钨极惰性气体保护焊(TIG)在工业生产中应用非常广泛, 但是钨极承载电流的能力有限, 且单道焊接熔深小, 因此焊接效率较低. 与之相比, 双钨极电弧在相同的钨极载流能力条件下能够承载更大电流, 因而提高了焊接热输入, 提高了焊接效率. 双钨极电弧作为一种新型的热源, 目前对其研究较少. Kobayashi等[1 ] 实现了双TIG焊在大型天然气储罐焊接中的应用. 电弧辅助活性TIG焊(AA-TIG焊), 利用耦合电弧并在保护气中混入少量O2 , 改变了熔池表面张力温度系数, 可使熔深明显增加, 同时发现这种方法可以克服大电流高速焊接时出现的驼峰和咬边等缺陷[2 ,3 ] . Leng等[4 ] 和黄勇等[5 ] 通过实验研究了工艺参数对电弧压力的影响. Zhang等[6 ,7 ] 以水冷铜为阳极, 测量了耦合电弧的温度分布, 发现其分布不再呈旋转对称, 且温度较相同条件下TIG电弧的低。
虽然对于双钨极TIG电弧已有初步实验研究结果, 但是焊接电弧和熔池尺寸较小, 给实验研究带来了很大困难, 而且实验结果很难给出焊接的实时信息, 因而难以理解其物理本质, 数值模拟方法提供了解决这一难题的有效途径[8 ] . 然而, 传统的焊接现象模拟要么只专注于对熔池的研究,假设熔池表面的热流密度、电流密度和电弧压力服从某一分布[9 -13 ] , 要么侧重于电弧的研究[14 -16 ] , 并对阴极电流密度分布做了假设[15 ,16 ] , 但是这些假设仅适用于轴对称的情形。
实际上, 电弧和熔池是相互影响的统一整体. Choo等[17 ,18 ] 建立了一个电弧和熔池耦合的模型, 熔池的电流密度和热输入来自于对电弧的求解, 由于两者分别独立计算, 熔池的计算未能考虑等离子拉力的作用, 也没有考虑熔池对电弧的作用. 随着理论的不断完善和计算技术的迅速发展, 对于电弧熔池耦合的数值模拟研究逐渐增多. 其中, Tanaka等[19 ] 和Murphy等[20 ] 利用二维轴对称模型研究了TIG电弧熔池的相互作用, 包括对两极鞘层区的处理和金属蒸气对电弧行为的影响; 雷永平等[21 ] 和Lu等[22 ] 侧重于对熔池自由表面的研究; 陆善平等[23 ] 采用类似于Choo等[17 ,18 ] 的方法, 主要研究了熔池活性元素对熔池流动和形貌的影响; Yin等[24 ] 采用三维模型, 研究了轴向磁场作用下的电弧和熔池行为. Mougenot等[25 ] 研究了三维TIG焊电弧和阳极之间的相互作用. 对于多电极电弧焊接, Ogino等[26 ] 建立了双TIG电弧的三维模型, 研究了双TIG电弧热源特性, 但没有考虑熔池形成. Ding等[27 ] 建立了二维模型对双TIG电弧特性进行了数值分析, 但没有考虑电弧对母材的影响. Kanemaru等[28 ] 针对TIG-MIG复合焊, 建立了包括电弧和母材的三维模型, 主要研究了复合电弧行为。
本工作在前期研究[29 ,30 ] 的基础上, 进一步探讨双钨极TIG电弧-熔池的传热与流动行为. 采用CFD求解软件FLUENT, 计算了双钨极电弧和熔池的温度、速度、电流密度、磁通密度和电磁力等分布, 针对不锈钢AA-TIG焊, 分别研究了浮力、电磁力、等离子流拉力和Marangoni剪切力对熔池的作用, 考虑了熔池行为对电弧的影响, 通过比较Ar保护和Ar+O2 保护时熔池表面剪切力的分布和热输入, 并分析熔池流动和传热模式的变化, 揭示了双钨极TIG焊和AA-TIG焊熔池形貌的成因。
1 数学模型
对于耦合电弧AA-TIG焊,根据Jönsson等[31 ] 的研究, 可以忽略保护气中混入的少量O2 (体积分数为4%)对焊接电弧的影响. 实验表明, 虽然在氧的作用下钨极出现轻微烧损, 但对焊接过程并无明显影响. 这里为简化模型, 只考虑O2 对熔池表面张力的影响。
为简化数学模型, 假设: (1) 电弧为连续介质, 且处于局域热平衡(LTE)状态; (2) 电弧满足光学薄性质, 即等离子辐射的重吸收与整个波长的辐射损失相比可以忽略不计; (3) 电弧为处于大气压下的稳态氩弧; (4) 忽略电弧黏性效应导致的热损失和重力影响; (5) 采用Boussinesq近似处理熔池中浮力; (6) 熔池的自由表面为平面, 且忽略金属蒸气的作用。
1.1 守恒方程
(1) 连续性方程
(1) ∂ ρ ∂ t + ∇ ∙ ( ρ v ) = 0
式中, t为时间, r 为密度, v
(2) 动量守恒方程
(2) ∂ ( ρ v ) ∂ t + ∇ ∙ ( ρ v v ) = - ∇ P + ∇ ∙ τ + j × B + ρ g + S u
式中, P为压力; j为电流密度; B为磁通密度; g为重力加速度; τ
(3) τ i j = μ 2 ∂ v i ∂ x i - 2 3 ∇ ∙ v ( i = j ) μ ∂ v i ∂ x j + ∂ v j ∂ x i ( i ≠ j )
式中, m 为动力黏度; v i v j x i x j [32 ] 描述母材熔化过程, 引入附加动量源项 S u
(4) S u = - C ( 1 - f l ) 2 f l 3 + B v
式中, C是一个相对较大的数, B是防止被零除设置的一个较小的数, f l
(5) f l = 0 ( T ≤ T s ) T - T s T l - T s ( T s < T ≤ T l ) 1 ( T > T l )
式中, Ts 和Tl 分别为熔池的固相线温度和液相线温度. 在电弧区域, S u
(3) 能量守恒方程
(6) ∂ ∂ t ( ρ c P T ) + ∇ ∙ ( ρ c P v T ) = ∇ ∙ ( k ∇ T ) + S
式中, T为温度; c P [32 ] , 有附加热源项:
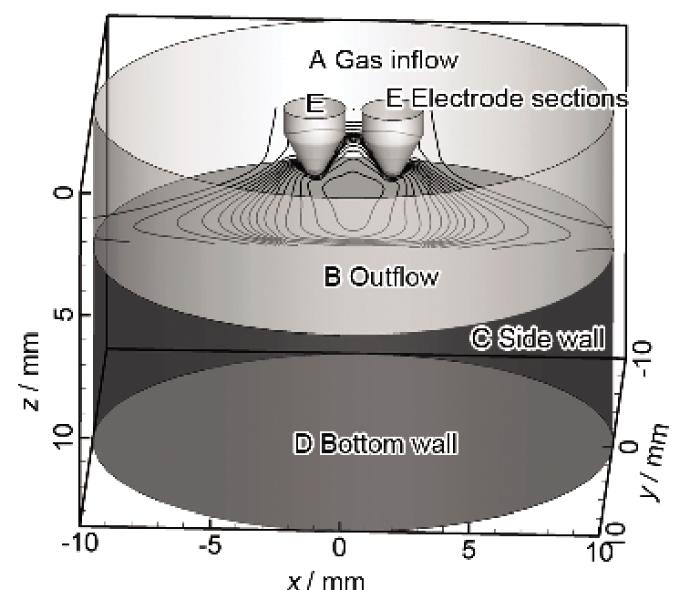
图1 求解域和边界条件示意图
Fig.1 Schematic of computation domain and boundary conditions
(7) S = S h = ∂ ( ρ f l L ) ∂ t + ∇ ∙ ( ρ v f l L )
式中, S h
(8) S = S Q = j 2 σ e + 5 k B 2 e j ∙ ∇ T - S R
式中, S Q σ e B 为Boltzmann常数, e为元电荷电量, S R
(4) 电流连续性方程
(9) ∇ ∙ ( - σ e ∇ Φ ) = 0
式中, F 为电势。
(5) Ohm定律
(10) - σ e ∇ Φ = σ e E = j
式中, E为电场强度。
(6) 磁矢势Poisson方程
(11) ∇ 2 A = - μ 0 j
(12) B = ∇ × A
式中, A为磁矢势, μ 0
(7) K- ε
根据Choo和Szekely[33 ] , Hong等[34 ] 和Goodarzi等[35 ] 的研究, 需要考虑熔池的湍流. 这里采用标准双方程K- ε [36 ] , 湍动能K和湍流耗散率 ε
(13) ∂ ( ρ K ) ∂ t + ∇ ∙ ( ρ v K ) = ∇ ∙ μ + μ t σ K ∇ K + ρ G K - ρ ε
(14) ∂ ( ρ ε ) ∂ t + ∇ ∙ ( ρ v ε ) = ∇ ∙ μ + μ t σ ε ∇ ε +
(14) ε K ( c 1 ρ G K - c 2 ρ ε )
湍动能产生率GK 由下式给出 G K = μ t ρ { 2 [ ( ∂ v x ∂ x ) 2 + ( ∂ v y ∂ y ) 2 + ( ∂ v z ∂ z ) 2 ] +
(15) ( ∂ v x ∂ y + ∂ v y ∂ x ) 2 + ( ∂ v x ∂ z + ∂ v z ∂ x ) 2 + ( ∂ v y ∂ z + ∂ v z ∂ y ) 2 }
湍流粘度 μ t
(16) μ t = c μ ρ K 2 ε
湍流热导率kt 由下式计算:
(17) P r t = c P μ t k t = 0.9
式中, Prt 为湍流Prandtl数. 式(13)~(16)中的经验常数分别为: cm 1 =1.44, c2 =1.92, s K =1.0, se =1.3。
1.2 边界条件
1.2.1 外部边界 求解域和边界条件如图1所示. 钨极直径2.4 mm, 钨极尖端角度60°, 顶端凸台0.3 mm, 弧长3 mm, 母材厚度8 mm, 求解域直径20 mm. A区域为气体入口, 给出速度和温度分布; B区域为气体出口; C和D区域为母材外表面, 给定与外界的换热条件, 即: q m i x = q c o n v + q r a d = - h c ( T - T ∞ ) - ε r σ ( T 4 - T ∞ 4 )
式中, qmix 为总热损失, qconv 和qrad 分别为热对流和热辐射引起的热损失, hc 为对流换热系数, e r 为发射率, s 为Stefan-Boltzmann常数, T∞ 为环境温度. E区域为钨极截面, 给定电流密度和温度, 根据Matsuda等[37 ] 对TIG焊钨极温度的测量结果, 设定温度为1800 K. 具体的边界条件如表1所示。
1.2.2 内部边界 钨极和电弧界面, 温度和电磁场采用耦合条件, 详见文献[30, 38, 39], 动量则采用无滑移条件.
阳极的热通量qa 为:
(19) q a = q c + q e + q r = - k ∂ T ∂ z + j z Φ a - ε r σ T 4
即由温度梯度产生的传导热qc ,电子进入阳极的凝固潜热qe 和表面的辐射损失qr 3部分构成. 式中, jz 为z向电流密度; F a 为阳极功函数, 取4.65 V[14 ] 。
阳极的动量通量为:
(20) τ x = - μ p ∂ v x ∂ z + ∂ γ ∂ T ∂ T ∂ x
(21) τ y = - μ p ∂ v y ∂ z + ∂ γ ∂ T ∂ T ∂ y
式中, m p 为等离子黏度, ϒ 为表面张力. 以上两式中第一项为等离子流拉力, 第二项表示表面张力梯度产生的剪切力, 即Marangoni剪切力. 对于SUS304不锈钢AA-TIG焊[2 ,3 ] , 保护气氛中的氧改变了表面张力, 实验得到纯Ar保护和混入少量O2 保护时, 熔池的表面张力随温度的变化, 由此求得∂g /∂T分别为-0.0143和3.46 mN/(m·K)[40 ] . 通过氮氧分析也测得, 焊缝的氧含量由纯Ar保护时的0.0036%变化到混入少量氧保护时的0.016%. Sahoo等[41 ] 基于Gibbs和Langmuir 吸附等温式, 得到了平衡条件下液Fe表面张力ϒ 与活性元素活度f和温度T的半经验关系式: ϒ =g (T, f ), 据此可以发现, 氧含量较高时, 较低温度范围的表面张力随着温度升高而降低. 求解中没有将焊缝的氧含量代入关系式, 因为焊缝的氧含量与焊接时熔池的氧尤其是表面的氧并不相同, 作为熔池含氧量的一部分, 溶解氧在其冷却时大幅减小, 而只有表面的氧才会影响表面张力. 如果以焊缝氧含量代入计算, 可能会低估氧改变表面张力的作用. 另外, 研究发现, 焊接时熔池的氧在表面大量富集, 且分布并不均匀[42 ] , 因此还需考虑浓度梯度导致的表面张力变化, 即(∂g /∂f )·(∂f /∂r), r代表位置, 获得表面张力梯度的全微分表达式. 这些将在以后的研究中探讨. 然而, 对于S来说, 情形并没有氧那么复杂, 因而可以将焊缝的S含量代入计算[10 ,11 ,20 ] , 甚至求得S在熔池中的分布[11 ] 。
1.3 数值方法
采用Gambit软件, 结构化和非结构化网格相结合, 生成六面体网格, 阴极和阳极附近加密网格. 模型采用FLUENT软件求解, 通过添加UDS方程求解电磁变量, 通过用户自定义函数(UDF)添加守恒方程源项和边界条件. 方程组求解采用SIMPLE算法, 采用二阶迎风格式离散以保证计算精度. 能量方程收敛标准为10- 6 , 其余方程为10- 3 。
计算采用的材料物性参数综合参考了文献[19,25, 43], 用到的物理常数见表2。
2 模拟结果与讨论
模拟采用焊接条件为: 电流(100+100) A, Ar气流量25 L/min, 钨极间距3 mm, 弧长3 mm, 母材为SUS304不锈钢, 厚度8 mm, 定点焊接2 s, 比较讨论了Ar (∂g /∂T<0)保护和Ar+O2 保护(∂g /∂T>0) 2种情形的计算结果。
2.1 模拟结果
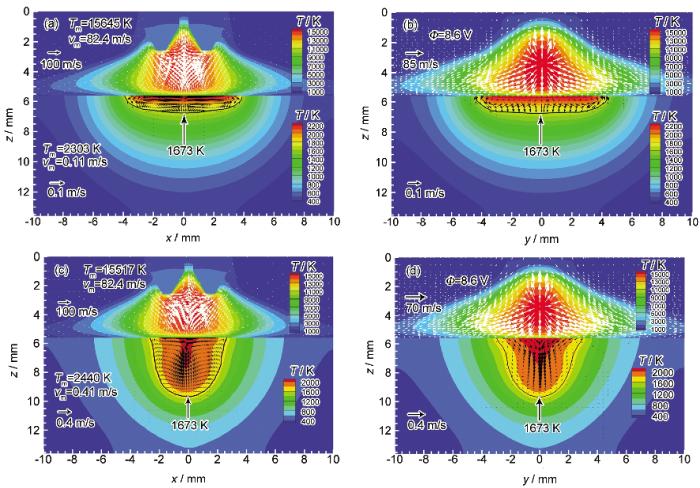
图2为定点焊接2 s时电弧-熔池xz面和yz面的温度场和流场. 图2a为纯Ar气保护的结果, 图2b为Ar+O2 的结果. 可见, 由于两钨极距离较近, 在电磁场的作用下电弧耦合形成一个整体, 电弧最高温度为15645 K. 比较图2a和b可以发现, 双钨极电弧的形状不再是旋转对称的, 而在yz面相对扩展, 与传统的TIG电弧不同, 这是由于两束等离子流在电磁力作用下相向运动, 最大流速超过80 m/s, 双方互为阻碍, 而被迫沿着y方向运动, 使之在这个方向上的流动充分扩展, 因而电弧热沿着这一方向传输, 使得电弧在y方向较x方向扩展. 由图2a也可以看到, 等离子流由于电磁力的吸引相互靠近, 甚至在靠近钨极内侧向上运动, 使得弧柱向上扩展, 这从图2b中可以更加明显的看到. 这与实验研究[6 ,7 ] 和其它模拟研究结果[26 ] 一致。
