钛合金由于具有高的比强度, 良好的高温性能和优异的耐腐蚀性能而广泛应用于航空航天领域. Ti是一种活性高的金属, 在熔炼温度下能和许多元素发生化学反应, 包括各种氧化物耐火材料[1 ] . 因此, Ti的熔炼需要在真空或是惰性气体环境中进行. 此外, 水冷Cu坩埚冷凝器的应用, 也使得Ti能安全地凝固. 从经济角度出发, 真空自耗电弧熔炼已成为熔炼Ti锭的主要方法. 但是, 由于其高温保持时间短, 熔炼温度不够高, 导致其不能完全消除铸锭中的夹杂和化学成分偏析等凝固缺陷[2 ] . 美国于上世纪80年代研发了一种新型钛合金熔炼工艺——冷床炉熔炼技术[3 ] . 冷床炉根据热源不同分为电子束冷床炉和等离子冷床炉, 它是在航空用钛合金高纯净度的迫切需求形势下出现的. 在冷床炉熔炼过程中, 夹杂物有充足时间被极高温度熔化或沉入炉床底部而不流入熔池, 从而能显著消除钛合金高密度和低密度夹杂物, 并能有效改善铸锭成分偏析. 现阶段, 国际上对冷床炉熔炼钛合金的研究报道很少, 而对冷床炉熔炼钛合金进行后续热加工的相关研究更鲜有报道. 我国工业化等离子冷床炉熔炼(plasma arc cold hearth melting, PAM)钛合金的应用尚处于起步阶段, 相关技术发展状况未见报道, 而对PAM Ti锭的后续热加工工艺的探索则更为有限. 本研究使用工业化PAM钛合金, 并进行产品研发.
钛合金的显微组织受热加工工艺影响较大[4 -8 ] . 变形温度、变形速率和冷却速率等加工参数均能导致钛合金的显微组织发生变化, 主要包括a / b 两相形貌、a 集束尺寸和等轴a 体积分数等组织参数. 加工工艺同样会对钛合金的织构类型与强度产生重要影响. 一般而言, 钛合金在加工过程中主要形成的织构类型有棱柱型织构、基面型织构和棱锥型织构[8 ,9 ] . 织构强度主要由变形程度以及轧制方式决定[8 ,10 ,11 ] . 显微组织以及织构则进一步决定了钛合金产品的力学性能[8 ] .
针对上述我国PAM发展现状, 为探索PAM钛合金及其后续加工工艺, 本研究以宝钢特钢有限公司采用PAM的TC1合金铸锭为研究对象, 并借助于中子衍射技术, 研究TC1板材在轧制过程中的组织与织构的演变, 探讨热加工对板材组织与性能的影响, 以期为冷床炉熔炼TC1钛合金的后续热加工工艺提供理论指导和实验依据.
1 实验方法
实验所用的TC1合金铸锭由宝钢特钢有限公司等离子冷床炉熔炼(PAM)[12 ] , 铸锭尺寸为1550 mm×750 mm×330 mm. TC1合金名义成分为Ti-2Al-1.5Mn, 其详细化学成分(质量分数, %)为: Al 1.0~2.5, Mn 0.7~2.0, Fe≤0.3, C≤0.1, N≤0.05, H≤0.12, O≤0.15, Ti余量.
在PAM的TC1合金铸锭芯部, 切取厚度为36 mm的铸锭作为轧制变形初始材料. 铸锭经过b 相区保温后, 在相变点温度进行轧制开坯. 此后将轧坯重新加热至两相区, 并轧至最终厚度为3 mm的板材. 两相区轧制变形工艺包括单向轧制(unidirectional rolling, UR)和换向轧制(cross rolling, CR) 2种. 单向轧制指在每个道次中一直保持初始轧制方向直至完成轧制变形. 换向轧制是将板材相对初始道次轧向旋转90°进行轧制, 再进行一次90°旋转并保持此轧向不变, 完成后续道次的轧制变形. 板材在轧制过程中, 每个道次间无退火工序. 为研究后续退火对TC1板材组织及性能影响, 选取经过2种轧制变形工艺后的3 mm板材在750 ℃退火30 min并空冷.
织构测试样品从经过2种轧制变形工艺的板材上切取, 尺寸为24 mm×14 mm×2 mm. 经机械研磨和抛光后, 采用STRESS-SPEC热中子衍射仪进行宏观织构测定. 检测织构时, 入射热中子束波长为0.174 nm, 直径为25 mm, 可以完整覆盖整个样品. 测试时对样品的{0002}, {1010}和{1120}面进行全极图测量. 与普通的X射线衍射技术相比, 中子束具有很强的穿透能力, 能够探测整个块体样品内部晶粒取向, 且中子衍射在利用反射法和透射法测试极图数据时, a 角可达90°, 能检测到完整的极图数据.
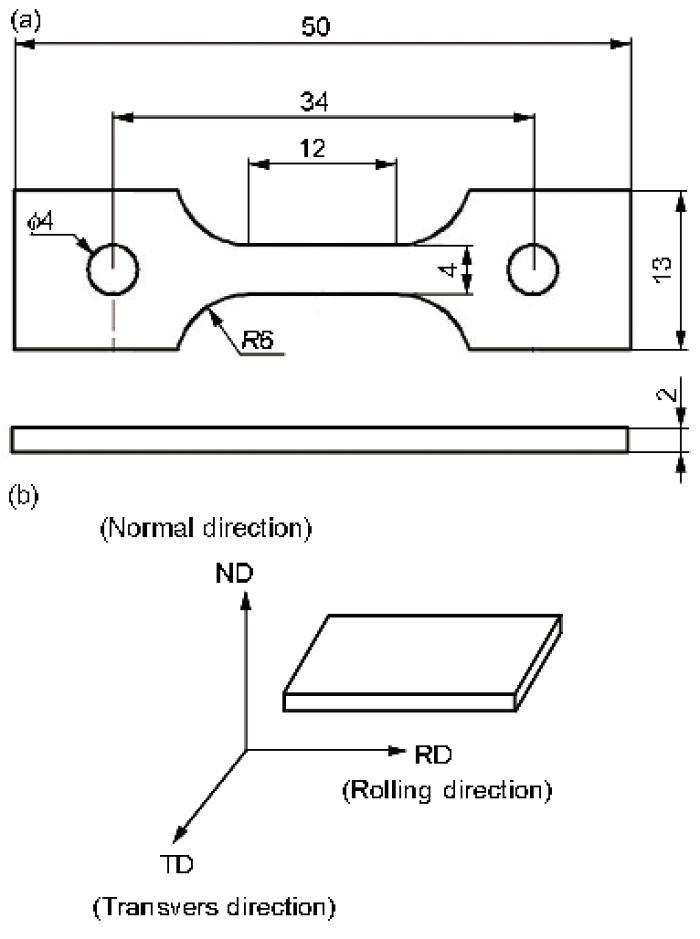
图1 室温拉伸试样及轧板重要方向示意图
Fig.1 Schematic of tensile testing specimen (unit: mm) (a) and important directions on the rolled sheet (b)
使用MTS 810试验机对经过2种轧制变形工艺及相应退火板材进行室温拉伸性能测试, 应变速率为0.0017 s- 1 . 拉伸试样尺寸如图1a所示. 实验中分别沿着板材的轧向(RD)和横向(TD)切取拉伸样品并测试室温拉伸性能, 方向示意图如图1b所示.
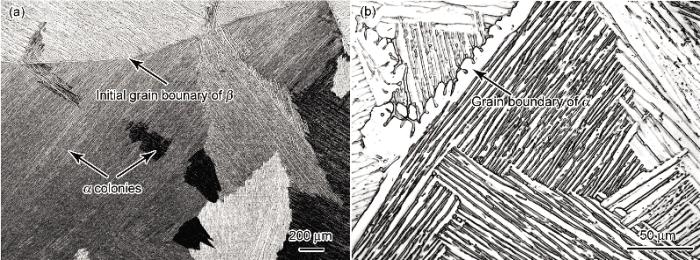
图2 等离子冷床炉熔炼(PAM)制备的TC1合金铸锭芯部的典型铸态OM像
Fig.2 Low (a) and high (b) magnified typical OM images of TC1 ingot fabricated by plasma arc cold hearth melting (PAM)
通过机械研磨并进行电解抛光以获得金相试样, 并使用Kroll's试剂 (87 mL H2 O+10 mL HNO3 + 3 mL HF)侵蚀. 使用AXIO IMAGER M2m 金相显微镜(OM)观察轧板OM像. 轧板的OM观察面为轧制面(RD-TD面)和纵截面(RD-ND面).
