Cr-Mo耐热钢具有良好的蠕变强度、抗氧化性以及经济性, 被大量用于制造火电、核电以及石化等行业的高温装备. 出于经济性及施工方便的考虑, Cr-Mo耐热钢的焊接常使用奥氏体不锈钢焊条, 如A302焊条. 该焊接工艺焊前无需预热, 焊后无需热处理, 不但降低能源消耗和成本, 还为大型设备的现场安装带来便利. 但在实际高温服役过程中, C元素会从合金元素含量低的一侧(一般为母材)向合金元素高的一侧(一般为焊缝)扩散, 影响接头使用性能. 研究[1 -8 ] 表明, C扩散导致高温蠕变持久寿命下降, 引起早期失效, 蠕变开裂位置主要集中在脱碳层. 异质焊接接头中的C扩散是一种多组元体系的扩散, 其驱动力是熔合界面两侧C的化学势梯度, 在化学势梯度的驱动下, C将从活度大的一侧向活度小的一侧扩散. C的有效活度受到C, Cr, Ni, Mn, Mo和Ti等合金元素的综合影响[9 -12 ] . 在异质焊接接头中, 由于C在a -Fe中的扩散能力比在g -Fe中大得多(在910 ℃时大39倍, 在755 ℃中大126倍, 在500 ℃大835倍[13 ] ), C很难向奥氏体焊缝中做长程扩散. 因此, C主要分布在焊缝中靠近熔合线的马氏体(M)区或者类马氏体(M-L)区[14 -16 ] , 且遵循抛物线规律[4 ,17 ] . 研究人员[12 ,18 ,19 ] 利用Fick定律的误差函数解对C扩散行为进行了计算分析, 与实验结果基本吻合, 史春元等[20 ] 和杨厚君等[21 ] 分别运用非线性回归和有限差分法对C扩散行为进行了计算分析, 也都与实验结果趋势一致. 然而, 关于已发生一定程度C扩散后接头寿命与新接头寿命的比较以及寿命的差异与应力水平关系尚未见报道.
本工作基于时效实验, 结合Fick第二定律, 研究了Cr5Mo/A302异质焊接接头在熔合线两侧C的扩散行为, 基于蠕变持久实验, 研究了异质焊接接头在已存在约200 μm脱碳层后, 应力水平对焊接接头高温寿命的影响.
1 实验方法
实验用焊接接头的母材为直径198 mm, 壁厚12 mm, 长度600 mm的Cr5Mo钢管, 采用60° V型坡口, SH S820焊丝氩弧焊打底, A302奥氏体焊条氩弧焊敷面, 四道焊接完成, 层间温度控制在150 ℃以下, 焊接时不进行预热和焊后热处理. Cr5Mo母材的化学成分(质量分数, %)为: C 0.14, Si 0.27, Mn 0.38, S 0.005, P 0.018, Cr 5.9, Mo 0.5, Fe余量. A302焊条的化学成分(质量分数, %)为: C 0.08, Si 0.47, Mn 1.62, S 0.015, P 0.032, Cr 22, Ni 12.9, Mo 0.15, Fe余量.
时效实验在AI-708型工业调节器控温的SX-2.5-1型箱式电阻炉中进行, 时效温度为650 ℃, 时效时间分别为100, 257, 460和1160 h. 采用HXD-1000TM型硬度计对焊接接头熔合区附近硬度分布进行测量, 采用EPMA-1610电子探针显微分析仪(EPMA)对焊接接头熔合线附近C含量进行分析.
焊态和经650 ℃, 257 h时效的Cr5Mo/A302焊接接头(此时接头中出现宽度约200 μm的脱碳层)通过机加工制取带焊缝的高温拉伸和持久试样(焊缝位于试样中部), 在EHF-EG250-40L材料试验机上进行550 ℃高温拉伸实验, 在RD2-3型蠕变持久实验机上进行550 ℃, 80~180 MPa的恒载荷持久实验. 采用XJZ-6型光学显微镜(OM)对焊接接头中C扩散特征及蠕变持久实验试样断裂特征进行微观观察.
2 实验结果
2.1 时效实验
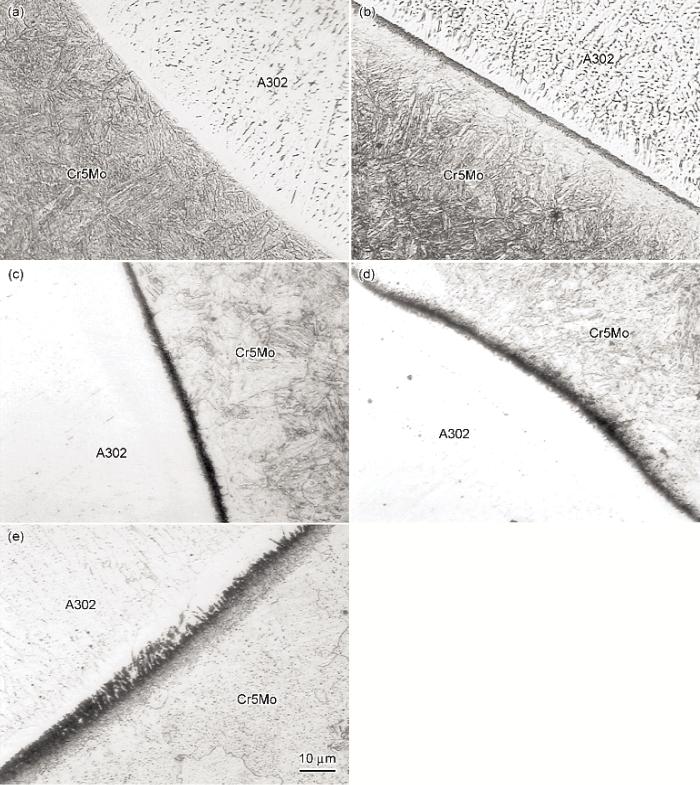
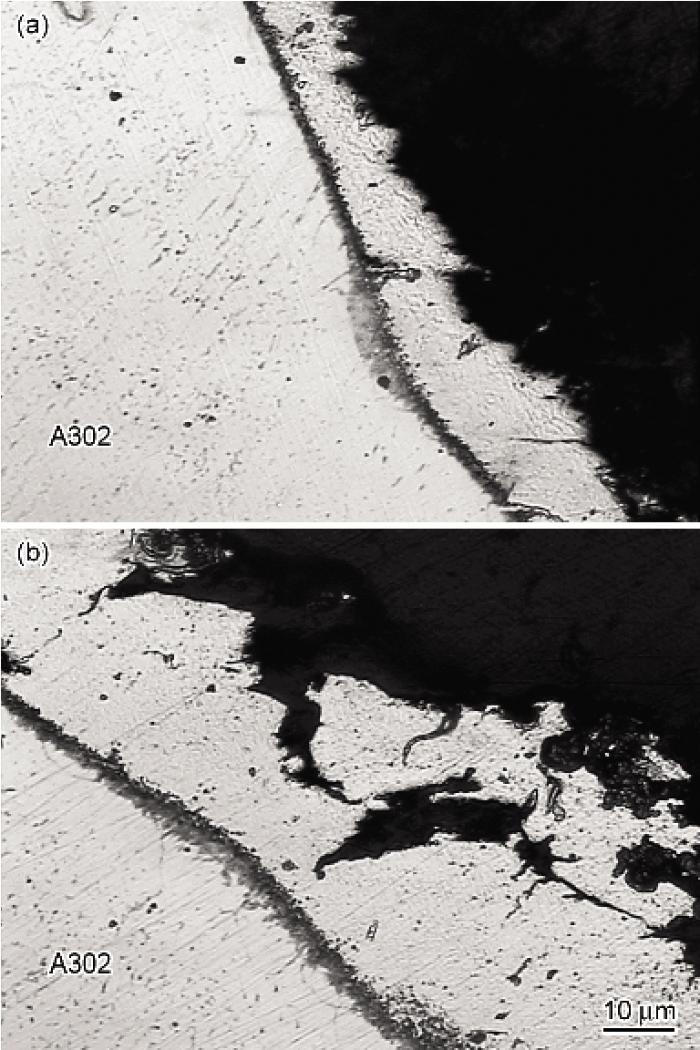
时效前后Cr5Mo/A302异质焊接接头熔合线附近的OM像如图1所示. 由图可见, 焊态条件下, Cr5Mo/A302异质焊接接头未见明显C扩散, 在650 ℃时效时, 随着时间的延长, 增碳层越来越宽, 表现出锯齿形扩散特征.
2.2 硬度测试
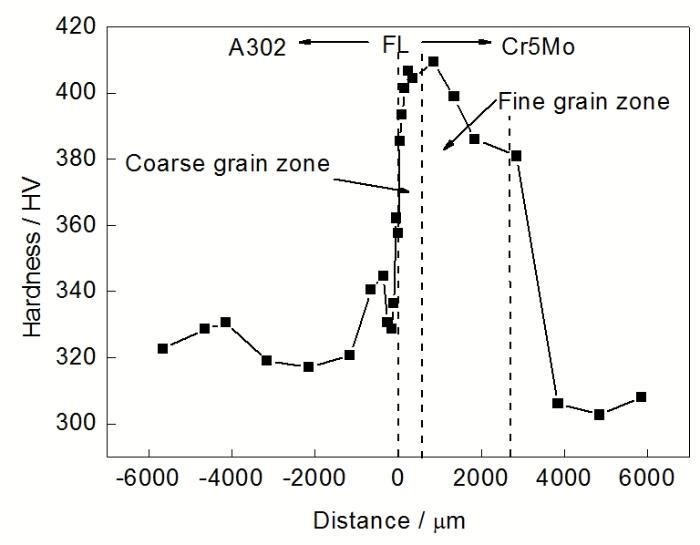
焊态Cr5Mo/A302异质焊接接头熔合线附近的硬度分布如图2所示. 由图可见, 焊接后Cr5Mo母材热影响区整体硬度升高, 出现一个宽度大约为3000 μm的硬化层, 金相观察表明这一区域为母材的整个热影响区, 包括粗晶区、细晶区及部分相变区, 硬度超过380 HV, 说明Cr5Mo具有较强的淬火倾向, 但该硬化层在时效后消失. 熔合区金相观察结果(图1a)表明, 焊接过程中, Cr5Mo/A302接头中没有发生明显的C扩散.
图 1 焊态和时效Cr5Mo/A302异质焊接接头增碳层区域的OM像
Fig.1 OM images of carbon rich zones in Cr5Mo/ A302 dissimilar joints of as-weld (a) and after aging at 650 ℃ for 100 h (b), 257 h (c), 460 h (d) and 1160 h (e)
图2 焊态Cr5Mo/A302异质焊接接头熔合线附近的硬度分布
Fig.2 Hardness distribution near the fusion line (FL) of the as-weld Cr5Mo/A302 dissimilar joint
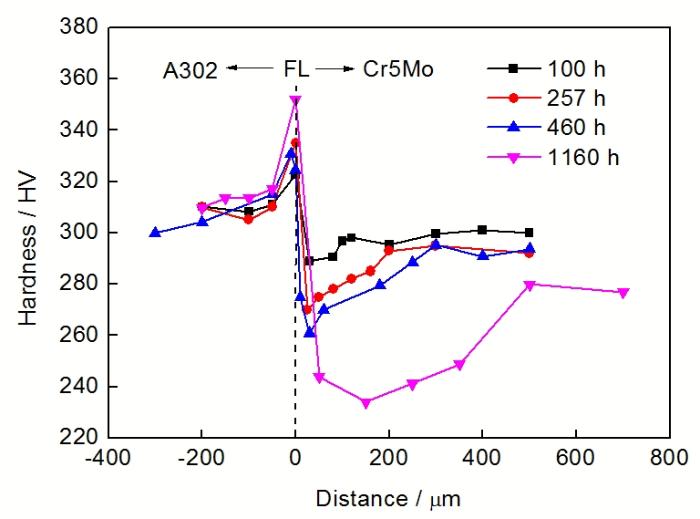
650 ℃下时效处理100~1160 h后, Cr5Mo/A302异质焊接接头熔合区附近硬度分布如图3所示. 由图可见, 时效处理后焊接接头中Cr5Mo母材一侧热影响区出现脱碳层, 硬度逐渐下降到230 HV左右, 宽度逐渐增加到约500 mm. 相应的焊缝一侧出现增碳层, 虽然宽度很窄,最宽约10 mm, 但是硬度提高到350 HV.
