚀开裂的主要原因之一. 但是对内壁包覆层与A508界面的观察(图11)则没有发现Type-I和Type-II晶界, 只存在白亮的过渡区. ...
1
2010
... 2.1.5 52Mb/A508熔合线界面 图13为52Mb/A508熔合线附近的微观形貌, 在52Mb与A508之间存在因成分过渡导致的白亮过渡区(transition zone, TZ), 如图13a所示, 表明在该刻蚀体系下过渡区较2侧母材和焊缝更耐蚀刻. 部分区域还存在异种金属焊接特有的Type-I和Type-II晶界, 如图13b所示. Type-II晶界平行于熔合线界面, 而Type-I晶界为连接熔合线界面与Type-II晶界的边界. 研究[25 -28 ] 表明, 这种晶界的形成与焊缝和母材晶体结构的差异以及熔合线两侧成分的急剧变化有关, 其中Type-I晶界由母材晶界外延生长而成[25 ,29 ] , 且Type-I和Type-II晶界均为高角度晶界, 比熔合线有更高的应力腐蚀开裂敏感性, 容易成为裂纹萌生和扩展的路径[13 ,30 ,31 ] . 对182-LAS异种焊接接头的研究[32 ] 表明, 该区域具有最高的残余应变值. 这种特殊边界的存在是导致异种焊接接头易发生应力腐蚀开裂的主要原因之一. 但是对内壁包覆层与A508界面的观察(图11)则没有发现Type-I和Type-II晶界, 只存在白亮的过渡区. ...
1
2013
... 焊缝部分硬度变化相对比较平缓, 对接焊缝部分整体硬度稍高于隔离层的硬度, 这可能与隔离层焊后去应力处理以及焊接时无约束有关. 316L/52Mw以及52Mb/A508界面的焊缝一侧为整个焊缝显微硬度最低的区域, 这可能是由界面附近元素迁移使得Cr, Ni含量降低, 固溶强化效应减弱导致的[33 ] . ...
1
2013
... 焊缝部分硬度变化相对比较平缓, 对接焊缝部分整体硬度稍高于隔离层的硬度, 这可能与隔离层焊后去应力处理以及焊接时无约束有关. 316L/52Mw以及52Mb/A508界面的焊缝一侧为整个焊缝显微硬度最低的区域, 这可能是由界面附近元素迁移使得Cr, Ni含量降低, 固溶强化效应减弱导致的[33 ] . ...
1
2009
... 2.3.1 316L/52Mw熔合线 图15所示为焊缝中部位置4的316L/52Mw熔合线附近主要合金元素Fe, Cr, Ni, Mo的分布, 其中图15a和b分别对应无有未熔合区(UZ)的结果. 由图可知, 在界面附近元素的浓度发生了显著变化, 这种变化是由焊接过程中母材与焊缝的元素浓度梯度造成元素迁移导致的. 但是在UZ内各合金元素的质量分数与母材和焊料中各元素的质量分数均不同, 这可能与焊接过程中UZ内母材与焊料的熔化温度差异导致部分熔化的母材未充分稀释有关[34 ] . 52Mw一侧过渡区(TZ)内元素成分呈梯度变化, 有UZ存在的情况下, TZ的宽度相对于没有UZ的要大. 研究[28 ,29 ] 表明, 在界面部分的元素迁移促进了316L/52Mw界面区域复杂微结构的形成, 进而对该焊接接头的力学性能以及抗应力腐蚀性能造成影响. 焊缝内壁、中部以及外壁的对比结果显示焊缝厚度方向不同位置的316L/51Mw界面附近的成分过渡趋势是类似的. ...
