
李双明 , 耿振博
, 耿振博
LI Shuangming, GENG Zhenbo
中图分类号: TG292
文献标识码: A
文章编号: 0412-1961(2015)01-0114-07
通讯作者:
修回日期: 2014-07-18
网络出版日期: --
版权声明: 2015 《金属学报》编辑部 版权所有 2014, 金属学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
李双明, 男, 1971年生, 教授
展开
摘要
对高熔点金属Nb, W, Ta, Mo及Ir电子束区熔熔区高度进行了稳定性分析, 发现在区熔相同尺寸试样时, 能够稳定熔区高度大小排序依次为Nb>Mo>W>Ta>Ir. 计算获得了这5种金属的晶体生长角在8°~13°之间, 发现生长角不为零对大尺寸试样熔区高度起主导作用, 同时金属的实际晶体生长角与界面生长机制有关. 当为粗糙界面生长机制时, 生长角随区熔凝固速率增加变化不大; 而为位错生长机制时, 生长角随区熔凝固速率增加而减少; 如为小面生长机制时, 生长角在低速下会大幅度减小, 并随凝固速率增加而增大. 采用较大的凝固速率(约1 mm/min)有利于控制Ir和Mo晶体生长角变化和熔区高度, 这一点与Mo区熔单晶生长实验结果基本吻合.
关键词:
Abstract
The height of floating zone and molten zone instability for five pure metals including Nb, W, Ta, Mo, and Ir with high melting points is investigated using electron beam floating zone method (EBFZM). The results show that the height level of floating zone for these five metals are in order with the sequence of Nb>Mo>W>Ta>Ir. The crystal growth angles for these metals are in the range of 8°~13° and the sample in large size can be developed by EBFZM as the growth angle is found not to be zero. Meanwhile, the actual growth angles are related with the interface growth mechanism. For continuous growth mechanism, the growth angles vary slightly with the solidification rate for rough interface, and for dislocation growth mechanism, the growth angles decrease with increasing the solidification rate. If faceting growth mechanism prevails, the growth angles drop remarkably at a low solidification rate and further increase with increasing the solidification rate. Additionally, by employing EBFZM growth of Ir and Mo pure metals, a solidification rate approaching 1 mm/min is available for controlling the growth angle and the height of floating zone. These calculations fit well with the experimental results of Mo single crystal prepared by EBFZM.
Keywords:
金属W, Mo, Nb, Ta, Ir及其合金单晶, 因具有优良的综合性能而广泛应用于电子电气、航空、航天、医学等许多高科技领域[1-3]. 其中, W和Mo单晶因优异的高温抗疲劳性能、低的韧脆转变温度、高真空功率函数, 小的热中子捕获截面、低电阻率与核材料相容性好等综合性能而成为理想的空间反应堆离子能量转换器发射极材料, 已成功应用于TOPAZ型空间反应堆中. Nb单晶正作为热离子燃料元件的接受材料进行开发和应用. 对于Ir单晶, 它是金刚石材料最好的外延生长基材[4], 而Ir单晶坩埚拉出的单晶钇铝石榴石(熔点接近2000 ℃)质量高, 使用寿命可达2500~3000 h[5].
金属W, Mo, Nb, Ta, Ir都是高熔点材料, 其中Ir熔点最低, 为2443 ℃, W的熔点高达3370 ℃, 因此在熔体法生长单晶时, 并无合适的坩埚以供熔炼, 只能采用无坩埚的电子束悬浮区域熔炼法(electron beam floating zone method, EBFZM), 该方法也是制备难熔金属单晶最有效的工艺方法[6]. 目前采用该技术, 国内外已成功制备出了直径超过30 mm的W和Mo难熔单晶[7,8]. 考虑到EBFZM制备难熔金属单晶的关键是保持金属熔区的稳定性, 而熔区稳定性靠表面张力来维持, 并与合金密度密切相关. 这5种金属中, Ir的固态金属密度最大, 为22.42 g/cm3, 比W的密度(19.35 g/cm3)大17%, 较Mo (10.2 g/cm3)大一倍, 因此金属Ir单晶制备难度要远大于W和Mo单晶. 同时, 熔区稳定性还与晶体生长角密切相关[9], 尽管国内外已报道成功制备出了W和Mo单晶, 但有关这5种金属晶体生长角与熔区稳定性的关系仍然没见报道.
