
崔莉, 郭明星 , 彭祥阳, 张艳, 张济山, 庄林忠
, 彭祥阳, 张艳, 张济山, 庄林忠
北京科技大学新金属材料国家重点实验室, 北京 100083
CUI Li, GUO Mingxing, PENG Xiangyang, ZHANG Yan, ZHANG Jishan, ZHUANG Linzhong
中图分类号: TG166
通讯作者:
修回日期: 2014-07-1
网络出版日期: --
版权声明: 2015 《金属学报》编辑部 版权所有 2014, 金属学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
崔莉, 女, 1988年生, 硕士生
展开
摘要
采用力学性能测试、DSC及TEM研究了预变形对Al-Mg-Si-Cu合金析出行为的影响. 结果表明, 在慢速率升温过程中, 预时效态合金GP区溶解速率均随预变形量的增加而降低, 利用Avrami-Johnson-Mehl方法求得经0, 5%和15%预变形后合金的GP区溶解激活能分别为137.1, 189.5和141.3 kJ/mol; 若合金经不同预变形后直接进行185 ℃, 20 min烤漆硬化, 预变形可有效促进沉淀相析出, 提高烤漆硬化增量, 最高达160 MPa, 不过预变形量大于10%时合金烤漆硬化增幅减缓; 此外, 经预变形处理后烤漆态合金的GP区溶解速率在一定温度下均较低, 但高于某一温度后, 相应的GP区溶解速率均高于未经预变形处理, 最终获得的ln[(dY/dT)φ/f(Y)]-1/T曲线甚至会出现高激活能向低激活能转化现象; 不过随预变形量增加, β′′相析出激活能不断降低, 析出速率不断增加.
关键词:
Abstract
To reduce the weight of car body, Al-Mg-Si-Cu alloys have been widely used to produce outer body panels of automobiles due to their favorable high strength-to-weight ratio, corrosion resistance, weldability and good formability. Al-Mg-Si-Cu alloys belong to age-hardenable aluminium alloys, whose strength derives mainly from the matrix precipitation during aging treatments. However, their bake hardening response still need to be further improved to enhance their dent resistance. A novel thermo-mechanical treatment consisting of conventional pre-aging, pre-deformation and re-aging was developed to enhance the tensile properties and bake hardening increment of Al-Mg-Si-Cu alloys. In this work, the effect of pre-deformation on the precipitation behaviors of Al-Mg-Si-Cu alloy was studied by DSC, mechanical property measurement and TEM. The results show that, the GP zone dissolution rate decreases with increasing pre-deformation during the slow heating up process for the pre-aged alloy, the corresponding activation energies of 0, 5% and 15% pre-deformed alloy calculated by Avrami-Johnson-Mehl method are 137.1, 189.5 and 141.3 kJ/mol, respectively. If the pre-deformed alloys are directly bake hardened at 185 ℃ for 20 min, precipitation and bake hardening increment can be greatly improved by pre-deformation (the highest bake hardening increment is 160 MPa), but the bake hardening increment rate gradually decreases if the pre-deformation is above 10%. In addition, the GP zone dissolution rates of pre-deformed alloys after bake hardening treatment are much lower when the heat treatment temperatures are below one certain value, but if the treatment temperatures above it, the corresponding GP zone dissolution rates are higher than that of alloy without pre-deformation, finally, the activation energy changes from high value to low value even can be observed in the ln[(dY/dT)φ/f(Y)]-1/T curve. For the precipitation in the alloys, with increasing pre-deformation, its activation energy gradually decreases, corresponding gradually increase of precipitation rate.
Keywords:
随着节能环保意识的不断增强, 汽车轻量化已经成为21世纪汽车工业技术的前沿和热点问题. 解决轻量化的重要途径之一是选用轻质铝合金材料, 如Al-Mg和Al-Mg-Si系合金, 而后者由于具有较好的冲压成形性能和烤漆硬化性能而被广泛应用于制造车身外覆盖件. 目前, Al-Mg-Si系合金中已被广泛应用的合金牌号包括AA6016, AA6111以及AA6022等[1-6], 整体而言, 这些合金表现出了良好的成形性和烘烤硬化能力, 受到国内外众多汽车生产厂家的重视和应用.
