
杨超 , 付明杰
, 付明杰
YANG Chao, FU Mingjie
中图分类号: TG457
通讯作者:
修回日期: 2015-03-18
网络出版日期: --
版权声明: 2015 《金属学报》编辑部 版权所有 2014, 金属学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
作者简介: 杨超, 男, 1989 年生, 硕士生
展开
摘要
在转速1600 r/min, 焊速200 mm/min; 转速800 r/min, 焊速200 mm/min; 转速400 r/min, 焊速400 mm/min 3组参数下对2 mm厚的退火态7B04铝合金薄板进行搅拌摩擦焊接, 研究了焊接参数对焊缝质量及微观组织的影响, 并分析了焊核区的低温超塑性变形行为. 结果表明, 通过控制焊接参数, 可获得良好的焊接质量, 接头强度系数达100%. 焊核区发生动态再结晶, 生成细小等轴晶, 母材晶粒尺寸约为300 μm, 转速为1600, 800和 400 r/min时晶粒尺寸分别为2, 1和0.6 μm. 这种细晶组织有利于焊核区超塑变形, 在300 ℃, 焊核区在1×10-3和3×10-4 s-1应变速率下获得了160%~590%的延伸率, 在350 ℃, 1×10-3 s-1条件下获得高达790%的最大延伸率, 在约400 ℃时超塑性变形行为消失.
关键词:
Abstract
Annealed 7B04 Al sheets in thickness of 2 mm were subjected to friction stir welding (FSW) under three rotation rate and welding speed parameters of 1600 r/min, 200 mm/min; 800 r/min, 200 mm/min and 400 r/min, 400 mm/min, respectively. The effect of welding parameters on the tensile property and microstructure of the FSW joints were investigated, with more efforts focusing on the low-temperature superplasticity of the nugget zones (NZs). The results showed that FSW joints with high quality could be produced by controlling welding parameters, with a joint strength coefficient of 100% being obtained. Dynamic recrystallization took place in the NZs with fine and equiaxed grains generated. The grain size of the base material was about 300 μm, while it was significantly decreased in the NZs with decreasing the rotation rate: about 2, 1 and 0.6 μm for the above three samples, respectively. The fine grain structure of the NZs could facilitate their superplastic deformation. The NZs exhibited superplastic elongations ranged from 160% to 590% at 300 ℃ at strain rates of 1×10-3 and 3×10-4 s-1. The maximum superplasticity of 790% was obtained at 350 ℃ at the strain rate of 1×10-3 s-1. The ability to superplastic deformation disappeared in the NZs at 400 ℃.
Keywords:
在航空航天制造工业中, 存在大量的机身薄壁铝合金焊接, 其中一些焊缝除了要求具有良好的焊接强度外, 还要求在后续成形处理中具有一定的超塑变形能力, 而目前传统的熔化焊缝尚无法满足这一要求. 搅拌摩擦焊(FSW)作为一种新型固相连接技术[1,2], 可有效避免传统熔化焊产生的各种缺陷, 可实现传统认为不可焊的高强铝合金(如2000系和7000系铝合金)的高质量焊接[3,4]. 搅拌摩擦加工(FSP)是基于FSW 原理发展出的一种多功能的塑性加工技术[5,6], 其中利用FSP技术制备细晶/超细晶铝合金及其超塑性研究引起了愈来愈多的关注[5-10]. 这表明, 铝合金FSW焊缝也有可能像FSP加工区一样具备超塑变形能力, 因为二者的主要区别在于一是双板焊接, 一是单板加工.