2 实验结果
2.1 金相显微组织
图2为由PAM制备的TC1合金铸锭芯部的典型铸态OM像. 其低倍OM像表明, 该铸锭组织为魏氏组织(图2a), 其初始b 晶粒尺寸约为8 mm, 原始b 晶粒内生成粗大a 集束. a 集束尺寸分布不均, 大集束可达4 mm, 部分小集束尺寸约为50 mm. a 集束具有较为明显的取向, 相邻b 晶粒内的a 集束具有不同的取向. 图2b为铸态组织的高倍OM像, 该图表明, 每个a 集束由几乎平行的a 片层组成, b 相位于a 片层间, 片层厚度约为2 mm. 另外, 原始b 晶粒晶界上有初生a 相镶边.
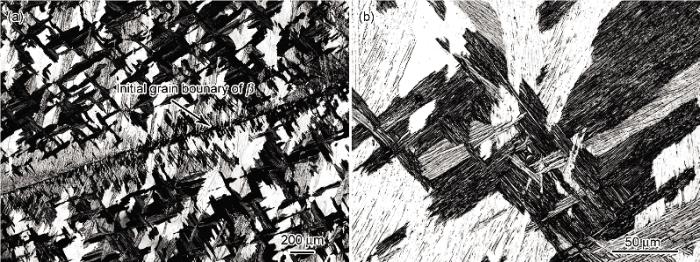
铸锭经过轧制开坯后, 板材轧制面和纵截面组织均为b 转变组织, 轧制面OM像如图3所示. 该图表明, 具有不同取向的a 集束相互交织, 集束尺寸较铸态明显减小, 从毫米级减至大约400 mm, 其中小集束尺寸仅为几个微米. 组织中仍存在原始b 晶界, 初生a 相镶边溶解消失. 图3b为交织状a 集束的高倍OM像. 与铸态组织(图2)比较可发现, 经过轧制开坯后, a 片层排列更加紧密, 片层厚度明显减小, 约0.7 mm.
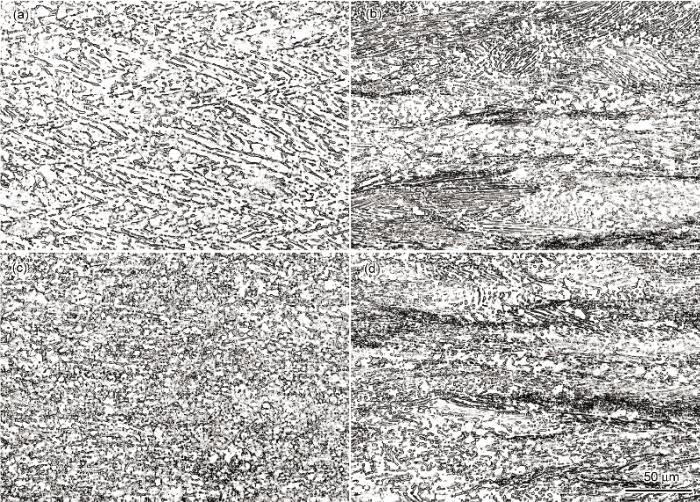
图4为TC1板材经过单向轧制和换向轧制2种工艺后的轧制面和纵截面的典型OM像. 在两相区轧制变形后, a 集束发生扭曲和破碎, 原始b 晶界已经分辨不出. 轧制面组织和纵截面组织显示出一定的差异性. 单向轧制后轧制面a 相沿轧制方向排列(图4a); 换向轧制后轧制面a 集束破碎更为充分, 组织方向性没有单向轧制明显(图4c). 单向轧制和换向轧制的纵截面组织相差不大, a 相沿轧制方向呈条带状分布, 均有明显的加工流线, 在高倍数下均表现为拉长的变形a 相(图4b和d).
图3 经过轧制开坯后TC1板材轧制面的典型OM像
Fig.3 Low (a) and high (b) magnified typical OM images of TC1 sheet on the RD-TD plane after breakdown rolling
在单向轧制和换向轧制工艺下, 板材在750 ℃保温30 min并空冷后轧制面和纵截面的典型OM像如图5所示. 图5a和c表明, 板材退火后, 单向轧制及换向轧制板材轧制面组织均为等轴a 相, b 相分布在a 相周围. 单向轧制试样大部分区域的片状a 相有一定方向性(图5a). 2种工艺的纵截面组织相差不大, 均为等轴状和条状a 相混合组织(图5b和d).
图4 经过单向轧制和换向轧制的TC1板材的轧制面和纵截面的典型OM像
Fig.4 Typical OM images of TC1 sheets on the RD-TD (a, c) and RD-ND (b, d) planes after unidirectional rolling (UR) (a, b) and cross rolling (CR) (c, d) (Insets show the high magnified images)
2.2 宏观织构演变
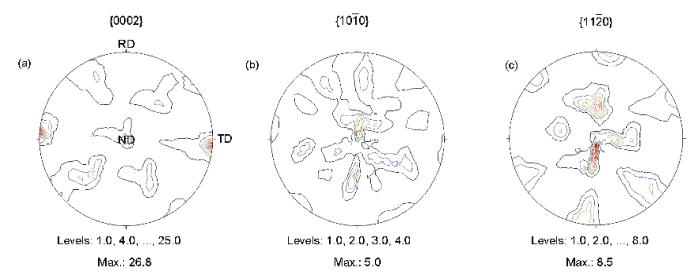
图6为铸锭经过轧制开坯后由中子衍射测得的a 相{0002}, {1010}和{1120}面全极图. 图6a表明, 铸锭开坯后a 相{0002}面法向主要平行于TD方向, 少部分分布于ND方向以及偏离RD和TD方向约45°位置. 图6b表明, a 相{1010}面法向主要平行于ND方向以及由ND向RD偏离. 图6c为a 相{1120}极图, 与{1010}面类似, {1120}面法向主要位于ND向RD偏离5°左右的范围内.
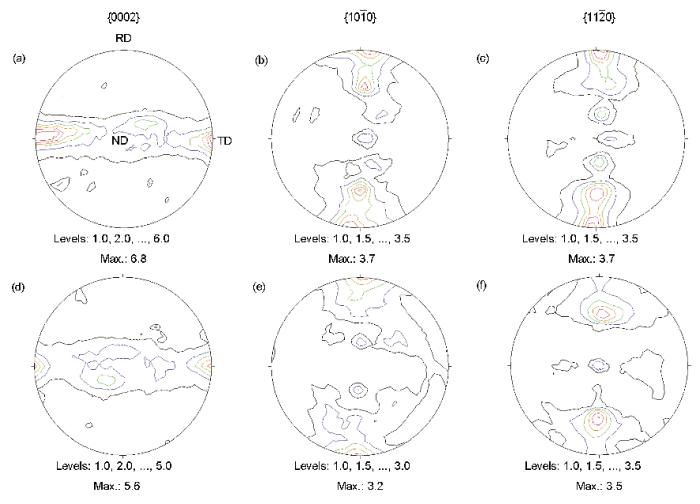
板材经过单向轧制和换向轧制后a 相{0002}, {1010}和{1120}面全极图如图7所示. 图7a表明, 单向轧制的a 相{0002}面法向主要平行于TD方向, 极点强度为6.8. 图7b表明{1010}面法向主要沿RD方向以及ND向RD偏离60°左右的位置分布, 少量晶粒{1010}面法向与ND方向平行. 图7c为{1120}极图, {1120}面法向主要分布在ND向RD偏离约30°以及RD方向. 图7a~c表明, 单向轧制主要为柱面织构特征. 换向轧制的a 相{0002}极图显示, 极点同样位于TD方向, 极点强度为5.6 (图7d). 图7e表明, {1010}面法向主要分布在ND向RD偏离约30°以及RD方向. 图7f为{1120}极图, {1120}面法向主要位于ND向RD偏离60°左右的位置, 少量晶粒{1120}面法向与ND方向平行. 与单向轧制相类似, 经过换向轧制后板材仍然为柱面织构特征, 但其织构强度比单向轧制小(图7d~f).