Ar保护时, 熔池内形成向外的环流, 最大流速约0.11 m/s. 如1673 K等温线所示, 熔宽较大, 熔深较浅, 约为1.2 mm, 熔池最高温度约2303 K(图2a和b). Ar+O2 保护时(图2c和d), 熔池流动由外向内, 最大流速约0.41 m/s, 可见此时熔池的流动更加剧烈. 与Ar保护时相比, 熔池等温线收缩, 熔池表面最高温度上升, 超过2400 K, 原因是熔池向内的流动将电弧热传递到熔池中心区域, 使温度升高. 此时, 熔深明显增加, 超过4 mm, 而熔宽略有收缩. 然而熔池的这种变化对电弧几乎没有影响. 与电弧形状类似, 熔池轮廓也呈现不对称性, 在yz面稍有扩展。
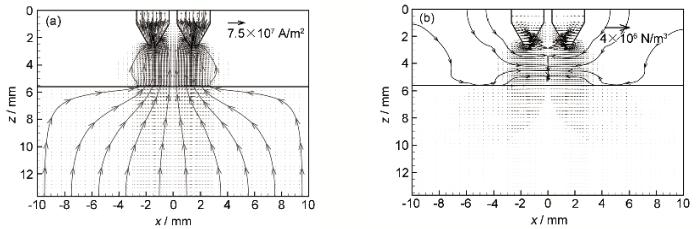
图3为xz面的电流密度和电磁力分布. 由图3a可见, 在两钨极尖端附近, 电流线比较集中, 电流密度最大, 因此产生的Joule热在阴极附近最大, 但是高温区域并不是简单的靠近两阴极尖端, 而是出现在弧柱中心区域, 这要归功于等离子的流动对电弧热向中心的传输作用. 在阳极表面, 电流线有轻微收缩, 这是由于阳极附近温度降低导致电导率急剧下降, 进而使得导电通道变窄所致. 而在阳极, 由于电导率很大且随温度变化很小, 电流则比较发散. 由图3b可见, 电磁力向内向下, 正是这个力驱动等离子流产生如图2所示的运动. 电磁力在阴极尖端最大, 这是由于阴极尖端电流密度最大, 由此产生的磁通密度也较大, 因而电磁力也最大, 相应地, 阳极内部电流密度比电弧区域小得多, 因而电磁力也较电弧区域小。
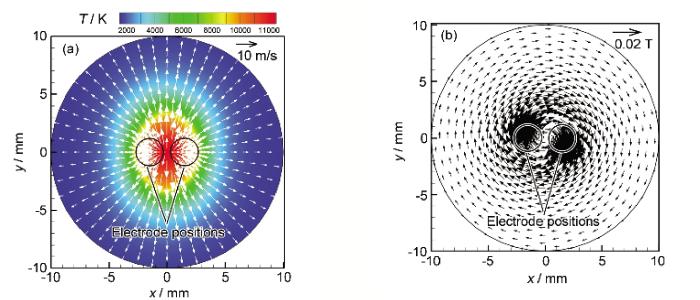
图4 为阳极表面0.15 mm处的温度场、流场和磁场. 由图4a可见, 虽然这个位置离熔池很近, 但是温度与熔池相比却很高, 由此造成很大的温度梯度, 使相当部分的电弧热输入阳极. 另外, 等离子流速与高温弧柱区域相比很小, 但是与熔池0.1 m/s量级的流动相比仍然很大, 由此形成很大的速度梯度, 这个梯度产生了驱动熔池向外流动的等离子流拉力. 电弧在y方向扩展的特点也在图中有明显的反映. 由图4b可见, 阳极表面0.15 mm处的磁通密度达到10-2 T的量级, 且磁场也是一个整体, 而且在中心点附近达到最大值。
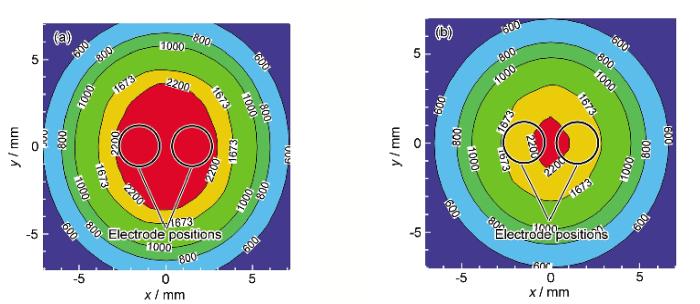
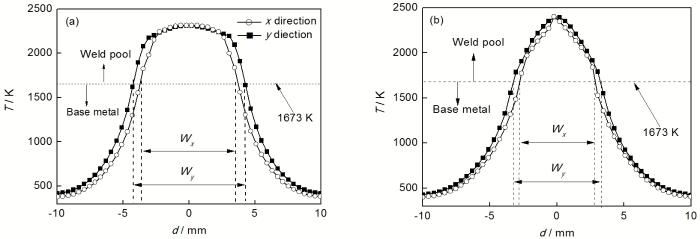
图5a和b分别为纯Ar和Ar+O2 保护下熔池表面的温度场, 为更明显地表示温度的变化, 将其在x和y方向的分布在图6中表示. 由图5a和b可知, 当保护气为Ar+O2 时, 熔池表面温度场比纯Ar保护时明显收缩, 高温区域减小, 这种变化在图6中也可以看到. 由图6还可以发现, 当保护气为Ar+O2 时, 熔池表面温度升高, 峰值温度接近2500 K. 另外, 由图5a和b可以看到, 虽然保护气体不同, 但是熔池轮廓都在y方向延长, 即Wy >Wx , 如1673 K等温线所示. 这一点由图6也可以明显看到, x方向和y方向的温度分布并不重合, 而在y方向稍有扩展。
图2 不同保护气氛定点焊接2 s时电弧和熔池xz面和yz面的温度场和流场
Fig.2 Temperature and flow fields in xz section (a, c) and yz section (b, d) of arc plasma and weld pool with pure Ar shielding (a, b) and Ar+O2 shielding (c, d) after spot welding for 2 s (T—temperature; F —voltage drop; Tm and vm —maximum temperature and velocity, respectively)
图3 xz面的电流密度和电磁力分布
Fig.3 Distributions of current density (a) and Lorentz force (b) of the arc and weld pool in xz section
2.2 熔池传热与流动分析
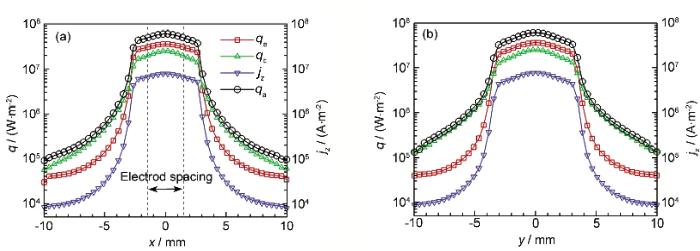
图7a和b分别为Ar+O2 保护时熔池表面的电流密度和热流密度在x和y方向的分布. 可以看到, y方向的电流密度和热流密度比x方向扩展, 正是热流密度的这种特性造成了y方向熔池的扩展. 如式(19)所示, 热流密度由qe , qc 和qr 3部分构成. 由图7可知, 电流密度最大值为7.85×106 A/m2 , qe 峰值为2.54×107 W/m2 , qc 峰值为3.65×107 W/m2 , qa 峰值为6.12×107 W/m2 . 在阳极中心区域qe > qc , 而在阳极边缘区域qe < qc , 即中心区域电子吸收导致的传热占主导地位, 而在边缘区域传导热起主要作用. 这是由于在边缘区域电弧温度急剧下降, 使得电导迅速减小, 由此导致电流密度明显减小, 因此qe 也明显减小, 但是电弧和熔池之间的温度梯度仍然较大, 热传导仍然起很大的作用。
图4 阳极表面0.15 mm处的温度场、流场和磁场
Fig.4 Temperature and flow fields (a) and magnetic flux (b) at a location about 0.15 mm above the anode
图5 定点焊接2 s时不同保护气氛下熔池表面的温度场
Fig.5 Temperature fields at the anode surface (xy section) with pure Ar shielding (a) and Ar+O2 shielding (b) after spot welding for 2 s (Isotherms are in the unit of K)
图6 不同保护气氛下熔池表面x和y方向的温度分布
Fig.6 Temperature distributions in x and y directions at the anode surface (xy section) with pure Ar shielding (a) and Ar+O2 shielding (b) after spot welding for 2 s (Wx and Wy —weld widths in x direction and y direction; d— position in x or y directions )
将热流密度各组成部分在阳极表面积分可以得到:
Q a = Q e + Q c + Q r = ∫ Ω q e d s + ∫ Ω q c d s + ∫ Ω q r d s =
(22) 930 + 653 - 23 = 1560 W
式中, Qa , Qe , Qc ,和Qr 分别为阳极总热输入、由电子吸收引起的热输入、由热传导引起的热输入和由辐射引起的热损失; W 为积分区域, 即阳极表面; s为积分微元. 可见, 阳极总热输入Qa 中Qe 占58.7%, 是热输入的主要部分, 而Qc 占41.3%, 居于次要地位. 这与Tanaka等[19 ] 、Yin等[24 ] 和Wu等[44 ] 对TIG电弧焊接的研究结果很接近. 结合计算的电压8.6 V和总电流200 A, 可以计算得到电弧的热效率为90.7%. 然而, 这个值与实际的热效率相比偏高, 原因是模型对两极区域做了简化处理, 尤其对于阴极区, 这种处理忽略了阴极压降, 使得计算的电弧电压偏低, 导致计算的热效率偏大。
对于保护气为Ar气, 即∂g /∂T<0时情形, 由于熔池表面温度的变化导致Qc 和Qr 变化极小, 而Qe 不变; 其热流密度分布与保护气为Ar+O2 时相比几乎不变. 类似地, 保护气为Ar时的阳极总热输入为:
(23) Q a = Q e + Q c + Q r = ∫ Ω q e d s + ∫ Ω q c d s + ∫ Ω q r d s =
(23) 930 + 624.3 - 46.5 = 1508.5 W
可见, 与保护气为Ar+O2 时相比, 阳极热输入几乎不变, 阳极表面温度的变化引起了Qc 和Qr 的微小波动。
图7 熔池表面x和y方向电流密度和热流密度分布
Fig.7 Current density and heat flux distributions in x direction (a) and y direction (b) at the anode surface (qe and qc are heat flux to the anode due to the electron absorption and the heat conduction, respectively; qa is the total heat flux to the anode; jz is the component of the current density in z direction)
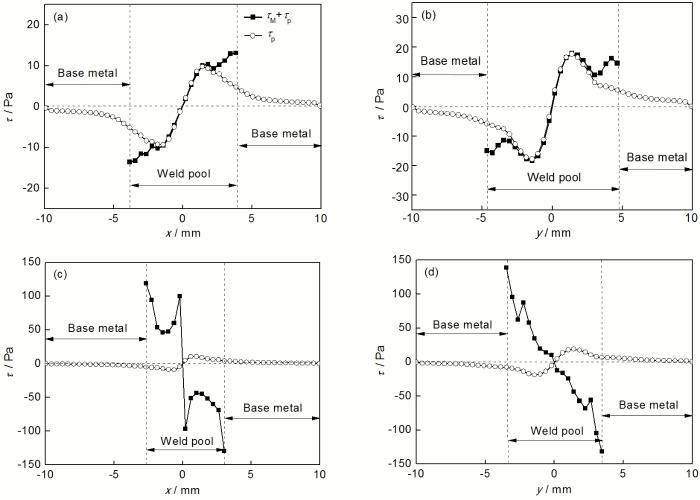
图8为Ar保护和Ar+O2 保护时熔池表面的剪切力分布. 图中t p 为等离子流拉力, t M 为表面张力梯度引起的Marangoni剪切力. 可以看到, 在两种情形下, t p 几乎不变, 当保护气为Ar时, Marangoni剪切力和等离子流拉力方向相同, 且两者相差较小, 使得t p +t M 驱动的熔池流动方向由内向外. 另一方面, y方向的剪切力较大, 这也揭示了y方向熔宽较大的原因(图8a和b). 在Ar+O2 保护时, t p 和t M 方向相反, 但是量级上Ar+O2 保护时远大于Ar保护时, 因此熔池表面的总剪切力由Marangoni剪切力决定, 如图中t p +t M 所示, 最终导致t p+ t M 与纯Ar气保护时相反(图8c和d). 其原因在于, 氧作为表面活性元素, 改变了熔池表面张力温度系数∂g /∂T, 使得不锈钢熔池的表面张力随温度升高而增加, 即表面张力温度系数为正值, 由此使t M 方向改变, 最终导致了明显增加的熔深和略有收缩的熔宽. 值得注意的是, 等离子流拉力t p 与相同条件下TIG电弧的等离子流拉力[19 ,20 ,23 ,25 ] 相比也小很多,这对于熔深增加是有利的. 另外, 由图也可以看到, y方向的剪切力比x方向的扩展, 由于t M 在熔池区域产生, 而熔池区域在y方向延长, 因而t M 相应地扩展。
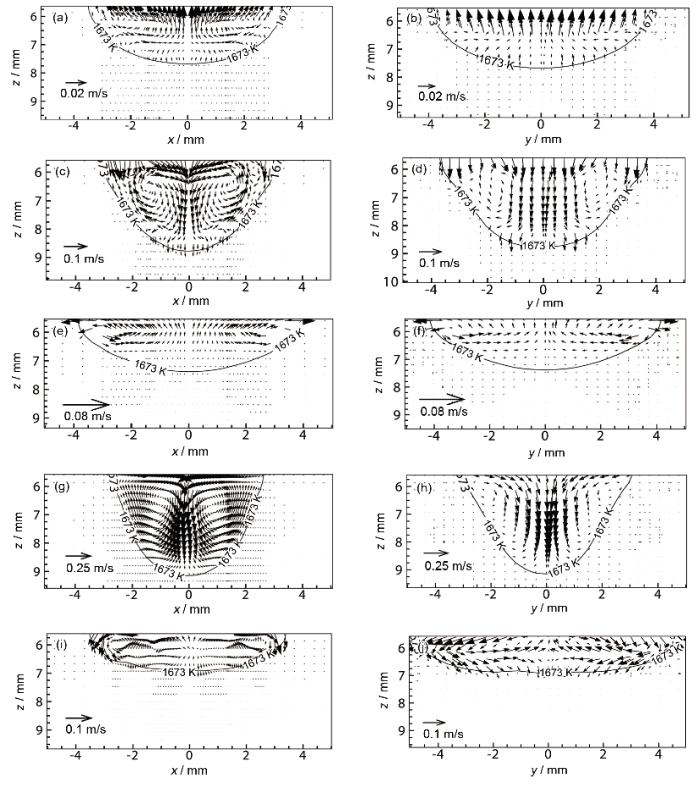
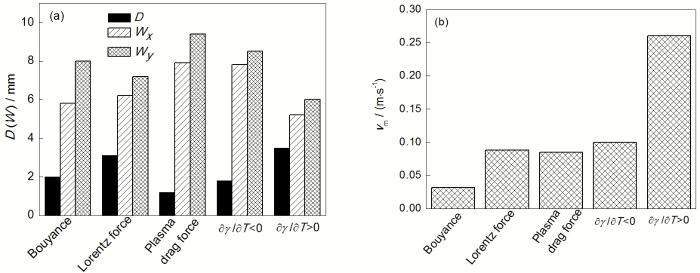
图9为熔池各驱动力单独作用2 s时熔池的流动. ∂g /∂T<0对应于Ar保护的情形, ∂g /∂T>0则对应于Ar+O2 保护的情形. 可以看到, 无论哪个力单独作用, 形成的熔宽在y方向较宽, 而在x方向较窄, 这是由熔池上表面的热流密度分布造成的. 而且, 浮力、等离子流拉力和负表面张力温度系数单独作用时, 熔池流动由内向外, 熔深较小, 熔宽较大; 在电磁力和负表面张力温度系数单独作用时, 熔池流动由外向内, 熔深较大而熔宽较小. 各驱动力单独作用下熔池尺寸和最大流速如图10所示. 可见, 正表面张力温度系数和电磁力作用下的熔深D超过3 mm, 而浮力、等离子流拉力和负表面张力温度系数单独作用下熔深小于2 mm, 各驱动力单独作用下的熔深大小依次为: 正表面张力温度系数、电磁力、浮力、负表面张力温度系数、等离子流拉力, 熔宽则相反. 对于各力作用下的熔池最大流速, ∂g /∂T>0时达到0.26 m/s, 作用最强, ∂g /∂T<0时为0.09 m/s; 电磁力和等离子流拉力分别对应0.088和0.085 m/s, 可见三者作用强度相当, 但电磁力的作用与其他二者相反; 浮力作用最小, 最大流速约0.03 m/s. 值得注意的是, 与TIG焊等离子流拉力驱动的0.47 m/s[19 ] 相比, 等离子拉力驱动的流动明显减小, 流速下降1个数量级. 这是由于等离子流拉力减小所致. 由此可以推断, 熔池驱动力大小依次为表面张力、电磁力、等离子流拉力和浮力. 尽管如此, 在10 mm左右的熔池内部产生量级102 m/s的流动, 可见, 熔池内部的对流运动非常剧烈。
由前面的分析可知, 熔池流速越大, 熔池尺寸(熔深D或熔宽W)越大, Ar+O2 保护时熔池流动的改变使得熔深明显增加, 熔宽略有收缩. 但是熔池的熔化过程本质上仍是热的作用, 流动的改变并不能直接导致熔池形貌的改变, 而流动引起的热对流才对其有直接作用. 然而, 熔池除强烈的金属流动导致的热对流外, 还存在相当明显的热传导作用和相对很小的热辐射作用. 对于Ar保护和Ar+O2 保护两种情形, 电弧的总热输入几乎不变, 然而熔池形貌却截然不同, 即熔深的增加并非由于热输入的改变所致, 如果只是简单地从流动改变去解释似乎还不够令人信服. 以往对于TIG焊和活性TIG (A-TIG)焊熔池形貌的研究[2 ,11 ,12 ,18 -23 ,25 ] 仅仅着眼于熔池金属流动的作用, 很少或者几乎没有提及热对流和热传导的相对强弱. 众所周知, 热对流和热传递的起因完全不同, 前者由于流体存在温度梯度, 而后者由于流体存在相对运动, 它们分别对应于式(6)的扩散项 ∇ ∙ ( - k ∇ T ) ∇ rc P vT ).