2.3 高温拉伸和持久实验
对Cr5Mo/A302异质焊接接头进行高温拉伸实验时, 试样断裂位置均在母材上. 未进行时效处理的焊态接头的抗拉强度s b =383 MPa, 屈服强度s 0.2 =211 MPa, 断后伸长率d =22.5%. 经过650 ℃, 257 h时效的焊接接头的抗拉强度s b =358 MPa, 屈服强度s 0.2 =200 MPa, 断后伸长率d =25.4%. 实验结果表明, 经过时效处理后, Cr5Mo/A302异质焊接接头强度略有下降, 塑性略有提高.
图3 时效处理后Cr5Mo/A302异质焊接接头熔合线附近的硬度分布
Fig.3 Hardness distribution near the FL of Cr5Mo/A302 dissimilar joints after aging for different times
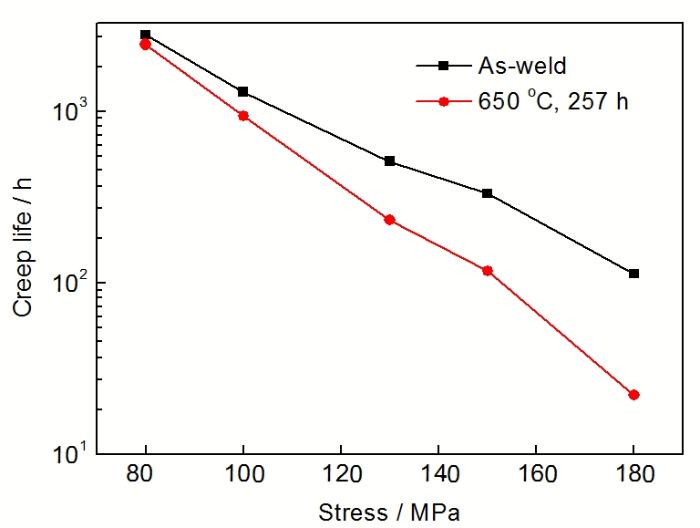
图4为焊态和650 ℃时效257 h后Cr5Mo/A302异质焊接接头在550 ℃, 不同应力水平下的持久寿命比较. 由图可见, 未进行时效处理的焊态异质焊接接头和时效处理后异质焊接接头在550 ℃, 180, 150, 130, 100和80 MPa条件下的恒载荷持久寿命分别为113, 331, 511, 1293, 2792 h和22, 117, 233, 933, 2445 h. 除180 MPa应力水平下, 2种状态的Cr5Mo/A302异质焊接接头试样的断裂位置在母材上以外, 其余试样均断在紧挨着熔合线的母材热影响区. 持久寿命数据表明, 在高应力水平下, 焊态的Cr5Mo/A302异质焊接接头寿命显著长于时效处理后的焊接接头寿命. 如180 MPa时, 焊态Cr5Mo/A302异质焊接接头持久寿命为时效接头持久寿命的5.14倍. 随着应力水平的下降, 2者寿命差距逐渐缩小, 当应力下降到80 MPa时, 2者寿命仅相差12.4%.
图4 焊态和650 ℃时效257 h后Cr5Mo/A302异质焊接接头在550 ℃, 不同应力状态下的持久寿命比较
Fig.4 Creep rupture life comparison of Cr5Mo/A302 dissimilar joints of as-weld and aging at 650 ℃ for 257 h
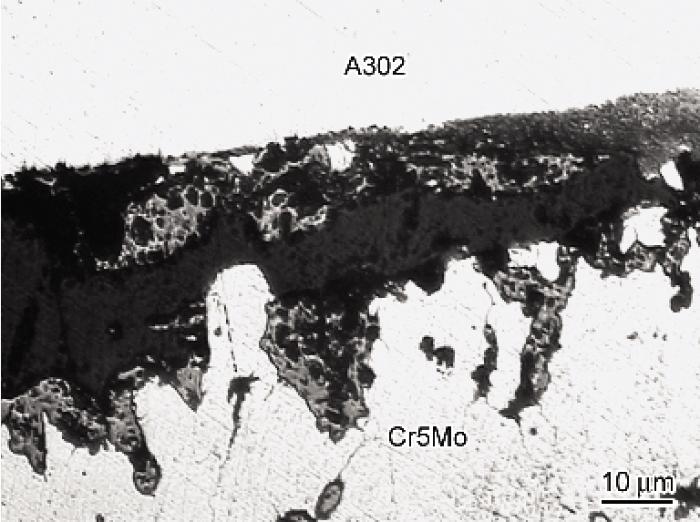
图5 焊态和650 ℃时效257 h后Cr5Mo/A302异质焊接接头在550 ℃, 100 MPa持久实验后的断裂形貌
Fig.5 Fracture morphologies of Cr5Mo/A302 dissimilar joints of as-weld (a) and aging at 650 ℃ for 257 h (b) after creep test at 550 ℃, 100 MPa
焊态和时效处理后Cr5Mo/A302异质焊接接头在550 ℃, 100 MPa实验条件下的断裂位置的OM像如图5所示. 由图可见, 断裂位置均处于脱碳层, 但断裂形态存在差异, 焊态焊接接头主裂纹平直, 而时效处理后焊接接头的主裂纹曲折, 并有较多蠕变裂纹与之交汇. 图5还显示, 在持久实验过程中, 实验前没有C迁移的焊态Cr5Mo/A302异质焊接接头也发生了C扩散, 增碳层宽度增加了约3.3 mm. 实验前已发生C扩散增碳层的时效态Cr5Mo/A302异质焊接接头试样增碳层宽度增速较慢, 仅增加了约2.3 mm.
3 分析讨论
3.1 C扩散的理论计算
为了进一步对C扩散进行研究, 并与实验结果比较, 利用Fick第二定律对Cr5Mo/A302焊接接头中的C扩散进行了数值分析. 异质焊接接头的C扩散为一维空间的非稳态扩散问题, Fick第二定律的表达式可写成[9 ] :
∂ c ( x , t ) ∂ t = ∂ ∂ x ( D ∂ c ( x , t ) ∂ x )
式中, c ( x , t ) 3 ; t为扩散时间, s; x为扩散距离, m; D为C在异质焊接接头中的扩散系数, m2 /s.
式(1)的误差函数解为:
c ( x , t ) = B 1 + B 2 e r f ( x 2 D b t ) ( x < 0 ) B 3 + B 4 e r f ( x 2 D w t ) ( x ≥ 0 )
式中, B1 , B2 , B3 , B4 为常数, Db 为C在母材中的扩散系数, m2 /s ; Dw 为在焊缝中的扩散系数, m2 /s. 据文献[12,22,23]确定, Dw =3.0935×10- 17 m2 /s, Db =3.0766×10- 18 m2 /s.
由于焊缝金属有一定宽度, 且熔合区宽度与焊缝金属宽度相比可以忽略, 故此焊接接头的扩散问题可以简化为扩散偶进行研究, 则有:
(1) 初始时刻, 即t=0时, 熔合线两侧的C含量分别为母材中C含量 c b c w
c ( x , t ) t = 0 = c b = 0.14 % ( x < 0 ) c w = 0.08 % ( x ≥ 0 )
(2) 在x= ∞
c ( x , t ) x = ∞ = c b = 0.14 % ( t > 0 ) c w = 0.08 % ( t > 0 )
(3) 当x=0时, 熔合线两侧C浓度分别为母材脱碳层最低C含量和焊缝增碳层中最高C含量:
c ( x , t ) x = 0 = c b m i n ( t > 0 ) c w m a x ( t > 0 )
式中, c b m i n c w m a x
此外, 根据熔合线处x=0 的两侧C的扩散通量相等和化学势相同, 有:
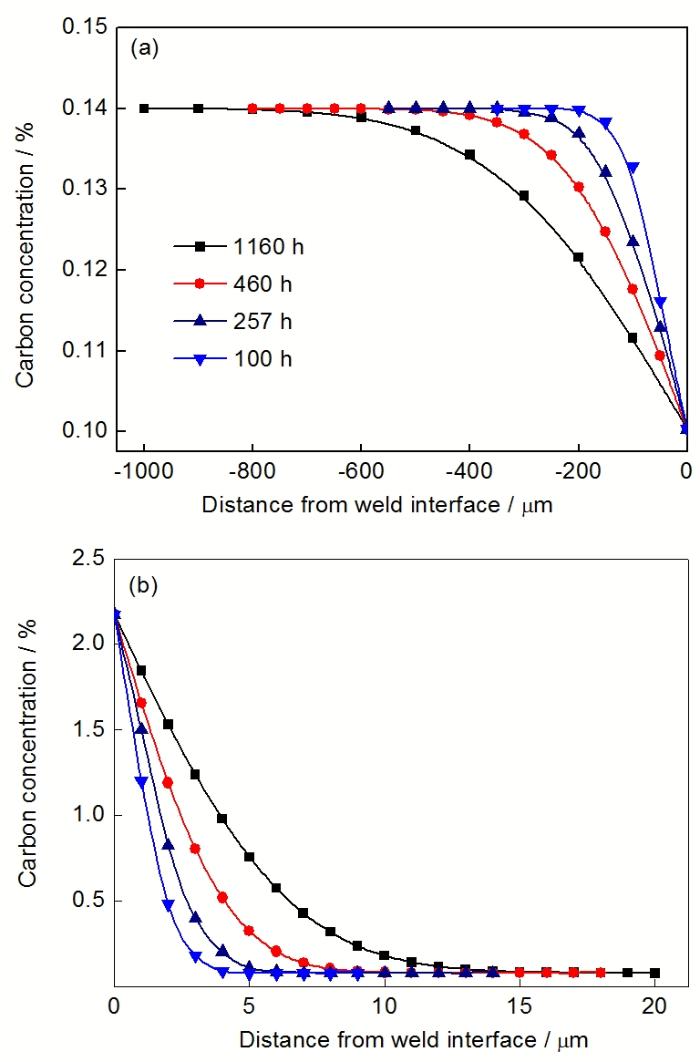
图 6 时效不同时间Cr5Mo/A302异质焊接接头中C浓度分布的理论计算结果
Fig.6 Calculated carbon concentration distribution based on Fick's law in base metal (a) and weld seam (b) of Cr5Mo/A302 dissimilar joints after aging at 650 ℃ for different times
J w = J b
μ w = μ b
J = - D ∂ c ∂ x
μ = μ 0 + k T l n ( f c C 0 )
式中, J为扩散通量, kg/(m2 ·s); Jw 为焊缝中的扩散通量, kg/(m2 ·s); Jb 为母材中的扩散通量, kg/(m2 ·s); μ μ 0 μ w μ b f c C 0
联合式(2)~(9), 可得常数B1 , B2 , B3 , B4 , 从而得到Cr5Mo/A302异质焊接接头熔合线两侧的C分布, 如图6所示. 由图可见, 母材侧的脱碳层和焊缝侧的增碳层的宽度都随着时效时间的延长而增加. 对比脱碳层和增碳层可以看出, 脱碳层的范围大, 最宽约600 μm, C含量变化较为平缓, 其最低C含量(0.10%)与Cr5Mo母材(0.14%)比, 相差不大; 增碳层范围最宽约10 μm, 但最高C含量(2.22%)比焊缝正常含C量(0.08%)提高了近30倍.