铝合金超塑性属于细晶超塑性, 而热机械加工、等通道转角挤压等制备细晶/超细晶组织的剧烈塑性变形工艺较为复杂或受工件形状限制, 难以实现批量加工. 研究[11-14]指出, 利用FSW/FSP技术可以实现焊核区的组织细化, 获得细晶/超细晶组织, 不仅可获得优良的综合力学性能, 而且具有超塑变形能力[9]. 目前, 研究较为系统的是FSP铝合金的超塑性. Ma等[8]和Mishra等[15]研究表明, FSP 7075铝合金晶粒尺寸为3.8 μm时, 在480 ℃, 3×10-3~1×10-2 s-1应变速率范围内获得了超过1250%的延伸率; 随后Liu和Ma[16]报道了FSP 7075超细晶铝合金在350 ℃, 1×10-2 s-1应变速率获得了540%的延伸率, 实现了低温-高应变速率超塑性. 这些研究都证明了利用FSP技术可以在铝合金中获得细晶/超细晶组织, 从而获得良好的超塑性性能.
与FSP不同, FSW时接缝对接面上的氧化皮将会被搅入焊核区, 这将对接头力学性能产生一定程度的影响[17]. 然而, 现阶段关于7000系铝合金焊接接头的超塑性研究还很少, Motohashi等[18]报道了7075-T6铝合金经FSW (转速1500 r/min, 焊速300 mm/min)后, 在焊缝处可获得细晶组织, 并且焊核在400 ℃, 1×10-3 s-1应变速率条件下获得了440%的延伸率.
7B04是一种航空航天用高强铝合金, 被用作机身蒙皮、上下机翼梁壁、机舱壁等, 在航空航天领域应用较广[19,20], 其中7B04铝合金薄板占较大比重. 这就要求该合金具有良好的综合性能, 特别要求焊接接头要具有较好的超塑性, 以满足后续成形要求, 而焊核区具有超塑性是实现焊接接头超塑成型的前提条件. 目前关于7B04铝合金FSW的文章已有少量报道[21,22], 但关于FSW接头超塑变形行为的研究尚未见报道.
本工作对2 mm厚的退火态7B04铝合金薄板进行FSW对接焊接, 分析了焊接参数对焊接质量、微观组织和力学性能的影响, 重点研究了焊核区的低温超塑性, 探讨了其变形机理.
本实验所用材料为退火态7B04铝合金薄板, 尺寸为400 mm×95 mm×2 mm, 其主要化学成分(质量分数, %)为: Zn 3.17, Mg 0.15, Cu 0.67, Fe 0.15, Si 0.05, Mn 0.05, Al余量.
焊接设备为FSW-5LM-020型数控搅拌摩擦焊机, 实验中采用钢质焊接工具, 轴肩直径为10 mm; 搅拌针为M4的锥形螺纹针, 长度为1.65 mm. 选取3组参数对薄板进行对接焊接, 分别为转速400 r/min, 焊速400 mm/min (样品命名为400-400); 转速800 r/min, 焊速200 mm/min (样品命名为800-200); 转速1600 r/min, 焊速200 mm/min (样品命名为1600-200).
用MEF4A型万能光学显微镜(OM), Quanta 600型扫描电镜(SEM)和Tecnai F20型透射电镜(TEM)对接头微观组织进行分析. 金相样品垂直于焊缝的横截面取样, 样品经打磨、机械抛光后, 用体积分数比为NHO3:HCl:HF:H2O=2.5:1.5:1:95的Keller试剂腐蚀, 进行金相观察; TEM样品取自焊缝中心位置, 经粗磨、精磨至60 μm, 采用双喷电解减薄仪减薄, 双喷液为体积分数25%的HNO3和75%的CH3OH混合溶液, 温度-35 ℃, 电压17 V. 利用D/MAX2400 型X射线衍射仪(XRD)分别对母材(BM)区与400-400样品焊核区的横截面进行物相分析.
