铅黄铜有着优良的切削性能及机械性能, 由于其价格低廉, 被广泛应用于轴承和易切削工具的制造[1 ] . 但铅黄铜固有的水溶性Pb浸出会严重污染环境和损害人的身体健康[2 -4 ] , 因此研制无铅易切削黄铜就成了一个必须攻克的难题. 目前无铅易切削黄铜的设计思路是在黄铜中加入类似于Pb的脆性颗粒, 这种脆性颗粒可以是单质, 也可以是化合物[5 ,6 ] . 单质脆性颗粒主要是类Pb元素(如Bi, Sb, Te等), 这些元素与Cu基本不固溶, 以弥散状态分布于黄铜基体上, 其产生的断屑效应及润滑作用能改善黄铜的切削性能, 其中研究最为成熟的是铋黄铜[7 -9 ] . 但Bi引起的晶界脆化会严重损害合金的力学性能, 同时Bi等类Pb元素的稀缺也限制了这类合金的大范围应用. 硅黄铜利用富Si脆性化合物产生的断屑效应来改善黄铜的切削性能[10 -12 ] , 但富Si脆性化合物不具有Pb的润滑特性, 使得硅黄铜的切削性能与铅黄铜有一定差距. 而且硅黄铜的Cu含量远高于铅黄铜(Si高达10的Zn当量值使得合金中的Zn不宜过高), 这会大幅度增加黄铜的成本[13 ] . 可见, 研制出一种能真正替代铅黄铜的无铅易切削黄铜还存在很大的难度。
石墨黄铜一直被认为最有可能替代铅黄铜[1 ] . 这是因为石墨与Pb一样在黄铜基体上以脆而软的颗粒存在, 而且石墨是一种优良的固体润滑剂, 从而会产生与Pb颗粒一样的断屑效应和润滑作用[14 ] . 但石墨与Cu的润湿性差且比重相差大, 难以在黄铜基体上生成均匀细小的石墨颗粒. 为解决以上问题, Nath等[15 ] 利用搅拌铸造与挤压相结合的方法制备出了石墨黄铜; Kim等[16 ] 利用离心铸造制备出了石墨黄铜; Imai等[17 ] 利用高能球磨将Cu粉和石墨粉混合均匀, 并利用放电等离子烧结技术制备出了石墨黄铜. 但这些石墨黄铜的切削性能与铅黄铜有一定的差距, 因为这些方法并没有从根本上解决C元素在黄铜熔液中的溶解度极低的问题, 得到的石墨并不是弥散分布而是以团絮状形式分布于黄铜的晶界上. 为了提高C元素在黄铜熔液中的溶解度, Rohatgi等[18 -20 ] 在黄铜熔液中添加Ti并利用搅拌铸造的方法制备石墨黄铜; 黄劲松等[21 ,22 ] 在黄铜中添加Si和Mg制备石墨黄铜. 尽管Ti和Si能一定程度上提高C元素在黄铜熔液中的溶解度, 但同时也会生成硬的碳化物颗粒, 因此其切削性能离应用还有一定的差距. 可见, 制备切削性能优良的石墨黄铜的关键在于, 开发出既能提高C元素在黄铜熔液中的溶解度又不会在黄铜基体上生成硬的碳化物颗粒的制备方法。
本工作把研究优良性能的石墨黄铜作为目标, 发现利用添加铸铁代替直接添加石墨的方式可以达到添加石墨的效果, 并通过这种方式改善石墨和Cu基体的润湿性, 从而提高黄铜的切削性能. 通过对添加不同铸铁量所制备的石墨黄铜进行力学性能和切削性能分析, 探讨不同铸铁添加量对石墨黄铜组织和性能的影响规律。
1 实验方法
实验以纯度>99.9%的电解Cu, 纯度>99.9%的纯Zn和共晶铸铁(C的质量分数为4.3%)为原料. 以Cu-40Zn为基体, 在基体中分别添加质量分数为1%, 3%, 5%和7%的共晶铸铁(石墨体积分数分别为0.2%, 0.6%, 1.1%和1.5%). 在中频感应熔炼炉中熔炼合金原料, 然后在铁模中浇铸成直径70 mm的铸棒. 将铸棒加热到750 ℃, 用300 t立式挤压机挤压成直径20 mm的圆棒, 挤压比为12. 然后在H2 气氛下经850 ℃, 4 h的石墨化退火, 渗碳体完全石墨化后制得所需要的石墨黄铜。
扫描电镜观察和能谱分析在Quanta 200F型扫描电镜(SEM)及Microlab MK II型能谱仪(EDS)上进行. SEM样品经打磨、抛光、腐蚀后制得, 腐蚀液配方为30 mL KCr2 O7 +6 mL H2 SO4 . 利用 Image-Pro Plus软件分析颗粒的体积分数. 采用直线截距法(ASTM E 122-96)确定试样中颗粒尺寸, 对不少于300个弥散颗粒进行统计分析, 然后绘制粒度分布图. 硬度测试在HV-1000型显微硬度计进行, 载荷为100 g, 保载时间为15 s, 每个试样测试5次取平均值作为结果. 室温拉伸实验在CSS-44200型电子万能试验机上进行, 板状试样根据GB/T 228-2002制得, 标距为100 mm, 夹头移动速度为1 mm/min. 车削实验在CW6136卧式普通车床上进行, 刀具材料为W18Cr4V高速工具钢, 车削用量为: 主轴转速570 r/min, 进给量0.08 mm, 切削深度0.5~0.8 mm, 无切削液. 通过分析切削过程中切屑的形貌和大小来比较试样的切削性能。
2 实验结果与讨论
2.1 组织分析
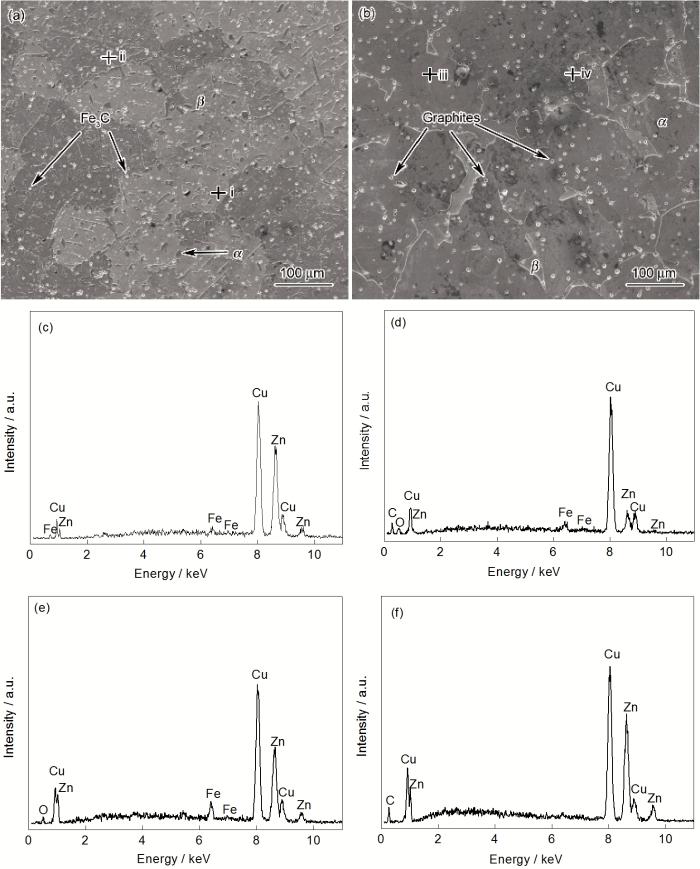
图1为铸铁添加量为5%的铸态和退火态黄铜的SEM像和EDS谱. 图1a和b分别为铸态和退火态黄铜的显微组织. 由图可见, 铸态和退火态黄铜均为α +β 双相组织, 在基体上分布有细小的第二相颗粒. 在浇铸过程中由于冷却速率很快, β 相不能完全转化为α 相, 且α 相来不及长大, 因此凝固后的基体为大部分的β 相及细小的α 相(图1a). 经850 ℃的退火后, 在随炉缓慢冷却的过程中, β 相转变为α 相得以充分进行, 因而α 相聚集长大, 体积分数较铸态时有很大的增加(图1b). 铸态黄铜中颗粒尺寸约为2 mm, 颗粒间距约为10 mm; 退火态黄铜中颗粒尺寸约为4 mm, 颗粒间距约为8 mm. 为了确定黄铜试样中的颗粒组成, 对铸态和退火态的黄铜分别进行EDS分析. 图1c和d分别是铸态黄铜基体和弥散颗粒的EDS谱. 可以看出黄铜中弥散颗粒为渗碳体颗粒, 而且基体上有Fe存在, 质量分数约为2.4%. 图1e和f分别为退火态黄铜基体和弥散颗粒的EDS谱. 基体上Fe的质量分数增加到4.8%, 弥散颗粒中只有C元素, 检测不到Fe的存在. 这表明石墨化退火后, 铸态黄铜试样中的渗碳体颗粒几乎全部转变为石墨颗粒, 石墨的体积分数约为1.1%, 与理论值基本一致. 挤压过程中产生的缺陷有利于Fe元素的扩散, 加速了渗碳体的分解, 促进了石墨化的进程。
图 1 铸铁添加量为5%的铸态和退火态黄铜的SEM像及EDS谱
Fig.1 SEM images of as-cast (a) and annealed (b) brass added with 5% eutectic cast iron (ECI) and EDS corresponding to points i (c), ii (d), iii (e) and iv (f) in Figs.1a and b
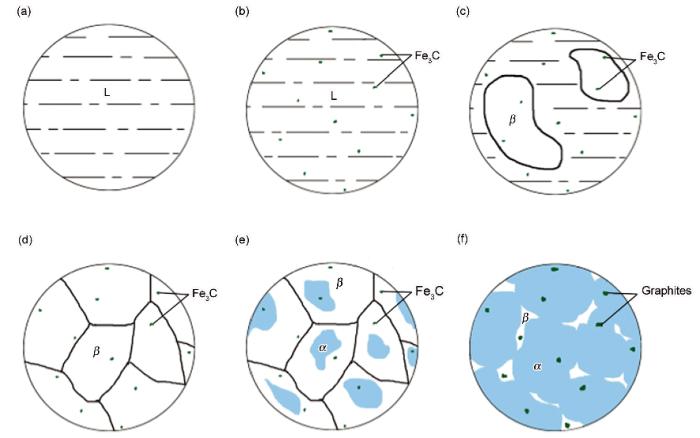
