
喻程 , 胡雅楠
, 胡雅楠
YU Cheng, HU Yanan
中图分类号: TG115.28
通讯作者:
收稿日期: 2014-06-23
修回日期: 2014-09-12
网络出版日期: 2015-02-11
版权声明: 2015 《金属学报》编辑部 版权所有 2015, 金属学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
喻 程, 男, 1989年生, 硕士生
展开
摘要
基于同步辐射X射线成像技术, 对激光复合焊7020-T651铝合金接头内部的微气孔进行了研究, 对气孔的体积、圆整度、扁平度及气孔形心至自由表面的距离等三维特征参数进行了统计分析与拟合. 结果表明, 铝合金熔焊微气孔主要为近球形的冶金型气孔, 圆整度在0.65以上, 以焊缝中心近似呈现对称分布, 且焊缝上部气孔尺寸较大, 热影响区和下部气孔密集且尺寸较小. 等效直径在20 mm范围内的气孔, 在接头上部和下部的频率分别高达65%和85%, 并且100 mm以上的大尺寸气孔较少见. 此外, 由于熔池的下塌倾向和快速凝固, 残留于枝晶网络间液相导致焊缝下部形成垂直于焊缝且层叠分布的形状复杂的热裂纹, 少部分气孔之间以及气孔和热裂纹之间存在着连通现象, 从而使得下部微气孔的圆整度平均值变小. 此外, 焊接速率越大, 整个接头内部气孔体积分数越小, 但对气孔形貌和位置的分布影响并不明显。
关键词:
Abstract
Large numbers of complicatedly distributed gas pores are inevitably formed during the hybrid fusion welding of aluminum alloys because of the sharp reduction of supersaturated hydrogen. However, there is no consistent and explicit view on how these gas pores are distributed and influence the static and fatigue property of welded aluminum joints. In this work, pores in hybrid welded 7020-T651 were characterized by high-resolution synchrotron radiation X-ray computed microtomography. The volume, sphericity, flatness and distance of pores centroid to free surface of samples were statistically measured and fitted. From the 3D characterization, micropores inside hybrid welds are mainly metallurgical pores, which are symmetrically distributed about the seam centerline, giving a mean sphericity larger than 