图5 经过单向轧制和换向轧制的TC1板材在750 ℃下保温30 min并空冷后轧制面和纵截面的典型OM像
Fig.5 Typical OM images of TC1 sheets on the RD-TD (a, c) and RD-ND (b, d) planes after UR (a, b) and CR (c, d) and then annealed at 750 ℃ for 30 min with cooling in air
图6 TC1铸锭经过轧制开坯后a 相{0002}, {1010}和{1120}全极图
Fig.6 {0002} (a) , {1010} (b) and {1120} (c) pole figures of a phase in TC1 ingot after breakdown rolling
2.3 板材室温性能
经过单向轧制和换向轧制后的TC1板的轧向及横向的室温拉伸性能列于表1. 该表表明, 单向轧制和换向轧制板材的横向屈服强度均比轧向的相应强度大, 横向抗拉强度和延伸率与轧向的相应性能相差不大.
经过单向轧制和换向轧制的TC1板在750 ℃下保温30 min并空冷后的轧向及横向的室温拉伸性能列于表2. 表2说明, 退火后, 板材仍然保留了各向异性. 单向轧制和换向轧制板材的横向屈服强度仍比轧向屈服强度大, 纵横向抗拉强度及延伸率相差不大. 对比2种轧制方式下的室温拉伸数据, 在误差范围内, 退火后单向轧制延伸率稍高, 其余数据与换向轧制相差不大.
图7 板材经过单向轧制和换向轧制后a 相{0002}, {1010}和{1120}全极图
Fig.7 {0002} (a, d), {1010} (b, e) and {1120} (c, f) pole figures of a sphase after UR (a~c) and CR (d~f)
3 分析讨论
3.1 轧制变形工艺对金相显微组织的影响
TC1合金经过PAM后从b 相区冷却时, 发生b →a 相变, 形成魏氏组织(图2). 铸锭在开坯过程中, 首先在相变点开始变形, 当温度降到两相区时, a 相承受大的变形使得组织尺寸更加细小(图3). 经过轧制开坯, a 集束及片层厚度明显细化, 由此改善了合金塑性[8 ] , 提高材料后续加工性能.
在钛合金体系内, 研究单向轧制与换向轧制工艺对钛合金组织的影响已有报道. Song等[13 ] 通过研究发现, TC4合金在单向轧制下条状a 相的方向性要比换向轧制严重. 郑建民和雷让歧[14 ] 研究了TC4合金经过一次换向轧制和未经换向的轧制工艺对组织的影响. 结果表明, 未经换向的轧制工艺使得板材组织大部分为条状组织, 仅有少量等轴a 相; 而换向热轧一次轧制使得组织均匀化, 改善了条状组织. Gurao等[10 ] 通过研究一种b 钛合金在单向轧制和多道次换向轧制工艺下的显微组织, 认为2种工艺下钛合金组织均为轧制流线; 在单向轧制中轧制流线基本与轧向平行, 而在多道次交叉轧制中, 2种方向的轧制流线呈交叉状排列. 本实验铸锭经过轧制开坯与轧制变形(包括单向轧制与换向轧制)后, a 片层受到局部剪切应力而发生扭曲变形和碎化(图4). 单向轧制的轧制面上有沿轧向明显排列的变形a 相(图4a), 由于不同轧制方式中a 相的受力历史不同, 导致换向轧制的轧制面a 相沿轧向排列不明显(图4c), 而2种工艺纵截面上组织均沿变形方向排列(图4b和d), 这与文献[13,15]的研究结果类似.
另一方面, 虽然本实验轧制温度处于再结晶温度以上, 但由于变形速率很快, 使得TC1合金组织不能发生完全再结晶, 因而保留了大量变形态组织. 在随后的静态再结晶退火过程中, 变形态片状a 相等轴化并长大(图5).
3.2 轧制变形工艺对织构的影响
板材在轧制过程中, 内部主要发生以位错运动为主的塑性变形和以回复、形核及晶粒长大为主的动态再结晶, 二者在轧制过程中同时或者交替出现, 进而影响变形织构的强度及类型[16 ] . 根据Philippe等[17 ] 的研究, {0002}面法向向TD方向偏转是由{ 10 1 ̅ 0 11 2 ̅ 0 10 1 ̅ 1 11 2 ̅ 0 10 1 ̅ 2 10 1 ̅ 1 11 2 ̅ 2 11 2 ̅ 3 ̅ a 相{0002}面法向向TD方向发生明显偏转(图6a). 考虑到本工作中开坯温度为b 转变温度且道次间无中间加热过程, 相对强的b 变形织构和位错亚结构对b →a 取向选择过程产生了增强效应[18 ] . 因此本研究中轧制开坯后板材的TD织构组分非常强(图6a). 而对偏离RD和TD方向45°织构则是由于钛合金在相转变温度开坯, b →a 相变过程存在取向选择而导致的[19 ] .
一般来说, TC系列钛合金在a +b 两相区的低温区进行轧制后, 多呈现柱面型和基面型混合织构类型, 即{0002}面法向平行于TD方向以及ND方向[8 ] . Singh和Schwarzer[20 ] 进一步研究结果表明, 多道次换向轧制使合金{0002}面法向由ND向RD方向偏转. 然而, 在本研究中, 板材无论是经过单向轧制或者换向轧制, 织构类型均以柱面织构为主, 掺有基面织构的混合织构特征, {0002}面织构未向RD方向发生明显偏转(图7). 这是由于, 本研究中换向次数较少, 因此板材主要呈现单向轧制织构特征. 然而, 轧制方式的不同仍然导致换向轧制织构强度弱于单向轧制.
3.3 轧制变形工艺对板材室温性能的影响
轧制板材的室温性能主要受板材显微组织以及织构影响[21 ] . 在本研究中, 2种轧制工艺制备的板材组织形貌差别较小, 因此室温性能数据相差并不明显(表1). 然而, 无论是单向轧制还是换向轧制, 板材沿TD方向上的屈服强度比沿RD方向大. 对于钛合金来说, 室温下, 柱面滑移相比其它滑移机制的临界分切应力要小得多[22 ] . 对于2种轧制变形工艺均具有柱面织构, 当应力轴沿着RD方向时, 柱面滑移易被激活; 而当应力轴沿TD方向时, c轴和应力轴夹角很小, 柱面滑移难以开动, 变形机制以较难开动的基面滑移或<a+c>滑移为主[23 ] . 这导致板材屈服强度出现明显各向异性. 织构对屈服强度影响明显, 但是对抗拉强度影响不大, 这与朱知寿等[24 ] 对不同织构类型对应的纯Ti拉伸性能的研究结果一致.
2种工艺下制备的板材在750 ℃退火后a 相均发生等轴化(图5), 而且显微组织较为相似, 性能上均表现为板材的塑性得到提升, 而屈服强度和抗拉强度有所降低. 对于钛合金而言, 退火并不能明显改变织构类型[8 ,10 ,17 ,25 ] , 因此, 退火后板材沿横向屈服强度均明显高于轧向的屈服强度.
4 结论
(1) 等离子冷床炉熔炼铸锭的金相显微组织为魏氏组织. 经过b 转变温度下轧制开坯后, 组织转变为b 转变组织, a 集束尺寸与a 片层厚度减小. 轧制开坯后板材在a +b 两相区经过2种轧制变形工艺后, a 集束发生扭曲、破碎和重新排列. 单向轧制工艺板材变形a 相沿轧向排列较换向轧制a 相更为明显.
b 转变温度下轧制开坯后, 板材主要为柱面织构. 在后续a +b 两相区轧制后, 2种工艺制备的板材均表现出以柱面织构为主, 掺有基面织构的混合织构特征, 而换向轧制的织构强度比单向轧制小.