但是随着汽车轻量化用铝合金的不断发展和深入, 仅采用某一种成分或工艺制备的合金板材很难全面满足汽车车身不同部件对成形性能和强度的不同要求. 例如, 部分零部件冲压时变形量较大, 对合金板材冲压成形性能有严格要求, 但是为了避免最终烤漆态合金板材碰撞时很容易发生的凹陷, 还要求合金板材在烤漆过程中具有尽可能高的烤漆硬化增量. 此外, 已有研究[7-11]表明, 固溶态Al-Mg-Si系合金经预时效处理后有利于提高或稳定合金板材的冲压成形性能, 并保证其在烤漆过程中具有较好的烤漆硬化增量. 但是预时效态合金经后续不同变形量的冲压成形后, 其在烤漆过程中表现的烤漆硬化增量存在一定差异. 因此, 如果能够掌握不同预变形量对合金板材后续时效析出行为, 合金沉淀相尺寸、形态和分布状态以及合金烤漆硬化增量等的影响规律, 对于更好地设计不同汽车零部件用铝合金材料和优化制备工艺等均具有重要指导意义.
本工作针对预时效态Al-0.6Mg-0.9Si-0.2Cu-0.07Mn (质量分数, %)合金板材, 首先对其进行不同程度的预变形处理, 然后对其进行相应的析出行为、烤漆硬化以及显微组织变化等的研究, 以期获得不同预变形量对合金板材烤漆硬化增量、析出行为以及显微组织的影响规律, 进而对该系合金的生产和应用提供指导.
实验所用合金成分为Al-0.6Mg-0.9Si-0.2Cu-0.07Mn, 所用原材料成分(质量分数)分别为: 99.7%纯Al, Al-25.73%Mg, Al-12.7%Si, Al-50.29%Cu以及Al-9.56%Mn中间合金. 按照一定的添加顺序加入电阻坩埚炉中熔化, 然后将合金熔体浇入水冷钢模中成形(钢模尺寸为180 mm (长)×110 mm (宽)×90 mm (高)); 随后对铸锭进行切头铣面, 经485 ℃, 3 h+555 ℃, 16 h双级均匀化处理后进行热轧变形, 热轧在直径350 mm两辊热轧机组上进行, 热轧速度为5.5 r/min, 开轧温度550 ℃, 终轧温度低于300 ℃, 终轧厚度为4 mm; 然后经400 ℃, 1 h中间退火后冷轧至1 mm. 冷轧样品经555 ℃, 2 min盐浴固溶处理+80 ℃, 12 h预时效处理后, 室温放置14 d (T4P态), 随后对其分别进行0, 5%, 10%和15%不同程度的预变形, 最后对不同预变形态合金试样再进行185 ℃, 20 min的模拟烤漆硬化处理, 研究合金的烤漆硬化增量和析出行为的变化规律.
不同状态合金的析出行为采用Q2000差示扫描量热仪(DSC)进行差热分析, 切出直径3 mm×1 mm, 质量约为15 mg的圆片, 用高纯Al作为标样, 以10 ℃/min的加热速率从20 ℃加热到400 ℃. 拉伸实验在MTS810电液伺服材料试验机上进行, 拉伸速率为3 mm/min, 拉伸试样规格按照GB3076-1982的要求沿轧制方向取样. 显微组织观察在Tecnai G2 F30场发射透射电子显微镜(TEM)上进行, 样品制备采用机械减薄后双喷电解减薄获得, 电解液为25%HNO3+75%CH3OH (体积分数)的混合液, 温度控制在-25~-10 ℃, 电压为20~30 V.