0.65. Moreover, pores inside upper welds appear to be larger in effective diameter and denser in heat affected zone and lower welds. Besides, there are numerous pores with diameter less than 20 μm, with a frequency of 65% and 85% in the upper and lower weld, respectively. It seems that hot cracks with complicated morphology form in the lower weld due to shrinkage and rapid solidification of the molten pool. Furthermore, it is found that the connections of a few pore-pore and pore-hot-crack together with the hot cracks result in the smaller sphericity of gas pores in the lower welds. Finally it can be indicated that the higher welding speed gives rise to the smaller pore volume fraction, but has little influence on the distribution of pore position and sphericity。
Keywords:
随着中高强度铝合金在高速列车和航天军工等行业内日益广泛和深入的应用, 焊接结构发生疲劳失效破坏的工程事故层出不穷, 已给相关产业应用和研发部门造成了重大损失[1]. 铝合金熔化焊接过程中会形成尺寸不一、分布复杂及数量众多的气孔, 导致铝合金焊接结构性能降低和疲劳破坏, 是铝合金结构中的主要缺陷. 研究[2]指出, 铝合金高能束流焊缝中的气孔分为工艺型和冶金型2种. 前者受工艺稳定性影响, 多呈现不规则的空间形貌, 如激光深熔焊时因匙孔瞬间失稳所形成的气孔; 后者一般指由于过饱和氢析出所形成的球形或近球形的氢气孔, 这是一类难以彻底消除的体缺陷[3]。
这些气孔虽然对结构的静强度影响不明显, 但在疲劳加载下作为缺口源, 形成应力集中和塑性流动, 从而萌生裂纹; 或者分布密集的气孔直接减薄了结构的承载面, 是影响铝合金焊接结构疲劳抗力的重要因素[4]. 因此, 如何准确地对一个庞大焊接结构中含众多微小体缺陷的节点(即熔焊接头)的损伤行为及其演变过程进行定量表征与分析, 探索微结构特征与宏观性能的关系, 已成为焊接结构安全服役的重要前沿基础课题[5]。
由于熔焊接头中的气孔尺寸较小、分布极为复杂、探测非常困难(一般对断口进行宏观测定), 各国学者对气孔的分布特性及其与整个接头静载强度和疲劳强度的关系存在较大分歧. 例如, Rudy和Rupert[6]认为直径0.4 mm以下的微气孔不会对接头的性能产生影响; Shore和McCauley[7]指出, 大量存在的直径小于0.4 mm的微气孔面积分数约为50%, 因此不能忽视其对接头性能的贡献; 马建民和李敬勇[8]指出, 直径小于0.5 mm的微气孔对接头性能没有明显影响. 实际上我国现役车体焊接中气孔的直径普遍小于0.4 mm, 且数量众多[9], 若忽略其对接头服役性能的影响, 会给高速车体服役埋下极大的安全隐患。