凝固时渗碳体颗粒的原位生成以及石墨化退火过程示意图如图2所示. 图2a~e为黄铜凝固过程示意图. 在凝固过程中, 受过冷度的影响, C首先从Cu-Zn-Fe-C熔液中结晶出来. C的存在形式受冷却速率影响, 而且冷却速率影响C在黄铜熔液中的结晶是热力学和动力学综合作用的结果. 从动力学看, 渗碳体的C含量(6.69%, 质量分数, 下同)和熔液的C含量(0.2%)之差远远小于石墨(100%)和熔液的C含量之差, 熔液中近程有序原子集团的空间结构又与渗碳体接近, 即在成分和结构上石墨与液相差别较大, 所以生成渗碳体较生成石墨更容易. 但从热力学来看, 石墨是稳定相, 而渗碳体是亚稳相, 石墨比渗碳体有更低的自由能, 即生成石墨比生成渗碳体更有能量优势. 缓慢冷却(如随炉冷却)时形成石墨, 由于石墨的比重小, 而且熔液和石墨润湿性差, 石墨颗粒会浮于熔液表面, 导致黄铜中C含量极低, Fe元素偏析严重. 冷却速率较快(如浇注到铁模中)时, C以渗碳体的形式在熔液中原位生成, 渗碳体颗粒作为形核核心大大提高了熔液的形核率, 加速了非均匀异质形核过程. 凝固后的C含量比熔炼前的添加量没有明显减少, Fe元素均匀分布于黄铜基体中. 由于冷却速率快, 组织中只有部分β 相发生相转变生成α 相, 因此凝固后的组织为β 相、Fe3 C和少部分α 相。
图2 石墨黄铜凝固和退火过程示意图
Fig.2 Schematics of solidification and annealing of graphite-brass (L—liquid)
图2f为石墨化退火过程示意图. 退火时渗碳体的石墨化是渗碳体分解和Fe原子由渗碳体向黄铜基体扩散的过程. 因C原子在黄铜基体中溶解度极少, C原子在黄铜基体上的扩散速度很小, 所以一个渗碳体颗粒转变为一个石墨颗粒, 因此石墨颗粒的大小取决于渗碳体颗粒的大小. 但石墨颗粒较渗碳体颗粒大(图1a和b), 这是因为渗碳体石墨化过程是体积膨胀的过程[23 ] . 因此在退火阶段, 石墨颗粒的位置未发生变化, 但石墨颗粒的尺寸稍微增大. 同时, 退火过程也是β 相中析出α 相的长大过程. α 相由于缓慢冷却而充分长大, 只残留少部分β 相. 退火后的组织为α 相、石墨和少部分β 相, 这与图1b中组织一致. 由于渗碳体的分解, 退火后最终得到石墨黄铜。
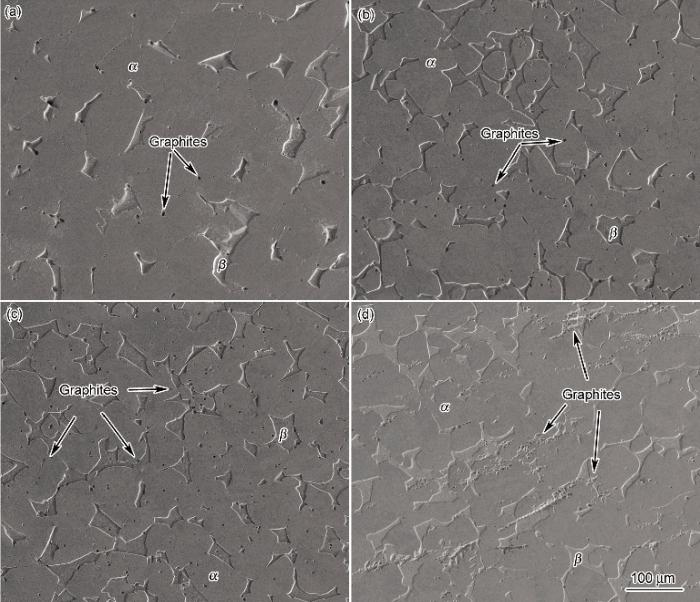
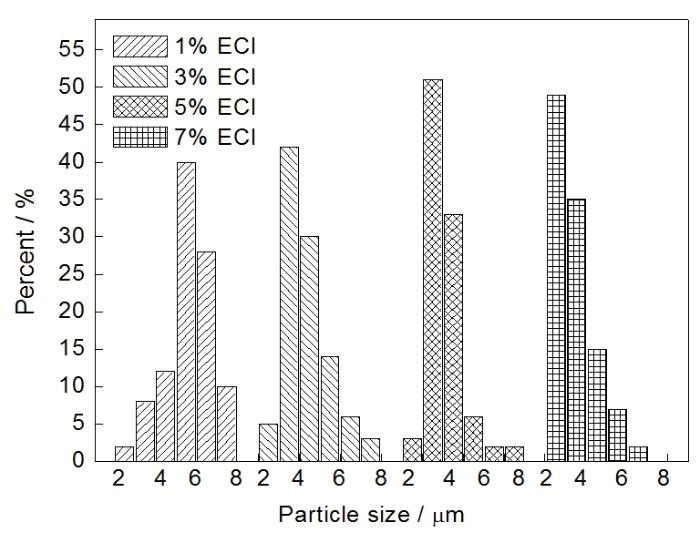
图3是铸铁添加量分别为1%, 3%, 5%和7%的退火态石墨黄铜的SEM像. 可以看出, 黄铜均由α +β 2相组织组成, α 相上分布有少量β 相. 有暗黑色的孔洞弥散分布于黄铜基体上, 这是在抛光过程中第二相粒子脱落造成的. 从图1b中可以看出, 第二相粒子仍有部分残留在孔洞中, 经EDS分析该第二相粒子为石墨. 在铸铁添加量较少时, 基体组织粗大, 石墨颗粒少且分布较为分散(图3a). 随着铸铁添加量增加, 基体组织趋于细小均匀, 石墨颗粒增多、间距逐渐减小, 逐渐均匀弥散分布于基体(图3b和c). 但当铸铁添加量达到7%, 石墨颗粒出现明显偏聚现象(图3d). 不同铸铁添加量的退火态石墨黄铜中的石墨粒度分布如图4所示. 从图中可以看出, 石墨颗粒尺寸均呈单一正态分布, 石墨颗粒的尺寸随铸铁添加量的增加而减小, 铸铁添加量为1%, 3%, 5%和7%时退火态黄铜中的石墨颗粒平均尺寸分别为5.86, 4.42, 4.02和3.57 mm. 当铸铁添加量为5%时, 石墨颗粒尺寸基本保持在4 mm左右, 粒度均匀性和颗粒弥散性最好。
图 3 铸铁添加量分别为1%, 3%, 5%和7%的退火态石墨黄铜的SEM像
Fig.3 SEM images of annealed graphite-brass added with 1% (a), 3% (b), 5% (c) and 7% (d) ECIs
随着添加铸铁量的增加, 黄铜组织细化且石墨颗粒增多, 石墨粒子的分布趋于均匀弥散, 但石墨颗粒尺寸却随之减小. 这是由于石墨粒子的尺寸和位置取决于渗碳体颗粒的尺寸和位置, 而渗碳体的形核和长大受凝固过程中冷却速率和铸铁含量的影响. 凝固过程中, 渗碳体在大的冷速下优先在熔液中形核析出, 渗碳体形核后熔液开始依附其形核长大. 由Johnson-Mehl-Avrami方程[24 ,25 ] 可知, 结晶过程中过冷度会影响形核率和晶核长大速率, 它们随过冷度增加而增加, 但形核率的增长率更大. 因此在快速冷却条件下, 随着添加铸铁量的增加, 渗碳体的核心数增加, 结晶越容易进行, 凝固后的基体组织和渗碳体颗粒越细小, 退火后的石墨颗粒也随之减小. 铸铁添加量达到7%时, 石墨颗粒的偏聚与Fe在黄铜中固溶度低有关, 当Fe达到饱和固溶度后在液相时会发生相分离, 形成富Fe区, 出现成分偏析, 这与文献[26]中的描述相吻合。
图4 不同铸铁添加量的退火态石墨黄铜中的石墨粒度分布
Fig.4 Particle size distributions of graphite in annealed graphite-brass added with different ECIs
2.2 力学性能
不同铸铁添加量的石墨黄铜和铅黄铜HPb59-1的力学性能如表1所示. 可以看出, 石墨黄铜的抗拉强度、屈服强度以及显微维氏硬度随着铸铁添加量的增加而增高, 力学性能相当于或优于铅黄铜HPb59-1. 尽管石墨颗粒的存在会降低黄铜的硬度, 但是Fe的固溶强化和晶粒细化的效果更明显, 因此随着铸铁量的增多, 黄铜的强度和硬度值不断增高, 但伸长率却降低, 这是由于石墨极低的韧性和强度, 在高强度的黄铜基体上可近似看作裂缝, 石墨颗粒越多, 基体上微裂纹越多, 石墨黄铜越容易被拉断, 从而降低塑性。
力学性能在一定程度上会反映切削性能的优劣. 金属材料的硬度越高, 切削力越大, 刀具磨损加剧并降低材料表面加工质量; 金属材料的塑性越好, 切屑不易断裂, 粘刀现象严重, 加工表面粗糙度增大. 只有材料的塑性、强度和硬度在合适的范围内才会利于切削加工. 文献[27]表明: 当抗拉强度在441~558 MPa之间, 延伸率在20%左右, Brinell硬度值在100~150 HB范围内的材料属易切削材料. 对比表1中铅黄铜HPb59-1的力学性能, 铸铁添加量为3%和5%的石墨黄铜的力学性能与其相近, 属于易切削材料的范围。
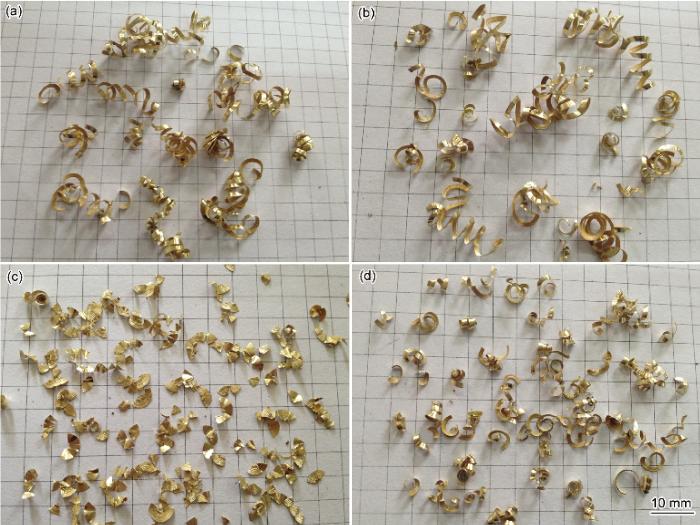
图 5 铸铁添加量分别为1%, 3%, 5%和7%的退火态石墨黄铜的切屑形貌
Fig.5 The chips morphologies of annealed graphite-brass added with 1% (a), 3% (b), 5% (c) and 7% (d) ECIs
2.3 切削性能分析