对于铝合金沉淀析出行为的研究已有较多报道[12-17], 采用的理论模型也较多, 本工作采用非等温DSC分析技术并结合Avrami-Johnson-Mehl模型对其析出动力学进行研究[18-20], 相关的动力学方程如下:
式中, Y是时间t内增加的体积分数; t的单位为min; k和n分别为与形核类型和长大方式有关的常数; k0是频率因子, 单位是min-1; Q是激活能, 单位为kJ/mol; R是普适气体常数, 一般取值8.31 J/(mol
对式(1)两边取对数, 经过转化可得到如下关系式:
通过绘制
如果对式(1)求导, 可得到非等温过程中析出相体积分数的转变率
式中, f(Y)是含Y的隐函数 , 由式(1)和(4)可得:
Y对T的表述为:
式中, A(T)为从峰开始到温度T内基线与DSC曲线峰间的面积, Af为整个峰面积.
由此可求得
式中,
由式(8)不难看出,
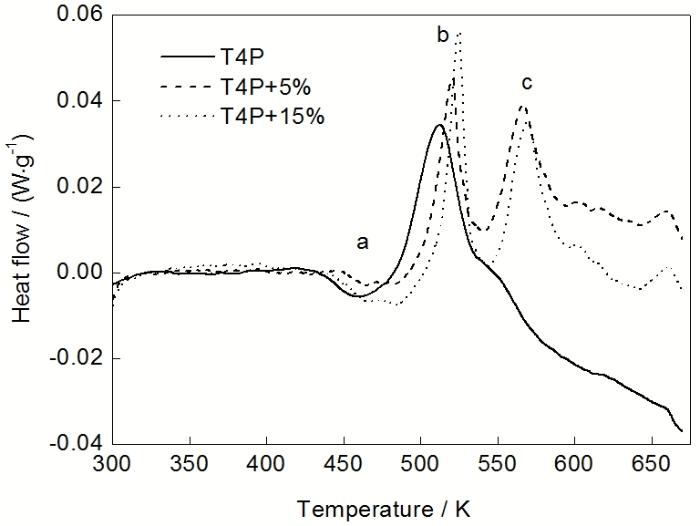
图1示出了T4P态Al-0.6Mg-0.9Si-0.2Cu-0.07Mn合金经不同预变形后的DSC曲线. 可以看出, 合金经T4P预时效处理后, DSC曲线主要包括溶解峰a, 析出峰b和c. 由于预时效可以有效促进纳米Mg-Si溶质原子团簇的形成, 而且形成的溶质原子团簇较为稳定, 可以直接作为后续高温烤漆过程中沉淀强化相的形核点, 经预时效处理后的合金在低温区域内不仅不会出现其他溶质原子团簇析出峰, 而且溶解峰a相对于不经预时效处理的合金也会变小[20]. 但是如果合金不进行合适的预时效处理, 固溶水淬态合金在随后的自然时效7 d之内很快就会形成Mg-Mg和Si-Si溶质原子团簇, 而且Mg-Mg溶质原子团簇在7 d之内又会发生溶解, Si-Si溶质原子团簇室温状态下相对较为稳定不会溶解, 随后随着自然时效时间的延长Mg原子会不断进入Si原子团簇形成Mg-Si溶质原子团簇[21,22]. 这种析出过程由于不能形成大量较为稳定的Mg-Si溶质原子团簇, 或者形成的溶质原子团簇尺寸较小, 导致DSC分析过程中对应的溶解峰较大且起始温度较低, 若直接进行高温烤漆则有可能出现烤漆软化现象, 此外, 在DSC的升温过程中还会不断形成其他多种溶质原子团簇[20]. 因此, 最近几年随着汽车轻量化用Al-Mg-Si系合金研究的不断深入, 为了提高合金冲压成形性能和烤漆硬化性能均对合金板材进行合适的预时效处理[20,23].
