
李小琳, 王昭东
东北大学轧制技术及连轧自动化国家重点实验室, 沈阳 110819
LI Xiaolin, WANG Zhaodong
中图分类号: TG113
通讯作者:
收稿日期: 2014-10-15
修回日期: 2014-10-15
接受日期: 2015-02-18
网络出版日期: --
版权声明: 2015 《金属学报》编辑部 版权所有 2014, 金属学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
李小琳, 女, 1990年生, 博士生
展开
摘要
研究了经一步淬火C配分(Q&P)工艺处理的双马氏体实验钢的微观组织与力学性能, 并与经直接淬火及淬火回火(Q&T)工艺处理的实验钢进行对比, 初步探讨了一步Q&P工艺对材料微观组织和力学性能的影响规律. 结果表明, 显微组织主要由板条马氏体、片状马氏体和板条间薄膜状残余奥氏体组成, 且随着保温时间的延长, 片状马氏体含量先增加后减小, 残余奥氏体含量逐渐增大且趋于稳定. 与传统的直接淬火及Q&T工艺相比, 经一步 Q&P工艺处理后的实验钢具有良好的综合力学性能, 即具备高强度的同时也具备良好的塑性, 其强塑积、抗拉强度和延伸率分别可达21774.2 MPa%, 1442 MPa和15.1%, 且随着保温时间的延长, 抗拉强度逐渐减小, 延伸率逐渐增大且趋于稳定.
关键词:
Abstract
In accordance with the demand for reduced fuel consumption and CO2 emissions in automobiles, and with the increasing high demand for vehicle lightweight and safety, advanced high- strength steels (AHSS) have received more attentions in recent years. The recent trend for the development of AHSS has been concentrated on the complex microstructure with multiphase. Quenching and partitioning (Q&P) steel with carbon-enriched austenite within martensitic matrix as a competitive candidate of AHSS have been developed widely. It has high strength and good ductility depending on the multiphase microstructure. Therefore, the relationship of the mechanical property and the microstructure of the Q&P steels should be studied in detail. In the present work, the microstructure characterization and mechanical properties of the experimental steel treated by one step Q&P process were investigated, as well as the direct quenching and Q&T processes. The results show that the microstructure of the steel treated by one step Q&P process mainly consists of lath martensite, plate martensite and residual austenite films between martensite laths. With a increase in the holding time, the fraction of the plate martensite firstly increases and then reduces, while that of the retained austenite firstly increases and then becomes constant. The combination of strength and elongation of the steel processed by one step Q&P is much better than the one processed by the other two, that is to say, the former one can possess good strength and ductility at the same time. The product of tensile strength and elongation, the tensile strength and the elongation can achieve 21774.2 MPa·%, 1442 MPa and 15.1%, respectively. Along with the holding time increasing, tensile strength decreases but elongation rises and finally be stable.
Keywords:
近年来, 随着人们对汽车轻量化和安全性等要求的不断提高, 先进高强钢(AHSS)因具有较大的减重潜力和极高的碰撞能量吸收特性, 而被广泛关注[1-4]. AHSS的设计理念是通过热处理工艺控制显微组织, 期望显著提高材料强度的同时不损害甚至提高材料的塑韧性. Speer等[5,6]基于传统马氏体钢和相变诱导塑性(TRIP)钢提出了一种研发高强高塑性马氏体钢的新工艺——淬火&配分(Q&P)工艺. 该工艺是将实验钢从奥氏体区淬火至马氏体相变开始温度(Ms)和终止温度(Mf)之间的某一温度, 然后在此温度(一步Q&P)或略高于此温度 (两步Q&P)的适当温度下等温一段时间, 使C自过饱和马氏体向奥氏体中扩散, 最后淬火至室温, 得到主要由马氏体和富C的残余奥氏体组成的多相组织. 与传统马氏体钢以及TRIP钢相比, 采用Q&P工艺处理后能够有效提高残余奥氏体的体积分数, 实现了在具备高强度的同时兼备良好的塑韧性这一目标[7-10].