铸铁添加量分别为1%, 3%, 5%和7%的石墨黄铜的切屑形貌如图5所示. 当铸铁添加量为1%和3%时, 切屑形貌呈连续的螺旋状, 但3%的切屑相对细小; 铸铁添加量为5%的切屑形貌为短片状和短C型, 切削面光洁度较高; 铸铁添加量为7%的切屑形貌呈短螺旋状和C型, 切屑较3%更细小均匀, 但相对5%来说切屑长而大. 石墨黄铜中弥散分布着强度、硬度低的石墨颗粒, 在切削过程中, 刀刃接触金属表面时石墨处易萌生显微裂纹, 裂纹随刀具的推进继续扩展, 从而产生与Pb颗粒一样的断屑效果[28 ] . 从切屑形貌来看, 添加铸铁而生成的石墨颗粒能显著提高材料的切削性能, 且随着石墨体积分数的增大黄铜的切屑形貌逐渐得到改善, 当铸铁添加量为5%时石墨黄铜切削性能最好. 当铸铁添加量为7%时, 尽管其石墨含量高于5%时的石墨含量, 但由于石墨颗粒的偏聚(图3d)导致切屑形貌不均匀, 呈螺旋状和C型, 因此其切削性能不如铸铁添加量为5%的石墨黄铜. 此外, 石墨作为一种良好的润滑剂, 在切削过程中会在刀具和金属表面形成一层石墨薄膜, 减小刀具和金属表面的摩擦, 获得光滑的表面. 因此, 铸铁的最佳添加量为5%, 此时的切削性能与铅黄铜HPb59-1相当[8 ] 。
3 结论
(1) 采用共晶铸铁作为C源, 经过熔铸, 热挤压以及石墨化退火工艺成功制备了石墨黄铜. 石墨黄铜为典型的α +β 双相组织, 石墨颗粒弥散地分布在黄铜基体上, 颗粒尺寸为3~6 μm. 随着铸铁添加量的增加, 石墨颗粒的体积分数增大但尺寸减小, 基体组织趋于均匀细小; 铸铁添加量达到7%时, 石墨颗粒出现偏聚现象。
(2) 随着铸铁添加量的增加, 石墨黄铜的抗拉强度和显微硬度增加, 伸长率降低. 随着石墨体积分数的增大, 石墨黄铜的切屑形貌得到改善. 当铸铁添加量为5%时黄铜的切屑形貌最好, 为短片状和短C型, 抗拉强度为502.00 MPa, 伸长率为19.2%, 显微硬度为148.9 HV. 此时石墨黄铜的力学性能和切削性能最优, 与铅黄铜HPb59-1相当。
参考文献
文献选项
[1]
Kuyucak S Sahoo M Can Metall Quart , 1996 ; 35 : 1
[本文引用: 2]
[2]
Huang J S Peng C Q Zhang S Q Huang B Y Chin J Nonferrous Met , 2006 ; 16 : 1486
[本文引用: 1]
(黄劲松 , 彭超群 , 章四琪 , 黄伯云 . 中国有色金属学报 , 2006 ; 16 : 1486 )
[本文引用: 1]
[3]
EI-Sherif R M Ismail K M Badawy W A Electrochim Acta , 2004 ; 49 : 5139
[4]
Nakano A Higashiiriki K Rochman N T J Jpn Inst Met , 2005 ; 69 : 198
[本文引用: 1]
[5]
Fontaine A L Keast V J Mater Charact , 2006 ; 57 : 424
[本文引用: 1]
[6]
Vilarinho C Davim J P Soares D Castro F J Mater Process Technol , 2005 ; 170 : 441
[本文引用: 1]
[7]
Jang Y Kim S Han S Metall Mater Trans , 2005 ; 36 : 1060
[本文引用: 1]
[8]
Xiao L R Shu X P Yi D Q Zhang L H Qin J L Hu J R J Cent South Univ (Sci Technol ), 2009 ; 40 : 117
[本文引用: 1]
(肖来荣 , 舒学鹏 , 易丹青 , 张路怀 , 覃静丽 , 胡加瑞 . 中南大学学报(自然科学版 ), 2009 ; 40 : 117 )
[本文引用: 1]
[9]
Peters D T Mod Cast , 1997 ; 87 : 57
[本文引用: 1]
[10]
Zhang M Zhang S Q Cai J H Lou H R Xie X US Pat , 0289094 , 2006
[本文引用: 1]
[11]
Taha M A E-Mahallawy N A Mousa T M Hamouda R M Yousef A F A G . Mater Wiss Werkst , 2012 ; 40 : 699
[12]
Xu C K Hu Z Q Zhang S Q US Pat , 8273193 , 2010
[本文引用: 1]
[13]
Oishi K US Pat , 6413330 , 2002
[本文引用: 1]
[14]
Dienwiebel M Verhoeven G S Pradeep N Frenken J W Heimberg J A Zandbergen H W Phys Rev Lett , 2004 ; 92 : 126101
[本文引用: 1]
[15]
Nath D Gupta A K Rohatgi P K J Mater Sci Lett , 1997 ; 16 : 1595
[本文引用: 1]
[16]
Kim J K Rohatgi P K Choi J O Met Mater Int , 2005 ; 11 : 333
[本文引用: 1]
[17]
Imai H Kosaka Y Kojima A Li S F Kondoh K Umeda J Atumi H Powder Technol , 2010 ; 198 : 417
[本文引用: 1]
[18]
Rohatgi P K Nath D Kim J K Corros Sci , 2000 ; 42 : 1553
[本文引用: 1]
[19]
Rohatgi P K Ray S Church N AFS Trans , 1992 ; 100 : 1
[20]
Rohatgi P K Nath D Ray S AFS Trans , 1993 ; 104 : 49
[本文引用: 1]
[21]
Huang J S Zhou Z C Chin Pat , 10030662 , 2008
[本文引用: 1]
(黄劲松 , 周忠诚 . 中国专利 , 10030662 , 2008 )
[本文引用: 1]
[22]
Huang J S Zhou Z C Chin Pat , 10030409 , 2008
[本文引用: 1]
(黄劲松 , 周忠诚 . 中国专利 , 10030409 , 2008 )
[本文引用: 1]
[23]
Song J M Lui T S Chen L H Kuo B C Metall Mater Trans , 2000 ; 31A : 275
[本文引用: 1]
[24]
Johnson W Mehl R Trans AIME , 1939 ; 135 : 461
[本文引用: 1]
[25]
Avrami M J Chem Phys , 1940 ; 8 : 212
[本文引用: 1]
[26]