图8 定点焊接2 s时不同保护气氛下熔池表面的剪切力分布
Fig.8 Shear stresses in x direction (a, c) and y direction (b, d) at the weld pool surface with pure Ar shielding (a, b) and Ar+O2 shielding (c, d) about 2 s later after arc ignition (t —shear stress, t p —plasma drag force, t M —Marangoni shear stress, t p +t M —total shear stress)
为确定熔池热对流和热传导作用的相对大小, 引入无量纲数Pe判断[8 ,13 ] , 其表达式如下:
(24) P e = u ρ c P Δ T k Δ T / L R = u ρ c P L R k
式中, u为速度, LR 为特征熔池长度, 取熔池上表面半径, k为热导率. 结合本文的计算结果, Ar气保护 (∂g /∂T<0) 时, 取u=0.1 m/s, r =7000 kg/m3 , cP =600 J/kg, LR =0.004 m, k=20 W/(m·K), 可求得Pe=76; Ar+O2 气保护(∂g /∂T>0)时, 取u=0.2 m/s, r =7000 kg/m3 , cP =600 J/kg, LR =0.003 m, k=20 W/(m·K), 可求得Pe=115. 可见, 无论∂g /∂T<0还是∂g /∂T>0, Pe都远远大于1, 即熔池的热对流起主导作用, 而且∂g /∂T>0时较大, 即此时热对流更强. 这就解释了图2和10所示的流动改变导致的等温线的变化. 因此可以认为, Ar气保护时, 在表面张力为主导的驱动作用下, 熔池金属流动由内向外, 引起由内向外的热对流, 由于热对流的主导作用, 大部分电弧热被传递到熔池边缘, 熔化母材形成宽而浅的熔池形貌; Ar+O2 气保护时, 在表面张力为主导的驱动作用下, 熔池内部形成逆时针对流, 由于热对流的主导作用, 大部分电弧热被传递到熔池中心熔化母材, 形成深而窄的熔池形貌。
如果没有热对流的主导作用, Ar气保护时, 熔池形貌可能不会那么浅, 而在Ar+O2 气保护时也不会那么深, 以致达到前者的数倍. 可以推断, 对于铝合金等热导率较大的材料, 热对流的主导作用便不及不锈钢明显, 而热传导的作用将增加, 甚至在某些条件下主导传热过程, 这一点在Rai等[45 ] 对不同材料激光匙孔焊接的研究中被证明。
图9 各驱动力单独作用下的熔池流动
Fig.9 Weld pool flows at xz sections (a, c, e, g, i) and yz sections (b, d, f, h, j) driven by buoyance (a, b), Lorentz force (c, d), surface tension ∂g /∂T <0 (e, f), surface tension ∂g /∂T>0 (g, h) and plasma drag force (i, j)
图10 熔池驱动力单独作用下的熔池尺寸和最大流速
Fig.10 Weld pool geometry (a) and maximum velocity driven (b) by various forces (vm —maximum velocity in the weld pool, D—weld depth, W—weld width, Wx and Wy —weld widths in x and y directions)
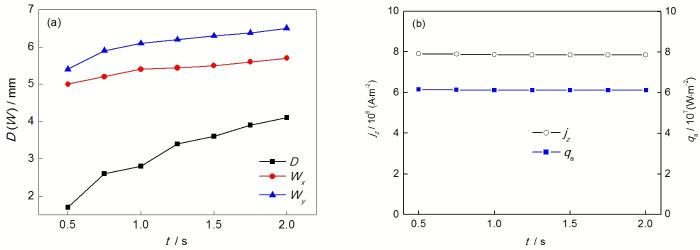
图11为Ar+O2 保护时熔池尺寸和熔池热输入随时间的变化. 由图11a可知, 随着焊接时间延长, 熔深和熔宽逐渐增加, 而熔深增加较快, 这是电弧热被传递到熔池中心的结果. 由图11b可知, 熔池表面热流密度和电流密度峰值均随着时间有微小下降, 电流密度峰值下降5.8×104 A/m2 , 热流密度峰值下降4×104 W/m2 . 由于熔池温度不断升高, 导致阳极表面电导率增加, 从而使得阳极表面电流通道扩展, 电流密度峰值下降, 另一方面, 熔池表面的温度升高导致电弧和熔池区域的温度梯度减小, 传导热减小, 以上二者综合作用使得热流密减小. 在计算中, 电弧阳极温度随时间逐渐升高, 这种变化对电弧温度和流动的影响极小, 仅仅使电弧温度峰值减小7 K, 而等离子流速和电弧电压等几乎不变。
图11 熔池尺寸和熔池表面热流密度和电流密度峰值随时间的变化
Fig.11 Variations of weld pool geometry (a) and maximas of heat flux and current density at the anode (b) with time (t)
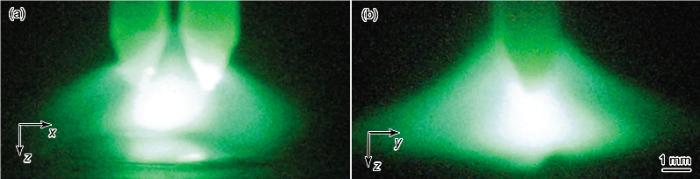
图12 双钨极TIG电弧形貌
Fig.12 Photographs of double electrodes TIG arc in xz section (a) and yz section (b)
2.3 实验验证
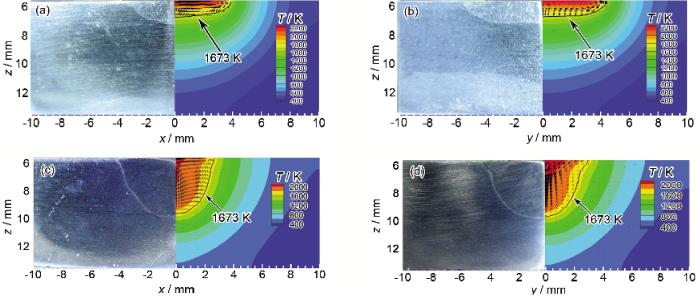
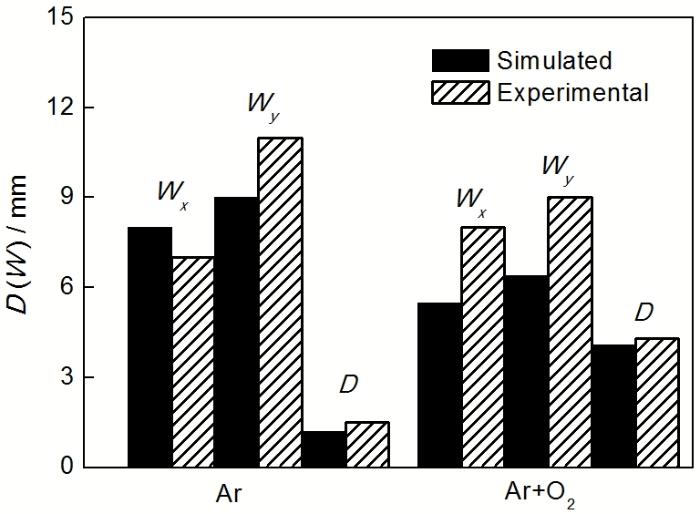
图12和13为双钨极TIG电弧形貌以及模拟与实验的熔池形貌对比. 从图12可以看到, 双钨极TIG电弧在yz面相对扩展, 这与模拟的结果一致. 从图13所示的焊缝截面可以看到, 模拟结果与实验结果吻合良好. 焊缝尺寸模拟值和实验值的对比如图14所示. 从图12和13可见, 实验和计算都表明Wy >Wx , 但是纯Ar保护(∂g /∂T<0)时, 实验得到Wy >Wx 的趋势更明显, 而在Ar+O2 保护(∂g /∂T>0)时, 由于熔池流动的改变使得Wy 和Wx 差别减小; 对于熔宽D, Ar保护(∂g /∂T<0)时, 实验得到熔深约为1.5 mm, 模拟的为1.2 mm. Ar+O2 保护(∂g /∂T>0)时, 模拟得到的熔深略小于实验值, 实验得到Wx 比Wy 小0.8 mm, 模拟的则为1.1 mm. 总体上, 模拟结果较准确地反映了实际情况。
从熔池轮廓来看, 模拟得到的阳极热输入和热流密度的分布半径偏小, 这主要是由于对阳极区域的简化处理所导致. 这里只考虑了阳极传热的主要部分, 实际上电弧阴极和阳极鞘层区偏离了LTE状态, 传热过程[19 ,20 ,38 ,46 ] 远比本工作描述的模型复杂, 阳极金属蒸气的产生对电弧也会产生较明显的影响[20 ] . 此外, 熔池所采用的物性参数与实际用材料的差别等都会对结果产生影响[10 ] , 自由表面的微小变形会影响电弧及其向阳极传热[14 ] 。
应当指出, 虽然在目前的焊接条件下, 这些非轴对称特性都表现在沿着y方向扩展, 但是随着焊接参数的改变, 尤其是钨极间距增大时, 可以推断, 非轴对称性会沿着x方向延长, 这些将在后续的研究中探讨。
图13 不同保护气氛下模拟和实验的熔池形貌对比
Fig.13 Comparison between simulated and experimental weld pool profiles at xz section (a, c) and yz section (b, d) for pure Ar shielding (a, b) and Ar+O2 shielding (c, d)
(3) 非轴对称的热流密度和Marangoni剪切力决定了熔池的非轴对称形貌。
图 14 计算和实验的焊缝尺寸对比
Fig.14 Comparison between simulated and experimental weld pool geometries
3 结论
(1) 双钨极电弧的非轴对称特性导致熔池表面的电流密度、热流密度、等离子流拉力和Marangoni剪切力等出现非轴对称分布, 这些分布在垂直于钨极排布的方向扩展。
(2) 双钨极TIG焊熔池最主要的驱动力为Marangoni剪切力, 电磁力和等离子流拉力的作用相当, 但驱动的流动相反, 浮力作用最小. 电弧的剪切力明显小于TIG电弧。
(4) Marangoni剪切力的方向改变和热对流的主导作用共同导致Ar+O2 保护时熔深的增加和熔宽的收缩。
(5) 熔池温度的不断升高导致熔池表面热流密度峰值出现轻微下降, 而对电弧行为几乎无影响。
参考文献
文献选项
[1]
Kobayashi K Nishimura Y Lijima T Ushio M Tanaka M Shimamura J Ueno Y Yamashita M Weld World , 2004 ; 48 (7/8 ): 35
[本文引用: 1]
[2]
Fan D Lin T Huang Y Trans China Weld Inst , 2008 ; 29 (12 ): 1
[本文引用: 3]
(樊丁 , 林涛 , 黄勇 . 焊接学报 , 2008 ; 29 (12 ): 1
[本文引用: 3]
[3]
Wang X X Huang Y Fan D Yang L Yan L Q J Lanzhou Univ Technol , 2013 ; 39 (1 ): 14
[本文引用: 2]
(王新鑫 , 黄勇 , 樊丁 , 杨磊 , 晏丽琴 . 兰州理工大学学报 , 2013 ; 39 (1 ): 14 )
[本文引用: 2]
[4]
Leng X Zhang G Wu L J Phys , 2006 ; 39D : 1120
[本文引用: 1]
[5]
Huang Y Qu H Y Fan D Liu R L Kang Z X Wang X X Trans China Weld Inst , 2013 ; 34 (3 ): 33
[本文引用: 1]
(黄 勇 , 瞿怀宇 , 樊 丁 , 刘瑞林 , 康再祥 , 王新鑫 . 焊接学报 , 2013 ; 34 (3 ): 33 )
[本文引用: 1]
[6]
Zhang G Xiong J Hu Y Meas Sci Technol , 2010 ; 21 : 105502
[本文引用: 2]
[7]
Zhang G Xiong J Gao H Wu L J Quant Spectrosc Radiat Transfer , 2012 ; 113 : 1938
[本文引用: 2]
[8]
DebRoy T Davis S A Rev Mod Phys , 1995 ; 67 : 85
[本文引用: 2]
[9]
Zacharia T David S A Vitek J M Kraus H G Metall Mater Trans , 1991 ; 22B : 243
[本文引用: 1]
[10]
Zacharia T David S A Vitek J M Metall Mater Trans , 1991 ; 22B : 233
[本文引用: 2]
[11]
Wang Y Shi Q Tsai H L Metall Mater Trans , 2001 ; 32B : 145
[本文引用: 3]
[12]
Zhang R H Fan D Sci Technol Weld Join , 2007 ; 12 : 15
[本文引用: 1]
[13]
Zhang W Roy G G Elmer J W DebRoy T J Appl Phys , 2003 ; 93 : 3022
[本文引用: 2]
[14]
Kim W H Fan H G Na S J Metall Mater Trans , 1997 ; 28B : 679
[本文引用: 3]
[15]
Tsai M C Kou S Int J Heat Mass Transfer , 1989 ; 33 : 2089
[本文引用: 1]
[16]
Shi Y Guo C B Huang J K Fan D Acta Phys Sin , 2011 ; 60 : 048102
[本文引用: 2]
(石 玗 , 郭朝博 , 黄健康 , 樊 丁 . 物理学报 , 2011 ; 60 : 048102 )
[本文引用: 2]
[17]
Choo R T C , Szekely J Westhoff R C Metall Mater Trans , 1992 ; 23B : 357
[本文引用: 2]
[18]
Choo R T C , Szekely J David S A Metall Mater Trans , 1992 ; 23B : 371
[本文引用: 3]
[19]
Tanaka M Terasaki H Ushio M Lowke J J Metall Mater Trans , 2002 ; 33A : 2043
[本文引用: 5]
[20]
Murphy A B Tanaka M Yamamoto K Tashiro S Sato T Lowke J J J Phys , 2009 ; 42D : 194006
[本文引用: 5]
[21]
Lei Y P Gu X H Shi Y W Murakawa H Acta Metall Sin , 2001 ; 37 : 537
[本文引用: 1]
(雷永平 , 顾向华 , 史耀武 , 川村 英一
. 金属学报 , 2001 ; 37 : 537 )
[本文引用: 1]
[22]
Lu F Tang X Yu H Yao S Comp Mater Sci , 2006 ; 35 : 458
[本文引用: 1]
[23]
Lu S P Dong W C Li D Z Li Y Y Acta Phys Sin , 2009 ; 58 : s94
[本文引用: 3]
(陆善平 , 董文超 , 李殿中 , 李依依 . 物理学报 , 2009 ; 58 : s94 )
[本文引用: 3]
[24]
Yin X Gou J Zhang J Sun J J Phys , 2012 ; 45D : 285203
[本文引用: 2]
[25]
Mougenot J Gonzalez J J Freton P Masquère M J Phys , 2013 ; 46D : 135206
[本文引用: 3]
[26]
Ogino Y Hirata Y Nomura K J Phys , 2011 ; 44D : 215202
[本文引用: 2]
[27]
Ding X Li H Yang L Gao Y Wei H Int J Advan Manuf Technol , 2013 ; 70 : 1867
[本文引用: 1]
[28]
Kanemaru S Sasaki T Sato T Mishima H Tashiro S Tanaka M Quart J JWS , 2012 ; 30 : 323
[本文引用: 1]
(金丸周平 , 佐タ木智章 , 佐藤豊幸 , 三島久 , 田代真一 , 田中学 . 溶接学会论文集 , 2012 ; 30 : 323 )
[本文引用: 1]
[29]
Wang X X Fan D Huang J K Huang Y Acta Phys Sin , 2013 ; 62 : 228101
[本文引用: 1]
(王新鑫 , 樊 丁 , 黄健康 , 黄 勇 . 物理学报 , 2013 ; 62 : 228101 )
[本文引用: 1]
[30]
Wang X X Fan D Huang J K Huang Y J Phys , 2014 ; 47D : 275202
[本文引用: 1]
[31]
Jönsson P G Murphy A B Szekely J Weld J , 1995 ; 74 (2 ): 48s
[本文引用: 1]
[32]
Voller V R Prakash C Int J Heat Mass Transfer , 1987 ; 30 : 1709
[本文引用: 2]
[33]
Choo R T C , Szekely J Weld J , 1994 ; 73 (2 ): s25
[本文引用: 1]
[34]
Hong K Weckman D C Strong A B Zheng W Sci Technol Weld Join , 2002 ; 7 (3 ): 125
[本文引用: 1]
[35]
Goodarzi M Choo R Toguri J M J Phys , 1998 ; 31D : 569
[本文引用: 1]
[36]
Tao W Q Numerical Heat Transfer. 2nd Ed , Xi'an: Xi'an Jiaotong University Press , 2002 : 34
[本文引用: 1]
(陶文铨 . 数值传热学. 第二版 , 西安: 西安交通大学出版社 , 2002 : 34 )
[本文引用: 1]
[37]
Matsuda F Ushio M Kumagai T Trans JWRI , 1986 ; 15 : 13
[本文引用: 1]
[38]
Lowke J J Kovitya P Schmidt H P J Phys , 1992 ; 25D : 1600
[本文引用: 1]
[39]
Bini R Monno M Boulos M I J Phys , 2006 ; 39D : 3253
[40]
Liu Z G Master Thesis, Lanzhou University of Technology , 2013
[本文引用: 1]
(刘自刚 . 兰州理工大学硕士学位论文 , 2013 )
[本文引用: 1]
[41]
Sahoo R DebRoy T McNallna M J Metall Mater Trans , 1987 ; 19 : 483
[本文引用: 1]
[42]
Kang Z X Master Thesis, Lanzhou University of Technology , 2012
[本文引用: 1]
(康再祥 . 兰州理工大学硕士学位论文 , 2012 )
[本文引用: 1]
[43]
Wu C S Welding Thermal Process and Molten Pool Dynamic. Beijing : Mechanical Industry Press , 2008 : 123
(武传松 . 焊接热过程与熔池形态. 北京 : 机械工业出版社 , 2008 : 123 )
[44]
Wu C S Ushio M Tanaka M Comp Mater Sci , 1999 ; 15 : 302
[本文引用: 1]
[45]
Rai R Roy G G DebRoy T J Appl Phys , 2007 ; 101 : 054909
[本文引用: 1]
[46]
Heberlein J Mentel J Pfender E J Phys , 2010 ; 43D : 023001
[本文引用: 1]
1
2004
... 钨极惰性气体保护焊(TIG)在工业生产中应用非常广泛, 但是钨极承载电流的能力有限, 且单道焊接熔深小, 因此焊接效率较低. 与之相比, 双钨极电弧在相同的钨极载流能力条件下能够承载更大电流, 因而提高了焊接热输入, 提高了焊接效率. 双钨极电弧作为一种新型的热源, 目前对其研究较少. Kobayashi等[1 ] 实现了双TIG焊在大型天然气储罐焊接中的应用. 电弧辅助活性TIG焊(AA-TIG焊), 利用耦合电弧并在保护气中混入少量O2 , 改变了熔池表面张力温度系数, 可使熔深明显增加, 同时发现这种方法可以克服大电流高速焊接时出现的驼峰和咬边等缺陷[2 ,3 ] . Leng等[4 ] 和黄勇等[5 ] 通过实验研究了工艺参数对电弧压力的影响. Zhang等[6 ,7 ] 以水冷铜为阳极, 测量了耦合电弧的温度分布, 发现其分布不再呈旋转对称, 且温度较相同条件下TIG电弧的低. ...
3
2008
... 钨极惰性气体保护焊(TIG)在工业生产中应用非常广泛, 但是钨极承载电流的能力有限, 且单道焊接熔深小, 因此焊接效率较低. 与之相比, 双钨极电弧在相同的钨极载流能力条件下能够承载更大电流, 因而提高了焊接热输入, 提高了焊接效率. 双钨极电弧作为一种新型的热源, 目前对其研究较少. Kobayashi等[1 ] 实现了双TIG焊在大型天然气储罐焊接中的应用. 电弧辅助活性TIG焊(AA-TIG焊), 利用耦合电弧并在保护气中混入少量O2 , 改变了熔池表面张力温度系数, 可使熔深明显增加, 同时发现这种方法可以克服大电流高速焊接时出现的驼峰和咬边等缺陷[2 ,3 ] . Leng等[4 ] 和黄勇等[5 ] 通过实验研究了工艺参数对电弧压力的影响. Zhang等[6 ,7 ] 以水冷铜为阳极, 测量了耦合电弧的温度分布, 发现其分布不再呈旋转对称, 且温度较相同条件下TIG电弧的低. ...