图1 T4P态Al-0.6Mg-0.9Si-0.2Cu-0.07Mn合金经不同预变形后的DSC曲线
Fig.1 DSC curves of Al-0.6Mg-0.9Si-0.2Cu-0.07Mn alloys after T4P treatment with different pre-deformations
由于合金板材经过预时效处理后在实际应用过程中还需要进行冲压成形, 随着部件形状的改变合金板材的冲压变形量也会发生变化. 为了更好地分析预时效之后不同变形量对合金析出行为的影响, 对T4P态合金分别进行了5%, 10%和15%的预变形处理. 由图1可以看出, 经5%预变形后, 合金的GP区溶解峰相对较小, 而经15%预变形后溶解峰面积明显增加. 不过两者溶解结束温度均明显高于未加预变形处理的合金, 而且预变形后的合金由于溶解峰结束温度较高, 使得
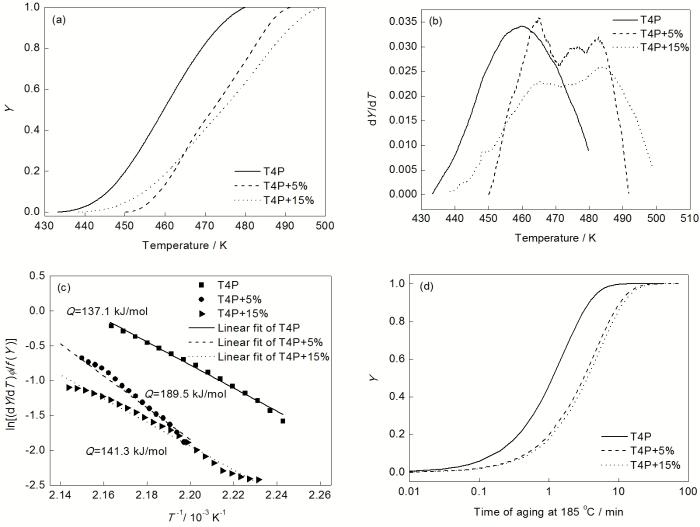
为了更好地分析不同预变形量对DSC曲线中GP区溶解激活能以及溶解动力学的定量影响规律, 图2示出了根据Avrami-Johnson-Mehl模型计算GP区溶解激活能的详细过程. 由图2a可以看出, 合金经5%和15%预变形处理后, 不仅GP区溶解起始温度均高于未经预变形处理的合金, 而且GP区溶解速率均明显低于未经预变形的合金. 最终根据图2c所示的ln[(dY/dT)φ/f(Y)]-1/T曲线可求得预时效态合金经0, 5%和15%预变形后GP区溶解激活能分别为137.1, 189.5和141.3 kJ/mol. 经预变形后合金GP区溶解激活能均高于未经预变形的合金, 其原因正如前文所述在DSC低温段升温过程中过量Si向Mg-Si溶质原子团簇的不均匀扩散所致. 但是相比而言, 经5%预变形后的激活能远高于经15%预变形的合金, 这是由于DSC升温过程较快, 时间较短, 15%预变形处理后的合金基体内由于位错线密度较高, 在升温过程中未能彻底消除, 残留的位错线必然会促进GP区的溶解, 最终导致15%预变形后的合金激活能反而又低于5%预变形后的合金. 对应的动力学方程分别为: Y=1-exp[-2.892×1015exp(-16534/T)t], Y=1-exp[-1.0642×1021exp(-22846/T)t]和Y=1-exp[-2.577×1015exp(-17011/T)t]. 据此可以绘制根据理论预测的GP区溶解Y-t动力学曲线, 如图2d所示. 由图2d可以更加清楚地看出, 施加预应变之后由于溶质原子团簇Mg/Si比的降低以及尺寸的增加, GP区溶解难度明显增加, 5%和15%预应变后的GP区溶解速率均低于未施加预应变的合金, 未经预变形处理的合金在185 ℃仅需6~7 min即可完成GP区溶解, 但经预变形后的合金的GP区彻底溶解却需要20~30 min.