本工作首先从理论上来讨论EBFZM中熔区的稳定性, 然后计算出了上述5种高熔点金属的晶体生长角, 给出了晶体生长角及凝固速率对熔区稳定性的作用, 获得了难熔金属单晶生长中熔区稳定合理的高度以及凝固速率范围, 上述研究不仅对Nb, Ta及Ir单晶的生长有很好的指导作用, 而且对其它难熔金属晶体生长也有较好的参考价值.
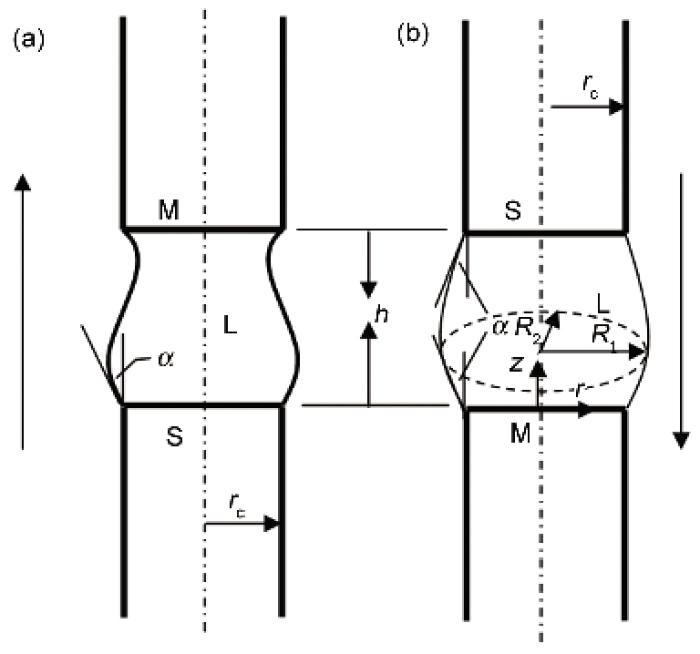
图1是难熔金属电子束悬浮区域熔炼法的示意图, 其中图1a是熔区向上凝固的形状, 而图1b是熔区向下凝固的形状, 图中a为晶体生长角. 不同材料的a不同, 如对于半导体Si来说, a大约为10°~11°[10]; 而InSb的a为25°~30°[11], a的大小会严重影响熔区的形状及其稳定性. 对于图1中2种形状的熔区来说, 当熔区高度超过一定值时, 由于液态金属表面张力不能平衡熔区高度产生的静压力, 结果会导致熔区塌漏而使晶体生长实验失败, 为此研究晶体生长角对熔区稳定性影响对区熔晶体生长十分重要.
图1 电子束悬浮区域熔炼(EBFZM)晶体生长中向上凝固和向下凝固的熔区形状示意图
Fig.1 Schematic shapes of a molten floating zone growth of a cylindrical crystal by electron beam floating zone method (EBFZM) (M—melting interface, S—solidification interface, L—liquid metal, a—growth angle, rc—growing crystal radius, h—height of molten zone, R1 and R2—radii of principal curvature, r—axial coordinate, z—vertical coordinate)(a) upward growth(b) pulling down growth
在图1电子束区熔晶体稳态生长中, 如果不考虑晶体旋转造成的离心力(晶体生长时转速一般为1~2 r/min, 其产生的离心力与表面张力相比, 至少小1个数量级以上[9]), 则熔区高度产生的静压力需被金属熔体表面张力所支撑, 为此熔区上存在如下的力平衡关系:
式中, glv为区熔金属的表面张力(其值与金属液/气表面能数值相等); R1和R2是熔区的2个主曲率半径, 见图1b中截面所示; r为液态金属密度; g为重力加速度; z为熔区高度对应的纵坐标.
简化条件下, 如果熔区形状为同一直径的圆柱(R1=R2=R), 且熔区侧面保持垂直状态, 即为晶体生长角a为零的情况, 则有:
a=0
此时式(1)可变为:
式中, R为熔区的半径, h为熔区的高度(见图1所示), 因此液态金属表面张力可支撑的熔区高度为:
从式(3)可看出, 随熔区半径R减小, 区熔熔区稳定性高度增加. 当
式(4)中等号为熔区稳定最大高度, 当h大于式(4)给出的数值, 熔区本身发生分解.