(3) 2种轧制变形工艺下制备的板材横向屈服强度高于轧向屈服强度, 而抗拉强度以及延伸率基本相近. 退火后, 板材的强度有所下降, 延伸率提高, 板材沿横向屈服强度仍高于沿轧向的屈服强度.
参考文献
文献选项
[1]
Mo W. Titanium . Beijing : Metallugical Industry Press , 2008 : 330
[本文引用: 1]
(莫 畏 . 钛 . 北京 : 冶金工业出版社 , 2008 : 330 )
[本文引用: 1]
[2]
Ma J M He J Y Pang K C Ingot and Forging of Titanium . Beijing : Metallugical Industry Press , 2012 : 82
[本文引用: 1]
(马济民 ,贺金宇 ,庞克昌 . 钛铸锭和锻造 . 北京 : 冶金工业出版社 , 2012 : 82 )
[本文引用: 1]
[3]
Chinnis W R Titanium 1990: Products and Application , 1990 ; 2 : 830
[本文引用: 1]
[4]
Tian Y X Li S J Hao Y L Yang R Acta Metall Sin , 2012 ; 48 : 837
[本文引用: 1]
(田宇兴 , 李述军 , 郝玉琳 , 杨 锐 . 金属学报 , 2012 ; 48 : 837 )
[本文引用: 1]
[5]
Zhang Z Q Dong L M Yang Y Guan S X Liu Y Y Yang R Acta Metall Sin , 2011 ; 47 : 1257
(张志强 , 董利民 , 杨 洋 , 关少轩 , 刘羽寅 , 杨 锐 . 金属学报 , 2011 ; 47 : 1257 )
[6]
Wang T Guo H Wang Y Yao Z Mater Sci Eng , 2010 ; A528 : 736
[7]
Ding R Guo Z X Wilson A Mater Sci Eng , 2002 ; A327 : 233
[8]
Lütjering G Mater Sci Eng , 1998 ; A243 : 32
[本文引用: 7]
[9]
Roy S Karanth S Suwas S Metall Mater Trans , 2013 ; 44A : 3322
[本文引用: 1]
[10]
Gurao N P Ali A A Suwas S Mater Sci Eng , 2009 ; A504 : 24
[本文引用: 3]
[11]
You L Song X P Acta Metall Sin , 2008 ; 44 : 1310
[本文引用: 1]
(尤 力 , 宋西平 . 金属学报 , 2008 ; 44 : 1310 )
[本文引用: 1]
[12]
Qin G H Wang W B Ji B Wu Y Y Chin J Nonferrous Met , 2010 ; 20 : 877
[本文引用: 1]
(秦桂红 , 王万波 , 计 波 , 吴英彦 . 中国有色金属学报 , 2010 ; 20 : 877 )
[本文引用: 1]
[13]
Song J H Hong K J Ha T K Jeong H T Mater Sci Eng , 2007 ; A449-451 : 144
[本文引用: 1]
[14]
Zheng J M Lei R Q Titanium Industry Progress , 2008 ; 25 (4 ): 27
[本文引用: 1]
(郑建民 , 雷让歧 . 钛工业进展 , 2008 ; 25 (4 ): 27 )
[本文引用: 1]
[15]
Boehlert C J Mater Sci Eng , 2000 ; A279 : 118
[16]
Mao W M Yang P Chen L Analysis Principle of Texture and Testing Technique . Beijing : Metallugical Industry Press , 2008 : 15
[本文引用: 1]
(毛卫民 ,杨 平 ,陈 冷 .材料织构分析原理与检测技术 . 北京 : 冶金工业出版社 , 2008 : 15 )
[本文引用: 1]
[17]
Philippe M J Esling C Hocheid B Textures Microstruct , 1988 ; 7 : 265
[本文引用: 2]
[18]
Salem A A Glavicic M G Semiatin S L Mater Sci Eng , 2008 ; A496 : 169
[本文引用: 1]
[19]
Warwick J L W Jones N G Bantounas I Preuss M Dye D Acta Mater , 2013 ; 61 : 1603
[本文引用: 1]
[20]
Singh A K Schwarzer R A Mater Sci Eng , 2001 ; A307 : 151
[本文引用: 1]
[21]
Gey N Humbert M Philippe M J Combres Y Mater Sci Eng , 1996 ; A219 : 80
[本文引用: 1]
[22]
Russell A M Chumbley L S Ellis T W Laabs F C Norris B Donizetti G E J Mater Sci , 1995 ; 30 : 4249
[本文引用: 1]
[23]
Zhu Z S Gu J L Chen N P Chin J Nonferrous Met , 1995 ; 5 : 83
[本文引用: 1]
(朱知寿 , 顾家琳 , 陈南平 . 中国有色金属学报 , 1995 ; 5 : 83 )
[本文引用: 1]
[24]
Zhu Z S Gu J L Chen N P Yang Z S Mater Mech Eng , 1994 ; 18 (6 ): 23
[本文引用: 1]
(朱知寿 , 顾家琳 , 陈南平 , 杨照苏 . 机械工程材料 , 1994 ; 18 (6 ): 23 )
[本文引用: 1]
[25]
Lin P Feng A Yuan S Li G Shen J Mater Sci Eng , 2013 ; A563 : 16
[本文引用: 1]
1
2008
... 钛合金由于具有高的比强度, 良好的高温性能和优异的耐腐蚀性能而广泛应用于航空航天领域. Ti是一种活性高的金属, 在熔炼温度下能和许多元素发生化学反应, 包括各种氧化物耐火材料[1 ] . 因此, Ti的熔炼需要在真空或是惰性气体环境中进行. 此外, 水冷Cu坩埚冷凝器的应用, 也使得Ti能安全地凝固. 从经济角度出发, 真空自耗电弧熔炼已成为熔炼Ti锭的主要方法. 但是, 由于其高温保持时间短, 熔炼温度不够高, 导致其不能完全消除铸锭中的夹杂和化学成分偏析等凝固缺陷[2 ] . 美国于上世纪80年代研发了一种新型钛合金熔炼工艺——冷床炉熔炼技术[3 ] . 冷床炉根据热源不同分为电子束冷床炉和等离子冷床炉, 它是在航空用钛合金高纯净度的迫切需求形势下出现的. 在冷床炉熔炼过程中, 夹杂物有充足时间被极高温度熔化或沉入炉床底部而不流入熔池, 从而能显著消除钛合金高密度和低密度夹杂物, 并能有效改善铸锭成分偏析. 现阶段, 国际上对冷床炉熔炼钛合金的研究报道很少, 而对冷床炉熔炼钛合金进行后续热加工的相关研究更鲜有报道. 我国工业化等离子冷床炉熔炼(plasma arc cold hearth melting, PAM)钛合金的应用尚处于起步阶段, 相关技术发展状况未见报道, 而对PAM Ti锭的后续热加工工艺的探索则更为有限. 本研究使用工业化PAM钛合金, 并进行产品研发. ...
1
2008
... 钛合金由于具有高的比强度, 良好的高温性能和优异的耐腐蚀性能而广泛应用于航空航天领域. Ti是一种活性高的金属, 在熔炼温度下能和许多元素发生化学反应, 包括各种氧化物耐火材料[1 ] . 因此, Ti的熔炼需要在真空或是惰性气体环境中进行. 此外, 水冷Cu坩埚冷凝器的应用, 也使得Ti能安全地凝固. 从经济角度出发, 真空自耗电弧熔炼已成为熔炼Ti锭的主要方法. 但是, 由于其高温保持时间短, 熔炼温度不够高, 导致其不能完全消除铸锭中的夹杂和化学成分偏析等凝固缺陷[2 ] . 美国于上世纪80年代研发了一种新型钛合金熔炼工艺——冷床炉熔炼技术[3 ] . 冷床炉根据热源不同分为电子束冷床炉和等离子冷床炉, 它是在航空用钛合金高纯净度的迫切需求形势下出现的. 在冷床炉熔炼过程中, 夹杂物有充足时间被极高温度熔化或沉入炉床底部而不流入熔池, 从而能显著消除钛合金高密度和低密度夹杂物, 并能有效改善铸锭成分偏析. 现阶段, 国际上对冷床炉熔炼钛合金的研究报道很少, 而对冷床炉熔炼钛合金进行后续热加工的相关研究更鲜有报道. 我国工业化等离子冷床炉熔炼(plasma arc cold hearth melting, PAM)钛合金的应用尚处于起步阶段, 相关技术发展状况未见报道, 而对PAM Ti锭的后续热加工工艺的探索则更为有限. 本研究使用工业化PAM钛合金, 并进行产品研发. ...