Dai F P Cao C D Wei B B Sci China , 2007 ; 50G : 509
[27]
Trent E M Wright P K Metal Cutting. 4th Ed, Woburn: Butterworth-Heinemann , 2000 : 23
[28]
Garcia P Rivera S Palacios M Belzunce J Eng Fail Anal , 2010 ; 17 : 771
[本文引用: 1]
2
1996
... 铅黄铜有着优良的切削性能及机械性能, 由于其价格低廉, 被广泛应用于轴承和易切削工具的制造[1 ] . 但铅黄铜固有的水溶性Pb浸出会严重污染环境和损害人的身体健康[2 -4 ] , 因此研制无铅易切削黄铜就成了一个必须攻克的难题. 目前无铅易切削黄铜的设计思路是在黄铜中加入类似于Pb的脆性颗粒, 这种脆性颗粒可以是单质, 也可以是化合物[5 ,6 ] . 单质脆性颗粒主要是类Pb元素(如Bi, Sb, Te等), 这些元素与Cu基本不固溶, 以弥散状态分布于黄铜基体上, 其产生的断屑效应及润滑作用能改善黄铜的切削性能, 其中研究最为成熟的是铋黄铜[7 -9 ] . 但Bi引起的晶界脆化会严重损害合金的力学性能, 同时Bi等类Pb元素的稀缺也限制了这类合金的大范围应用. 硅黄铜利用富Si脆性化合物产生的断屑效应来改善黄铜的切削性能[10 -12 ] , 但富Si脆性化合物不具有Pb的润滑特性, 使得硅黄铜的切削性能与铅黄铜有一定差距. 而且硅黄铜的Cu含量远高于铅黄铜(Si高达10的Zn当量值使得合金中的Zn不宜过高), 这会大幅度增加黄铜的成本[13 ] . 可见, 研制出一种能真正替代铅黄铜的无铅易切削黄铜还存在很大的难度. ...
... 石墨黄铜一直被认为最有可能替代铅黄铜[1 ] . 这是因为石墨与Pb一样在黄铜基体上以脆而软的颗粒存在, 而且石墨是一种优良的固体润滑剂, 从而会产生与Pb颗粒一样的断屑效应和润滑作用[14 ] . 但石墨与Cu的润湿性差且比重相差大, 难以在黄铜基体上生成均匀细小的石墨颗粒. 为解决以上问题, Nath等[15 ] 利用搅拌铸造与挤压相结合的方法制备出了石墨黄铜; Kim等[16 ] 利用离心铸造制备出了石墨黄铜; Imai等[17 ] 利用高能球磨将Cu粉和石墨粉混合均匀, 并利用放电等离子烧结技术制备出了石墨黄铜. 但这些石墨黄铜的切削性能与铅黄铜有一定的差距, 因为这些方法并没有从根本上解决C元素在黄铜熔液中的溶解度极低的问题, 得到的石墨并不是弥散分布而是以团絮状形式分布于黄铜的晶界上. 为了提高C元素在黄铜熔液中的溶解度, Rohatgi等[18 -20 ] 在黄铜熔液中添加Ti并利用搅拌铸造的方法制备石墨黄铜; 黄劲松等[21 ,22 ] 在黄铜中添加Si和Mg制备石墨黄铜. 尽管Ti和Si能一定程度上提高C元素在黄铜熔液中的溶解度, 但同时也会生成硬的碳化物颗粒, 因此其切削性能离应用还有一定的差距. 可见, 制备切削性能优良的石墨黄铜的关键在于, 开发出既能提高C元素在黄铜熔液中的溶解度又不会在黄铜基体上生成硬的碳化物颗粒的制备方法. ...
1
2006
... 铅黄铜有着优良的切削性能及机械性能, 由于其价格低廉, 被广泛应用于轴承和易切削工具的制造[1 ] . 但铅黄铜固有的水溶性Pb浸出会严重污染环境和损害人的身体健康[2 -4 ] , 因此研制无铅易切削黄铜就成了一个必须攻克的难题. 目前无铅易切削黄铜的设计思路是在黄铜中加入类似于Pb的脆性颗粒, 这种脆性颗粒可以是单质, 也可以是化合物[5 ,6 ] . 单质脆性颗粒主要是类Pb元素(如Bi, Sb, Te等), 这些元素与Cu基本不固溶, 以弥散状态分布于黄铜基体上, 其产生的断屑效应及润滑作用能改善黄铜的切削性能, 其中研究最为成熟的是铋黄铜[7 -9 ] . 但Bi引起的晶界脆化会严重损害合金的力学性能, 同时Bi等类Pb元素的稀缺也限制了这类合金的大范围应用. 硅黄铜利用富Si脆性化合物产生的断屑效应来改善黄铜的切削性能[10 -12 ] , 但富Si脆性化合物不具有Pb的润滑特性, 使得硅黄铜的切削性能与铅黄铜有一定差距. 而且硅黄铜的Cu含量远高于铅黄铜(Si高达10的Zn当量值使得合金中的Zn不宜过高), 这会大幅度增加黄铜的成本[13 ] . 可见, 研制出一种能真正替代铅黄铜的无铅易切削黄铜还存在很大的难度. ...
1
2006
... 铅黄铜有着优良的切削性能及机械性能, 由于其价格低廉, 被广泛应用于轴承和易切削工具的制造[1 ] . 但铅黄铜固有的水溶性Pb浸出会严重污染环境和损害人的身体健康[2 -4 ] , 因此研制无铅易切削黄铜就成了一个必须攻克的难题. 目前无铅易切削黄铜的设计思路是在黄铜中加入类似于Pb的脆性颗粒, 这种脆性颗粒可以是单质, 也可以是化合物[5 ,6 ] . 单质脆性颗粒主要是类Pb元素(如Bi, Sb, Te等), 这些元素与Cu基本不固溶, 以弥散状态分布于黄铜基体上, 其产生的断屑效应及润滑作用能改善黄铜的切削性能, 其中研究最为成熟的是铋黄铜[7 -9 ] . 但Bi引起的晶界脆化会严重损害合金的力学性能, 同时Bi等类Pb元素的稀缺也限制了这类合金的大范围应用. 硅黄铜利用富Si脆性化合物产生的断屑效应来改善黄铜的切削性能[10 -12 ] , 但富Si脆性化合物不具有Pb的润滑特性, 使得硅黄铜的切削性能与铅黄铜有一定差距. 而且硅黄铜的Cu含量远高于铅黄铜(Si高达10的Zn当量值使得合金中的Zn不宜过高), 这会大幅度增加黄铜的成本[13 ] . 可见, 研制出一种能真正替代铅黄铜的无铅易切削黄铜还存在很大的难度. ...
1
2005
... 铅黄铜有着优良的切削性能及机械性能, 由于其价格低廉, 被广泛应用于轴承和易切削工具的制造[1 ] . 但铅黄铜固有的水溶性Pb浸出会严重污染环境和损害人的身体健康[2 -4 ] , 因此研制无铅易切削黄铜就成了一个必须攻克的难题. 目前无铅易切削黄铜的设计思路是在黄铜中加入类似于Pb的脆性颗粒, 这种脆性颗粒可以是单质, 也可以是化合物[5 ,6 ] . 单质脆性颗粒主要是类Pb元素(如Bi, Sb, Te等), 这些元素与Cu基本不固溶, 以弥散状态分布于黄铜基体上, 其产生的断屑效应及润滑作用能改善黄铜的切削性能, 其中研究最为成熟的是铋黄铜[7 -9 ] . 但Bi引起的晶界脆化会严重损害合金的力学性能, 同时Bi等类Pb元素的稀缺也限制了这类合金的大范围应用. 硅黄铜利用富Si脆性化合物产生的断屑效应来改善黄铜的切削性能[10 -12 ] , 但富Si脆性化合物不具有Pb的润滑特性, 使得硅黄铜的切削性能与铅黄铜有一定差距. 而且硅黄铜的Cu含量远高于铅黄铜(Si高达10的Zn当量值使得合金中的Zn不宜过高), 这会大幅度增加黄铜的成本[13 ] . 可见, 研制出一种能真正替代铅黄铜的无铅易切削黄铜还存在很大的难度. ...