表1 5种高熔点金属的物性参数[13,14]
Table 1 Physical parameters for five pure metals with high melting points[13,14]
| Metal | r / (g·m-3) | Tm / ℃ | gsl / (mN·m-1) | glv / (mN·m-1) | a / (°) | hmax / mm | ||
|---|---|---|---|---|---|---|---|---|
| Ir | 20.00 | 2443 | 411 | 2241 | 10.6 | 8.4 | ||
| Mo | 9.34 | 2620 | 464 | 2110 | 12.7 | 11.9 | ||
| Nb | 7.83 | 2468 | 347 | 2335 | 8.4 | 13.7 | ||
| Ta | 15.00 | 2950 | 415 | 2467 | 9.7 | 10.1 | ||
| W | 16.20 | 3370 | 510 | 2676 | 12.0 | 10.2 | ||
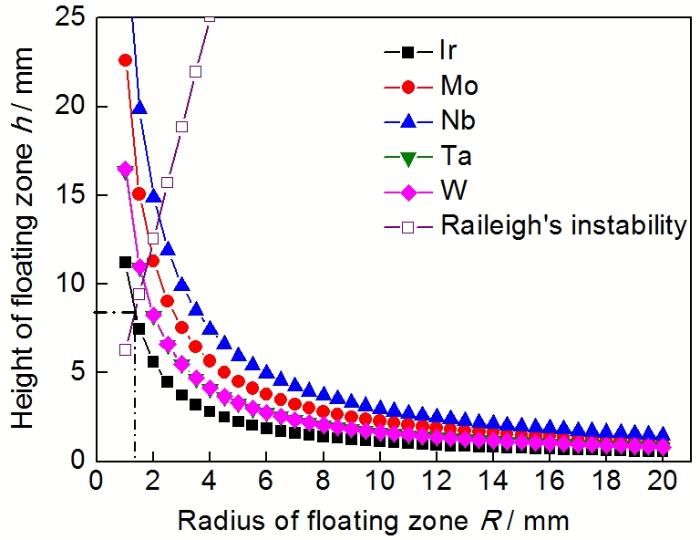
图2 电子束悬浮区域熔炼下5种金属稳定生长的熔区高度与熔区半径之间的关系
Fig.2 Relationship of heights of floating zone of Ir, Mo, Nb, Ta, and W with the radius of the floating zone stable growth by EBFZM, and imposed with the Rayleigh′s instability results
表1给出了5种高熔点金属物性参数[13,14]. 图2是采用表1中参数, 结合式(3)和(4)计算出的可稳定生长的熔区高度曲线, 其中可支撑熔区高度最大值(hmax)为:
由于式(4)中Rayleigh不稳定性造成的熔区高度与熔区半径成正比, 而式(3)中表面张力稳定的熔区高度与熔区半径成反比, 因此这2种曲线有1个交点, 见图2中2个虚线的交点所示. 在交点的左侧, 表面张力稳定的熔区高度远大于Rayleigh不稳定造成的熔区高度, 因此在该情况下, 区熔熔区高度主要取决于Rayleigh不稳定性造成的影响; 在交点的右侧, Rayleigh不稳定性造成的熔区高度逐渐增加, 而表面张力所支撑的熔区高度随熔区尺寸增加逐渐减小, 因此在交点的右侧, 稳定区熔熔区的高度取决于表面张力的大小, 而交点处对应的熔区半径
另外从表1数据还可看出, 高熔点金属的表面张力(glv)相差不大, 而金属的密度相差很大, 因此密度小的金属, 能够在表面张力作用下支撑较大的熔区高度, 如Nb的液态金属密度为7.83 g/cm3, 而Ir为20 g/cm3, 在区熔相同尺寸试样时, 表面张力能支撑的Nb熔区高度就为Ir的2.5倍, 因此图2中表面张力能够稳定的区熔熔区高度排序依次为Nb>Mo>W>Ta>Ir.
同时根据式(5), 在a=0的前提下, 可分别获得高熔点金属Nb, Mo, Ta, W和Ir熔区高度最大值分别为13.7, 11.9, 10.1, 10.2和8.4 mm (表1), 该结果也为图2中曲线与直线交点的纵坐标数值, 而结果对应的横坐标熔区半径在2.5 mm以下. 由此看来, 稳定区熔大尺寸试样, 能够实现晶体生长的熔区高度会相应减小.