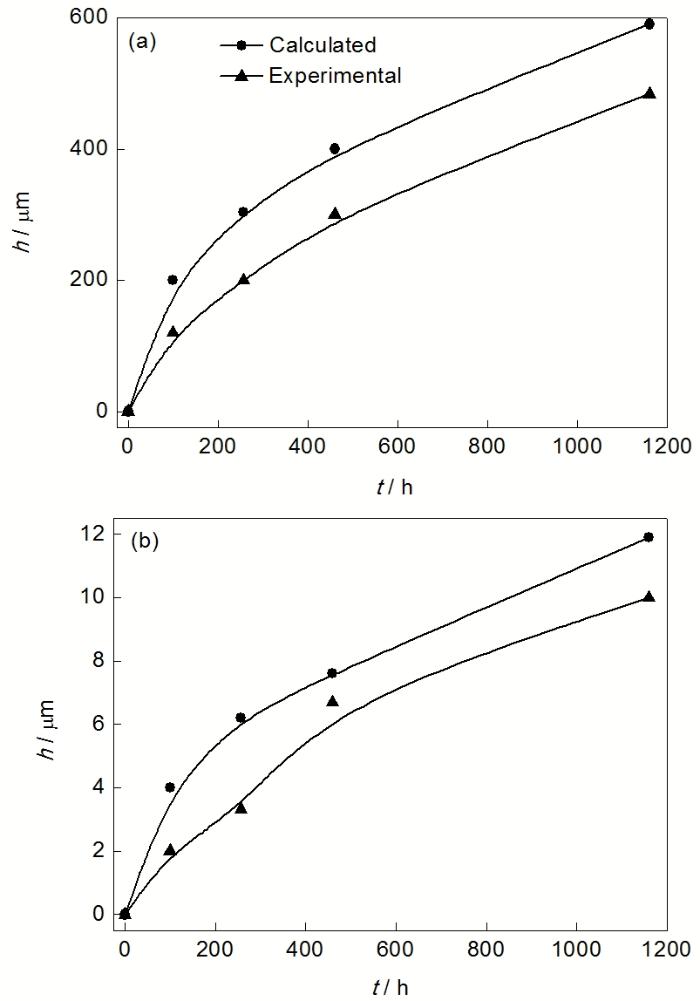
将拟合结果与脱碳层的微观硬度测量结果和增碳层的金相观察结果进行对比, 结果如图7所示. 可以看出, 实验测量的脱碳层和增碳层宽度分布规律与数值分析的结果比较接近.
3.2 C扩散对接头蠕变持久寿命影响的讨论
金属材料的高温蠕变损伤机理与应力水平密切相关. 高应力(>0.4s 0.2 ~0.5s 0.2 )时, 金属材料的高温蠕变损伤遵循塑性控制的损伤机理[24 ,25 ] . 碳化物作为金属材料中的高温强化相, 对位错运动起到阻碍作用, 从而提高蠕变强度[26 ] . 当异质焊接接头中形成脱碳区后, 由于碳化物的分解, 其对位错的阻碍作用大大降低, 在应力的作用下脱碳区更容易产生塑性变形, 最终在脱碳区首先发生断裂. 低应力(0.2s 0.2 ~0.4s 0.2 )时, 蠕变损伤为晶界蠕变孔洞形核控制的损伤机理[24 ,25 ,27 ,28 ] . 蠕变孔洞首先在晶界处形核、长大、聚集成微裂纹, 逐渐发展为宏观裂纹, 最终导致断裂. 在该机制主导的断裂过程中, 蠕变孔洞的形核、长大成为断裂的主要控制因素, 因此脱碳造成的蠕变强度降低对异质接头寿命的影响不如在塑性控制机制下显著, 宏观上表现为随着应力水平的降低, 焊态的异质接头和时效后异质接头蠕变寿命的差异越来越小.
图 7 在650 ℃时效不同时间后Cr5Mo/A302异质焊接接头脱碳层和增碳层宽度实验与理论计算结果比较
Fig.7 Comparison of decarburized zone (a) and carbon rich zone (b) widths between calculated and experimental results of Cr5Mo/A302 dissimilar joints after aging at 650 ℃ for different times (t—time, h—thickness)
时效处理后Cr5Mo/A302异质焊接接头在550 ℃, 80 MPa实验条件下的脱碳层中蠕变裂纹OM像如图8所示. 由图可见, 在低应力条件下, 脱碳层晶界位置出现大量蠕变孔洞, 裂纹沿孔洞扩展, 说明在80 MPa应力条件下, 蠕变孔洞形核、长大已成为Cr5Mo/A302异质焊接接头损伤的主导因素.
图8 在650 ℃时效257 h后Cr5Mo/A302异质焊接接头在550 ℃, 80 MPa持久实验后的断裂形貌
Fig.8 Fracture morphology of Cr5Mo/A302 dissimilar joint aging at 650 ℃ for 257 h after creep test at 550 ℃, 80 MPa
另外, 蠕变持久实验过程中时, 由于高温的作用, 异质接头中也会发生C扩散, 且应力水平越低, 实验时间越长, C扩散程度越高. 由于C扩散遵循抛物线规律, 可以设想, 当时间足够长, 两种接头中的C扩散程度越来越趋于一致, C扩散对异质接头造成的损伤也会逐渐趋于一致, 从而蠕变寿命趋于一致.
为定量表征已发生的C扩散对Cr5Mo/A302异质焊接接头寿命的影响, 并确定其影响与应力水平的函数关系, 定义C扩散影响因子S用以表征已发生的C迁移对接头寿命的影响程度:
S = l g T 0 - l g T d l g T 0
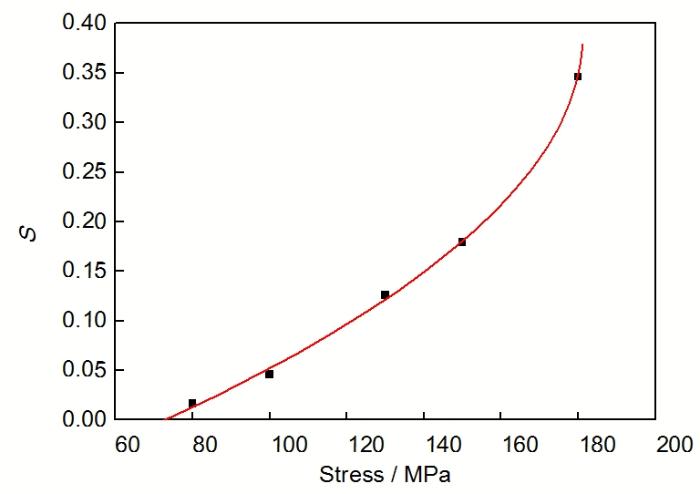
式中, T0 为一定应力水平下焊态接头的持久寿命, h; Td 为相同应力水平下时效处理后接头的持久寿命, h. S越小, 已发生的C扩散对接头寿命的影响越小, S=0时, 表明已发生的C扩散对接头寿命没有影响. C扩散影响因子S与应力s 的关系如图9所示. 可以看出, 随着应力s 的降低, C扩散影响因子S快速减小, 遵循二次函数关系, 其函数关系式为:
图9 应力与C扩散影响因子S的关系曲线
Fig.9 Relationship of stress and carbon diffusion impact factor S
σ = 72.9884 + 554.8882 × S - 710.4042 × S 2
由式(11)可得, 当S =0时, s =72.99 MPa, 即当应力下降到72.99 MPa (屈服强度的36%)时, 2种接头寿命相同, 也就意味着在此应力水平下, 时效处理造成的C扩散对接头持久寿命没有影响.
C扩散作为金属材料的损伤形式之一, 对材料性能会产生多大的影响, 需要在不同的条件下(如不同应力水平)加以评定, 否则会产生极大的误差.
4 结论
(1) Cr5Mo/A302异质焊接接头在高温下, C从母材向焊缝中扩散, 在熔合线靠近焊缝一侧出现增碳层, 同时在母材一侧出现脱碳层. 该种接头中的C扩散行为可用Fick第二定律的误差函数解进行计算, 与实测结果比较接近.
(2) 由于脱碳层中的C含量减少, 导致该区域抗塑性控制的蠕变断裂能力降低, C扩散对Cr5Mo/A302异质焊接接头高应力下的持久寿命影响较大, 会成倍缩短其持久寿命.
(3) 随着应力水平的降低, 由于断裂机理的改变, 接头中预先存在的C扩散对接头造成的损伤在整个断裂损伤中所占的比重逐渐降低, 焊态和时效态接头寿命的差异逐渐减小, 直至基本相同.
(4) 通过引入C扩散影响因子S表征了不同应力水平下Cr5Mo/A302接头对已经发生的C扩散的敏感程度. 焊接接头对已发生的C扩散的敏感程度随着应力的降低而减小, C扩散影响因子S与应力s 符合二次函数关系, 当应力水平下降到屈服强度的36%以下时, 已发生的C扩散对焊接接头的寿命没有影响.