自Q&P工艺提出以后, 其工艺参数对组织演变和力学性能的影响规律被广泛研究. Bagliani等[11]以0.28C-1.4Si-0.67Mn-1.49Cr-0.56Mo实验钢为基础, 利用Q&P工艺成功研发出强塑积大于20000 MPa%的, 以马氏体为基体、残余奥氏体为塑性控制相的高强高塑性汽车用钢. 随着检测技术的发展, 研究者对Q&P钢的组织表征也逐渐细化. 王存宇等[12-14]根据马氏体形成时间的不同, 将马氏体分为一次淬火马氏体(M1)和二次淬火马氏体(M2), 并根据2者的耐腐蚀程度差异对其进行分辨, 认为M1在配分过程中发生了回火, 较新鲜的M2易腐蚀. Santofimia等[15-17]通过背散射电子衍射(EBSD)对中高碳Q&P钢中的M1和M2分别进行表征得出, M1和M2的晶体结构和形貌特征差异很大, 其中M1的尺寸较大, 晶格畸变程度较小. 目前, 文献[12~17]中均对二次淬火过程中可能产生的片状马氏体关注较少. 片状马氏体的强度很高, 但塑性极差[18], 会显著影响Q&P钢的综合力学性能. 因此, 研究二次淬火过程中产生的片状马氏体非常重要.
目前, 国内外的研究工作主要集中在两步Q&P工艺对实验钢的微观组织及力学性能的影响[12-14,19-21]方面, 但该工艺复杂, 不适合大规模工业生产. 针对此问题, 本工作以一步Q&P工艺为核心展开研究, 通过对相变产物的晶体学表征, 详细分析了Q&P工艺中的组织演变规律. 与传统的直接淬火及Q&T工艺进行对比, 初步探讨一步Q&P工艺对实验钢综合性能的影响, 旨在开发一种更加节能、高效且实用的Q&P工艺.
实验钢的主要化学成分(质量分数, %)为: C 0.19, Si 1.55, Mn 1.53, Ni 0.95, Cr 1.01, Mo 0.45, Cu 1.01, Ti 0.033, B 0.0027, Al 0.025, Fe余量. 采用150 kg真空熔炼炉炼制, 为防止冶炼过程中钢的氧化, 冶炼时向炉中通入Ar气保护. 冶炼的钢水先铸成50 kg的钢锭, 再加热到1200 ℃保温2 h进行均匀化处理, 后经450 mm可逆式实验热轧机进行7道次轧制, 最终板厚约为5 mm, 终轧温度控制在(950±10) ℃, 轧后空冷至室温.
为了合理制定实验工艺参数, 采用Formaster-FII全自动相变仪测定实验钢的临界相变温度. 用线切割切取直径为3 mm, 长为10 mm的标准相变仪试样. 经测定, 实验钢的开始奥氏体化温度(Ac1)、完全奥氏体化温度(Ac3)、Ms和Mf分别为703, 880, 362和152 ℃. 为了使实验钢充分奥氏体化且又不至于晶粒粗大, 将奥氏体化温度设定为950 ℃. 各试样的热处理工艺如表1所示.