... 式中, m p 为等离子黏度, ϒ 为表面张力. 以上两式中第一项为等离子流拉力, 第二项表示表面张力梯度产生的剪切力, 即Marangoni剪切力. 对于SUS304不锈钢AA-TIG焊[2 ,3 ] , 保护气氛中的氧改变了表面张力, 实验得到纯Ar保护和混入少量O2 保护时, 熔池的表面张力随温度的变化, 由此求得∂g /∂T分别为-0.0143和3.46 mN/(m·K)[40 ] . 通过氮氧分析也测得, 焊缝的氧含量由纯Ar保护时的0.0036%变化到混入少量氧保护时的0.016%. Sahoo等[41 ] 基于Gibbs和Langmuir 吸附等温式, 得到了平衡条件下液Fe表面张力ϒ 与活性元素活度f和温度T的半经验关系式: ϒ =g (T, f ), 据此可以发现, 氧含量较高时, 较低温度范围的表面张力随着温度升高而降低. 求解中没有将焊缝的氧含量代入关系式, 因为焊缝的氧含量与焊接时熔池的氧尤其是表面的氧并不相同, 作为熔池含氧量的一部分, 溶解氧在其冷却时大幅减小, 而只有表面的氧才会影响表面张力. 如果以焊缝氧含量代入计算, 可能会低估氧改变表面张力的作用. 另外, 研究发现, 焊接时熔池的氧在表面大量富集, 且分布并不均匀[42 ] , 因此还需考虑浓度梯度导致的表面张力变化, 即(∂g /∂f )·(∂f /∂r), r代表位置, 获得表面张力梯度的全微分表达式. 这些将在以后的研究中探讨. 然而, 对于S来说, 情形并没有氧那么复杂, 因而可以将焊缝的S含量代入计算[10 ,11 ,20 ] , 甚至求得S在熔池中的分布[11 ] . ...
... 由前面的分析可知, 熔池流速越大, 熔池尺寸(熔深D或熔宽W)越大, Ar+O2 保护时熔池流动的改变使得熔深明显增加, 熔宽略有收缩. 但是熔池的熔化过程本质上仍是热的作用, 流动的改变并不能直接导致熔池形貌的改变, 而流动引起的热对流才对其有直接作用. 然而, 熔池除强烈的金属流动导致的热对流外, 还存在相当明显的热传导作用和相对很小的热辐射作用. 对于Ar保护和Ar+O2 保护两种情形, 电弧的总热输入几乎不变, 然而熔池形貌却截然不同, 即熔深的增加并非由于热输入的改变所致, 如果只是简单地从流动改变去解释似乎还不够令人信服. 以往对于TIG焊和活性TIG (A-TIG)焊熔池形貌的研究[2 ,11 ,12 ,18 -23 ,25 ] 仅仅着眼于熔池金属流动的作用, 很少或者几乎没有提及热对流和热传导的相对强弱. 众所周知, 热对流和热传递的起因完全不同, 前者由于流体存在温度梯度, 而后者由于流体存在相对运动, 它们分别对应于式(6)的扩散项 ∇ ∙ ( - k ∇ T ) ∇ rc P vT ). ...
3
2008
... 钨极惰性气体保护焊(TIG)在工业生产中应用非常广泛, 但是钨极承载电流的能力有限, 且单道焊接熔深小, 因此焊接效率较低. 与之相比, 双钨极电弧在相同的钨极载流能力条件下能够承载更大电流, 因而提高了焊接热输入, 提高了焊接效率. 双钨极电弧作为一种新型的热源, 目前对其研究较少. Kobayashi等[1 ] 实现了双TIG焊在大型天然气储罐焊接中的应用. 电弧辅助活性TIG焊(AA-TIG焊), 利用耦合电弧并在保护气中混入少量O2 , 改变了熔池表面张力温度系数, 可使熔深明显增加, 同时发现这种方法可以克服大电流高速焊接时出现的驼峰和咬边等缺陷[2 ,3 ] . Leng等[4 ] 和黄勇等[5 ] 通过实验研究了工艺参数对电弧压力的影响. Zhang等[6 ,7 ] 以水冷铜为阳极, 测量了耦合电弧的温度分布, 发现其分布不再呈旋转对称, 且温度较相同条件下TIG电弧的低. ...
... 式中, m p 为等离子黏度, ϒ 为表面张力. 以上两式中第一项为等离子流拉力, 第二项表示表面张力梯度产生的剪切力, 即Marangoni剪切力. 对于SUS304不锈钢AA-TIG焊[2 ,3 ] , 保护气氛中的氧改变了表面张力, 实验得到纯Ar保护和混入少量O2 保护时, 熔池的表面张力随温度的变化, 由此求得∂g /∂T分别为-0.0143和3.46 mN/(m·K)[40 ] . 通过氮氧分析也测得, 焊缝的氧含量由纯Ar保护时的0.0036%变化到混入少量氧保护时的0.016%. Sahoo等[41 ] 基于Gibbs和Langmuir 吸附等温式, 得到了平衡条件下液Fe表面张力ϒ 与活性元素活度f和温度T的半经验关系式: ϒ =g (T, f ), 据此可以发现, 氧含量较高时, 较低温度范围的表面张力随着温度升高而降低. 求解中没有将焊缝的氧含量代入关系式, 因为焊缝的氧含量与焊接时熔池的氧尤其是表面的氧并不相同, 作为熔池含氧量的一部分, 溶解氧在其冷却时大幅减小, 而只有表面的氧才会影响表面张力. 如果以焊缝氧含量代入计算, 可能会低估氧改变表面张力的作用. 另外, 研究发现, 焊接时熔池的氧在表面大量富集, 且分布并不均匀[42 ] , 因此还需考虑浓度梯度导致的表面张力变化, 即(∂g /∂f )·(∂f /∂r), r代表位置, 获得表面张力梯度的全微分表达式. 这些将在以后的研究中探讨. 然而, 对于S来说, 情形并没有氧那么复杂, 因而可以将焊缝的S含量代入计算[10 ,11 ,20 ] , 甚至求得S在熔池中的分布[11 ] . ...
... 由前面的分析可知, 熔池流速越大, 熔池尺寸(熔深D或熔宽W)越大, Ar+O2 保护时熔池流动的改变使得熔深明显增加, 熔宽略有收缩. 但是熔池的熔化过程本质上仍是热的作用, 流动的改变并不能直接导致熔池形貌的改变, 而流动引起的热对流才对其有直接作用. 然而, 熔池除强烈的金属流动导致的热对流外, 还存在相当明显的热传导作用和相对很小的热辐射作用. 对于Ar保护和Ar+O2 保护两种情形, 电弧的总热输入几乎不变, 然而熔池形貌却截然不同, 即熔深的增加并非由于热输入的改变所致, 如果只是简单地从流动改变去解释似乎还不够令人信服. 以往对于TIG焊和活性TIG (A-TIG)焊熔池形貌的研究[2 ,11 ,12 ,18 -23 ,25 ] 仅仅着眼于熔池金属流动的作用, 很少或者几乎没有提及热对流和热传导的相对强弱. 众所周知, 热对流和热传递的起因完全不同, 前者由于流体存在温度梯度, 而后者由于流体存在相对运动, 它们分别对应于式(6)的扩散项 ∇ ∙ ( - k ∇ T ) ∇ rc P vT ). ...
2
2013
... 钨极惰性气体保护焊(TIG)在工业生产中应用非常广泛, 但是钨极承载电流的能力有限, 且单道焊接熔深小, 因此焊接效率较低. 与之相比, 双钨极电弧在相同的钨极载流能力条件下能够承载更大电流, 因而提高了焊接热输入, 提高了焊接效率. 双钨极电弧作为一种新型的热源, 目前对其研究较少. Kobayashi等[1 ] 实现了双TIG焊在大型天然气储罐焊接中的应用. 电弧辅助活性TIG焊(AA-TIG焊), 利用耦合电弧并在保护气中混入少量O2 , 改变了熔池表面张力温度系数, 可使熔深明显增加, 同时发现这种方法可以克服大电流高速焊接时出现的驼峰和咬边等缺陷[2 ,3 ] . Leng等[4 ] 和黄勇等[5 ] 通过实验研究了工艺参数对电弧压力的影响. Zhang等[6 ,7 ] 以水冷铜为阳极, 测量了耦合电弧的温度分布, 发现其分布不再呈旋转对称, 且温度较相同条件下TIG电弧的低. ...
... 式中, m p 为等离子黏度, ϒ 为表面张力. 以上两式中第一项为等离子流拉力, 第二项表示表面张力梯度产生的剪切力, 即Marangoni剪切力. 对于SUS304不锈钢AA-TIG焊[2 ,3 ] , 保护气氛中的氧改变了表面张力, 实验得到纯Ar保护和混入少量O2 保护时, 熔池的表面张力随温度的变化, 由此求得∂g /∂T分别为-0.0143和3.46 mN/(m·K)[40 ] . 通过氮氧分析也测得, 焊缝的氧含量由纯Ar保护时的0.0036%变化到混入少量氧保护时的0.016%. Sahoo等[41 ] 基于Gibbs和Langmuir 吸附等温式, 得到了平衡条件下液Fe表面张力ϒ 与活性元素活度f和温度T的半经验关系式: ϒ =g (T, f ), 据此可以发现, 氧含量较高时, 较低温度范围的表面张力随着温度升高而降低. 求解中没有将焊缝的氧含量代入关系式, 因为焊缝的氧含量与焊接时熔池的氧尤其是表面的氧并不相同, 作为熔池含氧量的一部分, 溶解氧在其冷却时大幅减小, 而只有表面的氧才会影响表面张力. 如果以焊缝氧含量代入计算, 可能会低估氧改变表面张力的作用. 另外, 研究发现, 焊接时熔池的氧在表面大量富集, 且分布并不均匀[42 ] , 因此还需考虑浓度梯度导致的表面张力变化, 即(∂g /∂f )·(∂f /∂r), r代表位置, 获得表面张力梯度的全微分表达式. 这些将在以后的研究中探讨. 然而, 对于S来说, 情形并没有氧那么复杂, 因而可以将焊缝的S含量代入计算[10 ,11 ,20 ] , 甚至求得S在熔池中的分布[11 ] . ...
2
2013
... 钨极惰性气体保护焊(TIG)在工业生产中应用非常广泛, 但是钨极承载电流的能力有限, 且单道焊接熔深小, 因此焊接效率较低. 与之相比, 双钨极电弧在相同的钨极载流能力条件下能够承载更大电流, 因而提高了焊接热输入, 提高了焊接效率. 双钨极电弧作为一种新型的热源, 目前对其研究较少. Kobayashi等[1 ] 实现了双TIG焊在大型天然气储罐焊接中的应用. 电弧辅助活性TIG焊(AA-TIG焊), 利用耦合电弧并在保护气中混入少量O2 , 改变了熔池表面张力温度系数, 可使熔深明显增加, 同时发现这种方法可以克服大电流高速焊接时出现的驼峰和咬边等缺陷[2 ,3 ] . Leng等[4 ] 和黄勇等[5 ] 通过实验研究了工艺参数对电弧压力的影响. Zhang等[6 ,7 ] 以水冷铜为阳极, 测量了耦合电弧的温度分布, 发现其分布不再呈旋转对称, 且温度较相同条件下TIG电弧的低. ...
... 式中, m p 为等离子黏度, ϒ 为表面张力. 以上两式中第一项为等离子流拉力, 第二项表示表面张力梯度产生的剪切力, 即Marangoni剪切力. 对于SUS304不锈钢AA-TIG焊[2 ,3 ] , 保护气氛中的氧改变了表面张力, 实验得到纯Ar保护和混入少量O2 保护时, 熔池的表面张力随温度的变化, 由此求得∂g /∂T分别为-0.0143和3.46 mN/(m·K)[40 ] . 通过氮氧分析也测得, 焊缝的氧含量由纯Ar保护时的0.0036%变化到混入少量氧保护时的0.016%. Sahoo等[41 ] 基于Gibbs和Langmuir 吸附等温式, 得到了平衡条件下液Fe表面张力ϒ 与活性元素活度f和温度T的半经验关系式: ϒ =g (T, f ), 据此可以发现, 氧含量较高时, 较低温度范围的表面张力随着温度升高而降低. 求解中没有将焊缝的氧含量代入关系式, 因为焊缝的氧含量与焊接时熔池的氧尤其是表面的氧并不相同, 作为熔池含氧量的一部分, 溶解氧在其冷却时大幅减小, 而只有表面的氧才会影响表面张力. 如果以焊缝氧含量代入计算, 可能会低估氧改变表面张力的作用. 另外, 研究发现, 焊接时熔池的氧在表面大量富集, 且分布并不均匀[42 ] , 因此还需考虑浓度梯度导致的表面张力变化, 即(∂g /∂f )·(∂f /∂r), r代表位置, 获得表面张力梯度的全微分表达式. 这些将在以后的研究中探讨. 然而, 对于S来说, 情形并没有氧那么复杂, 因而可以将焊缝的S含量代入计算[10 ,11 ,20 ] , 甚至求得S在熔池中的分布[11 ] . ...
1
2006
... 钨极惰性气体保护焊(TIG)在工业生产中应用非常广泛, 但是钨极承载电流的能力有限, 且单道焊接熔深小, 因此焊接效率较低. 与之相比, 双钨极电弧在相同的钨极载流能力条件下能够承载更大电流, 因而提高了焊接热输入, 提高了焊接效率. 双钨极电弧作为一种新型的热源, 目前对其研究较少. Kobayashi等[1 ] 实现了双TIG焊在大型天然气储罐焊接中的应用. 电弧辅助活性TIG焊(AA-TIG焊), 利用耦合电弧并在保护气中混入少量O2 , 改变了熔池表面张力温度系数, 可使熔深明显增加, 同时发现这种方法可以克服大电流高速焊接时出现的驼峰和咬边等缺陷[2 ,3 ] . Leng等[4 ] 和黄勇等[5 ] 通过实验研究了工艺参数对电弧压力的影响. Zhang等[6 ,7 ] 以水冷铜为阳极, 测量了耦合电弧的温度分布, 发现其分布不再呈旋转对称, 且温度较相同条件下TIG电弧的低. ...
1
2013
... 钨极惰性气体保护焊(TIG)在工业生产中应用非常广泛, 但是钨极承载电流的能力有限, 且单道焊接熔深小, 因此焊接效率较低. 与之相比, 双钨极电弧在相同的钨极载流能力条件下能够承载更大电流, 因而提高了焊接热输入, 提高了焊接效率. 双钨极电弧作为一种新型的热源, 目前对其研究较少. Kobayashi等[1 ] 实现了双TIG焊在大型天然气储罐焊接中的应用. 电弧辅助活性TIG焊(AA-TIG焊), 利用耦合电弧并在保护气中混入少量O2 , 改变了熔池表面张力温度系数, 可使熔深明显增加, 同时发现这种方法可以克服大电流高速焊接时出现的驼峰和咬边等缺陷[2 ,3 ] . Leng等[4 ] 和黄勇等[5 ] 通过实验研究了工艺参数对电弧压力的影响. Zhang等[6 ,7 ] 以水冷铜为阳极, 测量了耦合电弧的温度分布, 发现其分布不再呈旋转对称, 且温度较相同条件下TIG电弧的低. ...
1
2013
... 钨极惰性气体保护焊(TIG)在工业生产中应用非常广泛, 但是钨极承载电流的能力有限, 且单道焊接熔深小, 因此焊接效率较低. 与之相比, 双钨极电弧在相同的钨极载流能力条件下能够承载更大电流, 因而提高了焊接热输入, 提高了焊接效率. 双钨极电弧作为一种新型的热源, 目前对其研究较少. Kobayashi等[1 ] 实现了双TIG焊在大型天然气储罐焊接中的应用. 电弧辅助活性TIG焊(AA-TIG焊), 利用耦合电弧并在保护气中混入少量O2 , 改变了熔池表面张力温度系数, 可使熔深明显增加, 同时发现这种方法可以克服大电流高速焊接时出现的驼峰和咬边等缺陷[2 ,3 ] . Leng等[4 ] 和黄勇等[5 ] 通过实验研究了工艺参数对电弧压力的影响. Zhang等[6 ,7 ] 以水冷铜为阳极, 测量了耦合电弧的温度分布, 发现其分布不再呈旋转对称, 且温度较相同条件下TIG电弧的低. ...
2
2010
... 钨极惰性气体保护焊(TIG)在工业生产中应用非常广泛, 但是钨极承载电流的能力有限, 且单道焊接熔深小, 因此焊接效率较低. 与之相比, 双钨极电弧在相同的钨极载流能力条件下能够承载更大电流, 因而提高了焊接热输入, 提高了焊接效率. 双钨极电弧作为一种新型的热源, 目前对其研究较少. Kobayashi等[1 ] 实现了双TIG焊在大型天然气储罐焊接中的应用. 电弧辅助活性TIG焊(AA-TIG焊), 利用耦合电弧并在保护气中混入少量O2 , 改变了熔池表面张力温度系数, 可使熔深明显增加, 同时发现这种方法可以克服大电流高速焊接时出现的驼峰和咬边等缺陷[2 ,3 ] . Leng等[4 ] 和黄勇等[5 ] 通过实验研究了工艺参数对电弧压力的影响. Zhang等[6 ,7 ] 以水冷铜为阳极, 测量了耦合电弧的温度分布, 发现其分布不再呈旋转对称, 且温度较相同条件下TIG电弧的低. ...
... 图2为定点焊接2 s时电弧-熔池xz面和yz面的温度场和流场. 图2a为纯Ar气保护的结果, 图2b为Ar+O2 的结果. 可见, 由于两钨极距离较近, 在电磁场的作用下电弧耦合形成一个整体, 电弧最高温度为15645 K. 比较图2a和b可以发现, 双钨极电弧的形状不再是旋转对称的, 而在yz面相对扩展, 与传统的TIG电弧不同, 这是由于两束等离子流在电磁力作用下相向运动, 最大流速超过80 m/s, 双方互为阻碍, 而被迫沿着y方向运动, 使之在这个方向上的流动充分扩展, 因而电弧热沿着这一方向传输, 使得电弧在y方向较x方向扩展. 由图2a也可以看到, 等离子流由于电磁力的吸引相互靠近, 甚至在靠近钨极内侧向上运动, 使得弧柱向上扩展, 这从图2b中可以更加明显的看到. 这与实验研究[6 ,7 ] 和其它模拟研究结果[26 ] 一致. ...
2
2012
... 钨极惰性气体保护焊(TIG)在工业生产中应用非常广泛, 但是钨极承载电流的能力有限, 且单道焊接熔深小, 因此焊接效率较低. 与之相比, 双钨极电弧在相同的钨极载流能力条件下能够承载更大电流, 因而提高了焊接热输入, 提高了焊接效率. 双钨极电弧作为一种新型的热源, 目前对其研究较少. Kobayashi等[1 ] 实现了双TIG焊在大型天然气储罐焊接中的应用. 电弧辅助活性TIG焊(AA-TIG焊), 利用耦合电弧并在保护气中混入少量O2 , 改变了熔池表面张力温度系数, 可使熔深明显增加, 同时发现这种方法可以克服大电流高速焊接时出现的驼峰和咬边等缺陷[2 ,3 ] . Leng等[4 ] 和黄勇等[5 ] 通过实验研究了工艺参数对电弧压力的影响. Zhang等[6 ,7 ] 以水冷铜为阳极, 测量了耦合电弧的温度分布, 发现其分布不再呈旋转对称, 且温度较相同条件下TIG电弧的低. ...