参考文献
文献选项
[1]
Lundin C D Weld J , 1982 ; 61 : 58
[本文引用: 1]
[2]
Bhaduri A K Venkadesan S 1994 ; 58 : 251
[3]
Viswanathan R Nutting J Advanced Heat Resistant Steel for Power Generation. London : The University Press, Cambridge , 1999 : 84
[4]
Jiang Y Gong J M Tu S T 2004 ; 21 (7 ): 13
[本文引用: 1]
(姜 勇 , 巩建鸣 , 涂善东 . 压力容器 , 2004 ; 21 (7 ): 13 )
[本文引用: 1]
[5]
Gong J M Jiang Y Tu S T Acta Metall Sin (Engl Lett ), 2004 ; 17 : 560
[6]
Murti K G K , Sunderesan S Weld J , 1985 ; 64 : 327
[7]
Klueh R L King J F Weld J , 1980 ; 61 : 302
[8]
Lundin C D Khan K K Yang D WRC Bull , 1995 ; 407 : 1
[本文引用: 1]
[9]
Hillert M translated by Lai H Y,Liu G X . Beijing : Metallurgical Industry Press , 1984 : 58
[本文引用: 2]
(Hillert M著 ,赖和怡 ,刘国勋 译 . 合金扩散和热力学 . 北京 : 冶金工业出版社 , 1984 : 58 )
[本文引用: 2]
[10]
Li Y J Zou Z D Zhou B Mater Sci Technol , 2001 ; 17 : 338
[11]
Huang M L Wang L Metall Mater Trans , 1998 ; 29A : 3037
[12]
Huang M L Wang L Ya S J Wang F G Yu C Z Acta Metall Sin , 2000 ; 36 : 902
[本文引用: 2]
(黄明亮 , 王 来 , 亚生江 , 王富岗 , 于承志 . 金属学报 , 2000 ; 36 : 902 )
[本文引用: 2]
[13]
Chen B L Base of Metal Weldability. Beijing : China Machine Press , 1982 : 106
[本文引用: 1]
(陈伯蠡 . 金属焊接性基础. 北京 : 机械工业出版社 , 1982 : 106 )
[本文引用: 1]
[14]
Pan C Zhang Z Mater Charact , 1994 ; 33 : 87
[本文引用: 1]
[15]
Pan C Zhang Z Mater Charact , 1996 ; 36 : 5
[16]
Pan C X Dissimilar Metal Welding—Microstructure Characteristic and Transformation Mechanism. Beijing : China Communications Press , 2000 : 55
[本文引用: 1]
(潘春旭 . 异种金属焊接—显微结构特征及其转变机理. 北京 : 人民交通出版社 , 2000 : 55 )
[本文引用: 1]
[17]
Li M S 1998 ; 15 (4 ): 11
[本文引用: 1]
(李萌盛 . 压力容器 , 1998 ; 15 (4 ): 11 )
[本文引用: 1]
[18]
Fu J S Wang Z N J Ningxia Univ (Nat Sci ), 2004 ; 25 (2 ): 317
[本文引用: 1]
(付景山 , 王治宁 . 宁夏大学学报(自然科学版 ), 2004 ; 25 (2 ): 317 )
[本文引用: 1]
[19]
Li D Y Lou J X Wang X Y Zhang J Xie T N J Shenyang Univ Technol , 2012 ; 34 (5 ): 491
[本文引用: 1]
(李德元 , 娄建新 , 王晓宇 , 张 晶 , 谢天男 . 沈阳工业大学学报 , 2012 ; 34 (5 ): 491 )
[本文引用: 1]
[20]
Shi C Y Xue J R Yu Q Z Li Q Yu F Guo Y Trans China Weld Inst , 1999 ; 20 (4 ): 258
[本文引用: 1]
(史春元 , 薛继仁 , 于启湛 , 李 亓 , 于 凤 , 郭 勇 . 焊接学报 , 1999 ; 20 (4 ): 258 )
[本文引用: 1]
[21]
Yang H J Shi G Zhang Y L Lu W G Cao S Trans China Weld Inst , 2001 ; 22 (4 ): 77
[本文引用: 1]
(杨厚君 , 石 岗 , 章应霖 , 吕文广 , 曹 晟 . 焊接学报 , 2001 ; 22 (4 ): 77 )
[本文引用: 1]
[22]
Lundin C D Khan K K WRC Bull , 1995 ; 405 : 62
[23]
Ni R C Zhu F W Acta Metall Sin , 1978 ; 14 : 97
(倪瑞澄 , 朱逢吾 . 金属学报 , 1978 ; 14 : 97 )
[24]
Parker J D Parsons A W J . Int J Pressure Vessel Piping , 1995 ; 63 : 45
[本文引用: 2]
[25]
Parker J D Int J Pressure Vessel Piping , 1995 ; 63 : 55
[本文引用: 2]
[26]
Tu S D High Temperature Structural Integrity. Beijing : Science Press , 2003 : 56
[本文引用: 1]
(涂善东 . 高温结构完整性原理 . 北京 : 科学出版社 , 2003 : 56 )
[本文引用: 1]
[27]
Dobrzanski J J Mater Process Technol , 2004 ; 157 : 297
[本文引用: 1]
[28]
Dobrzanski J Zielinski A Sroka M J Achive Mater Manuf Eng , 2009 ; 32 : 142
[本文引用: 1]
1
1982
... Cr-Mo耐热钢具有良好的蠕变强度、抗氧化性以及经济性, 被大量用于制造火电、核电以及石化等行业的高温装备. 出于经济性及施工方便的考虑, Cr-Mo耐热钢的焊接常使用奥氏体不锈钢焊条, 如A302焊条. 该焊接工艺焊前无需预热, 焊后无需热处理, 不但降低能源消耗和成本, 还为大型设备的现场安装带来便利. 但在实际高温服役过程中, C元素会从合金元素含量低的一侧(一般为母材)向合金元素高的一侧(一般为焊缝)扩散, 影响接头使用性能. 研究[1 -8 ] 表明, C扩散导致高温蠕变持久寿命下降, 引起早期失效, 蠕变开裂位置主要集中在脱碳层. 异质焊接接头中的C扩散是一种多组元体系的扩散, 其驱动力是熔合界面两侧C的化学势梯度, 在化学势梯度的驱动下, C将从活度大的一侧向活度小的一侧扩散. C的有效活度受到C, Cr, Ni, Mn, Mo和Ti等合金元素的综合影响[9 -12 ] . 在异质焊接接头中, 由于C在a -Fe中的扩散能力比在g -Fe中大得多(在910 ℃时大39倍, 在755 ℃中大126倍, 在500 ℃大835倍[13 ] ), C很难向奥氏体焊缝中做长程扩散. 因此, C主要分布在焊缝中靠近熔合线的马氏体(M)区或者类马氏体(M-L)区[14 -16 ] , 且遵循抛物线规律[4 ,17 ] . 研究人员[12 ,18 ,19 ] 利用Fick定律的误差函数解对C扩散行为进行了计算分析, 与实验结果基本吻合, 史春元等[20 ] 和杨厚君等[21 ] 分别运用非线性回归和有限差分法对C扩散行为进行了计算分析, 也都与实验结果趋势一致. 然而, 关于已发生一定程度C扩散后接头寿命与新接头寿命的比较以及寿命的差异与应力水平关系尚未见报道. ...
1
2004
... Cr-Mo耐热钢具有良好的蠕变强度、抗氧化性以及经济性, 被大量用于制造火电、核电以及石化等行业的高温装备. 出于经济性及施工方便的考虑, Cr-Mo耐热钢的焊接常使用奥氏体不锈钢焊条, 如A302焊条. 该焊接工艺焊前无需预热, 焊后无需热处理, 不但降低能源消耗和成本, 还为大型设备的现场安装带来便利. 但在实际高温服役过程中, C元素会从合金元素含量低的一侧(一般为母材)向合金元素高的一侧(一般为焊缝)扩散, 影响接头使用性能. 研究[1 -8 ] 表明, C扩散导致高温蠕变持久寿命下降, 引起早期失效, 蠕变开裂位置主要集中在脱碳层. 异质焊接接头中的C扩散是一种多组元体系的扩散, 其驱动力是熔合界面两侧C的化学势梯度, 在化学势梯度的驱动下, C将从活度大的一侧向活度小的一侧扩散. C的有效活度受到C, Cr, Ni, Mn, Mo和Ti等合金元素的综合影响[9 -12 ] . 在异质焊接接头中, 由于C在a -Fe中的扩散能力比在g -Fe中大得多(在910 ℃时大39倍, 在755 ℃中大126倍, 在500 ℃大835倍[13 ] ), C很难向奥氏体焊缝中做长程扩散. 因此, C主要分布在焊缝中靠近熔合线的马氏体(M)区或者类马氏体(M-L)区[14 -16 ] , 且遵循抛物线规律[4 ,17 ] . 研究人员[12 ,18 ,19 ] 利用Fick定律的误差函数解对C扩散行为进行了计算分析, 与实验结果基本吻合, 史春元等[20 ] 和杨厚君等[21 ] 分别运用非线性回归和有限差分法对C扩散行为进行了计算分析, 也都与实验结果趋势一致. 然而, 关于已发生一定程度C扩散后接头寿命与新接头寿命的比较以及寿命的差异与应力水平关系尚未见报道. ...
1
2004
... Cr-Mo耐热钢具有良好的蠕变强度、抗氧化性以及经济性, 被大量用于制造火电、核电以及石化等行业的高温装备. 出于经济性及施工方便的考虑, Cr-Mo耐热钢的焊接常使用奥氏体不锈钢焊条, 如A302焊条. 该焊接工艺焊前无需预热, 焊后无需热处理, 不但降低能源消耗和成本, 还为大型设备的现场安装带来便利. 但在实际高温服役过程中, C元素会从合金元素含量低的一侧(一般为母材)向合金元素高的一侧(一般为焊缝)扩散, 影响接头使用性能. 研究[1 -8 ] 表明, C扩散导致高温蠕变持久寿命下降, 引起早期失效, 蠕变开裂位置主要集中在脱碳层. 异质焊接接头中的C扩散是一种多组元体系的扩散, 其驱动力是熔合界面两侧C的化学势梯度, 在化学势梯度的驱动下, C将从活度大的一侧向活度小的一侧扩散. C的有效活度受到C, Cr, Ni, Mn, Mo和Ti等合金元素的综合影响[9 -12 ] . 在异质焊接接头中, 由于C在a -Fe中的扩散能力比在g -Fe中大得多(在910 ℃时大39倍, 在755 ℃中大126倍, 在500 ℃大835倍[13 ] ), C很难向奥氏体焊缝中做长程扩散. 因此, C主要分布在焊缝中靠近熔合线的马氏体(M)区或者类马氏体(M-L)区[14 -16 ] , 且遵循抛物线规律[4 ,17 ] . 研究人员[12 ,18 ,19 ] 利用Fick定律的误差函数解对C扩散行为进行了计算分析, 与实验结果基本吻合, 史春元等[20 ] 和杨厚君等[21 ] 分别运用非线性回归和有限差分法对C扩散行为进行了计算分析, 也都与实验结果趋势一致. 然而, 关于已发生一定程度C扩散后接头寿命与新接头寿命的比较以及寿命的差异与应力水平关系尚未见报道. ...
1
1995
... Cr-Mo耐热钢具有良好的蠕变强度、抗氧化性以及经济性, 被大量用于制造火电、核电以及石化等行业的高温装备. 出于经济性及施工方便的考虑, Cr-Mo耐热钢的焊接常使用奥氏体不锈钢焊条, 如A302焊条. 该焊接工艺焊前无需预热, 焊后无需热处理, 不但降低能源消耗和成本, 还为大型设备的现场安装带来便利. 但在实际高温服役过程中, C元素会从合金元素含量低的一侧(一般为母材)向合金元素高的一侧(一般为焊缝)扩散, 影响接头使用性能. 研究[1 -8 ] 表明, C扩散导致高温蠕变持久寿命下降, 引起早期失效, 蠕变开裂位置主要集中在脱碳层. 异质焊接接头中的C扩散是一种多组元体系的扩散, 其驱动力是熔合界面两侧C的化学势梯度, 在化学势梯度的驱动下, C将从活度大的一侧向活度小的一侧扩散. C的有效活度受到C, Cr, Ni, Mn, Mo和Ti等合金元素的综合影响[9 -12 ] . 在异质焊接接头中, 由于C在a -Fe中的扩散能力比在g -Fe中大得多(在910 ℃时大39倍, 在755 ℃中大126倍, 在500 ℃大835倍[13 ] ), C很难向奥氏体焊缝中做长程扩散. 因此, C主要分布在焊缝中靠近熔合线的马氏体(M)区或者类马氏体(M-L)区[14 -16 ] , 且遵循抛物线规律[4 ,17 ] . 研究人员[12 ,18 ,19 ] 利用Fick定律的误差函数解对C扩散行为进行了计算分析, 与实验结果基本吻合, 史春元等[20 ] 和杨厚君等[21 ] 分别运用非线性回归和有限差分法对C扩散行为进行了计算分析, 也都与实验结果趋势一致. 然而, 关于已发生一定程度C扩散后接头寿命与新接头寿命的比较以及寿命的差异与应力水平关系尚未见报道. ...
2
1984
... Cr-Mo耐热钢具有良好的蠕变强度、抗氧化性以及经济性, 被大量用于制造火电、核电以及石化等行业的高温装备. 出于经济性及施工方便的考虑, Cr-Mo耐热钢的焊接常使用奥氏体不锈钢焊条, 如A302焊条. 该焊接工艺焊前无需预热, 焊后无需热处理, 不但降低能源消耗和成本, 还为大型设备的现场安装带来便利. 但在实际高温服役过程中, C元素会从合金元素含量低的一侧(一般为母材)向合金元素高的一侧(一般为焊缝)扩散, 影响接头使用性能. 研究[1 -8 ] 表明, C扩散导致高温蠕变持久寿命下降, 引起早期失效, 蠕变开裂位置主要集中在脱碳层. 异质焊接接头中的C扩散是一种多组元体系的扩散, 其驱动力是熔合界面两侧C的化学势梯度, 在化学势梯度的驱动下, C将从活度大的一侧向活度小的一侧扩散. C的有效活度受到C, Cr, Ni, Mn, Mo和Ti等合金元素的综合影响[9 -12 ] . 在异质焊接接头中, 由于C在a -Fe中的扩散能力比在g -Fe中大得多(在910 ℃时大39倍, 在755 ℃中大126倍, 在500 ℃大835倍[13 ] ), C很难向奥氏体焊缝中做长程扩散. 因此, C主要分布在焊缝中靠近熔合线的马氏体(M)区或者类马氏体(M-L)区[14 -16 ] , 且遵循抛物线规律[4 ,17 ] . 研究人员[12 ,18 ,19 ] 利用Fick定律的误差函数解对C扩散行为进行了计算分析, 与实验结果基本吻合, 史春元等[20 ] 和杨厚君等[21 ] 分别运用非线性回归和有限差分法对C扩散行为进行了计算分析, 也都与实验结果趋势一致. 然而, 关于已发生一定程度C扩散后接头寿命与新接头寿命的比较以及寿命的差异与应力水平关系尚未见报道. ...