1
2012
... 钛合金由于具有高的比强度, 良好的高温性能和优异的耐腐蚀性能而广泛应用于航空航天领域. Ti是一种活性高的金属, 在熔炼温度下能和许多元素发生化学反应, 包括各种氧化物耐火材料[1 ] . 因此, Ti的熔炼需要在真空或是惰性气体环境中进行. 此外, 水冷Cu坩埚冷凝器的应用, 也使得Ti能安全地凝固. 从经济角度出发, 真空自耗电弧熔炼已成为熔炼Ti锭的主要方法. 但是, 由于其高温保持时间短, 熔炼温度不够高, 导致其不能完全消除铸锭中的夹杂和化学成分偏析等凝固缺陷[2 ] . 美国于上世纪80年代研发了一种新型钛合金熔炼工艺——冷床炉熔炼技术[3 ] . 冷床炉根据热源不同分为电子束冷床炉和等离子冷床炉, 它是在航空用钛合金高纯净度的迫切需求形势下出现的. 在冷床炉熔炼过程中, 夹杂物有充足时间被极高温度熔化或沉入炉床底部而不流入熔池, 从而能显著消除钛合金高密度和低密度夹杂物, 并能有效改善铸锭成分偏析. 现阶段, 国际上对冷床炉熔炼钛合金的研究报道很少, 而对冷床炉熔炼钛合金进行后续热加工的相关研究更鲜有报道. 我国工业化等离子冷床炉熔炼(plasma arc cold hearth melting, PAM)钛合金的应用尚处于起步阶段, 相关技术发展状况未见报道, 而对PAM Ti锭的后续热加工工艺的探索则更为有限. 本研究使用工业化PAM钛合金, 并进行产品研发. ...
1
2012
... 钛合金由于具有高的比强度, 良好的高温性能和优异的耐腐蚀性能而广泛应用于航空航天领域. Ti是一种活性高的金属, 在熔炼温度下能和许多元素发生化学反应, 包括各种氧化物耐火材料[1 ] . 因此, Ti的熔炼需要在真空或是惰性气体环境中进行. 此外, 水冷Cu坩埚冷凝器的应用, 也使得Ti能安全地凝固. 从经济角度出发, 真空自耗电弧熔炼已成为熔炼Ti锭的主要方法. 但是, 由于其高温保持时间短, 熔炼温度不够高, 导致其不能完全消除铸锭中的夹杂和化学成分偏析等凝固缺陷[2 ] . 美国于上世纪80年代研发了一种新型钛合金熔炼工艺——冷床炉熔炼技术[3 ] . 冷床炉根据热源不同分为电子束冷床炉和等离子冷床炉, 它是在航空用钛合金高纯净度的迫切需求形势下出现的. 在冷床炉熔炼过程中, 夹杂物有充足时间被极高温度熔化或沉入炉床底部而不流入熔池, 从而能显著消除钛合金高密度和低密度夹杂物, 并能有效改善铸锭成分偏析. 现阶段, 国际上对冷床炉熔炼钛合金的研究报道很少, 而对冷床炉熔炼钛合金进行后续热加工的相关研究更鲜有报道. 我国工业化等离子冷床炉熔炼(plasma arc cold hearth melting, PAM)钛合金的应用尚处于起步阶段, 相关技术发展状况未见报道, 而对PAM Ti锭的后续热加工工艺的探索则更为有限. 本研究使用工业化PAM钛合金, 并进行产品研发. ...
1
1990
... 钛合金由于具有高的比强度, 良好的高温性能和优异的耐腐蚀性能而广泛应用于航空航天领域. Ti是一种活性高的金属, 在熔炼温度下能和许多元素发生化学反应, 包括各种氧化物耐火材料[1 ] . 因此, Ti的熔炼需要在真空或是惰性气体环境中进行. 此外, 水冷Cu坩埚冷凝器的应用, 也使得Ti能安全地凝固. 从经济角度出发, 真空自耗电弧熔炼已成为熔炼Ti锭的主要方法. 但是, 由于其高温保持时间短, 熔炼温度不够高, 导致其不能完全消除铸锭中的夹杂和化学成分偏析等凝固缺陷[2 ] . 美国于上世纪80年代研发了一种新型钛合金熔炼工艺——冷床炉熔炼技术[3 ] . 冷床炉根据热源不同分为电子束冷床炉和等离子冷床炉, 它是在航空用钛合金高纯净度的迫切需求形势下出现的. 在冷床炉熔炼过程中, 夹杂物有充足时间被极高温度熔化或沉入炉床底部而不流入熔池, 从而能显著消除钛合金高密度和低密度夹杂物, 并能有效改善铸锭成分偏析. 现阶段, 国际上对冷床炉熔炼钛合金的研究报道很少, 而对冷床炉熔炼钛合金进行后续热加工的相关研究更鲜有报道. 我国工业化等离子冷床炉熔炼(plasma arc cold hearth melting, PAM)钛合金的应用尚处于起步阶段, 相关技术发展状况未见报道, 而对PAM Ti锭的后续热加工工艺的探索则更为有限. 本研究使用工业化PAM钛合金, 并进行产品研发. ...
1
2012
... 钛合金的显微组织受热加工工艺影响较大[4 -8 ] . 变形温度、变形速率和冷却速率等加工参数均能导致钛合金的显微组织发生变化, 主要包括a / b 两相形貌、a 集束尺寸和等轴a 体积分数等组织参数. 加工工艺同样会对钛合金的织构类型与强度产生重要影响. 一般而言, 钛合金在加工过程中主要形成的织构类型有棱柱型织构、基面型织构和棱锥型织构[8 ,9 ] . 织构强度主要由变形程度以及轧制方式决定[8 ,10 ,11 ] . 显微组织以及织构则进一步决定了钛合金产品的力学性能[8 ] . ...
1
2012
... 钛合金的显微组织受热加工工艺影响较大[4 -8 ] . 变形温度、变形速率和冷却速率等加工参数均能导致钛合金的显微组织发生变化, 主要包括a / b 两相形貌、a 集束尺寸和等轴a 体积分数等组织参数. 加工工艺同样会对钛合金的织构类型与强度产生重要影响. 一般而言, 钛合金在加工过程中主要形成的织构类型有棱柱型织构、基面型织构和棱锥型织构[8 ,9 ] . 织构强度主要由变形程度以及轧制方式决定[8 ,10 ,11 ] . 显微组织以及织构则进一步决定了钛合金产品的力学性能[8 ] . ...
7
1998
... 钛合金的显微组织受热加工工艺影响较大[4 -8 ] . 变形温度、变形速率和冷却速率等加工参数均能导致钛合金的显微组织发生变化, 主要包括a / b 两相形貌、a 集束尺寸和等轴a 体积分数等组织参数. 加工工艺同样会对钛合金的织构类型与强度产生重要影响. 一般而言, 钛合金在加工过程中主要形成的织构类型有棱柱型织构、基面型织构和棱锥型织构[8 ,9 ] . 织构强度主要由变形程度以及轧制方式决定[8 ,10 ,11 ] . 显微组织以及织构则进一步决定了钛合金产品的力学性能[8 ] . ...
... [8 ,9 ]. 织构强度主要由变形程度以及轧制方式决定[8 ,10 ,11 ] . 显微组织以及织构则进一步决定了钛合金产品的力学性能[8 ] . ...