... 图2为定点焊接2 s时电弧-熔池xz面和yz面的温度场和流场. 图2a为纯Ar气保护的结果, 图2b为Ar+O2 的结果. 可见, 由于两钨极距离较近, 在电磁场的作用下电弧耦合形成一个整体, 电弧最高温度为15645 K. 比较图2a和b可以发现, 双钨极电弧的形状不再是旋转对称的, 而在yz面相对扩展, 与传统的TIG电弧不同, 这是由于两束等离子流在电磁力作用下相向运动, 最大流速超过80 m/s, 双方互为阻碍, 而被迫沿着y方向运动, 使之在这个方向上的流动充分扩展, 因而电弧热沿着这一方向传输, 使得电弧在y方向较x方向扩展. 由图2a也可以看到, 等离子流由于电磁力的吸引相互靠近, 甚至在靠近钨极内侧向上运动, 使得弧柱向上扩展, 这从图2b中可以更加明显的看到. 这与实验研究[6 ,7 ] 和其它模拟研究结果[26 ] 一致. ...
2
1995
... 虽然对于双钨极TIG电弧已有初步实验研究结果, 但是焊接电弧和熔池尺寸较小, 给实验研究带来了很大困难, 而且实验结果很难给出焊接的实时信息, 因而难以理解其物理本质, 数值模拟方法提供了解决这一难题的有效途径[8 ] . 然而, 传统的焊接现象模拟要么只专注于对熔池的研究,假设熔池表面的热流密度、电流密度和电弧压力服从某一分布[9 -13 ] , 要么侧重于电弧的研究[14 -16 ] , 并对阴极电流密度分布做了假设[15 ,16 ] , 但是这些假设仅适用于轴对称的情形. ...
... 为确定熔池热对流和热传导作用的相对大小, 引入无量纲数Pe判断[8 ,13 ] , 其表达式如下: ...
1
1991
... 虽然对于双钨极TIG电弧已有初步实验研究结果, 但是焊接电弧和熔池尺寸较小, 给实验研究带来了很大困难, 而且实验结果很难给出焊接的实时信息, 因而难以理解其物理本质, 数值模拟方法提供了解决这一难题的有效途径[8 ] . 然而, 传统的焊接现象模拟要么只专注于对熔池的研究,假设熔池表面的热流密度、电流密度和电弧压力服从某一分布[9 -13 ] , 要么侧重于电弧的研究[14 -16 ] , 并对阴极电流密度分布做了假设[15 ,16 ] , 但是这些假设仅适用于轴对称的情形. ...
2
1991
... 式中, m p 为等离子黏度, ϒ 为表面张力. 以上两式中第一项为等离子流拉力, 第二项表示表面张力梯度产生的剪切力, 即Marangoni剪切力. 对于SUS304不锈钢AA-TIG焊[2 ,3 ] , 保护气氛中的氧改变了表面张力, 实验得到纯Ar保护和混入少量O2 保护时, 熔池的表面张力随温度的变化, 由此求得∂g /∂T分别为-0.0143和3.46 mN/(m·K)[40 ] . 通过氮氧分析也测得, 焊缝的氧含量由纯Ar保护时的0.0036%变化到混入少量氧保护时的0.016%. Sahoo等[41 ] 基于Gibbs和Langmuir 吸附等温式, 得到了平衡条件下液Fe表面张力ϒ 与活性元素活度f和温度T的半经验关系式: ϒ =g (T, f ), 据此可以发现, 氧含量较高时, 较低温度范围的表面张力随着温度升高而降低. 求解中没有将焊缝的氧含量代入关系式, 因为焊缝的氧含量与焊接时熔池的氧尤其是表面的氧并不相同, 作为熔池含氧量的一部分, 溶解氧在其冷却时大幅减小, 而只有表面的氧才会影响表面张力. 如果以焊缝氧含量代入计算, 可能会低估氧改变表面张力的作用. 另外, 研究发现, 焊接时熔池的氧在表面大量富集, 且分布并不均匀[42 ] , 因此还需考虑浓度梯度导致的表面张力变化, 即(∂g /∂f )·(∂f /∂r), r代表位置, 获得表面张力梯度的全微分表达式. 这些将在以后的研究中探讨. 然而, 对于S来说, 情形并没有氧那么复杂, 因而可以将焊缝的S含量代入计算[10 ,11 ,20 ] , 甚至求得S在熔池中的分布[11 ] . ...
... 从熔池轮廓来看, 模拟得到的阳极热输入和热流密度的分布半径偏小, 这主要是由于对阳极区域的简化处理所导致. 这里只考虑了阳极传热的主要部分, 实际上电弧阴极和阳极鞘层区偏离了LTE状态, 传热过程[19 ,20 ,38 ,46 ] 远比本工作描述的模型复杂, 阳极金属蒸气的产生对电弧也会产生较明显的影响[20 ] . 此外, 熔池所采用的物性参数与实际用材料的差别等都会对结果产生影响[10 ] , 自由表面的微小变形会影响电弧及其向阳极传热[14 ] . ...
3
2001
... 式中, m p 为等离子黏度, ϒ 为表面张力. 以上两式中第一项为等离子流拉力, 第二项表示表面张力梯度产生的剪切力, 即Marangoni剪切力. 对于SUS304不锈钢AA-TIG焊[2 ,3 ] , 保护气氛中的氧改变了表面张力, 实验得到纯Ar保护和混入少量O2 保护时, 熔池的表面张力随温度的变化, 由此求得∂g /∂T分别为-0.0143和3.46 mN/(m·K)[40 ] . 通过氮氧分析也测得, 焊缝的氧含量由纯Ar保护时的0.0036%变化到混入少量氧保护时的0.016%. Sahoo等[41 ] 基于Gibbs和Langmuir 吸附等温式, 得到了平衡条件下液Fe表面张力ϒ 与活性元素活度f和温度T的半经验关系式: ϒ =g (T, f ), 据此可以发现, 氧含量较高时, 较低温度范围的表面张力随着温度升高而降低. 求解中没有将焊缝的氧含量代入关系式, 因为焊缝的氧含量与焊接时熔池的氧尤其是表面的氧并不相同, 作为熔池含氧量的一部分, 溶解氧在其冷却时大幅减小, 而只有表面的氧才会影响表面张力. 如果以焊缝氧含量代入计算, 可能会低估氧改变表面张力的作用. 另外, 研究发现, 焊接时熔池的氧在表面大量富集, 且分布并不均匀[42 ] , 因此还需考虑浓度梯度导致的表面张力变化, 即(∂g /∂f )·(∂f /∂r), r代表位置, 获得表面张力梯度的全微分表达式. 这些将在以后的研究中探讨. 然而, 对于S来说, 情形并没有氧那么复杂, 因而可以将焊缝的S含量代入计算[10 ,11 ,20 ] , 甚至求得S在熔池中的分布[11 ] . ...
... [11 ]. ...
... 由前面的分析可知, 熔池流速越大, 熔池尺寸(熔深D或熔宽W)越大, Ar+O2 保护时熔池流动的改变使得熔深明显增加, 熔宽略有收缩. 但是熔池的熔化过程本质上仍是热的作用, 流动的改变并不能直接导致熔池形貌的改变, 而流动引起的热对流才对其有直接作用. 然而, 熔池除强烈的金属流动导致的热对流外, 还存在相当明显的热传导作用和相对很小的热辐射作用. 对于Ar保护和Ar+O2 保护两种情形, 电弧的总热输入几乎不变, 然而熔池形貌却截然不同, 即熔深的增加并非由于热输入的改变所致, 如果只是简单地从流动改变去解释似乎还不够令人信服. 以往对于TIG焊和活性TIG (A-TIG)焊熔池形貌的研究[2 ,11 ,12 ,18 -23 ,25 ] 仅仅着眼于熔池金属流动的作用, 很少或者几乎没有提及热对流和热传导的相对强弱. 众所周知, 热对流和热传递的起因完全不同, 前者由于流体存在温度梯度, 而后者由于流体存在相对运动, 它们分别对应于式(6)的扩散项 ∇ ∙ ( - k ∇ T ) ∇ rc P vT ). ...
1
2007
... 由前面的分析可知, 熔池流速越大, 熔池尺寸(熔深D或熔宽W)越大, Ar+O2 保护时熔池流动的改变使得熔深明显增加, 熔宽略有收缩. 但是熔池的熔化过程本质上仍是热的作用, 流动的改变并不能直接导致熔池形貌的改变, 而流动引起的热对流才对其有直接作用. 然而, 熔池除强烈的金属流动导致的热对流外, 还存在相当明显的热传导作用和相对很小的热辐射作用. 对于Ar保护和Ar+O2 保护两种情形, 电弧的总热输入几乎不变, 然而熔池形貌却截然不同, 即熔深的增加并非由于热输入的改变所致, 如果只是简单地从流动改变去解释似乎还不够令人信服. 以往对于TIG焊和活性TIG (A-TIG)焊熔池形貌的研究[2 ,11 ,12 ,18 -23 ,25 ] 仅仅着眼于熔池金属流动的作用, 很少或者几乎没有提及热对流和热传导的相对强弱. 众所周知, 热对流和热传递的起因完全不同, 前者由于流体存在温度梯度, 而后者由于流体存在相对运动, 它们分别对应于式(6)的扩散项 ∇ ∙ ( - k ∇ T ) ∇ rc P vT ). ...
2
2003
... 虽然对于双钨极TIG电弧已有初步实验研究结果, 但是焊接电弧和熔池尺寸较小, 给实验研究带来了很大困难, 而且实验结果很难给出焊接的实时信息, 因而难以理解其物理本质, 数值模拟方法提供了解决这一难题的有效途径[8 ] . 然而, 传统的焊接现象模拟要么只专注于对熔池的研究,假设熔池表面的热流密度、电流密度和电弧压力服从某一分布[9 -13 ] , 要么侧重于电弧的研究[14 -16 ] , 并对阴极电流密度分布做了假设[15 ,16 ] , 但是这些假设仅适用于轴对称的情形. ...
... 为确定熔池热对流和热传导作用的相对大小, 引入无量纲数Pe判断[8 ,13 ] , 其表达式如下: ...
3
1997
... 虽然对于双钨极TIG电弧已有初步实验研究结果, 但是焊接电弧和熔池尺寸较小, 给实验研究带来了很大困难, 而且实验结果很难给出焊接的实时信息, 因而难以理解其物理本质, 数值模拟方法提供了解决这一难题的有效途径[8 ] . 然而, 传统的焊接现象模拟要么只专注于对熔池的研究,假设熔池表面的热流密度、电流密度和电弧压力服从某一分布[9 -13 ] , 要么侧重于电弧的研究[14 -16 ] , 并对阴极电流密度分布做了假设[15 ,16 ] , 但是这些假设仅适用于轴对称的情形. ...
... 即由温度梯度产生的传导热qc ,电子进入阳极的凝固潜热qe 和表面的辐射损失qr 3部分构成. 式中, jz 为z向电流密度; F a 为阳极功函数, 取4.65 V[14 ] . ...
... 从熔池轮廓来看, 模拟得到的阳极热输入和热流密度的分布半径偏小, 这主要是由于对阳极区域的简化处理所导致. 这里只考虑了阳极传热的主要部分, 实际上电弧阴极和阳极鞘层区偏离了LTE状态, 传热过程[19 ,20 ,38 ,46 ] 远比本工作描述的模型复杂, 阳极金属蒸气的产生对电弧也会产生较明显的影响[20 ] . 此外, 熔池所采用的物性参数与实际用材料的差别等都会对结果产生影响[10 ] , 自由表面的微小变形会影响电弧及其向阳极传热[14 ] . ...
1
1989
... 虽然对于双钨极TIG电弧已有初步实验研究结果, 但是焊接电弧和熔池尺寸较小, 给实验研究带来了很大困难, 而且实验结果很难给出焊接的实时信息, 因而难以理解其物理本质, 数值模拟方法提供了解决这一难题的有效途径[8 ] . 然而, 传统的焊接现象模拟要么只专注于对熔池的研究,假设熔池表面的热流密度、电流密度和电弧压力服从某一分布[9 -13 ] , 要么侧重于电弧的研究[14 -16 ] , 并对阴极电流密度分布做了假设[15 ,16 ] , 但是这些假设仅适用于轴对称的情形. ...
2
2011
... 虽然对于双钨极TIG电弧已有初步实验研究结果, 但是焊接电弧和熔池尺寸较小, 给实验研究带来了很大困难, 而且实验结果很难给出焊接的实时信息, 因而难以理解其物理本质, 数值模拟方法提供了解决这一难题的有效途径[8 ] . 然而, 传统的焊接现象模拟要么只专注于对熔池的研究,假设熔池表面的热流密度、电流密度和电弧压力服从某一分布[9 -13 ] , 要么侧重于电弧的研究[14 -16 ] , 并对阴极电流密度分布做了假设[15 ,16 ] , 但是这些假设仅适用于轴对称的情形. ...
... ,16 ], 但是这些假设仅适用于轴对称的情形. ...
2
2011
... 虽然对于双钨极TIG电弧已有初步实验研究结果, 但是焊接电弧和熔池尺寸较小, 给实验研究带来了很大困难, 而且实验结果很难给出焊接的实时信息, 因而难以理解其物理本质, 数值模拟方法提供了解决这一难题的有效途径[8 ] . 然而, 传统的焊接现象模拟要么只专注于对熔池的研究,假设熔池表面的热流密度、电流密度和电弧压力服从某一分布[9 -13 ] , 要么侧重于电弧的研究[14 -16 ] , 并对阴极电流密度分布做了假设[15 ,16 ] , 但是这些假设仅适用于轴对称的情形. ...
... ,16 ], 但是这些假设仅适用于轴对称的情形. ...
2
1992
... 实际上, 电弧和熔池是相互影响的统一整体. Choo等[17 ,18 ] 建立了一个电弧和熔池耦合的模型, 熔池的电流密度和热输入来自于对电弧的求解, 由于两者分别独立计算, 熔池的计算未能考虑等离子拉力的作用, 也没有考虑熔池对电弧的作用. 随着理论的不断完善和计算技术的迅速发展, 对于电弧熔池耦合的数值模拟研究逐渐增多. 其中, Tanaka等[19 ] 和Murphy等[20 ] 利用二维轴对称模型研究了TIG电弧熔池的相互作用, 包括对两极鞘层区的处理和金属蒸气对电弧行为的影响; 雷永平等[21 ] 和Lu等[22 ] 侧重于对熔池自由表面的研究; 陆善平等[23 ] 采用类似于Choo等[17 ,18 ] 的方法, 主要研究了熔池活性元素对熔池流动和形貌的影响; Yin等[24 ] 采用三维模型, 研究了轴向磁场作用下的电弧和熔池行为. Mougenot等[25 ] 研究了三维TIG焊电弧和阳极之间的相互作用. 对于多电极电弧焊接, Ogino等[26 ] 建立了双TIG电弧的三维模型, 研究了双TIG电弧热源特性, 但没有考虑熔池形成. Ding等[27 ] 建立了二维模型对双TIG电弧特性进行了数值分析, 但没有考虑电弧对母材的影响. Kanemaru等[28 ] 针对TIG-MIG复合焊, 建立了包括电弧和母材的三维模型, 主要研究了复合电弧行为. ...
... [17 ,18 ]的方法, 主要研究了熔池活性元素对熔池流动和形貌的影响; Yin等[24 ] 采用三维模型, 研究了轴向磁场作用下的电弧和熔池行为. Mougenot等[25 ] 研究了三维TIG焊电弧和阳极之间的相互作用. 对于多电极电弧焊接, Ogino等[26 ] 建立了双TIG电弧的三维模型, 研究了双TIG电弧热源特性, 但没有考虑熔池形成. Ding等[27 ] 建立了二维模型对双TIG电弧特性进行了数值分析, 但没有考虑电弧对母材的影响. Kanemaru等[28 ] 针对TIG-MIG复合焊, 建立了包括电弧和母材的三维模型, 主要研究了复合电弧行为. ...
3
1992
... 实际上, 电弧和熔池是相互影响的统一整体. Choo等[17 ,18 ] 建立了一个电弧和熔池耦合的模型, 熔池的电流密度和热输入来自于对电弧的求解, 由于两者分别独立计算, 熔池的计算未能考虑等离子拉力的作用, 也没有考虑熔池对电弧的作用. 随着理论的不断完善和计算技术的迅速发展, 对于电弧熔池耦合的数值模拟研究逐渐增多. 其中, Tanaka等[19 ] 和Murphy等[20 ] 利用二维轴对称模型研究了TIG电弧熔池的相互作用, 包括对两极鞘层区的处理和金属蒸气对电弧行为的影响; 雷永平等[21 ] 和Lu等[22 ] 侧重于对熔池自由表面的研究; 陆善平等[23 ] 采用类似于Choo等[17 ,18 ] 的方法, 主要研究了熔池活性元素对熔池流动和形貌的影响; Yin等[24 ] 采用三维模型, 研究了轴向磁场作用下的电弧和熔池行为. Mougenot等[25 ] 研究了三维TIG焊电弧和阳极之间的相互作用. 对于多电极电弧焊接, Ogino等[26 ] 建立了双TIG电弧的三维模型, 研究了双TIG电弧热源特性, 但没有考虑熔池形成. Ding等[27 ] 建立了二维模型对双TIG电弧特性进行了数值分析, 但没有考虑电弧对母材的影响. Kanemaru等[28 ] 针对TIG-MIG复合焊, 建立了包括电弧和母材的三维模型, 主要研究了复合电弧行为. ...
... ,18 ]的方法, 主要研究了熔池活性元素对熔池流动和形貌的影响; Yin等[24 ] 采用三维模型, 研究了轴向磁场作用下的电弧和熔池行为. Mougenot等[25 ] 研究了三维TIG焊电弧和阳极之间的相互作用. 对于多电极电弧焊接, Ogino等[26 ] 建立了双TIG电弧的三维模型, 研究了双TIG电弧热源特性, 但没有考虑熔池形成. Ding等[27 ] 建立了二维模型对双TIG电弧特性进行了数值分析, 但没有考虑电弧对母材的影响. Kanemaru等[28 ] 针对TIG-MIG复合焊, 建立了包括电弧和母材的三维模型, 主要研究了复合电弧行为. ...