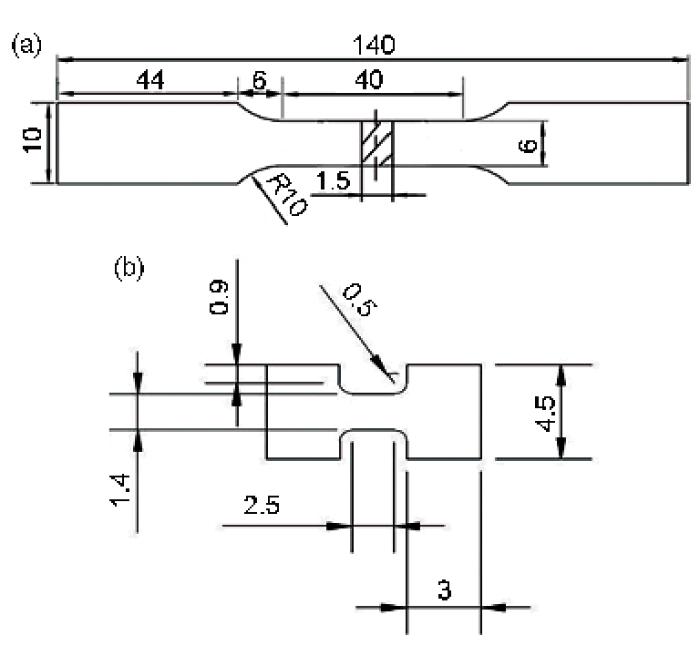
拉伸样品垂直于焊缝方向切取, 长度140 mm, 宽6 mm, 厚度1.5 mm, 标距40 mm, 样品尺寸如图1所示. BM纵向拉伸样品与焊缝拉伸样品尺寸相同, 其中, 每组拉伸样品取3个, 拉伸结果取其平均值. 拉伸实验在SANS-CMT5205 电子万能试验机上进行, 初始应变速率为1×10-3 s-1. 超塑拉伸试样沿焊缝方向在焊缝中心切取, 标距长2.5 mm, 宽1.4 mm, 试样经打磨、抛光至1 mm厚左右, 超塑性实验在INSTRON 5848微型拉伸机上进行, 实验温度200~400℃, 样品拉伸前保温15 min, 初始应变速率为1×10-3 和3×10-4 s-1.
图1 搅拌摩擦焊(FSW)接头室温拉伸样品和焊核区超塑性拉伸样品尺寸
Fig.1 Schematics of tensile sample of friction stir welding (FSW) joint at room temperature (a) and superplastic tensile sample of nugget zone (NZ) (b) (unit: mm)
表1为退火态7B04铝合金BM的拉伸性能测试结果. 可见, BM沿平行与垂直于轧制方向抗拉强度相当, 约为210 MPa. 表2为FSW接头的拉伸性能测试结果. 可见, 接头的抗拉强度约为213 MPa, 与BM抗拉强度相当. 这表明在所选取的工艺参数下均实现了该材料的等强度焊接.
表1 7B04铝合金母材(BM)的室温拉伸性能
Table 1 Tensile properties of 7B04 aluminum alloy base metal (BM) at room temperature
| Direction | Tensile strength / MPa | Yield strength / MPa | Elongation / % |
|---|---|---|---|
| Lengthways | 210.0 | 90.0 | 16.5 |
| Crosswise | 211.0 | 98.0 | 16.3 |
表2 7B04铝合金薄板FSW接头的室温拉伸性能
Table 2 Tensile properties of FSW 7B04 aluminum alloy at room temperature