1
2006
... 铅黄铜有着优良的切削性能及机械性能, 由于其价格低廉, 被广泛应用于轴承和易切削工具的制造[1 ] . 但铅黄铜固有的水溶性Pb浸出会严重污染环境和损害人的身体健康[2 -4 ] , 因此研制无铅易切削黄铜就成了一个必须攻克的难题. 目前无铅易切削黄铜的设计思路是在黄铜中加入类似于Pb的脆性颗粒, 这种脆性颗粒可以是单质, 也可以是化合物[5 ,6 ] . 单质脆性颗粒主要是类Pb元素(如Bi, Sb, Te等), 这些元素与Cu基本不固溶, 以弥散状态分布于黄铜基体上, 其产生的断屑效应及润滑作用能改善黄铜的切削性能, 其中研究最为成熟的是铋黄铜[7 -9 ] . 但Bi引起的晶界脆化会严重损害合金的力学性能, 同时Bi等类Pb元素的稀缺也限制了这类合金的大范围应用. 硅黄铜利用富Si脆性化合物产生的断屑效应来改善黄铜的切削性能[10 -12 ] , 但富Si脆性化合物不具有Pb的润滑特性, 使得硅黄铜的切削性能与铅黄铜有一定差距. 而且硅黄铜的Cu含量远高于铅黄铜(Si高达10的Zn当量值使得合金中的Zn不宜过高), 这会大幅度增加黄铜的成本[13 ] . 可见, 研制出一种能真正替代铅黄铜的无铅易切削黄铜还存在很大的难度. ...
1
2005
... 铅黄铜有着优良的切削性能及机械性能, 由于其价格低廉, 被广泛应用于轴承和易切削工具的制造[1 ] . 但铅黄铜固有的水溶性Pb浸出会严重污染环境和损害人的身体健康[2 -4 ] , 因此研制无铅易切削黄铜就成了一个必须攻克的难题. 目前无铅易切削黄铜的设计思路是在黄铜中加入类似于Pb的脆性颗粒, 这种脆性颗粒可以是单质, 也可以是化合物[5 ,6 ] . 单质脆性颗粒主要是类Pb元素(如Bi, Sb, Te等), 这些元素与Cu基本不固溶, 以弥散状态分布于黄铜基体上, 其产生的断屑效应及润滑作用能改善黄铜的切削性能, 其中研究最为成熟的是铋黄铜[7 -9 ] . 但Bi引起的晶界脆化会严重损害合金的力学性能, 同时Bi等类Pb元素的稀缺也限制了这类合金的大范围应用. 硅黄铜利用富Si脆性化合物产生的断屑效应来改善黄铜的切削性能[10 -12 ] , 但富Si脆性化合物不具有Pb的润滑特性, 使得硅黄铜的切削性能与铅黄铜有一定差距. 而且硅黄铜的Cu含量远高于铅黄铜(Si高达10的Zn当量值使得合金中的Zn不宜过高), 这会大幅度增加黄铜的成本[13 ] . 可见, 研制出一种能真正替代铅黄铜的无铅易切削黄铜还存在很大的难度. ...
1
2005
... 铅黄铜有着优良的切削性能及机械性能, 由于其价格低廉, 被广泛应用于轴承和易切削工具的制造[1 ] . 但铅黄铜固有的水溶性Pb浸出会严重污染环境和损害人的身体健康[2 -4 ] , 因此研制无铅易切削黄铜就成了一个必须攻克的难题. 目前无铅易切削黄铜的设计思路是在黄铜中加入类似于Pb的脆性颗粒, 这种脆性颗粒可以是单质, 也可以是化合物[5 ,6 ] . 单质脆性颗粒主要是类Pb元素(如Bi, Sb, Te等), 这些元素与Cu基本不固溶, 以弥散状态分布于黄铜基体上, 其产生的断屑效应及润滑作用能改善黄铜的切削性能, 其中研究最为成熟的是铋黄铜[7 -9 ] . 但Bi引起的晶界脆化会严重损害合金的力学性能, 同时Bi等类Pb元素的稀缺也限制了这类合金的大范围应用. 硅黄铜利用富Si脆性化合物产生的断屑效应来改善黄铜的切削性能[10 -12 ] , 但富Si脆性化合物不具有Pb的润滑特性, 使得硅黄铜的切削性能与铅黄铜有一定差距. 而且硅黄铜的Cu含量远高于铅黄铜(Si高达10的Zn当量值使得合金中的Zn不宜过高), 这会大幅度增加黄铜的成本[13 ] . 可见, 研制出一种能真正替代铅黄铜的无铅易切削黄铜还存在很大的难度. ...
1
2009
... 铸铁添加量分别为1%, 3%, 5%和7%的石墨黄铜的切屑形貌如图5所示. 当铸铁添加量为1%和3%时, 切屑形貌呈连续的螺旋状, 但3%的切屑相对细小; 铸铁添加量为5%的切屑形貌为短片状和短C型, 切削面光洁度较高; 铸铁添加量为7%的切屑形貌呈短螺旋状和C型, 切屑较3%更细小均匀, 但相对5%来说切屑长而大. 石墨黄铜中弥散分布着强度、硬度低的石墨颗粒, 在切削过程中, 刀刃接触金属表面时石墨处易萌生显微裂纹, 裂纹随刀具的推进继续扩展, 从而产生与Pb颗粒一样的断屑效果[28 ] . 从切屑形貌来看, 添加铸铁而生成的石墨颗粒能显著提高材料的切削性能, 且随着石墨体积分数的增大黄铜的切屑形貌逐渐得到改善, 当铸铁添加量为5%时石墨黄铜切削性能最好. 当铸铁添加量为7%时, 尽管其石墨含量高于5%时的石墨含量, 但由于石墨颗粒的偏聚(图3d)导致切屑形貌不均匀, 呈螺旋状和C型, 因此其切削性能不如铸铁添加量为5%的石墨黄铜. 此外, 石墨作为一种良好的润滑剂, 在切削过程中会在刀具和金属表面形成一层石墨薄膜, 减小刀具和金属表面的摩擦, 获得光滑的表面. 因此, 铸铁的最佳添加量为5%, 此时的切削性能与铅黄铜HPb59-1相当[8 ] . ...
1
2009
... 铸铁添加量分别为1%, 3%, 5%和7%的石墨黄铜的切屑形貌如图5所示. 当铸铁添加量为1%和3%时, 切屑形貌呈连续的螺旋状, 但3%的切屑相对细小; 铸铁添加量为5%的切屑形貌为短片状和短C型, 切削面光洁度较高; 铸铁添加量为7%的切屑形貌呈短螺旋状和C型, 切屑较3%更细小均匀, 但相对5%来说切屑长而大. 石墨黄铜中弥散分布着强度、硬度低的石墨颗粒, 在切削过程中, 刀刃接触金属表面时石墨处易萌生显微裂纹, 裂纹随刀具的推进继续扩展, 从而产生与Pb颗粒一样的断屑效果[28 ] . 从切屑形貌来看, 添加铸铁而生成的石墨颗粒能显著提高材料的切削性能, 且随着石墨体积分数的增大黄铜的切屑形貌逐渐得到改善, 当铸铁添加量为5%时石墨黄铜切削性能最好. 当铸铁添加量为7%时, 尽管其石墨含量高于5%时的石墨含量, 但由于石墨颗粒的偏聚(图3d)导致切屑形貌不均匀, 呈螺旋状和C型, 因此其切削性能不如铸铁添加量为5%的石墨黄铜. 此外, 石墨作为一种良好的润滑剂, 在切削过程中会在刀具和金属表面形成一层石墨薄膜, 减小刀具和金属表面的摩擦, 获得光滑的表面. 因此, 铸铁的最佳添加量为5%, 此时的切削性能与铅黄铜HPb59-1相当[8 ] . ...
1
1997
... 铅黄铜有着优良的切削性能及机械性能, 由于其价格低廉, 被广泛应用于轴承和易切削工具的制造[1 ] . 但铅黄铜固有的水溶性Pb浸出会严重污染环境和损害人的身体健康[2 -4 ] , 因此研制无铅易切削黄铜就成了一个必须攻克的难题. 目前无铅易切削黄铜的设计思路是在黄铜中加入类似于Pb的脆性颗粒, 这种脆性颗粒可以是单质, 也可以是化合物[5 ,6 ] . 单质脆性颗粒主要是类Pb元素(如Bi, Sb, Te等), 这些元素与Cu基本不固溶, 以弥散状态分布于黄铜基体上, 其产生的断屑效应及润滑作用能改善黄铜的切削性能, 其中研究最为成熟的是铋黄铜[7 -9 ] . 但Bi引起的晶界脆化会严重损害合金的力学性能, 同时Bi等类Pb元素的稀缺也限制了这类合金的大范围应用. 硅黄铜利用富Si脆性化合物产生的断屑效应来改善黄铜的切削性能[10 -12 ] , 但富Si脆性化合物不具有Pb的润滑特性, 使得硅黄铜的切削性能与铅黄铜有一定差距. 而且硅黄铜的Cu含量远高于铅黄铜(Si高达10的Zn当量值使得合金中的Zn不宜过高), 这会大幅度增加黄铜的成本[13 ] . 可见, 研制出一种能真正替代铅黄铜的无铅易切削黄铜还存在很大的难度. ...