... 由前面的分析可知, 熔池流速越大, 熔池尺寸(熔深D或熔宽W)越大, Ar+O2 保护时熔池流动的改变使得熔深明显增加, 熔宽略有收缩. 但是熔池的熔化过程本质上仍是热的作用, 流动的改变并不能直接导致熔池形貌的改变, 而流动引起的热对流才对其有直接作用. 然而, 熔池除强烈的金属流动导致的热对流外, 还存在相当明显的热传导作用和相对很小的热辐射作用. 对于Ar保护和Ar+O2 保护两种情形, 电弧的总热输入几乎不变, 然而熔池形貌却截然不同, 即熔深的增加并非由于热输入的改变所致, 如果只是简单地从流动改变去解释似乎还不够令人信服. 以往对于TIG焊和活性TIG (A-TIG)焊熔池形貌的研究[2 ,11 ,12 ,18 -23 ,25 ] 仅仅着眼于熔池金属流动的作用, 很少或者几乎没有提及热对流和热传导的相对强弱. 众所周知, 热对流和热传递的起因完全不同, 前者由于流体存在温度梯度, 而后者由于流体存在相对运动, 它们分别对应于式(6)的扩散项 ∇ ∙ ( - k ∇ T ) ∇ rc P vT ). ...
5
2002
... 实际上, 电弧和熔池是相互影响的统一整体. Choo等[17 ,18 ] 建立了一个电弧和熔池耦合的模型, 熔池的电流密度和热输入来自于对电弧的求解, 由于两者分别独立计算, 熔池的计算未能考虑等离子拉力的作用, 也没有考虑熔池对电弧的作用. 随着理论的不断完善和计算技术的迅速发展, 对于电弧熔池耦合的数值模拟研究逐渐增多. 其中, Tanaka等[19 ] 和Murphy等[20 ] 利用二维轴对称模型研究了TIG电弧熔池的相互作用, 包括对两极鞘层区的处理和金属蒸气对电弧行为的影响; 雷永平等[21 ] 和Lu等[22 ] 侧重于对熔池自由表面的研究; 陆善平等[23 ] 采用类似于Choo等[17 ,18 ] 的方法, 主要研究了熔池活性元素对熔池流动和形貌的影响; Yin等[24 ] 采用三维模型, 研究了轴向磁场作用下的电弧和熔池行为. Mougenot等[25 ] 研究了三维TIG焊电弧和阳极之间的相互作用. 对于多电极电弧焊接, Ogino等[26 ] 建立了双TIG电弧的三维模型, 研究了双TIG电弧热源特性, 但没有考虑熔池形成. Ding等[27 ] 建立了二维模型对双TIG电弧特性进行了数值分析, 但没有考虑电弧对母材的影响. Kanemaru等[28 ] 针对TIG-MIG复合焊, 建立了包括电弧和母材的三维模型, 主要研究了复合电弧行为. ...
... 式中, Qa , Qe , Qc ,和Qr 分别为阳极总热输入、由电子吸收引起的热输入、由热传导引起的热输入和由辐射引起的热损失; W 为积分区域, 即阳极表面; s为积分微元. 可见, 阳极总热输入Qa 中Qe 占58.7%, 是热输入的主要部分, 而Qc 占41.3%, 居于次要地位. 这与Tanaka等[19 ] 、Yin等[24 ] 和Wu等[44 ] 对TIG电弧焊接的研究结果很接近. 结合计算的电压8.6 V和总电流200 A, 可以计算得到电弧的热效率为90.7%. 然而, 这个值与实际的热效率相比偏高, 原因是模型对两极区域做了简化处理, 尤其对于阴极区, 这种处理忽略了阴极压降, 使得计算的电弧电压偏低, 导致计算的热效率偏大. ...
... 图8为Ar保护和Ar+O2 保护时熔池表面的剪切力分布. 图中t p 为等离子流拉力, t M 为表面张力梯度引起的Marangoni剪切力. 可以看到, 在两种情形下, t p 几乎不变, 当保护气为Ar时, Marangoni剪切力和等离子流拉力方向相同, 且两者相差较小, 使得t p +t M 驱动的熔池流动方向由内向外. 另一方面, y方向的剪切力较大, 这也揭示了y方向熔宽较大的原因(图8a和b). 在Ar+O2 保护时, t p 和t M 方向相反, 但是量级上Ar+O2 保护时远大于Ar保护时, 因此熔池表面的总剪切力由Marangoni剪切力决定, 如图中t p +t M 所示, 最终导致t p+ t M 与纯Ar气保护时相反(图8c和d). 其原因在于, 氧作为表面活性元素, 改变了熔池表面张力温度系数∂g /∂T, 使得不锈钢熔池的表面张力随温度升高而增加, 即表面张力温度系数为正值, 由此使t M 方向改变, 最终导致了明显增加的熔深和略有收缩的熔宽. 值得注意的是, 等离子流拉力t p 与相同条件下TIG电弧的等离子流拉力[19 ,20 ,23 ,25 ] 相比也小很多,这对于熔深增加是有利的. 另外, 由图也可以看到, y方向的剪切力比x方向的扩展, 由于t M 在熔池区域产生, 而熔池区域在y方向延长, 因而t M 相应地扩展. ...
... 图9为熔池各驱动力单独作用2 s时熔池的流动. ∂g /∂T<0对应于Ar保护的情形, ∂g /∂T>0则对应于Ar+O2 保护的情形. 可以看到, 无论哪个力单独作用, 形成的熔宽在y方向较宽, 而在x方向较窄, 这是由熔池上表面的热流密度分布造成的. 而且, 浮力、等离子流拉力和负表面张力温度系数单独作用时, 熔池流动由内向外, 熔深较小, 熔宽较大; 在电磁力和负表面张力温度系数单独作用时, 熔池流动由外向内, 熔深较大而熔宽较小. 各驱动力单独作用下熔池尺寸和最大流速如图10所示. 可见, 正表面张力温度系数和电磁力作用下的熔深D超过3 mm, 而浮力、等离子流拉力和负表面张力温度系数单独作用下熔深小于2 mm, 各驱动力单独作用下的熔深大小依次为: 正表面张力温度系数、电磁力、浮力、负表面张力温度系数、等离子流拉力, 熔宽则相反. 对于各力作用下的熔池最大流速, ∂g /∂T>0时达到0.26 m/s, 作用最强, ∂g /∂T<0时为0.09 m/s; 电磁力和等离子流拉力分别对应0.088和0.085 m/s, 可见三者作用强度相当, 但电磁力的作用与其他二者相反; 浮力作用最小, 最大流速约0.03 m/s. 值得注意的是, 与TIG焊等离子流拉力驱动的0.47 m/s[19 ] 相比, 等离子拉力驱动的流动明显减小, 流速下降1个数量级. 这是由于等离子流拉力减小所致. 由此可以推断, 熔池驱动力大小依次为表面张力、电磁力、等离子流拉力和浮力. 尽管如此, 在10 mm左右的熔池内部产生量级102 m/s的流动, 可见, 熔池内部的对流运动非常剧烈. ...
... 从熔池轮廓来看, 模拟得到的阳极热输入和热流密度的分布半径偏小, 这主要是由于对阳极区域的简化处理所导致. 这里只考虑了阳极传热的主要部分, 实际上电弧阴极和阳极鞘层区偏离了LTE状态, 传热过程[19 ,20 ,38 ,46 ] 远比本工作描述的模型复杂, 阳极金属蒸气的产生对电弧也会产生较明显的影响[20 ] . 此外, 熔池所采用的物性参数与实际用材料的差别等都会对结果产生影响[10 ] , 自由表面的微小变形会影响电弧及其向阳极传热[14 ] . ...
5
2009
... 实际上, 电弧和熔池是相互影响的统一整体. Choo等[17 ,18 ] 建立了一个电弧和熔池耦合的模型, 熔池的电流密度和热输入来自于对电弧的求解, 由于两者分别独立计算, 熔池的计算未能考虑等离子拉力的作用, 也没有考虑熔池对电弧的作用. 随着理论的不断完善和计算技术的迅速发展, 对于电弧熔池耦合的数值模拟研究逐渐增多. 其中, Tanaka等[19 ] 和Murphy等[20 ] 利用二维轴对称模型研究了TIG电弧熔池的相互作用, 包括对两极鞘层区的处理和金属蒸气对电弧行为的影响; 雷永平等[21 ] 和Lu等[22 ] 侧重于对熔池自由表面的研究; 陆善平等[23 ] 采用类似于Choo等[17 ,18 ] 的方法, 主要研究了熔池活性元素对熔池流动和形貌的影响; Yin等[24 ] 采用三维模型, 研究了轴向磁场作用下的电弧和熔池行为. Mougenot等[25 ] 研究了三维TIG焊电弧和阳极之间的相互作用. 对于多电极电弧焊接, Ogino等[26 ] 建立了双TIG电弧的三维模型, 研究了双TIG电弧热源特性, 但没有考虑熔池形成. Ding等[27 ] 建立了二维模型对双TIG电弧特性进行了数值分析, 但没有考虑电弧对母材的影响. Kanemaru等[28 ] 针对TIG-MIG复合焊, 建立了包括电弧和母材的三维模型, 主要研究了复合电弧行为. ...
... 式中, m p 为等离子黏度, ϒ 为表面张力. 以上两式中第一项为等离子流拉力, 第二项表示表面张力梯度产生的剪切力, 即Marangoni剪切力. 对于SUS304不锈钢AA-TIG焊[2 ,3 ] , 保护气氛中的氧改变了表面张力, 实验得到纯Ar保护和混入少量O2 保护时, 熔池的表面张力随温度的变化, 由此求得∂g /∂T分别为-0.0143和3.46 mN/(m·K)[40 ] . 通过氮氧分析也测得, 焊缝的氧含量由纯Ar保护时的0.0036%变化到混入少量氧保护时的0.016%. Sahoo等[41 ] 基于Gibbs和Langmuir 吸附等温式, 得到了平衡条件下液Fe表面张力ϒ 与活性元素活度f和温度T的半经验关系式: ϒ =g (T, f ), 据此可以发现, 氧含量较高时, 较低温度范围的表面张力随着温度升高而降低. 求解中没有将焊缝的氧含量代入关系式, 因为焊缝的氧含量与焊接时熔池的氧尤其是表面的氧并不相同, 作为熔池含氧量的一部分, 溶解氧在其冷却时大幅减小, 而只有表面的氧才会影响表面张力. 如果以焊缝氧含量代入计算, 可能会低估氧改变表面张力的作用. 另外, 研究发现, 焊接时熔池的氧在表面大量富集, 且分布并不均匀[42 ] , 因此还需考虑浓度梯度导致的表面张力变化, 即(∂g /∂f )·(∂f /∂r), r代表位置, 获得表面张力梯度的全微分表达式. 这些将在以后的研究中探讨. 然而, 对于S来说, 情形并没有氧那么复杂, 因而可以将焊缝的S含量代入计算[10 ,11 ,20 ] , 甚至求得S在熔池中的分布[11 ] . ...
... 图8为Ar保护和Ar+O2 保护时熔池表面的剪切力分布. 图中t p 为等离子流拉力, t M 为表面张力梯度引起的Marangoni剪切力. 可以看到, 在两种情形下, t p 几乎不变, 当保护气为Ar时, Marangoni剪切力和等离子流拉力方向相同, 且两者相差较小, 使得t p +t M 驱动的熔池流动方向由内向外. 另一方面, y方向的剪切力较大, 这也揭示了y方向熔宽较大的原因(图8a和b). 在Ar+O2 保护时, t p 和t M 方向相反, 但是量级上Ar+O2 保护时远大于Ar保护时, 因此熔池表面的总剪切力由Marangoni剪切力决定, 如图中t p +t M 所示, 最终导致t p+ t M 与纯Ar气保护时相反(图8c和d). 其原因在于, 氧作为表面活性元素, 改变了熔池表面张力温度系数∂g /∂T, 使得不锈钢熔池的表面张力随温度升高而增加, 即表面张力温度系数为正值, 由此使t M 方向改变, 最终导致了明显增加的熔深和略有收缩的熔宽. 值得注意的是, 等离子流拉力t p 与相同条件下TIG电弧的等离子流拉力[19 ,20 ,23 ,25 ] 相比也小很多,这对于熔深增加是有利的. 另外, 由图也可以看到, y方向的剪切力比x方向的扩展, 由于t M 在熔池区域产生, 而熔池区域在y方向延长, 因而t M 相应地扩展. ...
... 从熔池轮廓来看, 模拟得到的阳极热输入和热流密度的分布半径偏小, 这主要是由于对阳极区域的简化处理所导致. 这里只考虑了阳极传热的主要部分, 实际上电弧阴极和阳极鞘层区偏离了LTE状态, 传热过程[19 ,20 ,38 ,46 ] 远比本工作描述的模型复杂, 阳极金属蒸气的产生对电弧也会产生较明显的影响[20 ] . 此外, 熔池所采用的物性参数与实际用材料的差别等都会对结果产生影响[10 ] , 自由表面的微小变形会影响电弧及其向阳极传热[14 ] . ...
... [20 ]. 此外, 熔池所采用的物性参数与实际用材料的差别等都会对结果产生影响[10 ] , 自由表面的微小变形会影响电弧及其向阳极传热[14 ] . ...
川村 英一
1
2001
... 实际上, 电弧和熔池是相互影响的统一整体. Choo等[17 ,18 ] 建立了一个电弧和熔池耦合的模型, 熔池的电流密度和热输入来自于对电弧的求解, 由于两者分别独立计算, 熔池的计算未能考虑等离子拉力的作用, 也没有考虑熔池对电弧的作用. 随着理论的不断完善和计算技术的迅速发展, 对于电弧熔池耦合的数值模拟研究逐渐增多. 其中, Tanaka等[19 ] 和Murphy等[20 ] 利用二维轴对称模型研究了TIG电弧熔池的相互作用, 包括对两极鞘层区的处理和金属蒸气对电弧行为的影响; 雷永平等[21 ] 和Lu等[22 ] 侧重于对熔池自由表面的研究; 陆善平等[23 ] 采用类似于Choo等[17 ,18 ] 的方法, 主要研究了熔池活性元素对熔池流动和形貌的影响; Yin等[24 ] 采用三维模型, 研究了轴向磁场作用下的电弧和熔池行为. Mougenot等[25 ] 研究了三维TIG焊电弧和阳极之间的相互作用. 对于多电极电弧焊接, Ogino等[26 ] 建立了双TIG电弧的三维模型, 研究了双TIG电弧热源特性, 但没有考虑熔池形成. Ding等[27 ] 建立了二维模型对双TIG电弧特性进行了数值分析, 但没有考虑电弧对母材的影响. Kanemaru等[28 ] 针对TIG-MIG复合焊, 建立了包括电弧和母材的三维模型, 主要研究了复合电弧行为. ...
川村 英一
1
2001
... 实际上, 电弧和熔池是相互影响的统一整体. Choo等[17 ,18 ] 建立了一个电弧和熔池耦合的模型, 熔池的电流密度和热输入来自于对电弧的求解, 由于两者分别独立计算, 熔池的计算未能考虑等离子拉力的作用, 也没有考虑熔池对电弧的作用. 随着理论的不断完善和计算技术的迅速发展, 对于电弧熔池耦合的数值模拟研究逐渐增多. 其中, Tanaka等[19 ] 和Murphy等[20 ] 利用二维轴对称模型研究了TIG电弧熔池的相互作用, 包括对两极鞘层区的处理和金属蒸气对电弧行为的影响; 雷永平等[21 ] 和Lu等[22 ] 侧重于对熔池自由表面的研究; 陆善平等[23 ] 采用类似于Choo等[17 ,18 ] 的方法, 主要研究了熔池活性元素对熔池流动和形貌的影响; Yin等[24 ] 采用三维模型, 研究了轴向磁场作用下的电弧和熔池行为. Mougenot等[25 ] 研究了三维TIG焊电弧和阳极之间的相互作用. 对于多电极电弧焊接, Ogino等[26 ] 建立了双TIG电弧的三维模型, 研究了双TIG电弧热源特性, 但没有考虑熔池形成. Ding等[27 ] 建立了二维模型对双TIG电弧特性进行了数值分析, 但没有考虑电弧对母材的影响. Kanemaru等[28 ] 针对TIG-MIG复合焊, 建立了包括电弧和母材的三维模型, 主要研究了复合电弧行为. ...
1
2006
... 实际上, 电弧和熔池是相互影响的统一整体. Choo等[17 ,18 ] 建立了一个电弧和熔池耦合的模型, 熔池的电流密度和热输入来自于对电弧的求解, 由于两者分别独立计算, 熔池的计算未能考虑等离子拉力的作用, 也没有考虑熔池对电弧的作用. 随着理论的不断完善和计算技术的迅速发展, 对于电弧熔池耦合的数值模拟研究逐渐增多. 其中, Tanaka等[19 ] 和Murphy等[20 ] 利用二维轴对称模型研究了TIG电弧熔池的相互作用, 包括对两极鞘层区的处理和金属蒸气对电弧行为的影响; 雷永平等[21 ] 和Lu等[22 ] 侧重于对熔池自由表面的研究; 陆善平等[23 ] 采用类似于Choo等[17 ,18 ] 的方法, 主要研究了熔池活性元素对熔池流动和形貌的影响; Yin等[24 ] 采用三维模型, 研究了轴向磁场作用下的电弧和熔池行为. Mougenot等[25 ] 研究了三维TIG焊电弧和阳极之间的相互作用. 对于多电极电弧焊接, Ogino等[26 ] 建立了双TIG电弧的三维模型, 研究了双TIG电弧热源特性, 但没有考虑熔池形成. Ding等[27 ] 建立了二维模型对双TIG电弧特性进行了数值分析, 但没有考虑电弧对母材的影响. Kanemaru等[28 ] 针对TIG-MIG复合焊, 建立了包括电弧和母材的三维模型, 主要研究了复合电弧行为. ...
3
2009
... 实际上, 电弧和熔池是相互影响的统一整体. Choo等[17 ,18 ] 建立了一个电弧和熔池耦合的模型, 熔池的电流密度和热输入来自于对电弧的求解, 由于两者分别独立计算, 熔池的计算未能考虑等离子拉力的作用, 也没有考虑熔池对电弧的作用. 随着理论的不断完善和计算技术的迅速发展, 对于电弧熔池耦合的数值模拟研究逐渐增多. 其中, Tanaka等[19 ] 和Murphy等[20 ] 利用二维轴对称模型研究了TIG电弧熔池的相互作用, 包括对两极鞘层区的处理和金属蒸气对电弧行为的影响; 雷永平等[21 ] 和Lu等[22 ] 侧重于对熔池自由表面的研究; 陆善平等[23 ] 采用类似于Choo等[17 ,18 ] 的方法, 主要研究了熔池活性元素对熔池流动和形貌的影响; Yin等[24 ] 采用三维模型, 研究了轴向磁场作用下的电弧和熔池行为. Mougenot等[25 ] 研究了三维TIG焊电弧和阳极之间的相互作用. 对于多电极电弧焊接, Ogino等[26 ] 建立了双TIG电弧的三维模型, 研究了双TIG电弧热源特性, 但没有考虑熔池形成. Ding等[27 ] 建立了二维模型对双TIG电弧特性进行了数值分析, 但没有考虑电弧对母材的影响. Kanemaru等[28 ] 针对TIG-MIG复合焊, 建立了包括电弧和母材的三维模型, 主要研究了复合电弧行为. ...