| Specimen | Ratation rate rmin-1 | Welding speed mmmin-1 | Tensile strength MPa | Yield strength MPa | Elongation % |
|---|---|---|---|---|---|
| 400-400 | 400 | 400 | 213.5 | 76.0 | 14.5 |
| 800-200 | 800 | 200 | 216.5 | 98.5 | 14.7 |
| 1600-200 | 1600 | 200 | 212.5 | 78.5 | 16.5 |
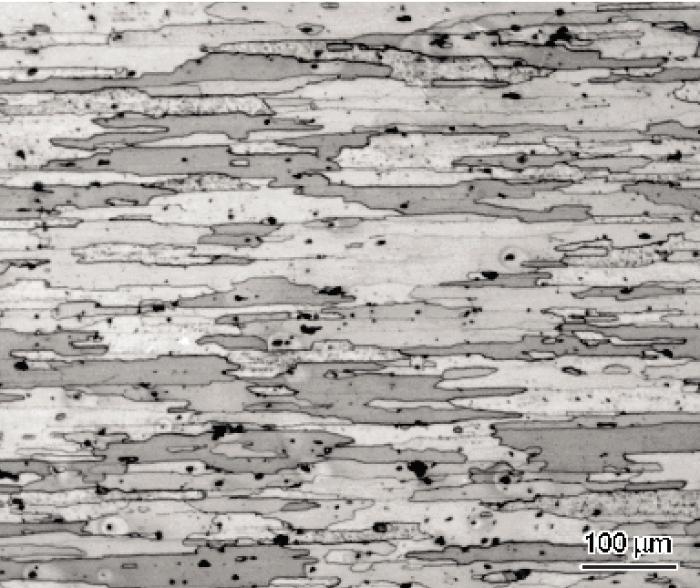
图2a~c为垂直于焊缝方向的宏观金相组织OM像, 其中焊核右侧为前进侧(AS), 左侧为后退侧(RS); 图2d~f所示为3组焊接参数下宏观焊缝成型外貌照片. 可以看出, 3组焊接参数下均得到了平滑无缺陷的焊缝, 焊合区均未观察到明显的宏观缺陷, 得到了完整形状的焊核区. 图3为7B04铝合金BM金相显微组织. 可见, BM晶粒沿轧制方向, 呈粗大的板条状, 平均晶粒宽度约为20 μm, 晶粒沿轧制方向长度约为300 μm.
图4为7B04铝合金BM及3种样品FSW焊核区显微组织的TEM像. 从图4a可以看出, 晶粒内存在大量的粗大短棒状MgZn2析出相, 长径比约4:1. 3组参数下的焊核区均具有细晶组织, 如图4b~d所示, 且随着转速的升高, 晶粒尺寸增大, 由400 r/min时的0.6 μm增大到1600 r/min时的2 μm. 在晶粒内部及晶界处分布着细小的析出相, 并且随着转速的降低, 析出相逐渐增多, 但焊核区域析出相数量明显比BM中减少. 与BM较为粗大的棒状析出相不同, 焊核区析出相细小均匀.
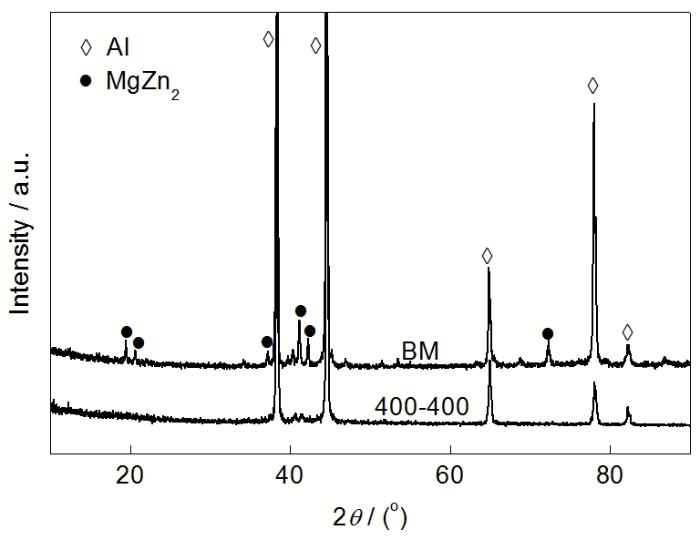
7B04铝合金BM与样品400-400的焊核区的XRD谱如图5所示. BM中除了Al基体衍射峰外, 还有明显的MgZn2析出相的峰. 与BM相比, 焊核区主要为Al基体的衍射峰, 析出相的衍射峰强度明显减弱. 即与BM相比, 焊核区出现析出相的溶解现象, 这与TEM像中观察到的析出相变化趋势一致. 由于焊核区域在焊接过程中经历强烈热循环, 焊核区域有极少量颗粒溶解后重新析出, 而其密度与尺寸远远低于母材中的强化相, 因此其衍射峰很微弱.