将热处理后的材料制成金相(OM)、透射电镜(TEM)、X射线衍射(XRD)和拉伸试样. OM试样经机械研磨和抛光后, 采用4% (体积分数)的硝酸酒精溶液腐蚀, 利用OLYMPUS GX71倒置式系统OM进行显微组织观察, 利用Image-Pro Plus图像分析软件分析各相的体积分数. TEM试样采用机械减薄至0.05 mm, 后在9% (体积分数)的HClO4和C2H5OH腐蚀液中进行双喷电解减薄, 使用Tecnai G2 F20 TEM观察其显微组织. XRD试样经砂纸研磨后电解抛光, 以消除机械研磨留下的残余应力, 减小其对残余奥氏体含量测定的影响. 其电解液配比为C2H5OH∶HClO4∶H2O=13∶2∶1 (体积比), 电解电压为20 V, 时间为25 s. 在D/max 2400型XRD仪上利用CuKa辐射测定试样中残余奥氏体的体积分数, 实验参数为: 电压56 kV, 电流182 mA, 步宽为0. 02°. 数据处理时选择马氏体(200)a和(211)a衍射峰和奥氏体(200)g, (220)g和(311)g衍射峰, 精确测定对应的衍射角2q和积分强度I, 再利用下式计算残余奥氏体的体积分数[22]:
表1 不同试样的热处理工艺参数
Table 1 Heat treatment parameters for different samples
| Sample | Process | Austenization T (t) | Quenchant | Quenching T (t) | Tempering T (t) |
|---|---|---|---|---|---|
| No.1 | Direct quenching | 950 ℃ (3 min) | Saturated NaCl solution | RT | - |
| No.2 | Direct quenching | 950 ℃ (3 min) | Water | RT | - |
| No.3 | Direct quenching | 950 ℃ (3 min) | Air | RT | - |
| No.4 | One step Q&P | 950 ℃ (3 min) | Molten NaNO2 | 300 ℃ (2 min) | - |
| No.5 | One step Q&P | 950 ℃ (3 min) | Molten NaNO2 | 300 ℃ (5 min) | - |
| No.6 | One step Q&P | 950 ℃ (3 min) | Molten NaNO2 | 300 ℃ (10 min) | - |
| No.7 | One step Q&P | 950 ℃ (3 min) | Molten NaNO2 | 300 ℃ (15 min) | - |
| No.8 | One step Q&P | 950 ℃ (3 min) | Molten NaNO2 | 300 ℃ (30 min) | - |
| No.9 | Q&T | 950 ℃ (3 min) | Saturated NaCl solution | RT | 300 ℃ (60 min) |
| No.10 | Q&T | 950 ℃ (3 min) | Water | RT | 300 ℃ (60 min) |
| No.11 | Q&T | 950 ℃ (3 min) | Air | RT | 300 ℃ (60 min) |
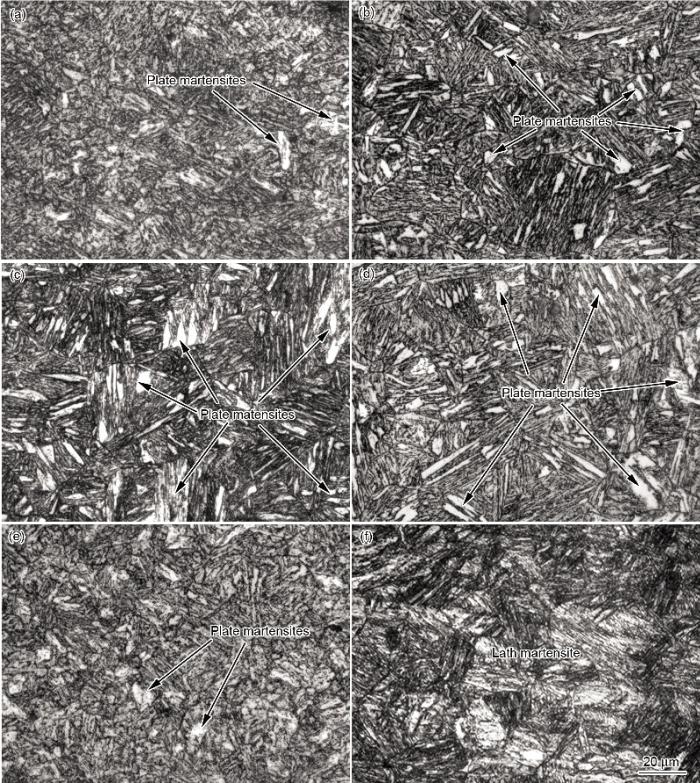
图1 不同试样的OM像
Fig.1 OM images of samples No.4 (a), No.5 (b), No.6 (c), No.7 (d), No.8 (e) and No.2 (f)
式中, Vγ是残余奥氏体的体积分数; Ia是马氏体的{200}和{211}任一晶面衍射峰的累积强度; Ig是奥氏体{200}, {220}和{311}任一晶面衍射峰的累积强度; G为奥氏体某一晶面与马氏体某一晶面强度有关的因子之比.