由于受到技术手段的限制, 以前研究主要从宏观唯象层次上探讨了气孔对接头性能的影响, 而且在断口上或内部由X射线探测统计气孔时, 忽略了大量的直径0.1 mm以下的微气孔, 难以“非破坏性”地测定材料内部气孔分布和形貌特征, 且部分研究结论尚有不一致之处. 当前, 第三代同步辐射X射线光源所具备的高能量、高准直、高亮度和高分辨率的优异特性已使得研究者能够深入金属内部, 非破坏性地实时观察和定量表征微结构特征[10]。
70年代以来, 随着热输入更小的激光焊接等新型连接技术的成功开发和应用, 使得动车组车体关键基础构件的高效率与高质量制造成为可能[11]. 与传统弧焊相比, 高能束流焊可成形出更美观、光滑、连续、可靠的铝焊缝[12], 是当前最具发展潜力和应用前景的轻合金熔化焊接技术[13]. 研究发现, 高能束流焊接[14]中同样存在气孔, 但气孔尺寸比传统弧焊[15]接头中的气孔更小。
目前, 基于高分辨的同步辐射X射线成像技术研究铝合金焊接接头内部的缺陷分布及其对结构性能的影响尚未见报道. 本工作基于我国最先进的大科学平台——上海同步辐射光源(SSRF)成像线站13W1, 对新一代高速列车受电弓用激光复合焊7020-T651铝合金接头中的气孔(或微孔洞)进行三维成像研究, 对其尺寸、形貌、球度等分布信息进行定量表征, 为下一步研究气孔致疲劳损伤提供关键的基础数据支撑, 为材料选型、焊接工艺优化及服役评价等提供理论依据。
选用7020中强度铝合金轧制板材, 其主要化学成分(质量分数, %)为: Zn 4.22, Mg 1.21, Cu 0.10, Fe 0.20, Cr 0.16, Zr 0.13, Al余量. 线切割为2 mm厚薄板; 热处理状态为T651, 即固溶处理+人工时效, 并在T6回火下通过预拉伸以减小内应力. Fe为杂质元素, Zr起到一定的细化晶粒效果. 为弥补元素Mg的蒸发烧损, 选择直径1.2 mm进口焊丝ER5356, 其Mg含量高达4.8% (质量分数)。
在光纤激光-电弧复合焊平台上对接焊, 电弧选定为脉冲模式. 施焊前对平板进行化学清洗, 现场再用钢丝刷对焊接面打磨. 优化的复合焊参数为: 激光功率P=3~3.5 kW, 波长l=1.07 μm, 脉冲电弧的电流I=110~140 A, 焊接速率v=6~9 m/min, 离焦量为0 mm, 光丝间距为2 mm, Ar流量为1.5 L/min, 空气湿度约为80%. 此外, 为防止铝合金表面反射出的激光对光纤的损伤, 激光束偏移试板法向约10°, 电弧与板面法向夹角为75°。
将形貌连续、光滑、美观且无明显气孔和裂纹的焊缝去除上下余高, 垂直于焊缝线切割为狗骨型试样(总长24 mm, 厚度1 mm). 选取2种焊接速率的2块试板制取14个样品开展成像实验, 其中4个为有效代表样本, 相关参数如表1所示。
表1 试样的焊接速率及取样部位
Table 1 Welding speed and sampled location
| Sample | Speed / (mmin-1) | Sampled |
|---|---|---|