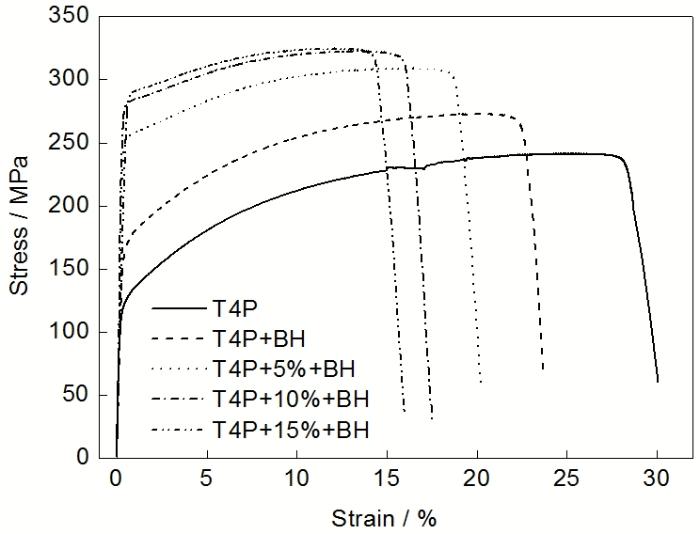
图3示出了T4P态合金分别进行0, 5%, 10%和15%预变形后再进行185 ℃, 20 min模拟烤漆后的应力-应变曲线. 可以看出, 随着预变形量的增加, 经过185 ℃, 20 min模拟烤漆硬化处理后, 合金板材延伸率不断降低, 而屈服强度不断增加, 较T4P态最高增幅可达160 MPa左右, 不过经15%预变形后的强度增幅仅略高于10%预变形后的合金. T4P态合金加入0, 5%, 10%和15%预变形再进行185 ℃, 20 min的模拟烤漆时效后, 其烤漆硬化增量分别为45.7, 132.4, 158.8和167.1 MPa. 可以更加明确地看出, 预变形量对提高烤漆硬化增量有促进作用.
由此可见, 预变形的引入可以使合金基体内产生一定数量的位错线, 进而可以在高温烤漆过程中有效促进溶质原子团簇的形成和长大, 最终使得合金基体内形成大量细小沉淀相而使强度上升. 如果预变形量太小, 上述促进作用不明显; 但是如果预变形量太大, 上述促进作用同样会降低或减弱(如预变形量为15%时). 后者形成原因主要是由于, 虽然位错线的存在可以为溶质原子提供有效的扩散通道, 但是如果位错线密度较高, 必然会在局部区域发生位错缠结, 进而使得扩散不均匀, 最终导致形成的沉淀相尺寸和分布也不够均匀, 合金强度提升必然受限. 特别是由于溶质元素Mg和Si的扩散系数存在一定差异, 如果应变储能太大, 必然使得扩散速率相对较快的Si向溶质元素团簇快速扩散, 再加上Si浓度本身较高, 扩散速率会更快, 最终合金中强化效果最好的
图2 T4P态Al-0.6Mg-0.9Si-0.2Cu-0.07Mn合金GP区溶解激活能计算过程及其理论预测
Fig.2 Determination of GP zone dissolution activation energy for Al-0.6Mg-0.9Si-0.2Cu-0.07Mn alloys after T4P treatment with 0, 5% and 15% pre-deformations and GP zone dissolution kinetics of the theoretical prediction (a) Y-T curves (b) dY/dT-T curves (c) ln[(dY/dT)φ/f(Y)]-1/T curves (d) theoretical prediction of Y-t curves at 185 ℃
图3 T4P态Al-0.6Mg-0.9Si-0.2Cu-0.07Mn合金及其经不同预变形+185 ℃, 20 min烤漆后的应力-应变曲线
Fig.3 Stress-strain curves of the Al-0.6Mg-0.9Si-0.2Cu-0.07Mn alloys after T4P treatment with 0, 5%, 10% and 15% pre-deformations bake hardened (BH) at 185 ℃ for 20 min