由于a=0时, 熔区侧面是垂直的, 因此熔区形状与生长的晶体形状是一致的, 但实验中, 获得的晶体尺寸并不一定与熔区形状相同, 这说明实际凝固中晶体生长角a可以不为零. 另外已有Mo区熔单晶生长实验结果表明, 区熔大尺寸试样时, 能够稳定生长的熔区高度可以超过5 mm[15], 比图2中结果要大, 说明晶体生长角能够在一定程度上增大熔区生长的稳定性. 对于
将R1主曲率半径的数学表达式代入式(1)中有:
结合图1b的坐标, 则:
其中,
将式(8)代入式(10), 即:
结合图1b的坐标(由于熔区对称, 仅对一半熔区进行分析), 对式(11)进行积分:
由于
结合a1=0和
另外, 有研究[16]表明实际晶体生长角与凝固速率存在如下关系:
式中, DT和V分别为金属凝固生长的过冷度与凝固速率;
根据表1中固/液界面能和液/气表面能数值, 计算获得的5种金属的晶体生长角
在晶体生长中, 根据金属凝固理论可知,
式中,
图3 生长角不为零电子束悬浮区域熔炼下Mo和Ir金属稳定生长的熔区高度与熔区半径之间的关系
Fig.3 Relationship of heights of floating zone of Ir and Mo with the radius of floating zone stable growth by EBFZM as the growth angle does not equal to zero
考虑到Mo区熔单晶生长有一定的实验报道, 而Ir单晶生长难度较大, 下面以这2种金属区熔生长为例进行分析. 图3是根据式(14)和(15), 在凝固速率为零的条件下, 2种金属熔区稳定性高度与熔区半径之间的关系. 从中可看出, 熔区半径较小的情况下, 式(15)计算获得的熔区高度远大于式(14), 说明小尺寸试样熔区区熔主要为侧面垂直状态(a=0); 而熔区半径较大时, 式(15)和(14)计算结果接近, 说明生长角不为零对熔区高度支撑作用占主导地位. 为此利用生长角不为零可以实现大尺寸试样区熔熔炼, 这一点也是needle-eye technique和Pedestal technique能够区熔生长大尺寸单晶的原因. 如对半导体Si来说, 采用needle-eye technique可以区熔生长直径200 mm的Si单晶, 区熔高度也有16 mm左右[17]. 具体对本工作中金属Mo和Ir来说, 在熔区半径达到20 mm时, 式(15)计算获得金属Mo的区熔高度为7.4 mm, Ir为4.6 mm, 而根据式(14)计算的Mo和Ir的结果分别为6.3和4.1 mm, 两者相差较小, 因此对大尺寸熔区, 式(15)和(14)都能为区熔生长提供熔区高度参数.
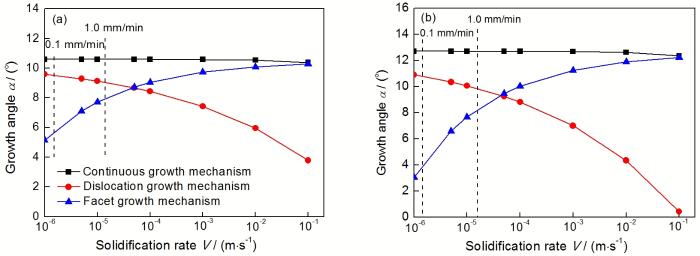
图4 Ir和Mo金属电子束悬浮区域熔炼下凝固速率对晶体生长角的影响
Fig.4 Crystal growth angles as a function of the solidification rate for Ir (a) and Mo (b) prepared by EBFZM
图5 不同晶体生长机制下直径30 mm的Ir和Mo金属电子束悬浮区域熔炼中凝固速率对熔区高度的影响
Fig.5 Heights of floating zone vs the solidification rate of Ir (a) and Mo (b) in diameter of 30 mm prepared by EBFZM at different growth mechanisms
进一步考虑金属Ir和Mo凝固速率对晶体生长角的影响, 如图4a和b所示. 其中式(18)参数取值参考文献[18], 对图4a中金属Ir来说, 取k=1, mc=1, ms=10-2, A=102, B=1; 而对金属Mo来说, 取k=1.5, mc=0.9, ms=6.94×10-3, A=103, B=2. 从图4给出的曲线来看, 尽管参数取值略有差别, 但金属Ir和Mo凝固速率对晶体生长角的影响基本上是一致的.