... 为了进一步对C扩散进行研究, 并与实验结果比较, 利用Fick第二定律对Cr5Mo/A302焊接接头中的C扩散进行了数值分析. 异质焊接接头的C扩散为一维空间的非稳态扩散问题, Fick第二定律的表达式可写成[9 ] : ...
2
1984
... Cr-Mo耐热钢具有良好的蠕变强度、抗氧化性以及经济性, 被大量用于制造火电、核电以及石化等行业的高温装备. 出于经济性及施工方便的考虑, Cr-Mo耐热钢的焊接常使用奥氏体不锈钢焊条, 如A302焊条. 该焊接工艺焊前无需预热, 焊后无需热处理, 不但降低能源消耗和成本, 还为大型设备的现场安装带来便利. 但在实际高温服役过程中, C元素会从合金元素含量低的一侧(一般为母材)向合金元素高的一侧(一般为焊缝)扩散, 影响接头使用性能. 研究[1 -8 ] 表明, C扩散导致高温蠕变持久寿命下降, 引起早期失效, 蠕变开裂位置主要集中在脱碳层. 异质焊接接头中的C扩散是一种多组元体系的扩散, 其驱动力是熔合界面两侧C的化学势梯度, 在化学势梯度的驱动下, C将从活度大的一侧向活度小的一侧扩散. C的有效活度受到C, Cr, Ni, Mn, Mo和Ti等合金元素的综合影响[9 -12 ] . 在异质焊接接头中, 由于C在a -Fe中的扩散能力比在g -Fe中大得多(在910 ℃时大39倍, 在755 ℃中大126倍, 在500 ℃大835倍[13 ] ), C很难向奥氏体焊缝中做长程扩散. 因此, C主要分布在焊缝中靠近熔合线的马氏体(M)区或者类马氏体(M-L)区[14 -16 ] , 且遵循抛物线规律[4 ,17 ] . 研究人员[12 ,18 ,19 ] 利用Fick定律的误差函数解对C扩散行为进行了计算分析, 与实验结果基本吻合, 史春元等[20 ] 和杨厚君等[21 ] 分别运用非线性回归和有限差分法对C扩散行为进行了计算分析, 也都与实验结果趋势一致. 然而, 关于已发生一定程度C扩散后接头寿命与新接头寿命的比较以及寿命的差异与应力水平关系尚未见报道. ...
... 为了进一步对C扩散进行研究, 并与实验结果比较, 利用Fick第二定律对Cr5Mo/A302焊接接头中的C扩散进行了数值分析. 异质焊接接头的C扩散为一维空间的非稳态扩散问题, Fick第二定律的表达式可写成[9 ] : ...
2
2000
... Cr-Mo耐热钢具有良好的蠕变强度、抗氧化性以及经济性, 被大量用于制造火电、核电以及石化等行业的高温装备. 出于经济性及施工方便的考虑, Cr-Mo耐热钢的焊接常使用奥氏体不锈钢焊条, 如A302焊条. 该焊接工艺焊前无需预热, 焊后无需热处理, 不但降低能源消耗和成本, 还为大型设备的现场安装带来便利. 但在实际高温服役过程中, C元素会从合金元素含量低的一侧(一般为母材)向合金元素高的一侧(一般为焊缝)扩散, 影响接头使用性能. 研究[1 -8 ] 表明, C扩散导致高温蠕变持久寿命下降, 引起早期失效, 蠕变开裂位置主要集中在脱碳层. 异质焊接接头中的C扩散是一种多组元体系的扩散, 其驱动力是熔合界面两侧C的化学势梯度, 在化学势梯度的驱动下, C将从活度大的一侧向活度小的一侧扩散. C的有效活度受到C, Cr, Ni, Mn, Mo和Ti等合金元素的综合影响[9 -12 ] . 在异质焊接接头中, 由于C在a -Fe中的扩散能力比在g -Fe中大得多(在910 ℃时大39倍, 在755 ℃中大126倍, 在500 ℃大835倍[13 ] ), C很难向奥氏体焊缝中做长程扩散. 因此, C主要分布在焊缝中靠近熔合线的马氏体(M)区或者类马氏体(M-L)区[14 -16 ] , 且遵循抛物线规律[4 ,17 ] . 研究人员[12 ,18 ,19 ] 利用Fick定律的误差函数解对C扩散行为进行了计算分析, 与实验结果基本吻合, 史春元等[20 ] 和杨厚君等[21 ] 分别运用非线性回归和有限差分法对C扩散行为进行了计算分析, 也都与实验结果趋势一致. 然而, 关于已发生一定程度C扩散后接头寿命与新接头寿命的比较以及寿命的差异与应力水平关系尚未见报道. ...
... [12 ,18 ,19 ]利用Fick定律的误差函数解对C扩散行为进行了计算分析, 与实验结果基本吻合, 史春元等[20 ] 和杨厚君等[21 ] 分别运用非线性回归和有限差分法对C扩散行为进行了计算分析, 也都与实验结果趋势一致. 然而, 关于已发生一定程度C扩散后接头寿命与新接头寿命的比较以及寿命的差异与应力水平关系尚未见报道. ...
2
2000
... Cr-Mo耐热钢具有良好的蠕变强度、抗氧化性以及经济性, 被大量用于制造火电、核电以及石化等行业的高温装备. 出于经济性及施工方便的考虑, Cr-Mo耐热钢的焊接常使用奥氏体不锈钢焊条, 如A302焊条. 该焊接工艺焊前无需预热, 焊后无需热处理, 不但降低能源消耗和成本, 还为大型设备的现场安装带来便利. 但在实际高温服役过程中, C元素会从合金元素含量低的一侧(一般为母材)向合金元素高的一侧(一般为焊缝)扩散, 影响接头使用性能. 研究[1 -8 ] 表明, C扩散导致高温蠕变持久寿命下降, 引起早期失效, 蠕变开裂位置主要集中在脱碳层. 异质焊接接头中的C扩散是一种多组元体系的扩散, 其驱动力是熔合界面两侧C的化学势梯度, 在化学势梯度的驱动下, C将从活度大的一侧向活度小的一侧扩散. C的有效活度受到C, Cr, Ni, Mn, Mo和Ti等合金元素的综合影响[9 -12 ] . 在异质焊接接头中, 由于C在a -Fe中的扩散能力比在g -Fe中大得多(在910 ℃时大39倍, 在755 ℃中大126倍, 在500 ℃大835倍[13 ] ), C很难向奥氏体焊缝中做长程扩散. 因此, C主要分布在焊缝中靠近熔合线的马氏体(M)区或者类马氏体(M-L)区[14 -16 ] , 且遵循抛物线规律[4 ,17 ] . 研究人员[12 ,18 ,19 ] 利用Fick定律的误差函数解对C扩散行为进行了计算分析, 与实验结果基本吻合, 史春元等[20 ] 和杨厚君等[21 ] 分别运用非线性回归和有限差分法对C扩散行为进行了计算分析, 也都与实验结果趋势一致. 然而, 关于已发生一定程度C扩散后接头寿命与新接头寿命的比较以及寿命的差异与应力水平关系尚未见报道. ...
... [12 ,18 ,19 ]利用Fick定律的误差函数解对C扩散行为进行了计算分析, 与实验结果基本吻合, 史春元等[20 ] 和杨厚君等[21 ] 分别运用非线性回归和有限差分法对C扩散行为进行了计算分析, 也都与实验结果趋势一致. 然而, 关于已发生一定程度C扩散后接头寿命与新接头寿命的比较以及寿命的差异与应力水平关系尚未见报道. ...
1
1982
... Cr-Mo耐热钢具有良好的蠕变强度、抗氧化性以及经济性, 被大量用于制造火电、核电以及石化等行业的高温装备. 出于经济性及施工方便的考虑, Cr-Mo耐热钢的焊接常使用奥氏体不锈钢焊条, 如A302焊条. 该焊接工艺焊前无需预热, 焊后无需热处理, 不但降低能源消耗和成本, 还为大型设备的现场安装带来便利. 但在实际高温服役过程中, C元素会从合金元素含量低的一侧(一般为母材)向合金元素高的一侧(一般为焊缝)扩散, 影响接头使用性能. 研究[1 -8 ] 表明, C扩散导致高温蠕变持久寿命下降, 引起早期失效, 蠕变开裂位置主要集中在脱碳层. 异质焊接接头中的C扩散是一种多组元体系的扩散, 其驱动力是熔合界面两侧C的化学势梯度, 在化学势梯度的驱动下, C将从活度大的一侧向活度小的一侧扩散. C的有效活度受到C, Cr, Ni, Mn, Mo和Ti等合金元素的综合影响[9 -12 ] . 在异质焊接接头中, 由于C在a -Fe中的扩散能力比在g -Fe中大得多(在910 ℃时大39倍, 在755 ℃中大126倍, 在500 ℃大835倍[13 ] ), C很难向奥氏体焊缝中做长程扩散. 因此, C主要分布在焊缝中靠近熔合线的马氏体(M)区或者类马氏体(M-L)区[14 -16 ] , 且遵循抛物线规律[4 ,17 ] . 研究人员[12 ,18 ,19 ] 利用Fick定律的误差函数解对C扩散行为进行了计算分析, 与实验结果基本吻合, 史春元等[20 ] 和杨厚君等[21 ] 分别运用非线性回归和有限差分法对C扩散行为进行了计算分析, 也都与实验结果趋势一致. 然而, 关于已发生一定程度C扩散后接头寿命与新接头寿命的比较以及寿命的差异与应力水平关系尚未见报道. ...
1
1982
... Cr-Mo耐热钢具有良好的蠕变强度、抗氧化性以及经济性, 被大量用于制造火电、核电以及石化等行业的高温装备. 出于经济性及施工方便的考虑, Cr-Mo耐热钢的焊接常使用奥氏体不锈钢焊条, 如A302焊条. 该焊接工艺焊前无需预热, 焊后无需热处理, 不但降低能源消耗和成本, 还为大型设备的现场安装带来便利. 但在实际高温服役过程中, C元素会从合金元素含量低的一侧(一般为母材)向合金元素高的一侧(一般为焊缝)扩散, 影响接头使用性能. 研究[1 -8 ] 表明, C扩散导致高温蠕变持久寿命下降, 引起早期失效, 蠕变开裂位置主要集中在脱碳层. 异质焊接接头中的C扩散是一种多组元体系的扩散, 其驱动力是熔合界面两侧C的化学势梯度, 在化学势梯度的驱动下, C将从活度大的一侧向活度小的一侧扩散. C的有效活度受到C, Cr, Ni, Mn, Mo和Ti等合金元素的综合影响[9 -12 ] . 在异质焊接接头中, 由于C在a -Fe中的扩散能力比在g -Fe中大得多(在910 ℃时大39倍, 在755 ℃中大126倍, 在500 ℃大835倍[13 ] ), C很难向奥氏体焊缝中做长程扩散. 因此, C主要分布在焊缝中靠近熔合线的马氏体(M)区或者类马氏体(M-L)区[14 -16 ] , 且遵循抛物线规律[4 ,17 ] . 研究人员[12 ,18 ,19 ] 利用Fick定律的误差函数解对C扩散行为进行了计算分析, 与实验结果基本吻合, 史春元等[20 ] 和杨厚君等[21 ] 分别运用非线性回归和有限差分法对C扩散行为进行了计算分析, 也都与实验结果趋势一致. 然而, 关于已发生一定程度C扩散后接头寿命与新接头寿命的比较以及寿命的差异与应力水平关系尚未见报道. ...