将所测量的5个衍射峰进行如下组合: (200)a-(200)g, (200)a-(220)g, (200)a-(311)g, (211)a-(200)g, (211)a-(220)g和(211)a-(311)g, 然后计算每组衍射峰对的累积强度比, 对应的G值分别为2.50, 1.38, 2.02, 1.19, 0.06和0.96, 代入式(1)中计算每一组的Vγ, 然后求其算术平均值, 作为最终的残余奥氏体的体积分数.
对于奥氏体, 每增加0.1% (质量分数)的C含量, 奥氏体的晶格常数
式中, xC为奥氏体中C的质量分数.
利用线切割沿轧制方向按照GB/T228-2010《金属材料拉伸试验》标准加工力学性能试样, 标距为25 mm, 拉伸实验在SANS5105万能试验机上进行, 应变速率为0.002 s-1, 温度为室温.
图1为经不同工艺热处理后试样的OM像. 其中图1a~e为经一步Q&P工艺处理后试样的显微组织, 图中的黑色区域为配分前淬火产生的低C板条马氏体; 白色区域为配分后淬火形成的高C片状马氏体, 其体积分数分别为2.6%, 4.9%, 9.4%, 5.2%和1.9%. 可以看出, 随配分时间的延长, 片状马氏体含量先增多后减少, 在配分10 min (试样No.6)时达到峰值. 文献[18]表明, 形成片状马氏体的最低C含量为0.60%, 形成残余奥氏体的最低C含量利用Ms的经验公式进行估算[24]:
式中, xMn, xNi, xCr, xMo, xSi和xAl分别为奥氏体中Mn, Ni, Cr, Mo, Si和Al的质量分数. 经式(3)计算得出, 残余奥氏体最低C含量为1.05%, 也就是说未转变奥氏体中C含量大于1.05%的部分在随后淬火过程中将以残余奥氏体形态存在, C含量在0.60%~1.05%之间的部分在后续的淬火过程中将转变为片状马氏体, C含量小于0.60%的部分在后续淬火过程中将转变为板条马氏体. 当配分时间为2~10 min时(图1a~c), 随着时间的延长, 片状马氏体含量升高, 这是因为配分时间很短时, 马氏体中C的化学势高于未转变奥氏体中C的化学势[25], 导致马氏体中的C原子不断向奥氏体中扩散, 因此随着配分时间的延长, 未转变奥氏体高C浓度区(0.60%~1.05%)不断增多, 这部分区域在随后冷却过程中将转变为片状马氏体, 10 min时片状马氏体含量达到峰值. 当配分时间继续增大时(图1d和e), 片状马氏体含量呈减小趋势, 其原因需要通过后续实验进一步确定. 图1f为试样No.2的显微组织. 可以看出, 其组织主要为板条马氏体, 这是因为完全奥氏体化后, 奥氏体区的C浓度均为0.19%, 所以没有观察到片状马氏体. 然而对于不同试样组织中有无残余奥氏体以及其形态分布还需要通过TEM进一步观察确定.
图2 试样No.8的膨胀曲线
Fig.2 Dilatation curve of sample No.8 (Δl—expansion increment, l0—original length, area 1—quenching process, areas 2 and 3—isothermal processes)
为了明确在一步 Q&P工艺中随着配分时间的延长片状马氏体含量减小的原因, 利用全自动相变仪模拟试样No.8的热处理工艺. 首先以10 ℃/s的加热速率加热到950 ℃保温3 min, 再以50 ℃/s的冷却速率冷至300 ℃保温30 min, 再用He气冷到室温, 其膨胀曲线如图2所示. 区域1为奥氏体化后淬火过程, 曲线上升是因为淬火过程中产生了板条马氏体; 区域2和3为等温过程, 可以看出, 区域2未出现曲线的上升, 当时间到达16 min (保温时间11 min)以后, 曲线开始上升, 直至保温结束. 等温过程中膨胀量的增大目前有2种解释[26,27]: (1) 等温过程中, 随着配分的进行, 未转变奥氏体中C含量不断升高, 使得Ms降低, 若Ms降低到300 ℃以下, 则相当于在贝氏体区等温, 膨胀量增大的原因为贝氏体转变; (2) Ms降低但是仍然在300 ℃以上, 此时膨胀量增大的原因为马氏体形核.