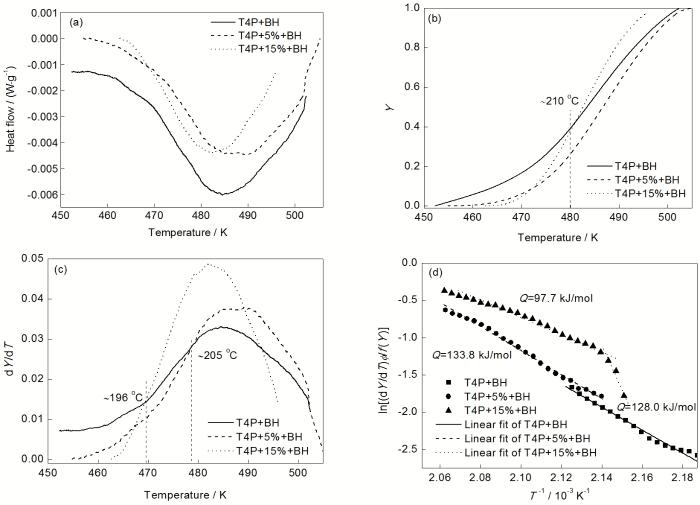
由于Al-Mg-Si系合金即使经过185 ℃, 20 min烤漆硬化处理后仍然处于严重欠时效状态, 合金基体内沉淀相很难清楚表征. 因此, 为了更好地分析烤漆态合金基体内形成的溶质原子团簇、GP区以及
图4 Al-0.6Mg-0.9Si-0.2Cu-0.07Mn合金经烤漆处理后的DSC曲线
Fig.4 DSC curves for Al-0.6Mg-0.9Si-0.2Cu-0.07Mn alloys with 0, 5% and 15% pre-deformation after aging at 185 ℃ for 20 min
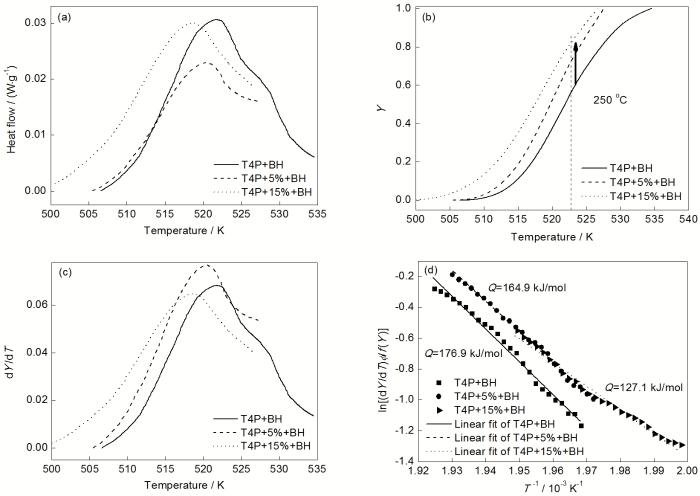
图5 Al-0.6Mg-0.9Si-0.2Cu-0.07Mn合金经烤漆处理后所获DSC曲线中GP区溶解激活能计算过程
Fig.5 GP zones dissolution peaks and the determination of GP zone dissolution activation energies (a) GP zone dissolution peaks (b) Y-T curves (c) dY/dT-T curves (d) ln[(dY/dT)f/f(Y)]-1/T curves
图5和6分别示出了合金经烤漆后对应GP区溶解和
图6 Al-0.6Mg-0.9Si-0.2Cu-0.07Mn合金经烤漆处理后所获DSC曲线中 β″相析出激活能计算过程
Fig.6 β″ precipitation peaks and the determination of β″ precipitation activation energies (a) β″ precipitation peaks (b)Y-T curves (c) dY/dT-T curves (d) ln[(dY/dT)φ/f(Y)]-1/T curves
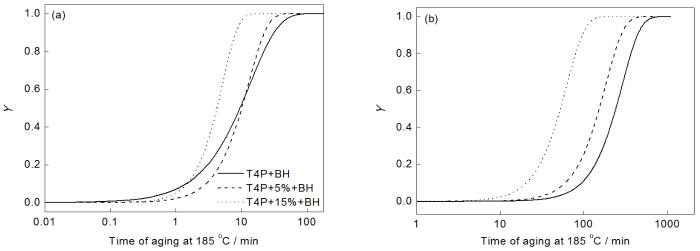
为了更好地分析不同预变形量对合金析出行为的影响, 根据图5和6计算求得的Q和k0, 可以给出相应状态合金的GP区溶解和
为了更好地对比预变形处理对合金析出相尺寸和分布状态的影响, 将几种不同预变形量处理后的合金经185 ℃, 20 min烤漆处理后再以10 ℃/min升温速率从20 ℃升温到250 ℃(此过程完全与图4所示DSC升温过程一致), 然后将样品水淬, 并进行相应的TEM显微组织观察, 如图8所示. 利用统计分析软件, 可计算得到3种合金TEM像中析出相的面积分数分别为40.1%, 47.2%和49.7%. 由图8也可以看出, 随着预变形量的增加, 合金基体内不仅沉淀相尺寸减小, 而且沉淀相数量明显高于未经预变形处理的合金. 合金经15%预变形处理后, 合金基体内细小点状或者长度较短的针状
| Peak of GP and | Q (kJmol-1) | k0 min-1 | Kinetics expression |
|---|---|---|---|