1
1994
... Cr-Mo耐热钢具有良好的蠕变强度、抗氧化性以及经济性, 被大量用于制造火电、核电以及石化等行业的高温装备. 出于经济性及施工方便的考虑, Cr-Mo耐热钢的焊接常使用奥氏体不锈钢焊条, 如A302焊条. 该焊接工艺焊前无需预热, 焊后无需热处理, 不但降低能源消耗和成本, 还为大型设备的现场安装带来便利. 但在实际高温服役过程中, C元素会从合金元素含量低的一侧(一般为母材)向合金元素高的一侧(一般为焊缝)扩散, 影响接头使用性能. 研究[1 -8 ] 表明, C扩散导致高温蠕变持久寿命下降, 引起早期失效, 蠕变开裂位置主要集中在脱碳层. 异质焊接接头中的C扩散是一种多组元体系的扩散, 其驱动力是熔合界面两侧C的化学势梯度, 在化学势梯度的驱动下, C将从活度大的一侧向活度小的一侧扩散. C的有效活度受到C, Cr, Ni, Mn, Mo和Ti等合金元素的综合影响[9 -12 ] . 在异质焊接接头中, 由于C在a -Fe中的扩散能力比在g -Fe中大得多(在910 ℃时大39倍, 在755 ℃中大126倍, 在500 ℃大835倍[13 ] ), C很难向奥氏体焊缝中做长程扩散. 因此, C主要分布在焊缝中靠近熔合线的马氏体(M)区或者类马氏体(M-L)区[14 -16 ] , 且遵循抛物线规律[4 ,17 ] . 研究人员[12 ,18 ,19 ] 利用Fick定律的误差函数解对C扩散行为进行了计算分析, 与实验结果基本吻合, 史春元等[20 ] 和杨厚君等[21 ] 分别运用非线性回归和有限差分法对C扩散行为进行了计算分析, 也都与实验结果趋势一致. 然而, 关于已发生一定程度C扩散后接头寿命与新接头寿命的比较以及寿命的差异与应力水平关系尚未见报道. ...
1
2000
... Cr-Mo耐热钢具有良好的蠕变强度、抗氧化性以及经济性, 被大量用于制造火电、核电以及石化等行业的高温装备. 出于经济性及施工方便的考虑, Cr-Mo耐热钢的焊接常使用奥氏体不锈钢焊条, 如A302焊条. 该焊接工艺焊前无需预热, 焊后无需热处理, 不但降低能源消耗和成本, 还为大型设备的现场安装带来便利. 但在实际高温服役过程中, C元素会从合金元素含量低的一侧(一般为母材)向合金元素高的一侧(一般为焊缝)扩散, 影响接头使用性能. 研究[1 -8 ] 表明, C扩散导致高温蠕变持久寿命下降, 引起早期失效, 蠕变开裂位置主要集中在脱碳层. 异质焊接接头中的C扩散是一种多组元体系的扩散, 其驱动力是熔合界面两侧C的化学势梯度, 在化学势梯度的驱动下, C将从活度大的一侧向活度小的一侧扩散. C的有效活度受到C, Cr, Ni, Mn, Mo和Ti等合金元素的综合影响[9 -12 ] . 在异质焊接接头中, 由于C在a -Fe中的扩散能力比在g -Fe中大得多(在910 ℃时大39倍, 在755 ℃中大126倍, 在500 ℃大835倍[13 ] ), C很难向奥氏体焊缝中做长程扩散. 因此, C主要分布在焊缝中靠近熔合线的马氏体(M)区或者类马氏体(M-L)区[14 -16 ] , 且遵循抛物线规律[4 ,17 ] . 研究人员[12 ,18 ,19 ] 利用Fick定律的误差函数解对C扩散行为进行了计算分析, 与实验结果基本吻合, 史春元等[20 ] 和杨厚君等[21 ] 分别运用非线性回归和有限差分法对C扩散行为进行了计算分析, 也都与实验结果趋势一致. 然而, 关于已发生一定程度C扩散后接头寿命与新接头寿命的比较以及寿命的差异与应力水平关系尚未见报道. ...
1
2000
... Cr-Mo耐热钢具有良好的蠕变强度、抗氧化性以及经济性, 被大量用于制造火电、核电以及石化等行业的高温装备. 出于经济性及施工方便的考虑, Cr-Mo耐热钢的焊接常使用奥氏体不锈钢焊条, 如A302焊条. 该焊接工艺焊前无需预热, 焊后无需热处理, 不但降低能源消耗和成本, 还为大型设备的现场安装带来便利. 但在实际高温服役过程中, C元素会从合金元素含量低的一侧(一般为母材)向合金元素高的一侧(一般为焊缝)扩散, 影响接头使用性能. 研究[1 -8 ] 表明, C扩散导致高温蠕变持久寿命下降, 引起早期失效, 蠕变开裂位置主要集中在脱碳层. 异质焊接接头中的C扩散是一种多组元体系的扩散, 其驱动力是熔合界面两侧C的化学势梯度, 在化学势梯度的驱动下, C将从活度大的一侧向活度小的一侧扩散. C的有效活度受到C, Cr, Ni, Mn, Mo和Ti等合金元素的综合影响[9 -12 ] . 在异质焊接接头中, 由于C在a -Fe中的扩散能力比在g -Fe中大得多(在910 ℃时大39倍, 在755 ℃中大126倍, 在500 ℃大835倍[13 ] ), C很难向奥氏体焊缝中做长程扩散. 因此, C主要分布在焊缝中靠近熔合线的马氏体(M)区或者类马氏体(M-L)区[14 -16 ] , 且遵循抛物线规律[4 ,17 ] . 研究人员[12 ,18 ,19 ] 利用Fick定律的误差函数解对C扩散行为进行了计算分析, 与实验结果基本吻合, 史春元等[20 ] 和杨厚君等[21 ] 分别运用非线性回归和有限差分法对C扩散行为进行了计算分析, 也都与实验结果趋势一致. 然而, 关于已发生一定程度C扩散后接头寿命与新接头寿命的比较以及寿命的差异与应力水平关系尚未见报道. ...
1
1998
... Cr-Mo耐热钢具有良好的蠕变强度、抗氧化性以及经济性, 被大量用于制造火电、核电以及石化等行业的高温装备. 出于经济性及施工方便的考虑, Cr-Mo耐热钢的焊接常使用奥氏体不锈钢焊条, 如A302焊条. 该焊接工艺焊前无需预热, 焊后无需热处理, 不但降低能源消耗和成本, 还为大型设备的现场安装带来便利. 但在实际高温服役过程中, C元素会从合金元素含量低的一侧(一般为母材)向合金元素高的一侧(一般为焊缝)扩散, 影响接头使用性能. 研究[1 -8 ] 表明, C扩散导致高温蠕变持久寿命下降, 引起早期失效, 蠕变开裂位置主要集中在脱碳层. 异质焊接接头中的C扩散是一种多组元体系的扩散, 其驱动力是熔合界面两侧C的化学势梯度, 在化学势梯度的驱动下, C将从活度大的一侧向活度小的一侧扩散. C的有效活度受到C, Cr, Ni, Mn, Mo和Ti等合金元素的综合影响[9 -12 ] . 在异质焊接接头中, 由于C在a -Fe中的扩散能力比在g -Fe中大得多(在910 ℃时大39倍, 在755 ℃中大126倍, 在500 ℃大835倍[13 ] ), C很难向奥氏体焊缝中做长程扩散. 因此, C主要分布在焊缝中靠近熔合线的马氏体(M)区或者类马氏体(M-L)区[14 -16 ] , 且遵循抛物线规律[4 ,17 ] . 研究人员[12 ,18 ,19 ] 利用Fick定律的误差函数解对C扩散行为进行了计算分析, 与实验结果基本吻合, 史春元等[20 ] 和杨厚君等[21 ] 分别运用非线性回归和有限差分法对C扩散行为进行了计算分析, 也都与实验结果趋势一致. 然而, 关于已发生一定程度C扩散后接头寿命与新接头寿命的比较以及寿命的差异与应力水平关系尚未见报道. ...
1
1998
... Cr-Mo耐热钢具有良好的蠕变强度、抗氧化性以及经济性, 被大量用于制造火电、核电以及石化等行业的高温装备. 出于经济性及施工方便的考虑, Cr-Mo耐热钢的焊接常使用奥氏体不锈钢焊条, 如A302焊条. 该焊接工艺焊前无需预热, 焊后无需热处理, 不但降低能源消耗和成本, 还为大型设备的现场安装带来便利. 但在实际高温服役过程中, C元素会从合金元素含量低的一侧(一般为母材)向合金元素高的一侧(一般为焊缝)扩散, 影响接头使用性能. 研究[1 -8 ] 表明, C扩散导致高温蠕变持久寿命下降, 引起早期失效, 蠕变开裂位置主要集中在脱碳层. 异质焊接接头中的C扩散是一种多组元体系的扩散, 其驱动力是熔合界面两侧C的化学势梯度, 在化学势梯度的驱动下, C将从活度大的一侧向活度小的一侧扩散. C的有效活度受到C, Cr, Ni, Mn, Mo和Ti等合金元素的综合影响[9 -12 ] . 在异质焊接接头中, 由于C在a -Fe中的扩散能力比在g -Fe中大得多(在910 ℃时大39倍, 在755 ℃中大126倍, 在500 ℃大835倍[13 ] ), C很难向奥氏体焊缝中做长程扩散. 因此, C主要分布在焊缝中靠近熔合线的马氏体(M)区或者类马氏体(M-L)区[14 -16 ] , 且遵循抛物线规律[4 ,17 ] . 研究人员[12 ,18 ,19 ] 利用Fick定律的误差函数解对C扩散行为进行了计算分析, 与实验结果基本吻合, 史春元等[20 ] 和杨厚君等[21 ] 分别运用非线性回归和有限差分法对C扩散行为进行了计算分析, 也都与实验结果趋势一致. 然而, 关于已发生一定程度C扩散后接头寿命与新接头寿命的比较以及寿命的差异与应力水平关系尚未见报道. ...
1
2004
... Cr-Mo耐热钢具有良好的蠕变强度、抗氧化性以及经济性, 被大量用于制造火电、核电以及石化等行业的高温装备. 出于经济性及施工方便的考虑, Cr-Mo耐热钢的焊接常使用奥氏体不锈钢焊条, 如A302焊条. 该焊接工艺焊前无需预热, 焊后无需热处理, 不但降低能源消耗和成本, 还为大型设备的现场安装带来便利. 但在实际高温服役过程中, C元素会从合金元素含量低的一侧(一般为母材)向合金元素高的一侧(一般为焊缝)扩散, 影响接头使用性能. 研究[1 -8 ] 表明, C扩散导致高温蠕变持久寿命下降, 引起早期失效, 蠕变开裂位置主要集中在脱碳层. 异质焊接接头中的C扩散是一种多组元体系的扩散, 其驱动力是熔合界面两侧C的化学势梯度, 在化学势梯度的驱动下, C将从活度大的一侧向活度小的一侧扩散. C的有效活度受到C, Cr, Ni, Mn, Mo和Ti等合金元素的综合影响[9 -12 ] . 在异质焊接接头中, 由于C在a -Fe中的扩散能力比在g -Fe中大得多(在910 ℃时大39倍, 在755 ℃中大126倍, 在500 ℃大835倍[13 ] ), C很难向奥氏体焊缝中做长程扩散. 因此, C主要分布在焊缝中靠近熔合线的马氏体(M)区或者类马氏体(M-L)区[14 -16 ] , 且遵循抛物线规律[4 ,17 ] . 研究人员[12 ,18 ,19 ] 利用Fick定律的误差函数解对C扩散行为进行了计算分析, 与实验结果基本吻合, 史春元等[20 ] 和杨厚君等[21 ] 分别运用非线性回归和有限差分法对C扩散行为进行了计算分析, 也都与实验结果趋势一致. 然而, 关于已发生一定程度C扩散后接头寿命与新接头寿命的比较以及寿命的差异与应力水平关系尚未见报道. ...