1
... 铅黄铜有着优良的切削性能及机械性能, 由于其价格低廉, 被广泛应用于轴承和易切削工具的制造[1 ] . 但铅黄铜固有的水溶性Pb浸出会严重污染环境和损害人的身体健康[2 -4 ] , 因此研制无铅易切削黄铜就成了一个必须攻克的难题. 目前无铅易切削黄铜的设计思路是在黄铜中加入类似于Pb的脆性颗粒, 这种脆性颗粒可以是单质, 也可以是化合物[5 ,6 ] . 单质脆性颗粒主要是类Pb元素(如Bi, Sb, Te等), 这些元素与Cu基本不固溶, 以弥散状态分布于黄铜基体上, 其产生的断屑效应及润滑作用能改善黄铜的切削性能, 其中研究最为成熟的是铋黄铜[7 -9 ] . 但Bi引起的晶界脆化会严重损害合金的力学性能, 同时Bi等类Pb元素的稀缺也限制了这类合金的大范围应用. 硅黄铜利用富Si脆性化合物产生的断屑效应来改善黄铜的切削性能[10 -12 ] , 但富Si脆性化合物不具有Pb的润滑特性, 使得硅黄铜的切削性能与铅黄铜有一定差距. 而且硅黄铜的Cu含量远高于铅黄铜(Si高达10的Zn当量值使得合金中的Zn不宜过高), 这会大幅度增加黄铜的成本[13 ] . 可见, 研制出一种能真正替代铅黄铜的无铅易切削黄铜还存在很大的难度. ...
1
... 铅黄铜有着优良的切削性能及机械性能, 由于其价格低廉, 被广泛应用于轴承和易切削工具的制造[1 ] . 但铅黄铜固有的水溶性Pb浸出会严重污染环境和损害人的身体健康[2 -4 ] , 因此研制无铅易切削黄铜就成了一个必须攻克的难题. 目前无铅易切削黄铜的设计思路是在黄铜中加入类似于Pb的脆性颗粒, 这种脆性颗粒可以是单质, 也可以是化合物[5 ,6 ] . 单质脆性颗粒主要是类Pb元素(如Bi, Sb, Te等), 这些元素与Cu基本不固溶, 以弥散状态分布于黄铜基体上, 其产生的断屑效应及润滑作用能改善黄铜的切削性能, 其中研究最为成熟的是铋黄铜[7 -9 ] . 但Bi引起的晶界脆化会严重损害合金的力学性能, 同时Bi等类Pb元素的稀缺也限制了这类合金的大范围应用. 硅黄铜利用富Si脆性化合物产生的断屑效应来改善黄铜的切削性能[10 -12 ] , 但富Si脆性化合物不具有Pb的润滑特性, 使得硅黄铜的切削性能与铅黄铜有一定差距. 而且硅黄铜的Cu含量远高于铅黄铜(Si高达10的Zn当量值使得合金中的Zn不宜过高), 这会大幅度增加黄铜的成本[13 ] . 可见, 研制出一种能真正替代铅黄铜的无铅易切削黄铜还存在很大的难度. ...
1
... 铅黄铜有着优良的切削性能及机械性能, 由于其价格低廉, 被广泛应用于轴承和易切削工具的制造[1 ] . 但铅黄铜固有的水溶性Pb浸出会严重污染环境和损害人的身体健康[2 -4 ] , 因此研制无铅易切削黄铜就成了一个必须攻克的难题. 目前无铅易切削黄铜的设计思路是在黄铜中加入类似于Pb的脆性颗粒, 这种脆性颗粒可以是单质, 也可以是化合物[5 ,6 ] . 单质脆性颗粒主要是类Pb元素(如Bi, Sb, Te等), 这些元素与Cu基本不固溶, 以弥散状态分布于黄铜基体上, 其产生的断屑效应及润滑作用能改善黄铜的切削性能, 其中研究最为成熟的是铋黄铜[7 -9 ] . 但Bi引起的晶界脆化会严重损害合金的力学性能, 同时Bi等类Pb元素的稀缺也限制了这类合金的大范围应用. 硅黄铜利用富Si脆性化合物产生的断屑效应来改善黄铜的切削性能[10 -12 ] , 但富Si脆性化合物不具有Pb的润滑特性, 使得硅黄铜的切削性能与铅黄铜有一定差距. 而且硅黄铜的Cu含量远高于铅黄铜(Si高达10的Zn当量值使得合金中的Zn不宜过高), 这会大幅度增加黄铜的成本[13 ] . 可见, 研制出一种能真正替代铅黄铜的无铅易切削黄铜还存在很大的难度. ...
1
2004
... 石墨黄铜一直被认为最有可能替代铅黄铜[1 ] . 这是因为石墨与Pb一样在黄铜基体上以脆而软的颗粒存在, 而且石墨是一种优良的固体润滑剂, 从而会产生与Pb颗粒一样的断屑效应和润滑作用[14 ] . 但石墨与Cu的润湿性差且比重相差大, 难以在黄铜基体上生成均匀细小的石墨颗粒. 为解决以上问题, Nath等[15 ] 利用搅拌铸造与挤压相结合的方法制备出了石墨黄铜; Kim等[16 ] 利用离心铸造制备出了石墨黄铜; Imai等[17 ] 利用高能球磨将Cu粉和石墨粉混合均匀, 并利用放电等离子烧结技术制备出了石墨黄铜. 但这些石墨黄铜的切削性能与铅黄铜有一定的差距, 因为这些方法并没有从根本上解决C元素在黄铜熔液中的溶解度极低的问题, 得到的石墨并不是弥散分布而是以团絮状形式分布于黄铜的晶界上. 为了提高C元素在黄铜熔液中的溶解度, Rohatgi等[18 -20 ] 在黄铜熔液中添加Ti并利用搅拌铸造的方法制备石墨黄铜; 黄劲松等[21 ,22 ] 在黄铜中添加Si和Mg制备石墨黄铜. 尽管Ti和Si能一定程度上提高C元素在黄铜熔液中的溶解度, 但同时也会生成硬的碳化物颗粒, 因此其切削性能离应用还有一定的差距. 可见, 制备切削性能优良的石墨黄铜的关键在于, 开发出既能提高C元素在黄铜熔液中的溶解度又不会在黄铜基体上生成硬的碳化物颗粒的制备方法. ...
1
1997
... 石墨黄铜一直被认为最有可能替代铅黄铜[1 ] . 这是因为石墨与Pb一样在黄铜基体上以脆而软的颗粒存在, 而且石墨是一种优良的固体润滑剂, 从而会产生与Pb颗粒一样的断屑效应和润滑作用[14 ] . 但石墨与Cu的润湿性差且比重相差大, 难以在黄铜基体上生成均匀细小的石墨颗粒. 为解决以上问题, Nath等[15 ] 利用搅拌铸造与挤压相结合的方法制备出了石墨黄铜; Kim等[16 ] 利用离心铸造制备出了石墨黄铜; Imai等[17 ] 利用高能球磨将Cu粉和石墨粉混合均匀, 并利用放电等离子烧结技术制备出了石墨黄铜. 但这些石墨黄铜的切削性能与铅黄铜有一定的差距, 因为这些方法并没有从根本上解决C元素在黄铜熔液中的溶解度极低的问题, 得到的石墨并不是弥散分布而是以团絮状形式分布于黄铜的晶界上. 为了提高C元素在黄铜熔液中的溶解度, Rohatgi等[18 -20 ] 在黄铜熔液中添加Ti并利用搅拌铸造的方法制备石墨黄铜; 黄劲松等[21 ,22 ] 在黄铜中添加Si和Mg制备石墨黄铜. 尽管Ti和Si能一定程度上提高C元素在黄铜熔液中的溶解度, 但同时也会生成硬的碳化物颗粒, 因此其切削性能离应用还有一定的差距. 可见, 制备切削性能优良的石墨黄铜的关键在于, 开发出既能提高C元素在黄铜熔液中的溶解度又不会在黄铜基体上生成硬的碳化物颗粒的制备方法. ...