... 图8为Ar保护和Ar+O2 保护时熔池表面的剪切力分布. 图中t p 为等离子流拉力, t M 为表面张力梯度引起的Marangoni剪切力. 可以看到, 在两种情形下, t p 几乎不变, 当保护气为Ar时, Marangoni剪切力和等离子流拉力方向相同, 且两者相差较小, 使得t p +t M 驱动的熔池流动方向由内向外. 另一方面, y方向的剪切力较大, 这也揭示了y方向熔宽较大的原因(图8a和b). 在Ar+O2 保护时, t p 和t M 方向相反, 但是量级上Ar+O2 保护时远大于Ar保护时, 因此熔池表面的总剪切力由Marangoni剪切力决定, 如图中t p +t M 所示, 最终导致t p+ t M 与纯Ar气保护时相反(图8c和d). 其原因在于, 氧作为表面活性元素, 改变了熔池表面张力温度系数∂g /∂T, 使得不锈钢熔池的表面张力随温度升高而增加, 即表面张力温度系数为正值, 由此使t M 方向改变, 最终导致了明显增加的熔深和略有收缩的熔宽. 值得注意的是, 等离子流拉力t p 与相同条件下TIG电弧的等离子流拉力[19 ,20 ,23 ,25 ] 相比也小很多,这对于熔深增加是有利的. 另外, 由图也可以看到, y方向的剪切力比x方向的扩展, 由于t M 在熔池区域产生, 而熔池区域在y方向延长, 因而t M 相应地扩展. ...
... 由前面的分析可知, 熔池流速越大, 熔池尺寸(熔深D或熔宽W)越大, Ar+O2 保护时熔池流动的改变使得熔深明显增加, 熔宽略有收缩. 但是熔池的熔化过程本质上仍是热的作用, 流动的改变并不能直接导致熔池形貌的改变, 而流动引起的热对流才对其有直接作用. 然而, 熔池除强烈的金属流动导致的热对流外, 还存在相当明显的热传导作用和相对很小的热辐射作用. 对于Ar保护和Ar+O2 保护两种情形, 电弧的总热输入几乎不变, 然而熔池形貌却截然不同, 即熔深的增加并非由于热输入的改变所致, 如果只是简单地从流动改变去解释似乎还不够令人信服. 以往对于TIG焊和活性TIG (A-TIG)焊熔池形貌的研究[2 ,11 ,12 ,18 -23 ,25 ] 仅仅着眼于熔池金属流动的作用, 很少或者几乎没有提及热对流和热传导的相对强弱. 众所周知, 热对流和热传递的起因完全不同, 前者由于流体存在温度梯度, 而后者由于流体存在相对运动, 它们分别对应于式(6)的扩散项 ∇ ∙ ( - k ∇ T ) ∇ rc P vT ). ...
3
2009
... 实际上, 电弧和熔池是相互影响的统一整体. Choo等[17 ,18 ] 建立了一个电弧和熔池耦合的模型, 熔池的电流密度和热输入来自于对电弧的求解, 由于两者分别独立计算, 熔池的计算未能考虑等离子拉力的作用, 也没有考虑熔池对电弧的作用. 随着理论的不断完善和计算技术的迅速发展, 对于电弧熔池耦合的数值模拟研究逐渐增多. 其中, Tanaka等[19 ] 和Murphy等[20 ] 利用二维轴对称模型研究了TIG电弧熔池的相互作用, 包括对两极鞘层区的处理和金属蒸气对电弧行为的影响; 雷永平等[21 ] 和Lu等[22 ] 侧重于对熔池自由表面的研究; 陆善平等[23 ] 采用类似于Choo等[17 ,18 ] 的方法, 主要研究了熔池活性元素对熔池流动和形貌的影响; Yin等[24 ] 采用三维模型, 研究了轴向磁场作用下的电弧和熔池行为. Mougenot等[25 ] 研究了三维TIG焊电弧和阳极之间的相互作用. 对于多电极电弧焊接, Ogino等[26 ] 建立了双TIG电弧的三维模型, 研究了双TIG电弧热源特性, 但没有考虑熔池形成. Ding等[27 ] 建立了二维模型对双TIG电弧特性进行了数值分析, 但没有考虑电弧对母材的影响. Kanemaru等[28 ] 针对TIG-MIG复合焊, 建立了包括电弧和母材的三维模型, 主要研究了复合电弧行为. ...
... 图8为Ar保护和Ar+O2 保护时熔池表面的剪切力分布. 图中t p 为等离子流拉力, t M 为表面张力梯度引起的Marangoni剪切力. 可以看到, 在两种情形下, t p 几乎不变, 当保护气为Ar时, Marangoni剪切力和等离子流拉力方向相同, 且两者相差较小, 使得t p +t M 驱动的熔池流动方向由内向外. 另一方面, y方向的剪切力较大, 这也揭示了y方向熔宽较大的原因(图8a和b). 在Ar+O2 保护时, t p 和t M 方向相反, 但是量级上Ar+O2 保护时远大于Ar保护时, 因此熔池表面的总剪切力由Marangoni剪切力决定, 如图中t p +t M 所示, 最终导致t p+ t M 与纯Ar气保护时相反(图8c和d). 其原因在于, 氧作为表面活性元素, 改变了熔池表面张力温度系数∂g /∂T, 使得不锈钢熔池的表面张力随温度升高而增加, 即表面张力温度系数为正值, 由此使t M 方向改变, 最终导致了明显增加的熔深和略有收缩的熔宽. 值得注意的是, 等离子流拉力t p 与相同条件下TIG电弧的等离子流拉力[19 ,20 ,23 ,25 ] 相比也小很多,这对于熔深增加是有利的. 另外, 由图也可以看到, y方向的剪切力比x方向的扩展, 由于t M 在熔池区域产生, 而熔池区域在y方向延长, 因而t M 相应地扩展. ...
... 由前面的分析可知, 熔池流速越大, 熔池尺寸(熔深D或熔宽W)越大, Ar+O2 保护时熔池流动的改变使得熔深明显增加, 熔宽略有收缩. 但是熔池的熔化过程本质上仍是热的作用, 流动的改变并不能直接导致熔池形貌的改变, 而流动引起的热对流才对其有直接作用. 然而, 熔池除强烈的金属流动导致的热对流外, 还存在相当明显的热传导作用和相对很小的热辐射作用. 对于Ar保护和Ar+O2 保护两种情形, 电弧的总热输入几乎不变, 然而熔池形貌却截然不同, 即熔深的增加并非由于热输入的改变所致, 如果只是简单地从流动改变去解释似乎还不够令人信服. 以往对于TIG焊和活性TIG (A-TIG)焊熔池形貌的研究[2 ,11 ,12 ,18 -23 ,25 ] 仅仅着眼于熔池金属流动的作用, 很少或者几乎没有提及热对流和热传导的相对强弱. 众所周知, 热对流和热传递的起因完全不同, 前者由于流体存在温度梯度, 而后者由于流体存在相对运动, 它们分别对应于式(6)的扩散项 ∇ ∙ ( - k ∇ T ) ∇ rc P vT ). ...
2
2012
... 实际上, 电弧和熔池是相互影响的统一整体. Choo等[17 ,18 ] 建立了一个电弧和熔池耦合的模型, 熔池的电流密度和热输入来自于对电弧的求解, 由于两者分别独立计算, 熔池的计算未能考虑等离子拉力的作用, 也没有考虑熔池对电弧的作用. 随着理论的不断完善和计算技术的迅速发展, 对于电弧熔池耦合的数值模拟研究逐渐增多. 其中, Tanaka等[19 ] 和Murphy等[20 ] 利用二维轴对称模型研究了TIG电弧熔池的相互作用, 包括对两极鞘层区的处理和金属蒸气对电弧行为的影响; 雷永平等[21 ] 和Lu等[22 ] 侧重于对熔池自由表面的研究; 陆善平等[23 ] 采用类似于Choo等[17 ,18 ] 的方法, 主要研究了熔池活性元素对熔池流动和形貌的影响; Yin等[24 ] 采用三维模型, 研究了轴向磁场作用下的电弧和熔池行为. Mougenot等[25 ] 研究了三维TIG焊电弧和阳极之间的相互作用. 对于多电极电弧焊接, Ogino等[26 ] 建立了双TIG电弧的三维模型, 研究了双TIG电弧热源特性, 但没有考虑熔池形成. Ding等[27 ] 建立了二维模型对双TIG电弧特性进行了数值分析, 但没有考虑电弧对母材的影响. Kanemaru等[28 ] 针对TIG-MIG复合焊, 建立了包括电弧和母材的三维模型, 主要研究了复合电弧行为. ...
... 式中, Qa , Qe , Qc ,和Qr 分别为阳极总热输入、由电子吸收引起的热输入、由热传导引起的热输入和由辐射引起的热损失; W 为积分区域, 即阳极表面; s为积分微元. 可见, 阳极总热输入Qa 中Qe 占58.7%, 是热输入的主要部分, 而Qc 占41.3%, 居于次要地位. 这与Tanaka等[19 ] 、Yin等[24 ] 和Wu等[44 ] 对TIG电弧焊接的研究结果很接近. 结合计算的电压8.6 V和总电流200 A, 可以计算得到电弧的热效率为90.7%. 然而, 这个值与实际的热效率相比偏高, 原因是模型对两极区域做了简化处理, 尤其对于阴极区, 这种处理忽略了阴极压降, 使得计算的电弧电压偏低, 导致计算的热效率偏大. ...
3
2013
... 实际上, 电弧和熔池是相互影响的统一整体. Choo等[17 ,18 ] 建立了一个电弧和熔池耦合的模型, 熔池的电流密度和热输入来自于对电弧的求解, 由于两者分别独立计算, 熔池的计算未能考虑等离子拉力的作用, 也没有考虑熔池对电弧的作用. 随着理论的不断完善和计算技术的迅速发展, 对于电弧熔池耦合的数值模拟研究逐渐增多. 其中, Tanaka等[19 ] 和Murphy等[20 ] 利用二维轴对称模型研究了TIG电弧熔池的相互作用, 包括对两极鞘层区的处理和金属蒸气对电弧行为的影响; 雷永平等[21 ] 和Lu等[22 ] 侧重于对熔池自由表面的研究; 陆善平等[23 ] 采用类似于Choo等[17 ,18 ] 的方法, 主要研究了熔池活性元素对熔池流动和形貌的影响; Yin等[24 ] 采用三维模型, 研究了轴向磁场作用下的电弧和熔池行为. Mougenot等[25 ] 研究了三维TIG焊电弧和阳极之间的相互作用. 对于多电极电弧焊接, Ogino等[26 ] 建立了双TIG电弧的三维模型, 研究了双TIG电弧热源特性, 但没有考虑熔池形成. Ding等[27 ] 建立了二维模型对双TIG电弧特性进行了数值分析, 但没有考虑电弧对母材的影响. Kanemaru等[28 ] 针对TIG-MIG复合焊, 建立了包括电弧和母材的三维模型, 主要研究了复合电弧行为. ...
... 图8为Ar保护和Ar+O2 保护时熔池表面的剪切力分布. 图中t p 为等离子流拉力, t M 为表面张力梯度引起的Marangoni剪切力. 可以看到, 在两种情形下, t p 几乎不变, 当保护气为Ar时, Marangoni剪切力和等离子流拉力方向相同, 且两者相差较小, 使得t p +t M 驱动的熔池流动方向由内向外. 另一方面, y方向的剪切力较大, 这也揭示了y方向熔宽较大的原因(图8a和b). 在Ar+O2 保护时, t p 和t M 方向相反, 但是量级上Ar+O2 保护时远大于Ar保护时, 因此熔池表面的总剪切力由Marangoni剪切力决定, 如图中t p +t M 所示, 最终导致t p+ t M 与纯Ar气保护时相反(图8c和d). 其原因在于, 氧作为表面活性元素, 改变了熔池表面张力温度系数∂g /∂T, 使得不锈钢熔池的表面张力随温度升高而增加, 即表面张力温度系数为正值, 由此使t M 方向改变, 最终导致了明显增加的熔深和略有收缩的熔宽. 值得注意的是, 等离子流拉力t p 与相同条件下TIG电弧的等离子流拉力[19 ,20 ,23 ,25 ] 相比也小很多,这对于熔深增加是有利的. 另外, 由图也可以看到, y方向的剪切力比x方向的扩展, 由于t M 在熔池区域产生, 而熔池区域在y方向延长, 因而t M 相应地扩展. ...
... 由前面的分析可知, 熔池流速越大, 熔池尺寸(熔深D或熔宽W)越大, Ar+O2 保护时熔池流动的改变使得熔深明显增加, 熔宽略有收缩. 但是熔池的熔化过程本质上仍是热的作用, 流动的改变并不能直接导致熔池形貌的改变, 而流动引起的热对流才对其有直接作用. 然而, 熔池除强烈的金属流动导致的热对流外, 还存在相当明显的热传导作用和相对很小的热辐射作用. 对于Ar保护和Ar+O2 保护两种情形, 电弧的总热输入几乎不变, 然而熔池形貌却截然不同, 即熔深的增加并非由于热输入的改变所致, 如果只是简单地从流动改变去解释似乎还不够令人信服. 以往对于TIG焊和活性TIG (A-TIG)焊熔池形貌的研究[2 ,11 ,12 ,18 -23 ,25 ] 仅仅着眼于熔池金属流动的作用, 很少或者几乎没有提及热对流和热传导的相对强弱. 众所周知, 热对流和热传递的起因完全不同, 前者由于流体存在温度梯度, 而后者由于流体存在相对运动, 它们分别对应于式(6)的扩散项 ∇ ∙ ( - k ∇ T ) ∇ rc P vT ). ...
2
2011
... 实际上, 电弧和熔池是相互影响的统一整体. Choo等[17 ,18 ] 建立了一个电弧和熔池耦合的模型, 熔池的电流密度和热输入来自于对电弧的求解, 由于两者分别独立计算, 熔池的计算未能考虑等离子拉力的作用, 也没有考虑熔池对电弧的作用. 随着理论的不断完善和计算技术的迅速发展, 对于电弧熔池耦合的数值模拟研究逐渐增多. 其中, Tanaka等[19 ] 和Murphy等[20 ] 利用二维轴对称模型研究了TIG电弧熔池的相互作用, 包括对两极鞘层区的处理和金属蒸气对电弧行为的影响; 雷永平等[21 ] 和Lu等[22 ] 侧重于对熔池自由表面的研究; 陆善平等[23 ] 采用类似于Choo等[17 ,18 ] 的方法, 主要研究了熔池活性元素对熔池流动和形貌的影响; Yin等[24 ] 采用三维模型, 研究了轴向磁场作用下的电弧和熔池行为. Mougenot等[25 ] 研究了三维TIG焊电弧和阳极之间的相互作用. 对于多电极电弧焊接, Ogino等[26 ] 建立了双TIG电弧的三维模型, 研究了双TIG电弧热源特性, 但没有考虑熔池形成. Ding等[27 ] 建立了二维模型对双TIG电弧特性进行了数值分析, 但没有考虑电弧对母材的影响. Kanemaru等[28 ] 针对TIG-MIG复合焊, 建立了包括电弧和母材的三维模型, 主要研究了复合电弧行为. ...
... 图2为定点焊接2 s时电弧-熔池xz面和yz面的温度场和流场. 图2a为纯Ar气保护的结果, 图2b为Ar+O2 的结果. 可见, 由于两钨极距离较近, 在电磁场的作用下电弧耦合形成一个整体, 电弧最高温度为15645 K. 比较图2a和b可以发现, 双钨极电弧的形状不再是旋转对称的, 而在yz面相对扩展, 与传统的TIG电弧不同, 这是由于两束等离子流在电磁力作用下相向运动, 最大流速超过80 m/s, 双方互为阻碍, 而被迫沿着y方向运动, 使之在这个方向上的流动充分扩展, 因而电弧热沿着这一方向传输, 使得电弧在y方向较x方向扩展. 由图2a也可以看到, 等离子流由于电磁力的吸引相互靠近, 甚至在靠近钨极内侧向上运动, 使得弧柱向上扩展, 这从图2b中可以更加明显的看到. 这与实验研究[6 ,7 ] 和其它模拟研究结果[26 ] 一致. ...
1
2013
... 实际上, 电弧和熔池是相互影响的统一整体. Choo等[17 ,18 ] 建立了一个电弧和熔池耦合的模型, 熔池的电流密度和热输入来自于对电弧的求解, 由于两者分别独立计算, 熔池的计算未能考虑等离子拉力的作用, 也没有考虑熔池对电弧的作用. 随着理论的不断完善和计算技术的迅速发展, 对于电弧熔池耦合的数值模拟研究逐渐增多. 其中, Tanaka等[19 ] 和Murphy等[20 ] 利用二维轴对称模型研究了TIG电弧熔池的相互作用, 包括对两极鞘层区的处理和金属蒸气对电弧行为的影响; 雷永平等[21 ] 和Lu等[22 ] 侧重于对熔池自由表面的研究; 陆善平等[23 ] 采用类似于Choo等[17 ,18 ] 的方法, 主要研究了熔池活性元素对熔池流动和形貌的影响; Yin等[24 ] 采用三维模型, 研究了轴向磁场作用下的电弧和熔池行为. Mougenot等[25 ] 研究了三维TIG焊电弧和阳极之间的相互作用. 对于多电极电弧焊接, Ogino等[26 ] 建立了双TIG电弧的三维模型, 研究了双TIG电弧热源特性, 但没有考虑熔池形成. Ding等[27 ] 建立了二维模型对双TIG电弧特性进行了数值分析, 但没有考虑电弧对母材的影响. Kanemaru等[28 ] 针对TIG-MIG复合焊, 建立了包括电弧和母材的三维模型, 主要研究了复合电弧行为. ...