1
2004
... Cr-Mo耐热钢具有良好的蠕变强度、抗氧化性以及经济性, 被大量用于制造火电、核电以及石化等行业的高温装备. 出于经济性及施工方便的考虑, Cr-Mo耐热钢的焊接常使用奥氏体不锈钢焊条, 如A302焊条. 该焊接工艺焊前无需预热, 焊后无需热处理, 不但降低能源消耗和成本, 还为大型设备的现场安装带来便利. 但在实际高温服役过程中, C元素会从合金元素含量低的一侧(一般为母材)向合金元素高的一侧(一般为焊缝)扩散, 影响接头使用性能. 研究[1 -8 ] 表明, C扩散导致高温蠕变持久寿命下降, 引起早期失效, 蠕变开裂位置主要集中在脱碳层. 异质焊接接头中的C扩散是一种多组元体系的扩散, 其驱动力是熔合界面两侧C的化学势梯度, 在化学势梯度的驱动下, C将从活度大的一侧向活度小的一侧扩散. C的有效活度受到C, Cr, Ni, Mn, Mo和Ti等合金元素的综合影响[9 -12 ] . 在异质焊接接头中, 由于C在a -Fe中的扩散能力比在g -Fe中大得多(在910 ℃时大39倍, 在755 ℃中大126倍, 在500 ℃大835倍[13 ] ), C很难向奥氏体焊缝中做长程扩散. 因此, C主要分布在焊缝中靠近熔合线的马氏体(M)区或者类马氏体(M-L)区[14 -16 ] , 且遵循抛物线规律[4 ,17 ] . 研究人员[12 ,18 ,19 ] 利用Fick定律的误差函数解对C扩散行为进行了计算分析, 与实验结果基本吻合, 史春元等[20 ] 和杨厚君等[21 ] 分别运用非线性回归和有限差分法对C扩散行为进行了计算分析, 也都与实验结果趋势一致. 然而, 关于已发生一定程度C扩散后接头寿命与新接头寿命的比较以及寿命的差异与应力水平关系尚未见报道. ...
1
2012
... Cr-Mo耐热钢具有良好的蠕变强度、抗氧化性以及经济性, 被大量用于制造火电、核电以及石化等行业的高温装备. 出于经济性及施工方便的考虑, Cr-Mo耐热钢的焊接常使用奥氏体不锈钢焊条, 如A302焊条. 该焊接工艺焊前无需预热, 焊后无需热处理, 不但降低能源消耗和成本, 还为大型设备的现场安装带来便利. 但在实际高温服役过程中, C元素会从合金元素含量低的一侧(一般为母材)向合金元素高的一侧(一般为焊缝)扩散, 影响接头使用性能. 研究[1 -8 ] 表明, C扩散导致高温蠕变持久寿命下降, 引起早期失效, 蠕变开裂位置主要集中在脱碳层. 异质焊接接头中的C扩散是一种多组元体系的扩散, 其驱动力是熔合界面两侧C的化学势梯度, 在化学势梯度的驱动下, C将从活度大的一侧向活度小的一侧扩散. C的有效活度受到C, Cr, Ni, Mn, Mo和Ti等合金元素的综合影响[9 -12 ] . 在异质焊接接头中, 由于C在a -Fe中的扩散能力比在g -Fe中大得多(在910 ℃时大39倍, 在755 ℃中大126倍, 在500 ℃大835倍[13 ] ), C很难向奥氏体焊缝中做长程扩散. 因此, C主要分布在焊缝中靠近熔合线的马氏体(M)区或者类马氏体(M-L)区[14 -16 ] , 且遵循抛物线规律[4 ,17 ] . 研究人员[12 ,18 ,19 ] 利用Fick定律的误差函数解对C扩散行为进行了计算分析, 与实验结果基本吻合, 史春元等[20 ] 和杨厚君等[21 ] 分别运用非线性回归和有限差分法对C扩散行为进行了计算分析, 也都与实验结果趋势一致. 然而, 关于已发生一定程度C扩散后接头寿命与新接头寿命的比较以及寿命的差异与应力水平关系尚未见报道. ...
1
2012
... Cr-Mo耐热钢具有良好的蠕变强度、抗氧化性以及经济性, 被大量用于制造火电、核电以及石化等行业的高温装备. 出于经济性及施工方便的考虑, Cr-Mo耐热钢的焊接常使用奥氏体不锈钢焊条, 如A302焊条. 该焊接工艺焊前无需预热, 焊后无需热处理, 不但降低能源消耗和成本, 还为大型设备的现场安装带来便利. 但在实际高温服役过程中, C元素会从合金元素含量低的一侧(一般为母材)向合金元素高的一侧(一般为焊缝)扩散, 影响接头使用性能. 研究[1 -8 ] 表明, C扩散导致高温蠕变持久寿命下降, 引起早期失效, 蠕变开裂位置主要集中在脱碳层. 异质焊接接头中的C扩散是一种多组元体系的扩散, 其驱动力是熔合界面两侧C的化学势梯度, 在化学势梯度的驱动下, C将从活度大的一侧向活度小的一侧扩散. C的有效活度受到C, Cr, Ni, Mn, Mo和Ti等合金元素的综合影响[9 -12 ] . 在异质焊接接头中, 由于C在a -Fe中的扩散能力比在g -Fe中大得多(在910 ℃时大39倍, 在755 ℃中大126倍, 在500 ℃大835倍[13 ] ), C很难向奥氏体焊缝中做长程扩散. 因此, C主要分布在焊缝中靠近熔合线的马氏体(M)区或者类马氏体(M-L)区[14 -16 ] , 且遵循抛物线规律[4 ,17 ] . 研究人员[12 ,18 ,19 ] 利用Fick定律的误差函数解对C扩散行为进行了计算分析, 与实验结果基本吻合, 史春元等[20 ] 和杨厚君等[21 ] 分别运用非线性回归和有限差分法对C扩散行为进行了计算分析, 也都与实验结果趋势一致. 然而, 关于已发生一定程度C扩散后接头寿命与新接头寿命的比较以及寿命的差异与应力水平关系尚未见报道. ...
1
1999
... Cr-Mo耐热钢具有良好的蠕变强度、抗氧化性以及经济性, 被大量用于制造火电、核电以及石化等行业的高温装备. 出于经济性及施工方便的考虑, Cr-Mo耐热钢的焊接常使用奥氏体不锈钢焊条, 如A302焊条. 该焊接工艺焊前无需预热, 焊后无需热处理, 不但降低能源消耗和成本, 还为大型设备的现场安装带来便利. 但在实际高温服役过程中, C元素会从合金元素含量低的一侧(一般为母材)向合金元素高的一侧(一般为焊缝)扩散, 影响接头使用性能. 研究[1 -8 ] 表明, C扩散导致高温蠕变持久寿命下降, 引起早期失效, 蠕变开裂位置主要集中在脱碳层. 异质焊接接头中的C扩散是一种多组元体系的扩散, 其驱动力是熔合界面两侧C的化学势梯度, 在化学势梯度的驱动下, C将从活度大的一侧向活度小的一侧扩散. C的有效活度受到C, Cr, Ni, Mn, Mo和Ti等合金元素的综合影响[9 -12 ] . 在异质焊接接头中, 由于C在a -Fe中的扩散能力比在g -Fe中大得多(在910 ℃时大39倍, 在755 ℃中大126倍, 在500 ℃大835倍[13 ] ), C很难向奥氏体焊缝中做长程扩散. 因此, C主要分布在焊缝中靠近熔合线的马氏体(M)区或者类马氏体(M-L)区[14 -16 ] , 且遵循抛物线规律[4 ,17 ] . 研究人员[12 ,18 ,19 ] 利用Fick定律的误差函数解对C扩散行为进行了计算分析, 与实验结果基本吻合, 史春元等[20 ] 和杨厚君等[21 ] 分别运用非线性回归和有限差分法对C扩散行为进行了计算分析, 也都与实验结果趋势一致. 然而, 关于已发生一定程度C扩散后接头寿命与新接头寿命的比较以及寿命的差异与应力水平关系尚未见报道. ...
1
1999
... Cr-Mo耐热钢具有良好的蠕变强度、抗氧化性以及经济性, 被大量用于制造火电、核电以及石化等行业的高温装备. 出于经济性及施工方便的考虑, Cr-Mo耐热钢的焊接常使用奥氏体不锈钢焊条, 如A302焊条. 该焊接工艺焊前无需预热, 焊后无需热处理, 不但降低能源消耗和成本, 还为大型设备的现场安装带来便利. 但在实际高温服役过程中, C元素会从合金元素含量低的一侧(一般为母材)向合金元素高的一侧(一般为焊缝)扩散, 影响接头使用性能. 研究[1 -8 ] 表明, C扩散导致高温蠕变持久寿命下降, 引起早期失效, 蠕变开裂位置主要集中在脱碳层. 异质焊接接头中的C扩散是一种多组元体系的扩散, 其驱动力是熔合界面两侧C的化学势梯度, 在化学势梯度的驱动下, C将从活度大的一侧向活度小的一侧扩散. C的有效活度受到C, Cr, Ni, Mn, Mo和Ti等合金元素的综合影响[9 -12 ] . 在异质焊接接头中, 由于C在a -Fe中的扩散能力比在g -Fe中大得多(在910 ℃时大39倍, 在755 ℃中大126倍, 在500 ℃大835倍[13 ] ), C很难向奥氏体焊缝中做长程扩散. 因此, C主要分布在焊缝中靠近熔合线的马氏体(M)区或者类马氏体(M-L)区[14 -16 ] , 且遵循抛物线规律[4 ,17 ] . 研究人员[12 ,18 ,19 ] 利用Fick定律的误差函数解对C扩散行为进行了计算分析, 与实验结果基本吻合, 史春元等[20 ] 和杨厚君等[21 ] 分别运用非线性回归和有限差分法对C扩散行为进行了计算分析, 也都与实验结果趋势一致. 然而, 关于已发生一定程度C扩散后接头寿命与新接头寿命的比较以及寿命的差异与应力水平关系尚未见报道. ...