| GP zone dissolution for the (T4P+BH) | 128.0 | 2.9×1013 | Y=1-exp[-2.9×1013exp(-15401/T)t] |
| GP zone dissolution for the (T4P+5%+BH) | 133.8 | 1.4×1014 | Y=1-exp[-(1.4×1014exp(-16103/T)t)1.5] |
| GP zone dissolution for the (T4P+15%+BH) | 97.0 | 2.2×1010 | Y=1-exp[-(2.2×1010exp(-11664/T)t)1.8] |
| 176.9 | 5.2×1017 | Y=1-exp[-(5.2×1017exp(-21285/T)t)2] | |
| 164.9 | 3.5×1016 | Y=1-exp[-(3.5×1016exp(-19842/T)t)2] | |
| 127.1 | 5.3×1012 | Y=1-exp[-(5.3×1012exp(-15321/T)t)2] |
图7 Al-0.6Mg-0.9Si-0.2Cu-0.07Mn合金经烤漆处理后在185 ℃继续时效的析出动力学
Fig.7 Precipitation kinetics of the alloys bake hardened at 185 ℃
(a) GPzone dissolution kinetics (b) β″ precipitation kinetics
图8 不同预变形量下Al-0.6Mg-0.9Si-0.2Cu-0.07Mn合金经185 ℃, 20 min烤漆处理后以10 ℃/min升温速率从20 ℃升温到250 ℃时的TEM像
Fig.8 TEM images of the bake hardened alloys heated up from 20 ℃ to 250 ℃ with 10 ℃/min under 0 (a), 5% (b) and 15% (c) pre-deformations
(1) 预时效态Al-0.6Mg-0.9Si-0.2Cu-0.07Mn合金经预变形处理后, 在慢速率升温过程中, 由于溶质元素Si扩散速率较大会使得预时效态形成的溶质原子团簇Mg/Si比降低, 高温时不仅不能促进
(2) 预时效态合金经不同预变形处理后, 如果直接进行185 ℃, 20 min的高温模拟烤漆处理, 预变形可以有效促进沉淀相的析出, 合金烤漆硬化增量随着预变形量的增加而增加, 最高可达160 MPa左右, 但预变形量大于10%以后合金烤漆硬化增幅减缓.
(3) 利用Avrami-Johnson-Mehl方法对烤漆态合金进行相应的GP区溶解和
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
|
| [24] |
|
| [25] |
|
| [26] |
|

/
| 〈 |
|
〉 |


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}