1
2012
... 实际上, 电弧和熔池是相互影响的统一整体. Choo等[17 ,18 ] 建立了一个电弧和熔池耦合的模型, 熔池的电流密度和热输入来自于对电弧的求解, 由于两者分别独立计算, 熔池的计算未能考虑等离子拉力的作用, 也没有考虑熔池对电弧的作用. 随着理论的不断完善和计算技术的迅速发展, 对于电弧熔池耦合的数值模拟研究逐渐增多. 其中, Tanaka等[19 ] 和Murphy等[20 ] 利用二维轴对称模型研究了TIG电弧熔池的相互作用, 包括对两极鞘层区的处理和金属蒸气对电弧行为的影响; 雷永平等[21 ] 和Lu等[22 ] 侧重于对熔池自由表面的研究; 陆善平等[23 ] 采用类似于Choo等[17 ,18 ] 的方法, 主要研究了熔池活性元素对熔池流动和形貌的影响; Yin等[24 ] 采用三维模型, 研究了轴向磁场作用下的电弧和熔池行为. Mougenot等[25 ] 研究了三维TIG焊电弧和阳极之间的相互作用. 对于多电极电弧焊接, Ogino等[26 ] 建立了双TIG电弧的三维模型, 研究了双TIG电弧热源特性, 但没有考虑熔池形成. Ding等[27 ] 建立了二维模型对双TIG电弧特性进行了数值分析, 但没有考虑电弧对母材的影响. Kanemaru等[28 ] 针对TIG-MIG复合焊, 建立了包括电弧和母材的三维模型, 主要研究了复合电弧行为. ...
1
2012
... 实际上, 电弧和熔池是相互影响的统一整体. Choo等[17 ,18 ] 建立了一个电弧和熔池耦合的模型, 熔池的电流密度和热输入来自于对电弧的求解, 由于两者分别独立计算, 熔池的计算未能考虑等离子拉力的作用, 也没有考虑熔池对电弧的作用. 随着理论的不断完善和计算技术的迅速发展, 对于电弧熔池耦合的数值模拟研究逐渐增多. 其中, Tanaka等[19 ] 和Murphy等[20 ] 利用二维轴对称模型研究了TIG电弧熔池的相互作用, 包括对两极鞘层区的处理和金属蒸气对电弧行为的影响; 雷永平等[21 ] 和Lu等[22 ] 侧重于对熔池自由表面的研究; 陆善平等[23 ] 采用类似于Choo等[17 ,18 ] 的方法, 主要研究了熔池活性元素对熔池流动和形貌的影响; Yin等[24 ] 采用三维模型, 研究了轴向磁场作用下的电弧和熔池行为. Mougenot等[25 ] 研究了三维TIG焊电弧和阳极之间的相互作用. 对于多电极电弧焊接, Ogino等[26 ] 建立了双TIG电弧的三维模型, 研究了双TIG电弧热源特性, 但没有考虑熔池形成. Ding等[27 ] 建立了二维模型对双TIG电弧特性进行了数值分析, 但没有考虑电弧对母材的影响. Kanemaru等[28 ] 针对TIG-MIG复合焊, 建立了包括电弧和母材的三维模型, 主要研究了复合电弧行为. ...
1
2013
... 本工作在前期研究[29 ,30 ] 的基础上, 进一步探讨双钨极TIG电弧-熔池的传热与流动行为. 采用CFD求解软件FLUENT, 计算了双钨极电弧和熔池的温度、速度、电流密度、磁通密度和电磁力等分布, 针对不锈钢AA-TIG焊, 分别研究了浮力、电磁力、等离子流拉力和Marangoni剪切力对熔池的作用, 考虑了熔池行为对电弧的影响, 通过比较Ar保护和Ar+O2 保护时熔池表面剪切力的分布和热输入, 并分析熔池流动和传热模式的变化, 揭示了双钨极TIG焊和AA-TIG焊熔池形貌的成因. ...
1
2013
... 本工作在前期研究[29 ,30 ] 的基础上, 进一步探讨双钨极TIG电弧-熔池的传热与流动行为. 采用CFD求解软件FLUENT, 计算了双钨极电弧和熔池的温度、速度、电流密度、磁通密度和电磁力等分布, 针对不锈钢AA-TIG焊, 分别研究了浮力、电磁力、等离子流拉力和Marangoni剪切力对熔池的作用, 考虑了熔池行为对电弧的影响, 通过比较Ar保护和Ar+O2 保护时熔池表面剪切力的分布和热输入, 并分析熔池流动和传热模式的变化, 揭示了双钨极TIG焊和AA-TIG焊熔池形貌的成因. ...
1
2014
... 本工作在前期研究[29 ,30 ] 的基础上, 进一步探讨双钨极TIG电弧-熔池的传热与流动行为. 采用CFD求解软件FLUENT, 计算了双钨极电弧和熔池的温度、速度、电流密度、磁通密度和电磁力等分布, 针对不锈钢AA-TIG焊, 分别研究了浮力、电磁力、等离子流拉力和Marangoni剪切力对熔池的作用, 考虑了熔池行为对电弧的影响, 通过比较Ar保护和Ar+O2 保护时熔池表面剪切力的分布和热输入, 并分析熔池流动和传热模式的变化, 揭示了双钨极TIG焊和AA-TIG焊熔池形貌的成因. ...
1
1995
... 对于耦合电弧AA-TIG焊,根据Jönsson等[31 ] 的研究, 可以忽略保护气中混入的少量O2 (体积分数为4%)对焊接电弧的影响. 实验表明, 虽然在氧的作用下钨极出现轻微烧损, 但对焊接过程并无明显影响. 这里为简化模型, 只考虑O2 对熔池表面张力的影响. ...
2
1987
... 式中, m 为动力黏度; v i v j x i x j [32 ] 描述母材熔化过程, 引入附加动量源项 S u
... 式中, T为温度; c P [32 ] , 有附加热源项: ...
1
1994
... 根据Choo和Szekely[33 ] , Hong等[34 ] 和Goodarzi等[35 ] 的研究, 需要考虑熔池的湍流. 这里采用标准双方程K- ε [36 ] , 湍动能K和湍流耗散率 ε
1
2002
... 根据Choo和Szekely[33 ] , Hong等[34 ] 和Goodarzi等[35 ] 的研究, 需要考虑熔池的湍流. 这里采用标准双方程K- ε [36 ] , 湍动能K和湍流耗散率 ε
1
1998
... 根据Choo和Szekely[33 ] , Hong等[34 ] 和Goodarzi等[35 ] 的研究, 需要考虑熔池的湍流. 这里采用标准双方程K- ε [36 ] , 湍动能K和湍流耗散率 ε
1
2002
... 根据Choo和Szekely[33 ] , Hong等[34 ] 和Goodarzi等[35 ] 的研究, 需要考虑熔池的湍流. 这里采用标准双方程K- ε [36 ] , 湍动能K和湍流耗散率 ε
1
2002
... 根据Choo和Szekely[33 ] , Hong等[34 ] 和Goodarzi等[35 ] 的研究, 需要考虑熔池的湍流. 这里采用标准双方程K- ε [36 ] , 湍动能K和湍流耗散率 ε
1
1986
... 式中, qmix 为总热损失, qconv 和qrad 分别为热对流和热辐射引起的热损失, hc 为对流换热系数, e r 为发射率, s 为Stefan-Boltzmann常数, T∞ 为环境温度. E区域为钨极截面, 给定电流密度和温度, 根据Matsuda等[37 ] 对TIG焊钨极温度的测量结果, 设定温度为1800 K. 具体的边界条件如表1所示. ...
1
1992
... 从熔池轮廓来看, 模拟得到的阳极热输入和热流密度的分布半径偏小, 这主要是由于对阳极区域的简化处理所导致. 这里只考虑了阳极传热的主要部分, 实际上电弧阴极和阳极鞘层区偏离了LTE状态, 传热过程[19 ,20 ,38 ,46 ] 远比本工作描述的模型复杂, 阳极金属蒸气的产生对电弧也会产生较明显的影响[20 ] . 此外, 熔池所采用的物性参数与实际用材料的差别等都会对结果产生影响[10 ] , 自由表面的微小变形会影响电弧及其向阳极传热[14 ] . ...
1
2013
... 式中, m p 为等离子黏度, ϒ 为表面张力. 以上两式中第一项为等离子流拉力, 第二项表示表面张力梯度产生的剪切力, 即Marangoni剪切力. 对于SUS304不锈钢AA-TIG焊[2 ,3 ] , 保护气氛中的氧改变了表面张力, 实验得到纯Ar保护和混入少量O2 保护时, 熔池的表面张力随温度的变化, 由此求得∂g /∂T分别为-0.0143和3.46 mN/(m·K)[40 ] . 通过氮氧分析也测得, 焊缝的氧含量由纯Ar保护时的0.0036%变化到混入少量氧保护时的0.016%. Sahoo等[41 ] 基于Gibbs和Langmuir 吸附等温式, 得到了平衡条件下液Fe表面张力ϒ 与活性元素活度f和温度T的半经验关系式: ϒ =g (T, f ), 据此可以发现, 氧含量较高时, 较低温度范围的表面张力随着温度升高而降低. 求解中没有将焊缝的氧含量代入关系式, 因为焊缝的氧含量与焊接时熔池的氧尤其是表面的氧并不相同, 作为熔池含氧量的一部分, 溶解氧在其冷却时大幅减小, 而只有表面的氧才会影响表面张力. 如果以焊缝氧含量代入计算, 可能会低估氧改变表面张力的作用. 另外, 研究发现, 焊接时熔池的氧在表面大量富集, 且分布并不均匀[42 ] , 因此还需考虑浓度梯度导致的表面张力变化, 即(∂g /∂f )·(∂f /∂r), r代表位置, 获得表面张力梯度的全微分表达式. 这些将在以后的研究中探讨. 然而, 对于S来说, 情形并没有氧那么复杂, 因而可以将焊缝的S含量代入计算[10 ,11 ,20 ] , 甚至求得S在熔池中的分布[11 ] . ...
1
2013
... 式中, m p 为等离子黏度, ϒ 为表面张力. 以上两式中第一项为等离子流拉力, 第二项表示表面张力梯度产生的剪切力, 即Marangoni剪切力. 对于SUS304不锈钢AA-TIG焊[2 ,3 ] , 保护气氛中的氧改变了表面张力, 实验得到纯Ar保护和混入少量O2 保护时, 熔池的表面张力随温度的变化, 由此求得∂g /∂T分别为-0.0143和3.46 mN/(m·K)[40 ] . 通过氮氧分析也测得, 焊缝的氧含量由纯Ar保护时的0.0036%变化到混入少量氧保护时的0.016%. Sahoo等[41 ] 基于Gibbs和Langmuir 吸附等温式, 得到了平衡条件下液Fe表面张力ϒ 与活性元素活度f和温度T的半经验关系式: ϒ =g (T, f ), 据此可以发现, 氧含量较高时, 较低温度范围的表面张力随着温度升高而降低. 求解中没有将焊缝的氧含量代入关系式, 因为焊缝的氧含量与焊接时熔池的氧尤其是表面的氧并不相同, 作为熔池含氧量的一部分, 溶解氧在其冷却时大幅减小, 而只有表面的氧才会影响表面张力. 如果以焊缝氧含量代入计算, 可能会低估氧改变表面张力的作用. 另外, 研究发现, 焊接时熔池的氧在表面大量富集, 且分布并不均匀[42 ] , 因此还需考虑浓度梯度导致的表面张力变化, 即(∂g /∂f )·(∂f /∂r), r代表位置, 获得表面张力梯度的全微分表达式. 这些将在以后的研究中探讨. 然而, 对于S来说, 情形并没有氧那么复杂, 因而可以将焊缝的S含量代入计算[10 ,11 ,20 ] , 甚至求得S在熔池中的分布[11 ] . ...
1
1987
... 式中, m p 为等离子黏度, ϒ 为表面张力. 以上两式中第一项为等离子流拉力, 第二项表示表面张力梯度产生的剪切力, 即Marangoni剪切力. 对于SUS304不锈钢AA-TIG焊[2 ,3 ] , 保护气氛中的氧改变了表面张力, 实验得到纯Ar保护和混入少量O2 保护时, 熔池的表面张力随温度的变化, 由此求得∂g /∂T分别为-0.0143和3.46 mN/(m·K)[40 ] . 通过氮氧分析也测得, 焊缝的氧含量由纯Ar保护时的0.0036%变化到混入少量氧保护时的0.016%. Sahoo等[41 ] 基于Gibbs和Langmuir 吸附等温式, 得到了平衡条件下液Fe表面张力ϒ 与活性元素活度f和温度T的半经验关系式: ϒ =g (T, f ), 据此可以发现, 氧含量较高时, 较低温度范围的表面张力随着温度升高而降低. 求解中没有将焊缝的氧含量代入关系式, 因为焊缝的氧含量与焊接时熔池的氧尤其是表面的氧并不相同, 作为熔池含氧量的一部分, 溶解氧在其冷却时大幅减小, 而只有表面的氧才会影响表面张力. 如果以焊缝氧含量代入计算, 可能会低估氧改变表面张力的作用. 另外, 研究发现, 焊接时熔池的氧在表面大量富集, 且分布并不均匀[42 ] , 因此还需考虑浓度梯度导致的表面张力变化, 即(∂g /∂f )·(∂f /∂r), r代表位置, 获得表面张力梯度的全微分表达式. 这些将在以后的研究中探讨. 然而, 对于S来说, 情形并没有氧那么复杂, 因而可以将焊缝的S含量代入计算[10 ,11 ,20 ] , 甚至求得S在熔池中的分布[11 ] . ...
1
2012
... 式中, m p 为等离子黏度, ϒ 为表面张力. 以上两式中第一项为等离子流拉力, 第二项表示表面张力梯度产生的剪切力, 即Marangoni剪切力. 对于SUS304不锈钢AA-TIG焊[2 ,3 ] , 保护气氛中的氧改变了表面张力, 实验得到纯Ar保护和混入少量O2 保护时, 熔池的表面张力随温度的变化, 由此求得∂g /∂T分别为-0.0143和3.46 mN/(m·K)[40 ] . 通过氮氧分析也测得, 焊缝的氧含量由纯Ar保护时的0.0036%变化到混入少量氧保护时的0.016%. Sahoo等[41 ] 基于Gibbs和Langmuir 吸附等温式, 得到了平衡条件下液Fe表面张力ϒ 与活性元素活度f和温度T的半经验关系式: ϒ =g (T, f ), 据此可以发现, 氧含量较高时, 较低温度范围的表面张力随着温度升高而降低. 求解中没有将焊缝的氧含量代入关系式, 因为焊缝的氧含量与焊接时熔池的氧尤其是表面的氧并不相同, 作为熔池含氧量的一部分, 溶解氧在其冷却时大幅减小, 而只有表面的氧才会影响表面张力. 如果以焊缝氧含量代入计算, 可能会低估氧改变表面张力的作用. 另外, 研究发现, 焊接时熔池的氧在表面大量富集, 且分布并不均匀[42 ] , 因此还需考虑浓度梯度导致的表面张力变化, 即(∂g /∂f )·(∂f /∂r), r代表位置, 获得表面张力梯度的全微分表达式. 这些将在以后的研究中探讨. 然而, 对于S来说, 情形并没有氧那么复杂, 因而可以将焊缝的S含量代入计算[10 ,11 ,20 ] , 甚至求得S在熔池中的分布[11 ] . ...
1
2012
... 式中, m p 为等离子黏度, ϒ 为表面张力. 以上两式中第一项为等离子流拉力, 第二项表示表面张力梯度产生的剪切力, 即Marangoni剪切力. 对于SUS304不锈钢AA-TIG焊[2 ,3 ] , 保护气氛中的氧改变了表面张力, 实验得到纯Ar保护和混入少量O2 保护时, 熔池的表面张力随温度的变化, 由此求得∂g /∂T分别为-0.0143和3.46 mN/(m·K)[40 ] . 通过氮氧分析也测得, 焊缝的氧含量由纯Ar保护时的0.0036%变化到混入少量氧保护时的0.016%. Sahoo等[41 ] 基于Gibbs和Langmuir 吸附等温式, 得到了平衡条件下液Fe表面张力ϒ 与活性元素活度f和温度T的半经验关系式: ϒ =g (T, f ), 据此可以发现, 氧含量较高时, 较低温度范围的表面张力随着温度升高而降低. 求解中没有将焊缝的氧含量代入关系式, 因为焊缝的氧含量与焊接时熔池的氧尤其是表面的氧并不相同, 作为熔池含氧量的一部分, 溶解氧在其冷却时大幅减小, 而只有表面的氧才会影响表面张力. 如果以焊缝氧含量代入计算, 可能会低估氧改变表面张力的作用. 另外, 研究发现, 焊接时熔池的氧在表面大量富集, 且分布并不均匀[42 ] , 因此还需考虑浓度梯度导致的表面张力变化, 即(∂g /∂f )·(∂f /∂r), r代表位置, 获得表面张力梯度的全微分表达式. 这些将在以后的研究中探讨. 然而, 对于S来说, 情形并没有氧那么复杂, 因而可以将焊缝的S含量代入计算[10 ,11 ,20 ] , 甚至求得S在熔池中的分布[11 ] . ...
1
1999
... 式中, Qa , Qe , Qc ,和Qr 分别为阳极总热输入、由电子吸收引起的热输入、由热传导引起的热输入和由辐射引起的热损失; W 为积分区域, 即阳极表面; s为积分微元. 可见, 阳极总热输入Qa 中Qe 占58.7%, 是热输入的主要部分, 而Qc 占41.3%, 居于次要地位. 这与Tanaka等[19 ] 、Yin等[24 ] 和Wu等[44 ] 对TIG电弧焊接的研究结果很接近. 结合计算的电压8.6 V和总电流200 A, 可以计算得到电弧的热效率为90.7%. 然而, 这个值与实际的热效率相比偏高, 原因是模型对两极区域做了简化处理, 尤其对于阴极区, 这种处理忽略了阴极压降, 使得计算的电弧电压偏低, 导致计算的热效率偏大. ...
1
2007
... 如果没有热对流的主导作用, Ar气保护时, 熔池形貌可能不会那么浅, 而在Ar+O2 气保护时也不会那么深, 以致达到前者的数倍. 可以推断, 对于铝合金等热导率较大的材料, 热对流的主导作用便不及不锈钢明显, 而热传导的作用将增加, 甚至在某些条件下主导传热过程, 这一点在Rai等[45 ] 对不同材料激光匙孔焊接的研究中被证明. ...
1
2010
... 从熔池轮廓来看, 模拟得到的阳极热输入和热流密度的分布半径偏小, 这主要是由于对阳极区域的简化处理所导致. 这里只考虑了阳极传热的主要部分, 实际上电弧阴极和阳极鞘层区偏离了LTE状态, 传热过程[19 ,20 ,38 ,46 ] 远比本工作描述的模型复杂, 阳极金属蒸气的产生对电弧也会产生较明显的影响[20 ] . 此外, 熔池所采用的物性参数与实际用材料的差别等都会对结果产生影响[10 ] , 自由表面的微小变形会影响电弧及其向阳极传热[14 ] . ...

 , 黄健康
, 黄健康
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}