1
2001
... Cr-Mo耐热钢具有良好的蠕变强度、抗氧化性以及经济性, 被大量用于制造火电、核电以及石化等行业的高温装备. 出于经济性及施工方便的考虑, Cr-Mo耐热钢的焊接常使用奥氏体不锈钢焊条, 如A302焊条. 该焊接工艺焊前无需预热, 焊后无需热处理, 不但降低能源消耗和成本, 还为大型设备的现场安装带来便利. 但在实际高温服役过程中, C元素会从合金元素含量低的一侧(一般为母材)向合金元素高的一侧(一般为焊缝)扩散, 影响接头使用性能. 研究[1 -8 ] 表明, C扩散导致高温蠕变持久寿命下降, 引起早期失效, 蠕变开裂位置主要集中在脱碳层. 异质焊接接头中的C扩散是一种多组元体系的扩散, 其驱动力是熔合界面两侧C的化学势梯度, 在化学势梯度的驱动下, C将从活度大的一侧向活度小的一侧扩散. C的有效活度受到C, Cr, Ni, Mn, Mo和Ti等合金元素的综合影响[9 -12 ] . 在异质焊接接头中, 由于C在a -Fe中的扩散能力比在g -Fe中大得多(在910 ℃时大39倍, 在755 ℃中大126倍, 在500 ℃大835倍[13 ] ), C很难向奥氏体焊缝中做长程扩散. 因此, C主要分布在焊缝中靠近熔合线的马氏体(M)区或者类马氏体(M-L)区[14 -16 ] , 且遵循抛物线规律[4 ,17 ] . 研究人员[12 ,18 ,19 ] 利用Fick定律的误差函数解对C扩散行为进行了计算分析, 与实验结果基本吻合, 史春元等[20 ] 和杨厚君等[21 ] 分别运用非线性回归和有限差分法对C扩散行为进行了计算分析, 也都与实验结果趋势一致. 然而, 关于已发生一定程度C扩散后接头寿命与新接头寿命的比较以及寿命的差异与应力水平关系尚未见报道. ...
1
2001
... Cr-Mo耐热钢具有良好的蠕变强度、抗氧化性以及经济性, 被大量用于制造火电、核电以及石化等行业的高温装备. 出于经济性及施工方便的考虑, Cr-Mo耐热钢的焊接常使用奥氏体不锈钢焊条, 如A302焊条. 该焊接工艺焊前无需预热, 焊后无需热处理, 不但降低能源消耗和成本, 还为大型设备的现场安装带来便利. 但在实际高温服役过程中, C元素会从合金元素含量低的一侧(一般为母材)向合金元素高的一侧(一般为焊缝)扩散, 影响接头使用性能. 研究[1 -8 ] 表明, C扩散导致高温蠕变持久寿命下降, 引起早期失效, 蠕变开裂位置主要集中在脱碳层. 异质焊接接头中的C扩散是一种多组元体系的扩散, 其驱动力是熔合界面两侧C的化学势梯度, 在化学势梯度的驱动下, C将从活度大的一侧向活度小的一侧扩散. C的有效活度受到C, Cr, Ni, Mn, Mo和Ti等合金元素的综合影响[9 -12 ] . 在异质焊接接头中, 由于C在a -Fe中的扩散能力比在g -Fe中大得多(在910 ℃时大39倍, 在755 ℃中大126倍, 在500 ℃大835倍[13 ] ), C很难向奥氏体焊缝中做长程扩散. 因此, C主要分布在焊缝中靠近熔合线的马氏体(M)区或者类马氏体(M-L)区[14 -16 ] , 且遵循抛物线规律[4 ,17 ] . 研究人员[12 ,18 ,19 ] 利用Fick定律的误差函数解对C扩散行为进行了计算分析, 与实验结果基本吻合, 史春元等[20 ] 和杨厚君等[21 ] 分别运用非线性回归和有限差分法对C扩散行为进行了计算分析, 也都与实验结果趋势一致. 然而, 关于已发生一定程度C扩散后接头寿命与新接头寿命的比较以及寿命的差异与应力水平关系尚未见报道. ...
2
1995
... 金属材料的高温蠕变损伤机理与应力水平密切相关. 高应力(>0.4s 0.2 ~0.5s 0.2 )时, 金属材料的高温蠕变损伤遵循塑性控制的损伤机理[24 ,25 ] . 碳化物作为金属材料中的高温强化相, 对位错运动起到阻碍作用, 从而提高蠕变强度[26 ] . 当异质焊接接头中形成脱碳区后, 由于碳化物的分解, 其对位错的阻碍作用大大降低, 在应力的作用下脱碳区更容易产生塑性变形, 最终在脱碳区首先发生断裂. 低应力(0.2s 0.2 ~0.4s 0.2 )时, 蠕变损伤为晶界蠕变孔洞形核控制的损伤机理[24 ,25 ,27 ,28 ] . 蠕变孔洞首先在晶界处形核、长大、聚集成微裂纹, 逐渐发展为宏观裂纹, 最终导致断裂. 在该机制主导的断裂过程中, 蠕变孔洞的形核、长大成为断裂的主要控制因素, 因此脱碳造成的蠕变强度降低对异质接头寿命的影响不如在塑性控制机制下显著, 宏观上表现为随着应力水平的降低, 焊态的异质接头和时效后异质接头蠕变寿命的差异越来越小. ...
... [24 ,25 ,27 ,28 ]. 蠕变孔洞首先在晶界处形核、长大、聚集成微裂纹, 逐渐发展为宏观裂纹, 最终导致断裂. 在该机制主导的断裂过程中, 蠕变孔洞的形核、长大成为断裂的主要控制因素, 因此脱碳造成的蠕变强度降低对异质接头寿命的影响不如在塑性控制机制下显著, 宏观上表现为随着应力水平的降低, 焊态的异质接头和时效后异质接头蠕变寿命的差异越来越小. ...
2
1995
... 金属材料的高温蠕变损伤机理与应力水平密切相关. 高应力(>0.4s 0.2 ~0.5s 0.2 )时, 金属材料的高温蠕变损伤遵循塑性控制的损伤机理[24 ,25 ] . 碳化物作为金属材料中的高温强化相, 对位错运动起到阻碍作用, 从而提高蠕变强度[26 ] . 当异质焊接接头中形成脱碳区后, 由于碳化物的分解, 其对位错的阻碍作用大大降低, 在应力的作用下脱碳区更容易产生塑性变形, 最终在脱碳区首先发生断裂. 低应力(0.2s 0.2 ~0.4s 0.2 )时, 蠕变损伤为晶界蠕变孔洞形核控制的损伤机理[24 ,25 ,27 ,28 ] . 蠕变孔洞首先在晶界处形核、长大、聚集成微裂纹, 逐渐发展为宏观裂纹, 最终导致断裂. 在该机制主导的断裂过程中, 蠕变孔洞的形核、长大成为断裂的主要控制因素, 因此脱碳造成的蠕变强度降低对异质接头寿命的影响不如在塑性控制机制下显著, 宏观上表现为随着应力水平的降低, 焊态的异质接头和时效后异质接头蠕变寿命的差异越来越小. ...
... ,25 ,27 ,28 ]. 蠕变孔洞首先在晶界处形核、长大、聚集成微裂纹, 逐渐发展为宏观裂纹, 最终导致断裂. 在该机制主导的断裂过程中, 蠕变孔洞的形核、长大成为断裂的主要控制因素, 因此脱碳造成的蠕变强度降低对异质接头寿命的影响不如在塑性控制机制下显著, 宏观上表现为随着应力水平的降低, 焊态的异质接头和时效后异质接头蠕变寿命的差异越来越小. ...
1
2003
... 金属材料的高温蠕变损伤机理与应力水平密切相关. 高应力(>0.4s 0.2 ~0.5s 0.2 )时, 金属材料的高温蠕变损伤遵循塑性控制的损伤机理[24 ,25 ] . 碳化物作为金属材料中的高温强化相, 对位错运动起到阻碍作用, 从而提高蠕变强度[26 ] . 当异质焊接接头中形成脱碳区后, 由于碳化物的分解, 其对位错的阻碍作用大大降低, 在应力的作用下脱碳区更容易产生塑性变形, 最终在脱碳区首先发生断裂. 低应力(0.2s 0.2 ~0.4s 0.2 )时, 蠕变损伤为晶界蠕变孔洞形核控制的损伤机理[24 ,25 ,27 ,28 ] . 蠕变孔洞首先在晶界处形核、长大、聚集成微裂纹, 逐渐发展为宏观裂纹, 最终导致断裂. 在该机制主导的断裂过程中, 蠕变孔洞的形核、长大成为断裂的主要控制因素, 因此脱碳造成的蠕变强度降低对异质接头寿命的影响不如在塑性控制机制下显著, 宏观上表现为随着应力水平的降低, 焊态的异质接头和时效后异质接头蠕变寿命的差异越来越小. ...
1
2003
... 金属材料的高温蠕变损伤机理与应力水平密切相关. 高应力(>0.4s 0.2 ~0.5s 0.2 )时, 金属材料的高温蠕变损伤遵循塑性控制的损伤机理[24 ,25 ] . 碳化物作为金属材料中的高温强化相, 对位错运动起到阻碍作用, 从而提高蠕变强度[26 ] . 当异质焊接接头中形成脱碳区后, 由于碳化物的分解, 其对位错的阻碍作用大大降低, 在应力的作用下脱碳区更容易产生塑性变形, 最终在脱碳区首先发生断裂. 低应力(0.2s 0.2 ~0.4s 0.2 )时, 蠕变损伤为晶界蠕变孔洞形核控制的损伤机理[24 ,25 ,27 ,28 ] . 蠕变孔洞首先在晶界处形核、长大、聚集成微裂纹, 逐渐发展为宏观裂纹, 最终导致断裂. 在该机制主导的断裂过程中, 蠕变孔洞的形核、长大成为断裂的主要控制因素, 因此脱碳造成的蠕变强度降低对异质接头寿命的影响不如在塑性控制机制下显著, 宏观上表现为随着应力水平的降低, 焊态的异质接头和时效后异质接头蠕变寿命的差异越来越小. ...
1
2004
... 金属材料的高温蠕变损伤机理与应力水平密切相关. 高应力(>0.4s 0.2 ~0.5s 0.2 )时, 金属材料的高温蠕变损伤遵循塑性控制的损伤机理[24 ,25 ] . 碳化物作为金属材料中的高温强化相, 对位错运动起到阻碍作用, 从而提高蠕变强度[26 ] . 当异质焊接接头中形成脱碳区后, 由于碳化物的分解, 其对位错的阻碍作用大大降低, 在应力的作用下脱碳区更容易产生塑性变形, 最终在脱碳区首先发生断裂. 低应力(0.2s 0.2 ~0.4s 0.2 )时, 蠕变损伤为晶界蠕变孔洞形核控制的损伤机理[24 ,25 ,27 ,28 ] . 蠕变孔洞首先在晶界处形核、长大、聚集成微裂纹, 逐渐发展为宏观裂纹, 最终导致断裂. 在该机制主导的断裂过程中, 蠕变孔洞的形核、长大成为断裂的主要控制因素, 因此脱碳造成的蠕变强度降低对异质接头寿命的影响不如在塑性控制机制下显著, 宏观上表现为随着应力水平的降低, 焊态的异质接头和时效后异质接头蠕变寿命的差异越来越小. ...
1
2009
... 金属材料的高温蠕变损伤机理与应力水平密切相关. 高应力(>0.4s 0.2 ~0.5s 0.2 )时, 金属材料的高温蠕变损伤遵循塑性控制的损伤机理[24 ,25 ] . 碳化物作为金属材料中的高温强化相, 对位错运动起到阻碍作用, 从而提高蠕变强度[26 ] . 当异质焊接接头中形成脱碳区后, 由于碳化物的分解, 其对位错的阻碍作用大大降低, 在应力的作用下脱碳区更容易产生塑性变形, 最终在脱碳区首先发生断裂. 低应力(0.2s 0.2 ~0.4s 0.2 )时, 蠕变损伤为晶界蠕变孔洞形核控制的损伤机理[24 ,25 ,27 ,28 ] . 蠕变孔洞首先在晶界处形核、长大、聚集成微裂纹, 逐渐发展为宏观裂纹, 最终导致断裂. 在该机制主导的断裂过程中, 蠕变孔洞的形核、长大成为断裂的主要控制因素, 因此脱碳造成的蠕变强度降低对异质接头寿命的影响不如在塑性控制机制下显著, 宏观上表现为随着应力水平的降低, 焊态的异质接头和时效后异质接头蠕变寿命的差异越来越小. ...

 , 张佐, 巩建鸣
, 张佐, 巩建鸣

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}