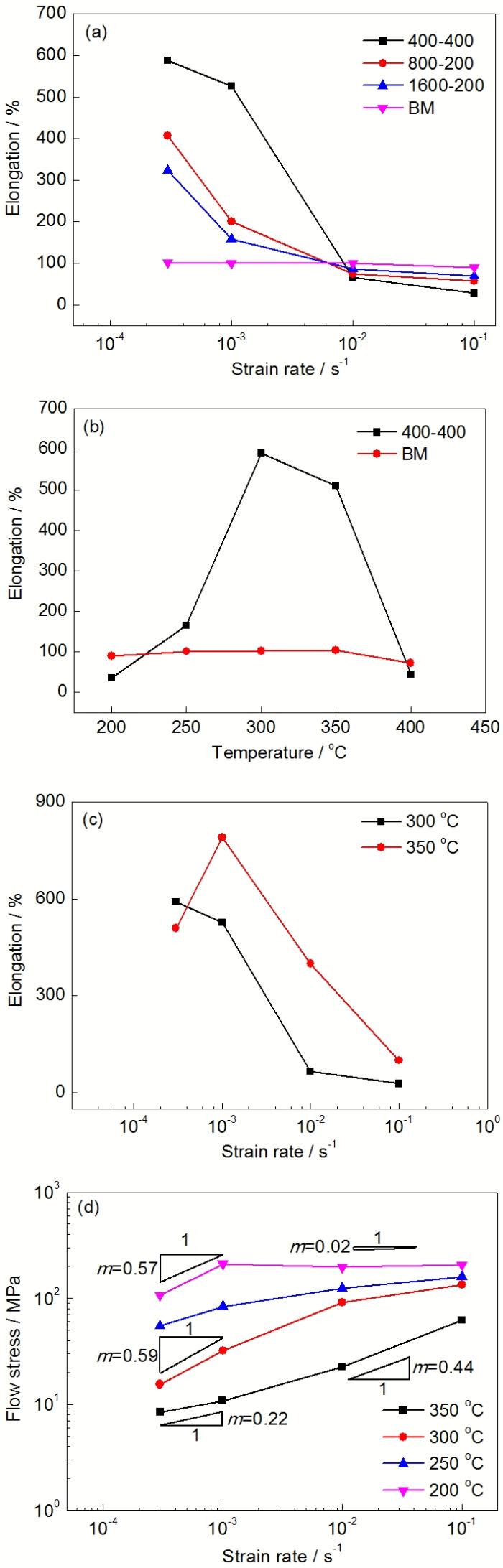
图6a为300 ℃下7B04铝合金BM和不同焊核区的初始应变速率-延伸率曲线. 可见, 3种焊核区在10-1~10-4 s-1应变速率范围内获得了超塑性, 且在3×10-4 s-1初始应变速率下获得了最大的延伸率, 分别为590%, 407%和324%. 在1×10-3 s-1应变速率下3种焊核区最大延伸率分别为530%, 200%和160%. 当转速为400 r/min, 焊速为400 mm/min (样品400-400)时, 焊核区在300 ℃与1×10-3和3×10-4 s-1较低初始应变速率下, 均获得了较大的延伸率, 分别为530%和590%, 表现出了良好的低温超塑性.
图2 不同参数下7B04铝合金薄板FSW焊缝和宏观显微组织的OM像
Fig.2 OM images of different welds (a~c) and FSW 7B04 aluminum alloy joints (d~f) of samples 400-400 (a, d), 800-200 (b, e) and 1600-200 (c, f) (AS—advancing side, RS—retreating side)
对7B04铝合金BM和超塑性较好的样品400-400分别在一定的温度和初始应变速率下测试了初始应变速率及温度变化对超塑性的影响. 图6b为3×10-4 s-1初始应变速率和不同温度下的延伸率曲线. 可以看出, 随着温度的升高, 400-400样品的延伸率逐渐升高, 在300 ℃时达到最大值590%, 之后随温度的升高, 延伸率逐渐下降, 到400 ℃时其超塑性消失.