| No. | location | |
| T1 | 6 | Top half |
| B1 | 6 | Bottom half |
| T2 | 9 | Top half |
| B2 | 9 | Bottom half |
通过如下处理步骤完成对铝合金熔焊接头内部微观气孔三维形貌和分布的表征。
(1) 由于机时限制, 分2批在上海同步辐射光源的13W1线站上进行X射线显微断层扫描, 得到断层照片. 主要实验参数如下: 光子能量为21 keV, 样品与探测器探头间的距离为15 cm, 每次扫描断层照片900张, 曝光时间为2.0 s, 空间分辨率为1.85 μm, 即每个体素的体积约为6.33 μm3. 图1为13W1上显微断层扫描的原理示意图。
(2) 使用上海同步辐射光源开发的P3与P3B软件对断层照片进行相位恢复、重构及灰度转换, 获得试样的8位切片数据, 每个样品数据约4 G。
(3) 基于商业三维重构软件Amira和开源软件ImageJ对切片中的气孔进行标记、分割和三维特征参数的测量. 测量的参数包括气孔的体积V, 表面积S, 圆整度Y [16], 椭球拟合参数(包括椭球的最长半轴a和最短半轴c), 气孔形心至样品自由表面直线距离D等. 其中Y表示气孔与理想球体的接近程度, 且气孔越不规则, Y就越小. 注意因样品取样部位的不同, 对试样B1和B2, 到自由表面直线距离表示气孔形心到焊缝下表面的距离; 而对于试样T1和T2, 指的是气孔形心到焊缝上表面的距离。
(4) 对所得到的气孔形貌特征和分布进行辨识和统计分析. 为减少因同步辐射成像灰度值噪音所带来的误差, 集中反映气孔分布的主要特征, 本工作在对气孔形貌的统计分析时仅考虑含21个体素(约为21×6.33 μm3)以上的微气孔。
通过前述的实验步骤和数据处理方法, 得到了铝合金激光复合焊三维气孔的海量信息. 本工作从气孔的空间分布、尺寸、形貌等多个角度进行辨识和统计表征, 探讨他们之间的关系, 并基于形貌特征对气孔进行分类. 需要指出的是, 为确保空间分辨率为1.85 μm, 在制备试样时把2 mm厚焊缝以中截面为切割面切分为上下2种1 mm厚样品。
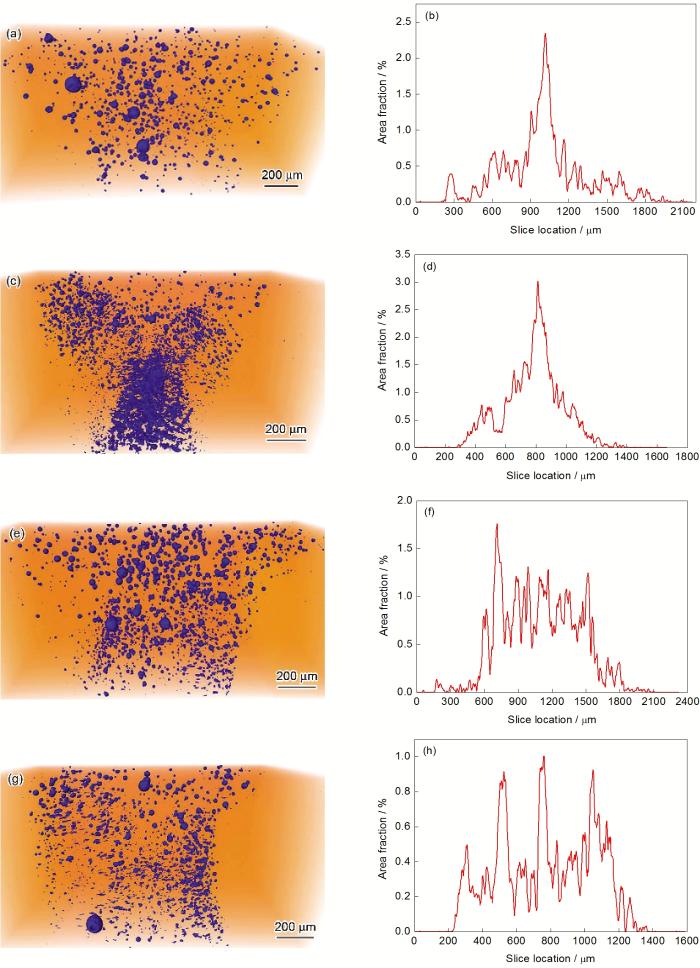
图2显示了三维气孔的形貌及其分布, 该焊缝经工业X射线(具有毫米级分辨率)检测表明达到I级. 可以看出, 气孔在焊缝及热影响区集中分布, 并且在焊缝中心两侧呈现近似对称分布. 结合宏观金相照片得知, 这种气孔对称分布的焊缝的形貌同样规则, 表明焊接前试板的对中精度控制较好; 而尺寸较大的气孔在焊缝的上部弥散分布, 而小气孔则在整个焊缝区域密集分布, 其中在热影响区较为明显. 这种分布特征主要是熔池凝固对称性所致, 即熔池首先在两边的冷态母材处凝固, 然后快速推进至焊缝中心、上部和下部. 这也是大尺寸气孔在焊缝上部集中分布的根本原因; 而热影响区微气孔的尺寸小而密, 主要是因为从冷态母材中形成的微气孔来不及长大上浮和逃逸便遗留在焊缝内。
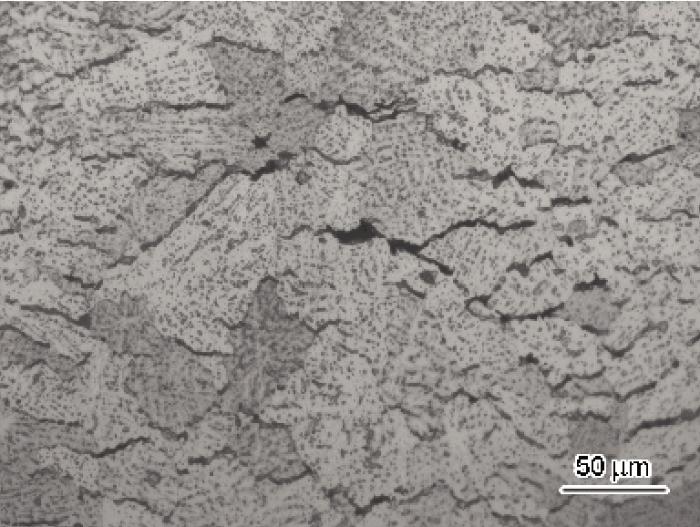
从宏观形貌上看, 气孔又可分为近球形气孔和空间扁平热裂纹. 这种具有不规则形貌的热裂纹在焊缝凝固过程中形成, 一般认为是枝晶间残留液相在拉应力作用下所致[17]. 试样T1和T2中大部分为球形气孔, 而试样B1和B2中有一定数量的热裂纹. 图3给出了焊缝下部横向热裂纹形貌。