对于粗糙界面连续生长机制, 随凝固速率的增加, 金属Ir和Mo实际晶体生长角变化不大. 对位错生长机制, 随凝固速率的增加, 2种金属实际晶体生长角变小; 与粗糙界面和位错生长机制相反, 小面生长过程中, 2种金属实际生长角在低速下大幅度减小, 并随凝固速率增加而增大.
考虑到实际凝固过程中, 凝固速率一般处于0.1~1.0 mm/min之间[1], 如果凝固速率继续增加, 晶体生长机制会从相应的位错生长机制或小面生长机制转变为粗糙界面生长机制[20], 因此图4中位错生长机制和小面生长机制只能在低凝固速率下起作用. 从图4可看出, 该速率下粗糙界面和位错生长机制对实际晶体生长角的影响较小, 而小面生长中实际生长角会变化很大, 上述结论与实验观测结果是一致的, 因为在Mo区熔单晶生长中[7], 如果为小面生长机制, 则试样尺寸很不均匀(生长角发生变化), 而如果为取向一致的粗糙界面或位错生长单晶, 试样尺寸的一致性很好(生长角变化较小).
同样, 凝固速率对生长角的影响会造成熔区高度的变化, 图5是金属Ir和Mo在不同晶体生长机制下可稳定支撑的熔区高度. 从中可看出, 在凝固速率0.1~1.0 mm/min之间, 粗糙界面生长的金属Ir和Mo在表面张力的作用下可分别支撑4.8和7.8 mm, 而在小面生长机制下, 只能支撑3.6和4.6 mm. 随凝固速率的增加, 可支撑的熔区高度也相应增大, 因此要实现高熔点金属Ir和Mo区熔单晶生长, 较好的工艺是采用较大的凝固速率, 尽量避开很低的凝固速率. 在正常的凝固速率范围0.1~1.0 mm/min内, 金属Ir不同生长机制稍微有所变化, 如对位错生长机制来说, 可支撑的熔区高度从4.8 mm下降到4.5 mm, 粗糙界面生长机制几乎没有太大的变化, 而小面生长机制, 可支撑熔区高度从3.6 mm增加到了4.2 mm. 上述规律也适用于金属Mo的区熔生长, 因此采用较大的凝固速率(约1.0 mm/min)不仅使生长角变化小, 试样均匀性好, 同样对可支撑的熔区高度来说也是有利的.
如果生长角不为零, 同时存在2个曲率半径的情况下, 式(1)变为一个非线形方程, 不能获得解析解, 只能通过数值计算方法来获得有关熔区高度与生长角的关系, 这需要进一步加以详细讨论. 本计算中将生长角应用到高熔点金属的电子束区熔晶体生长工艺中, 并与熔区稳定性高度和凝固工艺参数(抽拉速率)联系在一起, 且与界面生长机制相关, 这方面的研究揭示出了高熔点金属单晶生长中杂晶出现的原因可能是多方面的, 体现出工艺控制的重要性. 考虑到高温熔体晶体生长实验中还没有方法检测晶体不同生长机制, 为此理论研究中有关熔区高度微小变化造成生长机制改变, 目前还不能通过实验加以验证. 在实验难以检测的前提下, 开展理论研究, 有助于对难熔及高熔点金属电子束区熔晶体生长有更好的认识, 这为后续准确控制晶体生长工艺提供了指导.
(1) 计算获得了高熔点金属Nb, W, Ta, Mo及Ir的晶体生长角在8°~13°之间. 在区熔相同尺寸试样时, 能够稳定熔区高度大小排序依次为Nb>Mo>W>Ta>Ir. 大尺寸试样区熔中, 晶体生长角不为零对熔区高度稳定性作用占主导地位.
(2) 高熔点金属Nb, W, Ta, Mo及Ir的实际晶体生长角与界面生长机制相关. 当为粗糙界面生长机制时, 生长角随区熔凝固速率增加变化不大; 而为位错生长机制时, 生长角随区熔凝固速率增加而减少; 如为小面生长机制时, 生长角在低速下会大幅度减小, 并随凝固速率增加而增大. 采用较大的凝固速率(约1.0 mm/min)有利于控制晶体生长角变化和稳定熔区高度.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|

/
| 〈 |
|
〉 |


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}