在考查初始应变速率和温度对延伸率影响的过程中(图6a和b), 7B04铝合金BM延伸率未表现出随初始应变速率和温度变化而明显变化的情况, 这是由于7B04铝合金BM晶粒粗大, 塑性变形能力较差.
图6c为400-400样品在300和350 ℃下的初始应变速率-延伸率曲线. 可以看出, 随着温度的升高, 最佳初始应变速率随之增大, 300 ℃时, 获得最大延伸率的最佳初始应变速率为3×10-4 s-1, 当温度升高至350 ℃时, 其获得最大延伸率的最佳初始应变速率增大为1×10-3 s-1, 且获得了790%的延伸率.
取拉伸实验中400-400样品真应变为0.1时对应的真应力作为流变应力, 与应变速率取双对数坐标得到曲线, 其斜率即为应变速率敏感指数m, 如图6d所示. 以往研究[23]表明, 超塑性变形要求m至少在0.3以上. 本实验中样品400-400在所有测试温度及不同应变速率下的m在0.02~0.59之间. 各温度下获得最大延伸率时对应的m在0.32~0.59范围内, 材料表现出了良好的超塑性.
图7为3组参数下制备的焊核区样品获得最大延伸率的断后形貌. 可以看出, 各样品均表现出了相对均匀的超塑性变形特点.
图4 7B04铝合金BM和FSW焊核区显微组织的TEM像
Fig.4 TEM images of 7B04 aluminum alloy BM (a) and FSW NZs of samples 400-400 (b), 800-200 (c) and 1600-200 (d)
对晶粒细小、获得优异超塑性的400-400样品断口附近的表面形貌进行SEM观察, 如图8所示. 可以看到, 在断口附近, 样品表面表现出了晶粒被拉长的现象, 具有晶界滑移特征[16], 因此, 在此细晶铝合金超塑性变形过程中, 晶界滑移为其主要滑移机制.
图5 7B04铝合金BM与样品400-400 FSW焊核区的XRD谱
Fig.5 XRD spectra of 7B04 aluminum alloy BM and NZ of sample 400-400
在FSW过程中, 可热处理强化铝合金的自身状态及FSW参数对其接头强度具有一定影响. Wang等[22]研究了在固定焊速下(95 mm/min), 转速(750, 950, 1150 和1500 r/min)对2 mm厚T74B态(固溶+过人工时效)的7B04薄板FSW接头拉伸性能的影响. 结果表明, 当转速较低时焊缝表面均比较光滑; 转速较高时焊缝表面较为粗糙, 存在较多的颗粒. 转速为750 r/min时接头的强度较高, 达到BM抗拉强度(487 MPa)的97.4%, 随转速升高强度降低至BM的50%~60%. 这是由于时效态铝合金的FSW接头强度受热输入的影响较明显, 热输入量高导致强化相粗化并部分溶解所致[24]. 而本工作中的板材为退火态, 不存在强化相粗化问题, 所以可以实现等强度焊接(表2).
在FSW过程中, 焊接参数对焊核区晶粒尺寸和析出相形貌等具有重要影响. BM组织为粗大的板条状组织(图3), 而焊核区晶粒在焊后明显细化(图4), 且随着转速的升高, 晶粒尺寸增大, 由400 r/min时的0.6 μm增大到1600 r/min时的2 μm. 这是由于焊接过程中转速愈高, 热输入愈大, 导致再结晶之后的晶粒长大. 并且焊核区析出相细小均匀, 这是由于在焊接过程中搅拌工具的高速旋转及摩擦使焊核区经历强烈热循环, 在热循环作用下, 沉淀相先是溶入基体, 随后以少量细小的析出相形貌均匀析出[17,25].