研究[18]指出, 铝合金熔焊接头中的气孔多为球形或近球形的氢气孔, 亦称之为冶金型气孔. 扫描电镜下, 这类气孔断口多呈现树枝状结晶, 且枝晶端头紧密规则排列, 内壁光滑、洁净、无氧化痕迹, 如图4所示. 值得注意的是, 接头内部还存在工艺型缩孔, 这说明激光匙孔(keyhole)在微观上是不稳定的, 这也是造成完全相同的工艺参数和材料等条件下接头中气孔分布不完全相同的原因. 所谓激光匙孔指的是激光光束汇聚到相对较小的点上形成较高的入射功率密度, 在极短的时间内使加热区的金属汽化, 从而在液体熔池中形成的一个小孔[19]。
图2 气孔形貌及纵向切片面积分数分布
Fig.2 3D rendering of micro pores (a, c, e, g) and the area fraction in slices along the longitudinal axis (b, d, f, h) inside hybrid weld samples T1 (a, b), B1 (c, d), T2 (e, f) and B2 (g, h)
从图2b, d, f和h也可以看出, 气孔空间分布呈对称性. 试样T1和 B1的气孔面积分数折线图只呈现出一个主峰值, 而试样B2和T2则有多个主峰值, 这可能是焊接中激光匙孔不稳定性所致. 这种不稳定性由多种原因造成, 如材料不均匀性、保护气流扰动、熔滴过渡不稳等, 机理尚不清楚。
表2列出了上述4个样品中气孔各项特征参数的统计结果. 可以看出, 试样B1和B2的气孔数和体积分数均高于试样T1和T2. 这说明焊缝下部容易存留更多且更加密集的气孔, 而上浮至焊缝上部尚未来得及逃逸的气孔数量少. 此外, 焊缝上部气孔的平均体积和最大等效直径普遍大于下部, 这说明凝固过程中气孔长大上浮但未能逸出焊缝[20]; 而且焊接速率越快(凝固速率越快), 气孔的平均体积和面积分数就越小, 相应位置上的气孔尺寸就越小, 这说明提高焊接速率不仅有利于减小焊缝中气孔尺寸和数量, 而且有利于形成较小的熔池和热影响区。
表2 样品内气孔特征统计
Table 2 Statistical analysis of gas pores for all samples
| Sample No. | Number of pore | Volume fraction % | Max. eff. diameter μm | Mean volume mm3 | Mean sphericity | Max. area fraction % |
|---|---|---|---|---|---|---|
| B1 | 5422 | 0.46 | 81.76 | 1449.6 | 0.6383 | 3.03 |
| B2 | 3007 | 0.25 | 86.58 | 1304.6 | 0.6455 | 1.01 |
| T1 | 1318 | 0.32 | 118.89 | 6117.9 | 0.6758 | 2.35 |
| T2 | 2391 | 0.22 | 111.69 | 4574.5 | 0.6619 | 1.76 |
4个样品气孔的圆整度平均值均分布在0.6到0.7之间. 由此可见, 接头内部气孔总体上为近球形. 此外, 焊缝上部气孔的圆整度较下部高(上浮过程中受到周围均匀的压力所致, 且与熔池前沿相比, 上部液体扰动更小). 焊接速率对接头内部气孔形貌的影响并不明显。