... [8 ,10 ,11 ]. 显微组织以及织构则进一步决定了钛合金产品的力学性能[8 ] . ...
... [8 ]. ...
... TC1合金经过PAM后从b 相区冷却时, 发生b →a 相变, 形成魏氏组织(图2). 铸锭在开坯过程中, 首先在相变点开始变形, 当温度降到两相区时, a 相承受大的变形使得组织尺寸更加细小(图3). 经过轧制开坯, a 集束及片层厚度明显细化, 由此改善了合金塑性[8 ] , 提高材料后续加工性能. ...
... 一般来说, TC系列钛合金在a +b 两相区的低温区进行轧制后, 多呈现柱面型和基面型混合织构类型, 即{0002}面法向平行于TD方向以及ND方向[8 ] . Singh和Schwarzer[20 ] 进一步研究结果表明, 多道次换向轧制使合金{0002}面法向由ND向RD方向偏转. 然而, 在本研究中, 板材无论是经过单向轧制或者换向轧制, 织构类型均以柱面织构为主, 掺有基面织构的混合织构特征, {0002}面织构未向RD方向发生明显偏转(图7). 这是由于, 本研究中换向次数较少, 因此板材主要呈现单向轧制织构特征. 然而, 轧制方式的不同仍然导致换向轧制织构强度弱于单向轧制. ...
... 2种工艺下制备的板材在750 ℃退火后a 相均发生等轴化(图5), 而且显微组织较为相似, 性能上均表现为板材的塑性得到提升, 而屈服强度和抗拉强度有所降低. 对于钛合金而言, 退火并不能明显改变织构类型[8 ,10 ,17 ,25 ] , 因此, 退火后板材沿横向屈服强度均明显高于轧向的屈服强度. ...
1
2013
... 钛合金的显微组织受热加工工艺影响较大[4 -8 ] . 变形温度、变形速率和冷却速率等加工参数均能导致钛合金的显微组织发生变化, 主要包括a / b 两相形貌、a 集束尺寸和等轴a 体积分数等组织参数. 加工工艺同样会对钛合金的织构类型与强度产生重要影响. 一般而言, 钛合金在加工过程中主要形成的织构类型有棱柱型织构、基面型织构和棱锥型织构[8 ,9 ] . 织构强度主要由变形程度以及轧制方式决定[8 ,10 ,11 ] . 显微组织以及织构则进一步决定了钛合金产品的力学性能[8 ] . ...
3
2009
... 钛合金的显微组织受热加工工艺影响较大[4 -8 ] . 变形温度、变形速率和冷却速率等加工参数均能导致钛合金的显微组织发生变化, 主要包括a / b 两相形貌、a 集束尺寸和等轴a 体积分数等组织参数. 加工工艺同样会对钛合金的织构类型与强度产生重要影响. 一般而言, 钛合金在加工过程中主要形成的织构类型有棱柱型织构、基面型织构和棱锥型织构[8 ,9 ] . 织构强度主要由变形程度以及轧制方式决定[8 ,10 ,11 ] . 显微组织以及织构则进一步决定了钛合金产品的力学性能[8 ] . ...
... 在钛合金体系内, 研究单向轧制与换向轧制工艺对钛合金组织的影响已有报道. Song等[13 ] 通过研究发现, TC4合金在单向轧制下条状a 相的方向性要比换向轧制严重. 郑建民和雷让歧[14 ] 研究了TC4合金经过一次换向轧制和未经换向的轧制工艺对组织的影响. 结果表明, 未经换向的轧制工艺使得板材组织大部分为条状组织, 仅有少量等轴a 相; 而换向热轧一次轧制使得组织均匀化, 改善了条状组织. Gurao等[10 ] 通过研究一种b 钛合金在单向轧制和多道次换向轧制工艺下的显微组织, 认为2种工艺下钛合金组织均为轧制流线; 在单向轧制中轧制流线基本与轧向平行, 而在多道次交叉轧制中, 2种方向的轧制流线呈交叉状排列. 本实验铸锭经过轧制开坯与轧制变形(包括单向轧制与换向轧制)后, a 片层受到局部剪切应力而发生扭曲变形和碎化(图4). 单向轧制的轧制面上有沿轧向明显排列的变形a 相(图4a), 由于不同轧制方式中a 相的受力历史不同, 导致换向轧制的轧制面a 相沿轧向排列不明显(图4c), 而2种工艺纵截面上组织均沿变形方向排列(图4b和d), 这与文献[13,15]的研究结果类似. ...
... 2种工艺下制备的板材在750 ℃退火后a 相均发生等轴化(图5), 而且显微组织较为相似, 性能上均表现为板材的塑性得到提升, 而屈服强度和抗拉强度有所降低. 对于钛合金而言, 退火并不能明显改变织构类型[8 ,10 ,17 ,25 ] , 因此, 退火后板材沿横向屈服强度均明显高于轧向的屈服强度. ...
1
2008
... 钛合金的显微组织受热加工工艺影响较大[4 -8 ] . 变形温度、变形速率和冷却速率等加工参数均能导致钛合金的显微组织发生变化, 主要包括a / b 两相形貌、a 集束尺寸和等轴a 体积分数等组织参数. 加工工艺同样会对钛合金的织构类型与强度产生重要影响. 一般而言, 钛合金在加工过程中主要形成的织构类型有棱柱型织构、基面型织构和棱锥型织构[8 ,9 ] . 织构强度主要由变形程度以及轧制方式决定[8 ,10 ,11 ] . 显微组织以及织构则进一步决定了钛合金产品的力学性能[8 ] . ...
1
2008
... 钛合金的显微组织受热加工工艺影响较大[4 -8 ] . 变形温度、变形速率和冷却速率等加工参数均能导致钛合金的显微组织发生变化, 主要包括a / b 两相形貌、a 集束尺寸和等轴a 体积分数等组织参数. 加工工艺同样会对钛合金的织构类型与强度产生重要影响. 一般而言, 钛合金在加工过程中主要形成的织构类型有棱柱型织构、基面型织构和棱锥型织构[8 ,9 ] . 织构强度主要由变形程度以及轧制方式决定[8 ,10 ,11 ] . 显微组织以及织构则进一步决定了钛合金产品的力学性能[8 ] . ...
1
2010
... 实验所用的TC1合金铸锭由宝钢特钢有限公司等离子冷床炉熔炼(PAM)[12 ] , 铸锭尺寸为1550 mm×750 mm×330 mm. TC1合金名义成分为Ti-2Al-1.5Mn, 其详细化学成分(质量分数, %)为: Al 1.0~2.5, Mn 0.7~2.0, Fe≤0.3, C≤0.1, N≤0.05, H≤0.12, O≤0.15, Ti余量. ...
1
2010
... 实验所用的TC1合金铸锭由宝钢特钢有限公司等离子冷床炉熔炼(PAM)[12 ] , 铸锭尺寸为1550 mm×750 mm×330 mm. TC1合金名义成分为Ti-2Al-1.5Mn, 其详细化学成分(质量分数, %)为: Al 1.0~2.5, Mn 0.7~2.0, Fe≤0.3, C≤0.1, N≤0.05, H≤0.12, O≤0.15, Ti余量. ...
1
2007
... 在钛合金体系内, 研究单向轧制与换向轧制工艺对钛合金组织的影响已有报道. Song等[13 ] 通过研究发现, TC4合金在单向轧制下条状a 相的方向性要比换向轧制严重. 郑建民和雷让歧[14 ] 研究了TC4合金经过一次换向轧制和未经换向的轧制工艺对组织的影响. 结果表明, 未经换向的轧制工艺使得板材组织大部分为条状组织, 仅有少量等轴a 相; 而换向热轧一次轧制使得组织均匀化, 改善了条状组织. Gurao等[10 ] 通过研究一种b 钛合金在单向轧制和多道次换向轧制工艺下的显微组织, 认为2种工艺下钛合金组织均为轧制流线; 在单向轧制中轧制流线基本与轧向平行, 而在多道次交叉轧制中, 2种方向的轧制流线呈交叉状排列. 本实验铸锭经过轧制开坯与轧制变形(包括单向轧制与换向轧制)后, a 片层受到局部剪切应力而发生扭曲变形和碎化(图4). 单向轧制的轧制面上有沿轧向明显排列的变形a 相(图4a), 由于不同轧制方式中a 相的受力历史不同, 导致换向轧制的轧制面a 相沿轧向排列不明显(图4c), 而2种工艺纵截面上组织均沿变形方向排列(图4b和d), 这与文献[13,15]的研究结果类似. ...