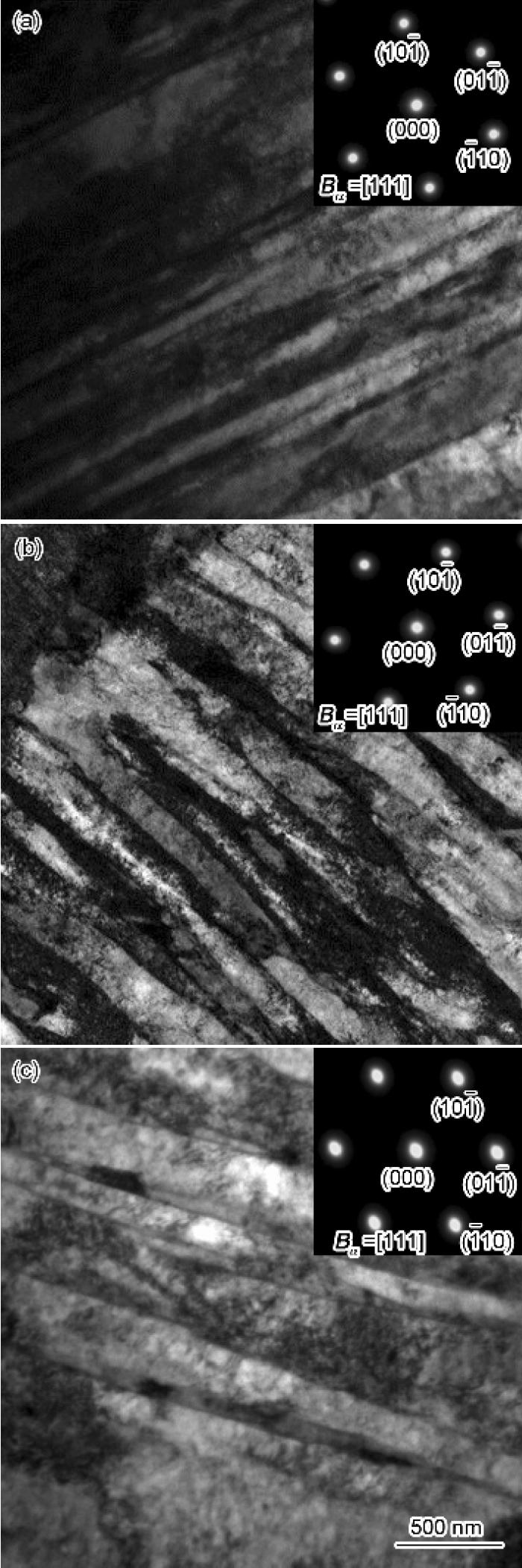
图3a~c为试样No.1~No.3的TEM像和SAED谱. 可以看出, 其组织均以板条马氏体为主, 其SAED谱中仅可以看到bcc衍射斑, 故推断组织中几乎没有残余奥氏体. 经测量, 3种工艺下马氏体板条平均宽度分别为120, 140和260 nm. 可以看出, 冷却速率越大, 马氏体板条越细. 这是因为当冷却速率增大时, 马氏体的形核驱动力增加, 形核点增多, 促使在给定奥氏体晶粒中的4个可能形核惯习面{111}g均可能成为形核位置, 形成的板条马氏体对原奥氏体晶粒造成分割, 令马氏体束的数目增加, 而奥氏体晶粒尺寸不会随冷却速率而改变, 因此马氏体束的尺寸会随着冷却速率的增大而减小.