如前文所述, 微气孔的等效直径、形貌和空间分布等皆具有较大的分散性, 且分布复杂[21]. 本工作利用统计理论, 定量地表征气孔的等效直径d, Y和D, 并对其分布特征进行拟合分析[22]。
由于气孔分散性大, 若直接使用传统的假设检验方法拟合现有气孔分布, 获得的检验统计量并不显著. 为此, 本工作首先对各种数据进行分组统计(其中设定d组距为4 μm, Y组距为0.02, D组距为50 μm), 在获得频率的直方图后, 再选择最佳的非线性函数对直方图的外轮廓进行拟合. 需要指出的是, 此处得到的拟合曲线并非概率密度函数, 而是相应特征参数在不同组内的概率分布曲线。
d的频率直方图可用对数正态曲线拟合, 其函数表达式为:
将对数正态曲线作关于纵轴的对称化和平移处理之后即可用于拟合Y的频率直方图, 相应的函数表达式为:
式中, x0, y0, xc, w和A为待定参数. 其中w为形状参数, 其值越小, 曲线的峰就越尖锐, 从而说明该特征值响应的分布就越集中。
对于D的频率直方图, 采用X射线衍射研究中常用的Voigt多峰拟合方法[23], 即:
式中, Vi为拟合第i个峰的Voigt函数[24]; 待定参数Ai, WLi, WGi, xci和yb分别为第i个峰的面积、Lorentz成分半高全宽、Gauss成分半高全宽、峰的中心位置和基线; n为所要拟合的峰的个数。
图5 等效直径的直方图及其对数正态拟合曲线
Fig.5 Distributions of effective diameter of pores and their lognormal curves fitting inside hybrid weld samples T1 (a), B1 (b), T2 (c) and B2 (d) (y0, xc, A—scale parameters; w—shape parameter; R2—goodness of fit)
基于上述拟合公式, 图5~7分别给出了4个试样焊缝内部微气孔的d, Y和D的分布直方图以及相应的非线性曲线拟合。
由图5可知, d的频率在8~12 μm组内达到最大, 并且它们的分布形状向右偏斜, 这说明等效直径15 μm以上的气孔占了较大比例. 还可以看出, 焊缝中普遍存在等效直径在20 μm内的气孔, 在焊缝上部和下部的频率分别为65%和85%, 但100 μm以上的大尺寸气孔较少出现. 从拟合曲线形状参数w来看, 试样B1和B2均明显小于试样T1和T2, 而试样B1和B2之间、试样T1和T2之间则没有显著差异, 这说明接头下部气孔尺寸的分布更加集中. 总之, 7020-T651铝合金激光复合焊中的微气孔尺寸很小, 尺寸大于0.1 mm的单个气孔较少出现, 这是使用传统的测试技术所不可能获得的特征尺寸, 也是以往常规研究中获得的微气孔数量较少和气孔尺寸较大的主要原因. 单从气孔尺寸上看, 激光复合焊具有传统弧焊无以比拟的技术优势。
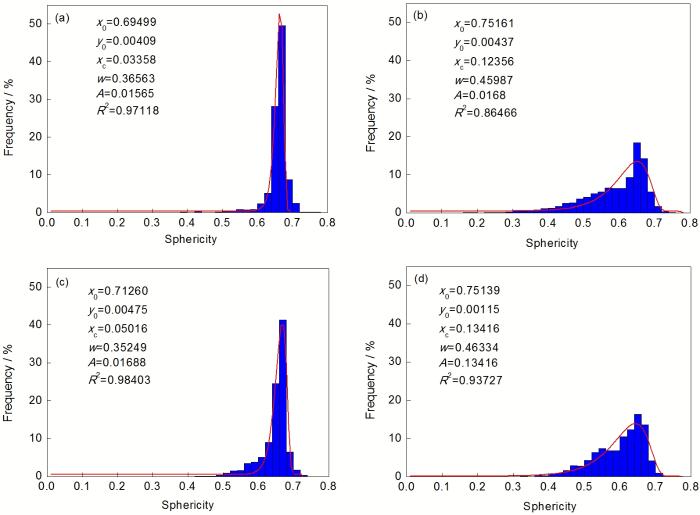
由图6可知, 试样B1和B2中Y的最大频率分布在0.64~0.66组内, 而试样T1和T2中Y的最大频率则分布在0.66~0.68组内, 并且它们的分布均向左偏斜. 图6从圆整度的角度说明了焊缝上部气孔形状更接近球形, 而且铝合金焊缝中的气孔大多为近球形, 少见不规则的凝固疏松. 而从拟合参数w来看, 试样T1和T2均明显小于试样B1和B2, 而试样B1和B2之间、试样T1和T2之间则没有显著差异, 这说明接头上部气孔圆整度的分布更加集中, 并且焊接速率对于气孔圆整度分布的影响不大。