1
2008
... 在钛合金体系内, 研究单向轧制与换向轧制工艺对钛合金组织的影响已有报道. Song等[13 ] 通过研究发现, TC4合金在单向轧制下条状a 相的方向性要比换向轧制严重. 郑建民和雷让歧[14 ] 研究了TC4合金经过一次换向轧制和未经换向的轧制工艺对组织的影响. 结果表明, 未经换向的轧制工艺使得板材组织大部分为条状组织, 仅有少量等轴a 相; 而换向热轧一次轧制使得组织均匀化, 改善了条状组织. Gurao等[10 ] 通过研究一种b 钛合金在单向轧制和多道次换向轧制工艺下的显微组织, 认为2种工艺下钛合金组织均为轧制流线; 在单向轧制中轧制流线基本与轧向平行, 而在多道次交叉轧制中, 2种方向的轧制流线呈交叉状排列. 本实验铸锭经过轧制开坯与轧制变形(包括单向轧制与换向轧制)后, a 片层受到局部剪切应力而发生扭曲变形和碎化(图4). 单向轧制的轧制面上有沿轧向明显排列的变形a 相(图4a), 由于不同轧制方式中a 相的受力历史不同, 导致换向轧制的轧制面a 相沿轧向排列不明显(图4c), 而2种工艺纵截面上组织均沿变形方向排列(图4b和d), 这与文献[13,15]的研究结果类似. ...
1
2008
... 在钛合金体系内, 研究单向轧制与换向轧制工艺对钛合金组织的影响已有报道. Song等[13 ] 通过研究发现, TC4合金在单向轧制下条状a 相的方向性要比换向轧制严重. 郑建民和雷让歧[14 ] 研究了TC4合金经过一次换向轧制和未经换向的轧制工艺对组织的影响. 结果表明, 未经换向的轧制工艺使得板材组织大部分为条状组织, 仅有少量等轴a 相; 而换向热轧一次轧制使得组织均匀化, 改善了条状组织. Gurao等[10 ] 通过研究一种b 钛合金在单向轧制和多道次换向轧制工艺下的显微组织, 认为2种工艺下钛合金组织均为轧制流线; 在单向轧制中轧制流线基本与轧向平行, 而在多道次交叉轧制中, 2种方向的轧制流线呈交叉状排列. 本实验铸锭经过轧制开坯与轧制变形(包括单向轧制与换向轧制)后, a 片层受到局部剪切应力而发生扭曲变形和碎化(图4). 单向轧制的轧制面上有沿轧向明显排列的变形a 相(图4a), 由于不同轧制方式中a 相的受力历史不同, 导致换向轧制的轧制面a 相沿轧向排列不明显(图4c), 而2种工艺纵截面上组织均沿变形方向排列(图4b和d), 这与文献[13,15]的研究结果类似. ...
1
2008
... 板材在轧制过程中, 内部主要发生以位错运动为主的塑性变形和以回复、形核及晶粒长大为主的动态再结晶, 二者在轧制过程中同时或者交替出现, 进而影响变形织构的强度及类型[16 ] . 根据Philippe等[17 ] 的研究, {0002}面法向向TD方向偏转是由{ 10 1 ̅ 0 11 2 ̅ 0 10 1 ̅ 1 11 2 ̅ 0 10 1 ̅ 2 10 1 ̅ 1 11 2 ̅ 2 11 2 ̅ 3 ̅ a 相{0002}面法向向TD方向发生明显偏转(图6a). 考虑到本工作中开坯温度为b 转变温度且道次间无中间加热过程, 相对强的b 变形织构和位错亚结构对b →a 取向选择过程产生了增强效应[18 ] . 因此本研究中轧制开坯后板材的TD织构组分非常强(图6a). 而对偏离RD和TD方向45°织构则是由于钛合金在相转变温度开坯, b →a 相变过程存在取向选择而导致的[19 ] . ...
1
2008
... 板材在轧制过程中, 内部主要发生以位错运动为主的塑性变形和以回复、形核及晶粒长大为主的动态再结晶, 二者在轧制过程中同时或者交替出现, 进而影响变形织构的强度及类型[16 ] . 根据Philippe等[17 ] 的研究, {0002}面法向向TD方向偏转是由{ 10 1 ̅ 0 11 2 ̅ 0 10 1 ̅ 1 11 2 ̅ 0 10 1 ̅ 2 10 1 ̅ 1 11 2 ̅ 2 11 2 ̅ 3 ̅ a 相{0002}面法向向TD方向发生明显偏转(图6a). 考虑到本工作中开坯温度为b 转变温度且道次间无中间加热过程, 相对强的b 变形织构和位错亚结构对b →a 取向选择过程产生了增强效应[18 ] . 因此本研究中轧制开坯后板材的TD织构组分非常强(图6a). 而对偏离RD和TD方向45°织构则是由于钛合金在相转变温度开坯, b →a 相变过程存在取向选择而导致的[19 ] . ...
2
1988
... 板材在轧制过程中, 内部主要发生以位错运动为主的塑性变形和以回复、形核及晶粒长大为主的动态再结晶, 二者在轧制过程中同时或者交替出现, 进而影响变形织构的强度及类型[16 ] . 根据Philippe等[17 ] 的研究, {0002}面法向向TD方向偏转是由{ 10 1 ̅ 0 11 2 ̅ 0 10 1 ̅ 1 11 2 ̅ 0 10 1 ̅ 2 10 1 ̅ 1 11 2 ̅ 2 11 2 ̅ 3 ̅ a 相{0002}面法向向TD方向发生明显偏转(图6a). 考虑到本工作中开坯温度为b 转变温度且道次间无中间加热过程, 相对强的b 变形织构和位错亚结构对b →a 取向选择过程产生了增强效应[18 ] . 因此本研究中轧制开坯后板材的TD织构组分非常强(图6a). 而对偏离RD和TD方向45°织构则是由于钛合金在相转变温度开坯, b →a 相变过程存在取向选择而导致的[19 ] . ...
... 2种工艺下制备的板材在750 ℃退火后a 相均发生等轴化(图5), 而且显微组织较为相似, 性能上均表现为板材的塑性得到提升, 而屈服强度和抗拉强度有所降低. 对于钛合金而言, 退火并不能明显改变织构类型[8 ,10 ,17 ,25 ] , 因此, 退火后板材沿横向屈服强度均明显高于轧向的屈服强度. ...
1
2008
... 板材在轧制过程中, 内部主要发生以位错运动为主的塑性变形和以回复、形核及晶粒长大为主的动态再结晶, 二者在轧制过程中同时或者交替出现, 进而影响变形织构的强度及类型[16 ] . 根据Philippe等[17 ] 的研究, {0002}面法向向TD方向偏转是由{ 10 1 ̅ 0 11 2 ̅ 0 10 1 ̅ 1 11 2 ̅ 0 10 1 ̅ 2 10 1 ̅ 1 11 2 ̅ 2 11 2 ̅ 3 ̅ a 相{0002}面法向向TD方向发生明显偏转(图6a). 考虑到本工作中开坯温度为b 转变温度且道次间无中间加热过程, 相对强的b 变形织构和位错亚结构对b →a 取向选择过程产生了增强效应[18 ] . 因此本研究中轧制开坯后板材的TD织构组分非常强(图6a). 而对偏离RD和TD方向45°织构则是由于钛合金在相转变温度开坯, b →a 相变过程存在取向选择而导致的[19 ] . ...