1
2005
... 石墨黄铜一直被认为最有可能替代铅黄铜[1 ] . 这是因为石墨与Pb一样在黄铜基体上以脆而软的颗粒存在, 而且石墨是一种优良的固体润滑剂, 从而会产生与Pb颗粒一样的断屑效应和润滑作用[14 ] . 但石墨与Cu的润湿性差且比重相差大, 难以在黄铜基体上生成均匀细小的石墨颗粒. 为解决以上问题, Nath等[15 ] 利用搅拌铸造与挤压相结合的方法制备出了石墨黄铜; Kim等[16 ] 利用离心铸造制备出了石墨黄铜; Imai等[17 ] 利用高能球磨将Cu粉和石墨粉混合均匀, 并利用放电等离子烧结技术制备出了石墨黄铜. 但这些石墨黄铜的切削性能与铅黄铜有一定的差距, 因为这些方法并没有从根本上解决C元素在黄铜熔液中的溶解度极低的问题, 得到的石墨并不是弥散分布而是以团絮状形式分布于黄铜的晶界上. 为了提高C元素在黄铜熔液中的溶解度, Rohatgi等[18 -20 ] 在黄铜熔液中添加Ti并利用搅拌铸造的方法制备石墨黄铜; 黄劲松等[21 ,22 ] 在黄铜中添加Si和Mg制备石墨黄铜. 尽管Ti和Si能一定程度上提高C元素在黄铜熔液中的溶解度, 但同时也会生成硬的碳化物颗粒, 因此其切削性能离应用还有一定的差距. 可见, 制备切削性能优良的石墨黄铜的关键在于, 开发出既能提高C元素在黄铜熔液中的溶解度又不会在黄铜基体上生成硬的碳化物颗粒的制备方法. ...
1
2010
... 石墨黄铜一直被认为最有可能替代铅黄铜[1 ] . 这是因为石墨与Pb一样在黄铜基体上以脆而软的颗粒存在, 而且石墨是一种优良的固体润滑剂, 从而会产生与Pb颗粒一样的断屑效应和润滑作用[14 ] . 但石墨与Cu的润湿性差且比重相差大, 难以在黄铜基体上生成均匀细小的石墨颗粒. 为解决以上问题, Nath等[15 ] 利用搅拌铸造与挤压相结合的方法制备出了石墨黄铜; Kim等[16 ] 利用离心铸造制备出了石墨黄铜; Imai等[17 ] 利用高能球磨将Cu粉和石墨粉混合均匀, 并利用放电等离子烧结技术制备出了石墨黄铜. 但这些石墨黄铜的切削性能与铅黄铜有一定的差距, 因为这些方法并没有从根本上解决C元素在黄铜熔液中的溶解度极低的问题, 得到的石墨并不是弥散分布而是以团絮状形式分布于黄铜的晶界上. 为了提高C元素在黄铜熔液中的溶解度, Rohatgi等[18 -20 ] 在黄铜熔液中添加Ti并利用搅拌铸造的方法制备石墨黄铜; 黄劲松等[21 ,22 ] 在黄铜中添加Si和Mg制备石墨黄铜. 尽管Ti和Si能一定程度上提高C元素在黄铜熔液中的溶解度, 但同时也会生成硬的碳化物颗粒, 因此其切削性能离应用还有一定的差距. 可见, 制备切削性能优良的石墨黄铜的关键在于, 开发出既能提高C元素在黄铜熔液中的溶解度又不会在黄铜基体上生成硬的碳化物颗粒的制备方法. ...
1
2000
... 石墨黄铜一直被认为最有可能替代铅黄铜[1 ] . 这是因为石墨与Pb一样在黄铜基体上以脆而软的颗粒存在, 而且石墨是一种优良的固体润滑剂, 从而会产生与Pb颗粒一样的断屑效应和润滑作用[14 ] . 但石墨与Cu的润湿性差且比重相差大, 难以在黄铜基体上生成均匀细小的石墨颗粒. 为解决以上问题, Nath等[15 ] 利用搅拌铸造与挤压相结合的方法制备出了石墨黄铜; Kim等[16 ] 利用离心铸造制备出了石墨黄铜; Imai等[17 ] 利用高能球磨将Cu粉和石墨粉混合均匀, 并利用放电等离子烧结技术制备出了石墨黄铜. 但这些石墨黄铜的切削性能与铅黄铜有一定的差距, 因为这些方法并没有从根本上解决C元素在黄铜熔液中的溶解度极低的问题, 得到的石墨并不是弥散分布而是以团絮状形式分布于黄铜的晶界上. 为了提高C元素在黄铜熔液中的溶解度, Rohatgi等[18 -20 ] 在黄铜熔液中添加Ti并利用搅拌铸造的方法制备石墨黄铜; 黄劲松等[21 ,22 ] 在黄铜中添加Si和Mg制备石墨黄铜. 尽管Ti和Si能一定程度上提高C元素在黄铜熔液中的溶解度, 但同时也会生成硬的碳化物颗粒, 因此其切削性能离应用还有一定的差距. 可见, 制备切削性能优良的石墨黄铜的关键在于, 开发出既能提高C元素在黄铜熔液中的溶解度又不会在黄铜基体上生成硬的碳化物颗粒的制备方法. ...
1
1993
... 石墨黄铜一直被认为最有可能替代铅黄铜[1 ] . 这是因为石墨与Pb一样在黄铜基体上以脆而软的颗粒存在, 而且石墨是一种优良的固体润滑剂, 从而会产生与Pb颗粒一样的断屑效应和润滑作用[14 ] . 但石墨与Cu的润湿性差且比重相差大, 难以在黄铜基体上生成均匀细小的石墨颗粒. 为解决以上问题, Nath等[15 ] 利用搅拌铸造与挤压相结合的方法制备出了石墨黄铜; Kim等[16 ] 利用离心铸造制备出了石墨黄铜; Imai等[17 ] 利用高能球磨将Cu粉和石墨粉混合均匀, 并利用放电等离子烧结技术制备出了石墨黄铜. 但这些石墨黄铜的切削性能与铅黄铜有一定的差距, 因为这些方法并没有从根本上解决C元素在黄铜熔液中的溶解度极低的问题, 得到的石墨并不是弥散分布而是以团絮状形式分布于黄铜的晶界上. 为了提高C元素在黄铜熔液中的溶解度, Rohatgi等[18 -20 ] 在黄铜熔液中添加Ti并利用搅拌铸造的方法制备石墨黄铜; 黄劲松等[21 ,22 ] 在黄铜中添加Si和Mg制备石墨黄铜. 尽管Ti和Si能一定程度上提高C元素在黄铜熔液中的溶解度, 但同时也会生成硬的碳化物颗粒, 因此其切削性能离应用还有一定的差距. 可见, 制备切削性能优良的石墨黄铜的关键在于, 开发出既能提高C元素在黄铜熔液中的溶解度又不会在黄铜基体上生成硬的碳化物颗粒的制备方法. ...
1
... 石墨黄铜一直被认为最有可能替代铅黄铜[1 ] . 这是因为石墨与Pb一样在黄铜基体上以脆而软的颗粒存在, 而且石墨是一种优良的固体润滑剂, 从而会产生与Pb颗粒一样的断屑效应和润滑作用[14 ] . 但石墨与Cu的润湿性差且比重相差大, 难以在黄铜基体上生成均匀细小的石墨颗粒. 为解决以上问题, Nath等[15 ] 利用搅拌铸造与挤压相结合的方法制备出了石墨黄铜; Kim等[16 ] 利用离心铸造制备出了石墨黄铜; Imai等[17 ] 利用高能球磨将Cu粉和石墨粉混合均匀, 并利用放电等离子烧结技术制备出了石墨黄铜. 但这些石墨黄铜的切削性能与铅黄铜有一定的差距, 因为这些方法并没有从根本上解决C元素在黄铜熔液中的溶解度极低的问题, 得到的石墨并不是弥散分布而是以团絮状形式分布于黄铜的晶界上. 为了提高C元素在黄铜熔液中的溶解度, Rohatgi等[18 -20 ] 在黄铜熔液中添加Ti并利用搅拌铸造的方法制备石墨黄铜; 黄劲松等[21 ,22 ] 在黄铜中添加Si和Mg制备石墨黄铜. 尽管Ti和Si能一定程度上提高C元素在黄铜熔液中的溶解度, 但同时也会生成硬的碳化物颗粒, 因此其切削性能离应用还有一定的差距. 可见, 制备切削性能优良的石墨黄铜的关键在于, 开发出既能提高C元素在黄铜熔液中的溶解度又不会在黄铜基体上生成硬的碳化物颗粒的制备方法. ...
1
... 石墨黄铜一直被认为最有可能替代铅黄铜[1 ] . 这是因为石墨与Pb一样在黄铜基体上以脆而软的颗粒存在, 而且石墨是一种优良的固体润滑剂, 从而会产生与Pb颗粒一样的断屑效应和润滑作用[14 ] . 但石墨与Cu的润湿性差且比重相差大, 难以在黄铜基体上生成均匀细小的石墨颗粒. 为解决以上问题, Nath等[15 ] 利用搅拌铸造与挤压相结合的方法制备出了石墨黄铜; Kim等[16 ] 利用离心铸造制备出了石墨黄铜; Imai等[17 ] 利用高能球磨将Cu粉和石墨粉混合均匀, 并利用放电等离子烧结技术制备出了石墨黄铜. 但这些石墨黄铜的切削性能与铅黄铜有一定的差距, 因为这些方法并没有从根本上解决C元素在黄铜熔液中的溶解度极低的问题, 得到的石墨并不是弥散分布而是以团絮状形式分布于黄铜的晶界上. 为了提高C元素在黄铜熔液中的溶解度, Rohatgi等[18 -20 ] 在黄铜熔液中添加Ti并利用搅拌铸造的方法制备石墨黄铜; 黄劲松等[21 ,22 ] 在黄铜中添加Si和Mg制备石墨黄铜. 尽管Ti和Si能一定程度上提高C元素在黄铜熔液中的溶解度, 但同时也会生成硬的碳化物颗粒, 因此其切削性能离应用还有一定的差距. 可见, 制备切削性能优良的石墨黄铜的关键在于, 开发出既能提高C元素在黄铜熔液中的溶解度又不会在黄铜基体上生成硬的碳化物颗粒的制备方法. ...