众所周知, D与疲劳裂纹萌生有直接关系, 即气孔形心至自由表面越近, 该气孔越易于形成应力集中以及塑性变形和滑移, 从而萌生裂纹[25]. 从图7可以看出, 4个试样内部D的频率直方图呈现出若干个峰值, 拟合得到的峰值的位置主要在距离自由表面100 μm以及900 μm附近, 这说明气孔在接头的自由表面附近以及中部更加集中. 而从气孔与裂纹萌生关系上看, 更应注意自由表面附近的气孔分布。
图6 圆整度的直方图及其修正对数正态拟合曲线
Fig.6 Distributions of sphericity of pores and their modified lognormal curves fitting inside hybrid weld samples T1 (a), B1 (b), T2 (c) and B2 (d) (x0—scale parameter)
图7 气孔至自由表面距离的直方图及其多项式拟合曲线
Fig.7 Distance to free surface of pores and their Voigt profile functions fitting inside hybrid weld samples T1 (a), B1 (b), T2 (c) and B2 (d) (n—the number of peaks; Ai—area of the ith peak; WLi, WGi—full width at half maximum of the ith peak for Lorentz and Gauss composition, respectively; xci—central position of the ith peak; yb—base line position)
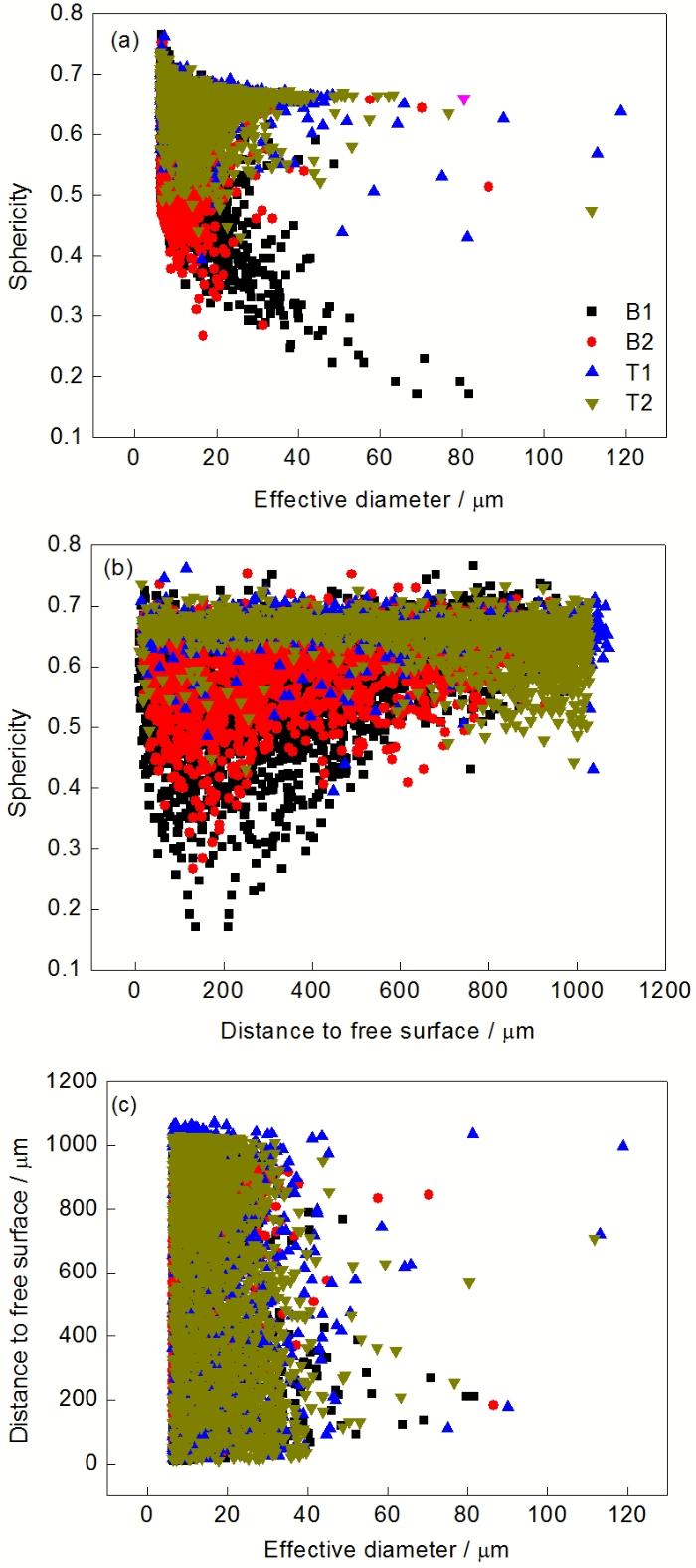
为了考察复合焊缝中微气孔的尺寸、空间分布及形貌特征之间的关系, 给出了4个试样中Y, d和D两两之间的散点图, 如图8所示。
从图8a可以看出, 气孔的Y在0.4~0.7之间变化, 且焊缝中气孔的d在10~40 μm之间变化. 其中焊缝上部气孔的Y一般较下部气孔大. 对于d大于30 μm的气孔, 焊缝下部取样区B1和B2中气孔的Y随着d的增大而减小(d较大的微气孔可能是一种热裂纹或者工艺型气孔), 并且分散性也降低; 而上部取样区T1和T2中气孔的Y随d的增大而增大(即说明焊缝上部尺寸越大的微气孔可以确定为上浮但未能成功逃逸的冶金型气孔)。
图8 气孔圆整度、等效直径及其至自由表面距离的关系
Fig.8 Relationships between sphericity and effective diameter (a), sphericity and the distance to free surface (b) and the distance to free surface and effective diameter (c)