1
1994
... 2.4.1 316L/52Mw熔合线 316L/52Mw熔合线2侧晶界类型分布的EBSD像如图17所示, 晶界特征分布(grain boundary character distribution, GBCD)如图18所示. 由图可知, 316LSS的晶界类型以大角度晶界和重合位置点阵(CSL)晶界为主, 小角度晶界所占的比例很小. 从熔合线往母材方向, CSL晶界的比例逐渐增大, 距焊缝7 mm处CSL晶界的比例已经大于大角度晶界, 且孪晶界绝大部分都被识别为CSL晶界. 统计结果还显示CSL晶界绝大部分为∑ 3晶界, 其它类型的CSL晶界比例几乎可以忽略. 研究[35 -38 ] 表明, CSL晶界中∑ 3晶界具有优异的抗SCC性能, 316L热影响区CSL晶界的比例明显低于母材, 说明焊接过程对接头部位的抗SCC性能产生了不利的影响. 52Mw焊缝部分晶界类型则以大角度晶界为主, 小角度晶界和CSL晶界含量相对较少. 在焊缝内部部分区域出现大量小“晶粒”, 如图17a6, b7, c5所示, 大部分小“晶粒”晶界均被识别为CSL晶界. 在焊缝厚度方向上, 其分布趋势一致, 且3种晶界所占比例也接近. ...
1
1996
... 2.4.1 316L/52Mw熔合线 316L/52Mw熔合线2侧晶界类型分布的EBSD像如图17所示, 晶界特征分布(grain boundary character distribution, GBCD)如图18所示. 由图可知, 316LSS的晶界类型以大角度晶界和重合位置点阵(CSL)晶界为主, 小角度晶界所占的比例很小. 从熔合线往母材方向, CSL晶界的比例逐渐增大, 距焊缝7 mm处CSL晶界的比例已经大于大角度晶界, 且孪晶界绝大部分都被识别为CSL晶界. 统计结果还显示CSL晶界绝大部分为∑ 3晶界, 其它类型的CSL晶界比例几乎可以忽略. 研究[35 -38 ] 表明, CSL晶界中∑ 3晶界具有优异的抗SCC性能, 316L热影响区CSL晶界的比例明显低于母材, 说明焊接过程对接头部位的抗SCC性能产生了不利的影响. 52Mw焊缝部分晶界类型则以大角度晶界为主, 小角度晶界和CSL晶界含量相对较少. 在焊缝内部部分区域出现大量小“晶粒”, 如图17a6, b7, c5所示, 大部分小“晶粒”晶界均被识别为CSL晶界. 在焊缝厚度方向上, 其分布趋势一致, 且3种晶界所占比例也接近. ...
1
2009
... 在316L/52Mw熔合线附近, 从熔合线往316LSS基体方向焊接件的KAM值均先增大后减小, 这是因为焊接热流在熔合线附近的热影响产生局部高温以及较快的升温和冷却速率, 从而在该处产生最大的残余应变. 随着与熔合线距离的增加, 温度的峰值以及升温降温的速率均降低, 产生的残余应变也逐渐减小[27 ,39 ] . 底焊附近该区域的残余应变值较内壁和外壁要高, 这与底焊位置经历的热循环次数最多有关[40 ] . 焊缝的KAM值较母材的HAZ要低, 但内壁和外壁的KAM值从熔合线往焊缝方向经历了先减小后增大最后又减小的过程, 而底焊则没有这样的趋势, 可能与底焊所扫描区域与内、外壁对应区域在焊缝中的位置不同有关, 其中底焊部位距离熔合线7 mm的位置已经靠近52Mw/52Mb熔合线, 而内、外壁部位距熔合线7 mm位置则刚好位于焊接熔池的中部. ...
1
2013
... 在316L/52Mw熔合线附近, 从熔合线往316LSS基体方向焊接件的KAM值均先增大后减小, 这是因为焊接热流在熔合线附近的热影响产生局部高温以及较快的升温和冷却速率, 从而在该处产生最大的残余应变. 随着与熔合线距离的增加, 温度的峰值以及升温降温的速率均降低, 产生的残余应变也逐渐减小[27 ,39 ] . 底焊附近该区域的残余应变值较内壁和外壁要高, 这与底焊位置经历的热循环次数最多有关[40 ] . 焊缝的KAM值较母材的HAZ要低, 但内壁和外壁的KAM值从熔合线往焊缝方向经历了先减小后增大最后又减小的过程, 而底焊则没有这样的趋势, 可能与底焊所扫描区域与内、外壁对应区域在焊缝中的位置不同有关, 其中底焊部位距离熔合线7 mm的位置已经靠近52Mw/52Mb熔合线, 而内、外壁部位距熔合线7 mm位置则刚好位于焊接熔池的中部. ...

 , 张志明
, 张志明




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}