图6 FSW 7B04铝合金的超塑性拉伸性能
Fig.6 Superplastic tensile properties of FSW 7B04 aluminum alloy
图7 7B04铝合金FSW焊核区样品超塑性拉伸断后形貌
Fig.7 Sample morphologies of FSW 7B04Al NZs after superplastic deformation under various conditions(a) undeformed sample(b) sample 1600-200 under 300 ℃ and 3×10-4 s-1(c) sample 800-200 under 300 ℃ and 3×10-4 s-1(d) sample 400-400 under 300 ℃ and 3×10-4 s-1(e) sample 400-400 under 350 ℃ and 1×10-3 s-1
图8 样品400-400超塑性拉伸断口附近的SEM像
Fig.8 SEM images of surface morphologies of tensile 400-400 sample near fracture tip under 300 ℃, 3×10-4 s-1 (a) and 350 ℃, 1×10-3 s-1 (b)
低温超塑变形具有能耗低、模具寿命长、工件表面质量好、成型构件力学性能好等优点[26,27], 然而对铝合金获得真正意义上的低温超塑性是非常困难的, 目前公开报道的各种加工技术制备的细晶铝合金低温超塑性, 只有极少数的最低温度低于200 ℃, 因此350 ℃以下的超塑性一般就被认为是低温超塑性[27]. 在本研究中, 焊核区由于在FSW过程中发生动态再结晶使晶粒细化而具有细晶组织, 因而在一定条件下具有超塑性(图6). 样品400-400的焊核区在300 ℃, 1×10-3和3×10-4 s-1较低初始应变速率下, 均获得了较大的延伸率, 分别为530%和590%, 表现出了良好的低温超塑性(图6a), 此结果优于Motohashi等[18]报道的7075-T6铝合金的FSW焊缝在400 ℃, 1×10-3 s-1初始应变速率下得到的延伸率(440%). 与Liu和Ma[16]报道的7075铝合金的FSP区在300 ℃, 1×10-3 s-1初始应变速率下得到的延伸率(530%)相当, 这表明细晶铝合金在低温、低应变速率下可获得良好的超塑性. 而当超塑性测试温度升高到400 ℃, 其超塑性消失, 这是由于在高温下其晶粒长大粗化所致[16].
在分析初始应变速率和温度对超塑性的影响过程中, 退火态7B04铝合金BM样品均未表现出超塑性(图6a和b), 这是由于BM组织为粗大的非等轴晶粒(图3), 塑性变形能力差. 这表明FSW可实现焊缝区晶粒细化, 并且在一定条件下可获得超塑性. 在图6b中, 200 ℃条件下, 母材的伸长率比400-400样品高很多. 这是因为, 超塑性变形是材料的一种特殊性能与变形方式, 对于铝合金来说, 其主要变形机制为晶界滑移, 一般要求晶粒尺寸小于10 μm, 只有温度、变形速率的外界条件满足这一变形机制时, 才能激发其晶界滑移变形机制, 材料才能表现出超塑性; 相反, 满足不了时, 其变形性能甚于不如普通材料. 比如超细晶、纳米晶在室温时的塑性甚至不如一般材料.
(1) 在3组焊接参数下对2 mm厚的退火态7B04铝合金进行搅拌摩擦焊, 均得到了表面质量良好的对接接头, 搅拌摩擦焊接接头的抗拉强度约为213 MPa, 实现等强度焊接.
(2) 退火态7B04铝合金母材为轧制态组织, 晶粒呈粗大板条状, 宽度约为20 μm, 沿轧制方向长度约300 μm, 晶粒内分布粗大的析出相. 搅拌摩擦焊焊核区发生动态再结晶, 得到细晶组织, 晶粒尺寸在转速为1600, 800和400 r/min时分别为 2, 1 和0.6 μm; 晶粒内弥散分布着细小的析出相.
(3) 在300 ℃, 3组焊接参数焊核区样品延伸率均随初始应变速率的降低而增大.
(4) 样品400-400在3×10-4 s-1初始应变速率、200~400 ℃范围内, 其延伸率先随温度的升高而增大, 300 ℃时达到最大, 随后随温度的升高而减小, 直到400 ℃时超塑性消失. 在300和350 ℃下, 样品获得最大延伸率时的最佳初始应变速率随温度的升高而增大. 焊核区的超塑性变形主导机理以晶界滑移为主.

/
| 〈 |
|
〉 |




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}