从图8b可以看出, 在焊缝中, 从上到下都存在大量Y在0.6以上的近球形气孔, 但越靠近自由表面, 焊缝上部气孔的Y分散性越小, 焊缝下部气孔的Y分散性越大. 这说明, 从焊缝的上表面到下表面, 气孔不规则性增大; 另外由于试板较薄(为2 mm), 激光复合焊速率大, 冷却速率快, 气孔从形核到长大上浮至焊缝上表面, 过程很短, 因此d和Y差别并不明显。
图8c也说明, d较大的气孔主要分布于距离自由表面较近的接头次表面或者距离自由表面较远的接头中部, 其他部位则分布较少; 另外焊缝上部的气孔数总体上大于下部区域。
铝合金熔焊接头内部包含着气孔、热裂纹和工艺缩孔, 但它们的形貌各不相同. 作者所在课题组进行了大量实验研究和统计分析[26]发现, 工艺型缩孔在稳定性良好的激光复合焊中较少出现, 因此不予考虑. 热裂纹的形成主要是由于熔池在下塌的同时凝固, 从而在重力致拉伸应力作用下沿着枝晶边界裂开, 如图3所示. 图9给出了试样中典型的气孔和热裂纹形貌. 少数气孔间的连通导致其圆整度的降低, 而热裂纹往往张开形成较大的气孔或者与气孔相连接, 它们往往也具有较大的圆整度. 因此气孔和热裂纹不存在明显的圆整度临界线。
图9 接头中典型的气孔和热裂纹
Fig.9 Gas micro pores and hot cracks within hybrid welds(a) individual pore(b) linked pores(c, d) linked thermal cracks
为了表征不同类型气孔形貌的复杂度, 引入扁平度F, 定义为气孔拟合椭球的最长半轴a与最短半轴c的比值. 该参数表示气孔朝某一平面延伸的程度. 4个样品中气孔的Y与F的关系如图10所示. 可以看出, 总体而言, Y较低的气孔, 其F在取值较大的位置分布, 并且分散性也越来较大, 这说明气孔形貌的差异性随着Y的降低逐渐变大. 此外, 试样B1和B2中气孔的Y和F的分布范围要明显大于试样T1和T2, 这是由于这2个接头下部试样内存在较多的气孔之间或者气孔与热裂纹相连接的现象, 从而造成其Y减小, F增大。
(1) 激光复合焊7020-T651铝合金焊缝中的微气孔主要为近球形的冶金型气孔, 圆整度在0.65以上, 质量良好的接头中的气孔分布以焊缝中心线呈现近似对称特性, 且焊缝上部气孔尺寸较大, 热影响区和下部密集且尺寸小。
(2) 由于熔池有下塌倾向, 加之凝固较快形成枝晶网络, 拉应力导致枝晶间液膜的剥离张开, 可能是焊缝下部横向(垂直于焊缝)层叠分布的热裂纹的主要原因, 也是导致气孔之间以及气孔和热裂纹之间产生连通的可能原因之一。
(3) 焊缝中普遍存在等效直径在20 μm内的气孔, 在焊缝上部和下部的频率分别为65%和85%, 而100 μm以上的大尺寸气孔较少出现; 焊缝上部气孔的平均体积和最大等效直径普遍大于下部。
(4) 焊接速率越大, 亦即焊接线热输入越小, 焊缝中气孔等效直径和体积分数呈现减小趋势, 但对气孔形貌和位置的分布影响较小。
(5) 气孔等效直径、圆整度及形心至自由表面距离的分组概率分别使用对数正态曲线、修正对数正态曲线和Voigt多峰函数拟合效果较好。
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
|
| [24] |
|
| [25] |
|
| [26] |
|

/
| 〈 |
|
〉 |






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}