1
2013
... 板材在轧制过程中, 内部主要发生以位错运动为主的塑性变形和以回复、形核及晶粒长大为主的动态再结晶, 二者在轧制过程中同时或者交替出现, 进而影响变形织构的强度及类型[16 ] . 根据Philippe等[17 ] 的研究, {0002}面法向向TD方向偏转是由{ 10 1 ̅ 0 11 2 ̅ 0 10 1 ̅ 1 11 2 ̅ 0 10 1 ̅ 2 10 1 ̅ 1 11 2 ̅ 2 11 2 ̅ 3 ̅ a 相{0002}面法向向TD方向发生明显偏转(图6a). 考虑到本工作中开坯温度为b 转变温度且道次间无中间加热过程, 相对强的b 变形织构和位错亚结构对b →a 取向选择过程产生了增强效应[18 ] . 因此本研究中轧制开坯后板材的TD织构组分非常强(图6a). 而对偏离RD和TD方向45°织构则是由于钛合金在相转变温度开坯, b →a 相变过程存在取向选择而导致的[19 ] . ...
1
2001
... 一般来说, TC系列钛合金在a +b 两相区的低温区进行轧制后, 多呈现柱面型和基面型混合织构类型, 即{0002}面法向平行于TD方向以及ND方向[8 ] . Singh和Schwarzer[20 ] 进一步研究结果表明, 多道次换向轧制使合金{0002}面法向由ND向RD方向偏转. 然而, 在本研究中, 板材无论是经过单向轧制或者换向轧制, 织构类型均以柱面织构为主, 掺有基面织构的混合织构特征, {0002}面织构未向RD方向发生明显偏转(图7). 这是由于, 本研究中换向次数较少, 因此板材主要呈现单向轧制织构特征. 然而, 轧制方式的不同仍然导致换向轧制织构强度弱于单向轧制. ...
1
1996
... 轧制板材的室温性能主要受板材显微组织以及织构影响[21 ] . 在本研究中, 2种轧制工艺制备的板材组织形貌差别较小, 因此室温性能数据相差并不明显(表1). 然而, 无论是单向轧制还是换向轧制, 板材沿TD方向上的屈服强度比沿RD方向大. 对于钛合金来说, 室温下, 柱面滑移相比其它滑移机制的临界分切应力要小得多[22 ] . 对于2种轧制变形工艺均具有柱面织构, 当应力轴沿着RD方向时, 柱面滑移易被激活; 而当应力轴沿TD方向时, c轴和应力轴夹角很小, 柱面滑移难以开动, 变形机制以较难开动的基面滑移或<a+c>滑移为主[23 ] . 这导致板材屈服强度出现明显各向异性. 织构对屈服强度影响明显, 但是对抗拉强度影响不大, 这与朱知寿等[24 ] 对不同织构类型对应的纯Ti拉伸性能的研究结果一致. ...
1
1995
... 轧制板材的室温性能主要受板材显微组织以及织构影响[21 ] . 在本研究中, 2种轧制工艺制备的板材组织形貌差别较小, 因此室温性能数据相差并不明显(表1). 然而, 无论是单向轧制还是换向轧制, 板材沿TD方向上的屈服强度比沿RD方向大. 对于钛合金来说, 室温下, 柱面滑移相比其它滑移机制的临界分切应力要小得多[22 ] . 对于2种轧制变形工艺均具有柱面织构, 当应力轴沿着RD方向时, 柱面滑移易被激活; 而当应力轴沿TD方向时, c轴和应力轴夹角很小, 柱面滑移难以开动, 变形机制以较难开动的基面滑移或<a+c>滑移为主[23 ] . 这导致板材屈服强度出现明显各向异性. 织构对屈服强度影响明显, 但是对抗拉强度影响不大, 这与朱知寿等[24 ] 对不同织构类型对应的纯Ti拉伸性能的研究结果一致. ...
1
1995
... 轧制板材的室温性能主要受板材显微组织以及织构影响[21 ] . 在本研究中, 2种轧制工艺制备的板材组织形貌差别较小, 因此室温性能数据相差并不明显(表1). 然而, 无论是单向轧制还是换向轧制, 板材沿TD方向上的屈服强度比沿RD方向大. 对于钛合金来说, 室温下, 柱面滑移相比其它滑移机制的临界分切应力要小得多[22 ] . 对于2种轧制变形工艺均具有柱面织构, 当应力轴沿着RD方向时, 柱面滑移易被激活; 而当应力轴沿TD方向时, c轴和应力轴夹角很小, 柱面滑移难以开动, 变形机制以较难开动的基面滑移或<a+c>滑移为主[23 ] . 这导致板材屈服强度出现明显各向异性. 织构对屈服强度影响明显, 但是对抗拉强度影响不大, 这与朱知寿等[24 ] 对不同织构类型对应的纯Ti拉伸性能的研究结果一致. ...
1
1995
... 轧制板材的室温性能主要受板材显微组织以及织构影响[21 ] . 在本研究中, 2种轧制工艺制备的板材组织形貌差别较小, 因此室温性能数据相差并不明显(表1). 然而, 无论是单向轧制还是换向轧制, 板材沿TD方向上的屈服强度比沿RD方向大. 对于钛合金来说, 室温下, 柱面滑移相比其它滑移机制的临界分切应力要小得多[22 ] . 对于2种轧制变形工艺均具有柱面织构, 当应力轴沿着RD方向时, 柱面滑移易被激活; 而当应力轴沿TD方向时, c轴和应力轴夹角很小, 柱面滑移难以开动, 变形机制以较难开动的基面滑移或<a+c>滑移为主[23 ] . 这导致板材屈服强度出现明显各向异性. 织构对屈服强度影响明显, 但是对抗拉强度影响不大, 这与朱知寿等[24 ] 对不同织构类型对应的纯Ti拉伸性能的研究结果一致. ...
1
1994
... 轧制板材的室温性能主要受板材显微组织以及织构影响[21 ] . 在本研究中, 2种轧制工艺制备的板材组织形貌差别较小, 因此室温性能数据相差并不明显(表1). 然而, 无论是单向轧制还是换向轧制, 板材沿TD方向上的屈服强度比沿RD方向大. 对于钛合金来说, 室温下, 柱面滑移相比其它滑移机制的临界分切应力要小得多[22 ] . 对于2种轧制变形工艺均具有柱面织构, 当应力轴沿着RD方向时, 柱面滑移易被激活; 而当应力轴沿TD方向时, c轴和应力轴夹角很小, 柱面滑移难以开动, 变形机制以较难开动的基面滑移或<a+c>滑移为主[23 ] . 这导致板材屈服强度出现明显各向异性. 织构对屈服强度影响明显, 但是对抗拉强度影响不大, 这与朱知寿等[24 ] 对不同织构类型对应的纯Ti拉伸性能的研究结果一致. ...
1
1994
... 轧制板材的室温性能主要受板材显微组织以及织构影响[21 ] . 在本研究中, 2种轧制工艺制备的板材组织形貌差别较小, 因此室温性能数据相差并不明显(表1). 然而, 无论是单向轧制还是换向轧制, 板材沿TD方向上的屈服强度比沿RD方向大. 对于钛合金来说, 室温下, 柱面滑移相比其它滑移机制的临界分切应力要小得多[22 ] . 对于2种轧制变形工艺均具有柱面织构, 当应力轴沿着RD方向时, 柱面滑移易被激活; 而当应力轴沿TD方向时, c轴和应力轴夹角很小, 柱面滑移难以开动, 变形机制以较难开动的基面滑移或<a+c>滑移为主[23 ] . 这导致板材屈服强度出现明显各向异性. 织构对屈服强度影响明显, 但是对抗拉强度影响不大, 这与朱知寿等[24 ] 对不同织构类型对应的纯Ti拉伸性能的研究结果一致. ...
1
2013
... 2种工艺下制备的板材在750 ℃退火后a 相均发生等轴化(图5), 而且显微组织较为相似, 性能上均表现为板材的塑性得到提升, 而屈服强度和抗拉强度有所降低. 对于钛合金而言, 退火并不能明显改变织构类型[8 ,10 ,17 ,25 ] , 因此, 退火后板材沿横向屈服强度均明显高于轧向的屈服强度. ...

 , 徐锋
, 徐锋

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}