图3 试样No.1~No.3的TEM像和SAED谱
Fig.3 TEM images and corresponding SAED patterns of the martensite (insets) of samples No.1 (a), No.2 (b) and No.3 (c)
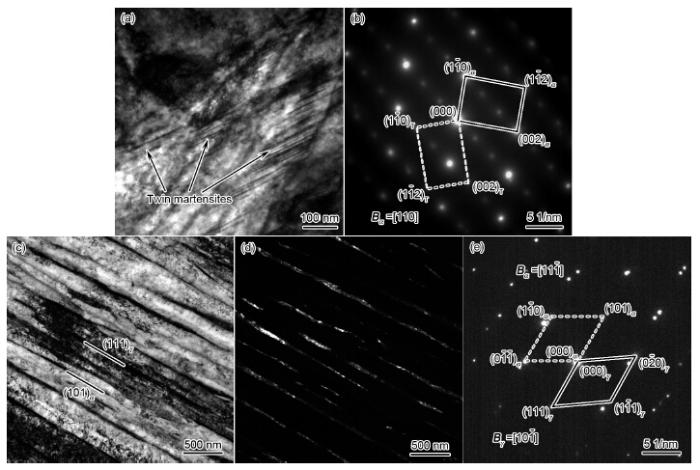
图4为试样No.6的TEM像和SAED谱. 可以看出, 其组织主要包括2种不同形态的马氏体以及板条间薄膜状残余奥氏体. 图4a中箭头所指区域为孪晶马氏体, 与OM像中白色区域的片状马氏体相对应. 图4b为bcc孪晶[110]晶带轴的SAED谱, 通过对其分析标定可知, 孪晶马氏体的孪生面为
图4 试样No.6的TEM像和SAED谱
Fig.4 Bright field image (a) and corresponding SAED pattern (b) of the twin martensite, bright (c) and dark (d) field images and corresponding SAED pattern (e) of the lath martensite and retained austensite of sample No.6
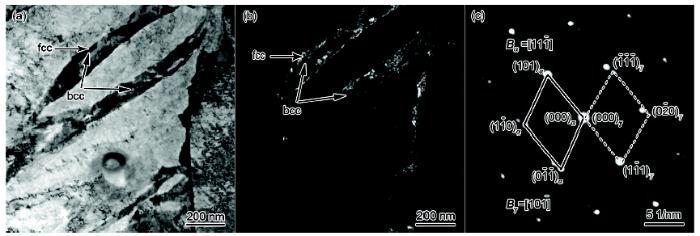
图5为试样No.8的TEM像. 其中, 图5c是图5a中衬度较深的板条(箭头所指区域)的SAED谱. 经分析标定可知, 其中有bcc相
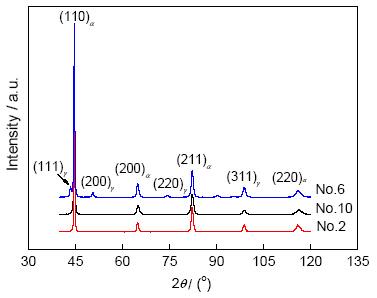
图6为不同试样的XRD谱. 可以看出, 试样No.2和No.10几乎观察不到残余奥氏体衍射峰, 而试样No.6具有明显的残余奥氏体衍射峰. 利用JADE软件结合式(1)和(2)计算残余奥氏体含量及其C含量, 得出试样No.4~8中残余奥氏体含量分别为5.1%, 6.4%, 8.1%, 8.2%和8.3%; C含量分别为1.14%, 1.35%, 1.38%, 1.38%和1.39%. 分析可知, 经一步 Q&P工艺处理后的试样有2个特点: (1) 残余奥氏体含量大, 其体积分数最高达8.3%, 这主要是由于在C配分过程中, C浓度高的奥氏体含量增多, 提高了室温下残余奥氏体含量, 可见一步 Q&P工艺有利于提高残余奥氏体含量; (2) 经一步 Q&P处理后的试样中, 随着配分时间增加, 残余奥氏体含量及其C含量均先增大, 10 min之后均趋于稳定.