1
... 石墨黄铜一直被认为最有可能替代铅黄铜[1 ] . 这是因为石墨与Pb一样在黄铜基体上以脆而软的颗粒存在, 而且石墨是一种优良的固体润滑剂, 从而会产生与Pb颗粒一样的断屑效应和润滑作用[14 ] . 但石墨与Cu的润湿性差且比重相差大, 难以在黄铜基体上生成均匀细小的石墨颗粒. 为解决以上问题, Nath等[15 ] 利用搅拌铸造与挤压相结合的方法制备出了石墨黄铜; Kim等[16 ] 利用离心铸造制备出了石墨黄铜; Imai等[17 ] 利用高能球磨将Cu粉和石墨粉混合均匀, 并利用放电等离子烧结技术制备出了石墨黄铜. 但这些石墨黄铜的切削性能与铅黄铜有一定的差距, 因为这些方法并没有从根本上解决C元素在黄铜熔液中的溶解度极低的问题, 得到的石墨并不是弥散分布而是以团絮状形式分布于黄铜的晶界上. 为了提高C元素在黄铜熔液中的溶解度, Rohatgi等[18 -20 ] 在黄铜熔液中添加Ti并利用搅拌铸造的方法制备石墨黄铜; 黄劲松等[21 ,22 ] 在黄铜中添加Si和Mg制备石墨黄铜. 尽管Ti和Si能一定程度上提高C元素在黄铜熔液中的溶解度, 但同时也会生成硬的碳化物颗粒, 因此其切削性能离应用还有一定的差距. 可见, 制备切削性能优良的石墨黄铜的关键在于, 开发出既能提高C元素在黄铜熔液中的溶解度又不会在黄铜基体上生成硬的碳化物颗粒的制备方法. ...
1
... 石墨黄铜一直被认为最有可能替代铅黄铜[1 ] . 这是因为石墨与Pb一样在黄铜基体上以脆而软的颗粒存在, 而且石墨是一种优良的固体润滑剂, 从而会产生与Pb颗粒一样的断屑效应和润滑作用[14 ] . 但石墨与Cu的润湿性差且比重相差大, 难以在黄铜基体上生成均匀细小的石墨颗粒. 为解决以上问题, Nath等[15 ] 利用搅拌铸造与挤压相结合的方法制备出了石墨黄铜; Kim等[16 ] 利用离心铸造制备出了石墨黄铜; Imai等[17 ] 利用高能球磨将Cu粉和石墨粉混合均匀, 并利用放电等离子烧结技术制备出了石墨黄铜. 但这些石墨黄铜的切削性能与铅黄铜有一定的差距, 因为这些方法并没有从根本上解决C元素在黄铜熔液中的溶解度极低的问题, 得到的石墨并不是弥散分布而是以团絮状形式分布于黄铜的晶界上. 为了提高C元素在黄铜熔液中的溶解度, Rohatgi等[18 -20 ] 在黄铜熔液中添加Ti并利用搅拌铸造的方法制备石墨黄铜; 黄劲松等[21 ,22 ] 在黄铜中添加Si和Mg制备石墨黄铜. 尽管Ti和Si能一定程度上提高C元素在黄铜熔液中的溶解度, 但同时也会生成硬的碳化物颗粒, 因此其切削性能离应用还有一定的差距. 可见, 制备切削性能优良的石墨黄铜的关键在于, 开发出既能提高C元素在黄铜熔液中的溶解度又不会在黄铜基体上生成硬的碳化物颗粒的制备方法. ...
1
2000
... 图2f为石墨化退火过程示意图. 退火时渗碳体的石墨化是渗碳体分解和Fe原子由渗碳体向黄铜基体扩散的过程. 因C原子在黄铜基体中溶解度极少, C原子在黄铜基体上的扩散速度很小, 所以一个渗碳体颗粒转变为一个石墨颗粒, 因此石墨颗粒的大小取决于渗碳体颗粒的大小. 但石墨颗粒较渗碳体颗粒大(图1a和b), 这是因为渗碳体石墨化过程是体积膨胀的过程[23 ] . 因此在退火阶段, 石墨颗粒的位置未发生变化, 但石墨颗粒的尺寸稍微增大. 同时, 退火过程也是β 相中析出α 相的长大过程. α 相由于缓慢冷却而充分长大, 只残留少部分β 相. 退火后的组织为α 相、石墨和少部分β 相, 这与图1b中组织一致. 由于渗碳体的分解, 退火后最终得到石墨黄铜. ...
1
1939
... 随着添加铸铁量的增加, 黄铜组织细化且石墨颗粒增多, 石墨粒子的分布趋于均匀弥散, 但石墨颗粒尺寸却随之减小. 这是由于石墨粒子的尺寸和位置取决于渗碳体颗粒的尺寸和位置, 而渗碳体的形核和长大受凝固过程中冷却速率和铸铁含量的影响. 凝固过程中, 渗碳体在大的冷速下优先在熔液中形核析出, 渗碳体形核后熔液开始依附其形核长大. 由Johnson-Mehl-Avrami方程[24 ,25 ] 可知, 结晶过程中过冷度会影响形核率和晶核长大速率, 它们随过冷度增加而增加, 但形核率的增长率更大. 因此在快速冷却条件下, 随着添加铸铁量的增加, 渗碳体的核心数增加, 结晶越容易进行, 凝固后的基体组织和渗碳体颗粒越细小, 退火后的石墨颗粒也随之减小. 铸铁添加量达到7%时, 石墨颗粒的偏聚与Fe在黄铜中固溶度低有关, 当Fe达到饱和固溶度后在液相时会发生相分离, 形成富Fe区, 出现成分偏析, 这与文献[26]中的描述相吻合. ...
1
1940
... 随着添加铸铁量的增加, 黄铜组织细化且石墨颗粒增多, 石墨粒子的分布趋于均匀弥散, 但石墨颗粒尺寸却随之减小. 这是由于石墨粒子的尺寸和位置取决于渗碳体颗粒的尺寸和位置, 而渗碳体的形核和长大受凝固过程中冷却速率和铸铁含量的影响. 凝固过程中, 渗碳体在大的冷速下优先在熔液中形核析出, 渗碳体形核后熔液开始依附其形核长大. 由Johnson-Mehl-Avrami方程[24 ,25 ] 可知, 结晶过程中过冷度会影响形核率和晶核长大速率, 它们随过冷度增加而增加, 但形核率的增长率更大. 因此在快速冷却条件下, 随着添加铸铁量的增加, 渗碳体的核心数增加, 结晶越容易进行, 凝固后的基体组织和渗碳体颗粒越细小, 退火后的石墨颗粒也随之减小. 铸铁添加量达到7%时, 石墨颗粒的偏聚与Fe在黄铜中固溶度低有关, 当Fe达到饱和固溶度后在液相时会发生相分离, 形成富Fe区, 出现成分偏析, 这与文献[26]中的描述相吻合. ...
1
2010
... 铸铁添加量分别为1%, 3%, 5%和7%的石墨黄铜的切屑形貌如图5所示. 当铸铁添加量为1%和3%时, 切屑形貌呈连续的螺旋状, 但3%的切屑相对细小; 铸铁添加量为5%的切屑形貌为短片状和短C型, 切削面光洁度较高; 铸铁添加量为7%的切屑形貌呈短螺旋状和C型, 切屑较3%更细小均匀, 但相对5%来说切屑长而大. 石墨黄铜中弥散分布着强度、硬度低的石墨颗粒, 在切削过程中, 刀刃接触金属表面时石墨处易萌生显微裂纹, 裂纹随刀具的推进继续扩展, 从而产生与Pb颗粒一样的断屑效果[28 ] . 从切屑形貌来看, 添加铸铁而生成的石墨颗粒能显著提高材料的切削性能, 且随着石墨体积分数的增大黄铜的切屑形貌逐渐得到改善, 当铸铁添加量为5%时石墨黄铜切削性能最好. 当铸铁添加量为7%时, 尽管其石墨含量高于5%时的石墨含量, 但由于石墨颗粒的偏聚(图3d)导致切屑形貌不均匀, 呈螺旋状和C型, 因此其切削性能不如铸铁添加量为5%的石墨黄铜. 此外, 石墨作为一种良好的润滑剂, 在切削过程中会在刀具和金属表面形成一层石墨薄膜, 减小刀具和金属表面的摩擦, 获得光滑的表面. 因此, 铸铁的最佳添加量为5%, 此时的切削性能与铅黄铜HPb59-1相当[8 ] . ...

 , 唐建成
, 唐建成
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}