图5 试样No.8的TEM像和SAED谱
Fig.5 Bright (a) and dark (b) field images and corresponding SAED pattern (c) of sample No.8
由图1可知, 当配分时间为10 min时, 片状马氏体含量最大, 继续延长配分时间, 片状马氏体含量开始减少, 且残余奥氏体含量在配分10 min之后增加很小, 这主要是因为10 min之后有相变发生, 如图2膨胀曲线所示, 通过TEM分析可知这一相变产物为bcc相, 如图5所示. 正是因为等温过程中的C配分与相转变之间的相互竞争决定了实验钢中片状马氏体及残余奥氏体含量[20].
表2为不同试样的力学性能. 对比试样No.1~No.3的力学性能可以得出, 抗拉强度(Rm)随着冷速的增大呈上升趋势, 延伸率变化趋势则相反, 这是由于淬火应力及细晶强化综合作用的结果. 试样No.4~No.8的Rm均大于1200 MPa, 强塑积大于20000 MPa%, 且随着保温时间的延长, 抗拉强度逐渐减小, 延伸率逐渐增大且趋于平稳. 抗拉强度逐渐减小的原因主要有以下2点: (1) 随着配分时间的延长, 马氏体中的C原子不断向奥氏体转移, 导致马氏体中的C浓度降低, 固溶强化作用减弱; (2) 随着配分时间延长, 板条马氏体中的位错密度不断降低, 而且位错逐渐平直化, 导致位错强化作用及内应变强化作用的减弱. 延伸率主要由实验钢中残余奥氏体含量决定, 因此其变化规律与残奥含量相对应, 逐渐增大且趋于稳定. 试样No.9~No.11的抗拉强度、延伸率及强塑积均介于直接淬火与一步Q&P工艺之间, 与文献[13,20]中的结论相似.
表2 不同试样的力学性能
Table 2 Mechanical properties of different samples
| Sample | Rm / MPa | δ / % | Rmδ / (MPa%) |
|---|---|---|---|
| No.1 | 1637 | 10.8 | 17679.6 |
| No.2 | 1611 | 11.2 | 18043.2 |
| No.3 | 1429 | 13.9 | 19963.1 |
| No.4 | 1485 | 14.3 | 21236.5 |
| No.5 | 1442 | 15.1 | 21774.2 |
| No.6 | 1369 | 15.8 | 21630.2 |
| No.7 | 1325 | 16.3 | 21605.5 |
| No.8 | 1275 | 16.8 | 21420.0 |
| No.9 | 1498 | 12.1 | 18125.8 |
| No.10 | 1469 | 12.7 | 18656.3 |
| No.11 | 1390 | 14.0 | 19460.0 |
从综合性能来看, 试样No.5的强塑积最大, 为21774.2 MPa%, 达到预期目标, 与直接淬火和Q&T工艺相比较, 强塑积明显增大. 与文献[20,29]中提到成分相似实验钢的两步Q&P工艺相比, 强塑积更高, 更高效节能且接近工业化生产.
(1) 经一步Q&P工艺处理后, 实验钢的显微组织主要由板条马氏体、片状马氏体和板条间薄膜状残余奥氏体组成. 其中片状马氏体含量随着配分时间的延长先增大后减小, 其在TEM像上呈现典型的孪晶特征, 孪生面为
(2) 与经直接淬火及Q&T工艺处理后的试样相比, 经一步 Q&P工艺处理后的试样具有良好的综合力学性能, 其强塑积、抗拉强度和延伸率分别可达21774.2 MPa%, 1442 MPa和15.1%. 且随着配分时间的增加, 抗拉强度逐渐减小, 延伸率逐渐增大且趋于稳定.
感谢东北大学轧制技术及连轧自动化国家重点实验室高翔宇老师在透射电镜样品分析及论文完成过程中给予的大力帮助.

/
| 〈 |
|
〉 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}