
苏义祥 , 赵晓莉
, 赵晓莉
SU Yixiang, ZHAO Xiaoli
中图分类号: TG178
通讯作者:
收稿日期: 2013-05-6
修回日期: 2013-05-6
网络出版日期: --
版权声明: 2014 《中国腐蚀与防护学报》编辑部 版权所有 2014, 中国腐蚀与防护学报编辑部。使用时,请务必标明出处。
作者简介:
苏义祥,男,1956年生,教授,研究方向为特种有色金属材料及粉体工程
展开
摘要
研制了一种用于钢铁构件涂层制备的预处理综合亮化液,集除油、除锈、磷化、钝化为一体,具有高效环保、成本低廉等特点,可在常温下擦拭或浸渍钢铁表面。实验通过单因素和正交实验方案确定了亮化液组分,其中不含有F-,NO2-和Cr3+等毒性离子。通过光学显微镜观察了磷化膜形貌,并测试了亮化液总酸度点、游离酸度点、耐蚀性等。结果表明:用该亮化液处理试样后表面形成的磷化膜薄而致密均匀,耐蚀性好,可直接用于涂层的制备。
关键词:
Abstract
A comprehensive brightening solution was developed for pretreatment of iron and steel parts before coatings application. The brightening solution can act as agent for simultaneous removal oil or rust on and phosphatization of the steel surface. The solution is free from F-, NO2-, Cr3+ and other toxic ions, thereby environmental friendly. The steel parts can be easily pretreated by wiping with or dipping in the solution at ambient temperature. The surface and cross sectional morphology of phosphating film was observed by OM and the corrosion resistance of the film was also examined. It showed that the phosphating films formed on the steel surface is dense, thin and uniform, with excellent corrosion resistance. Coatings can be applied directly on the phosphatized steels.
Keywords:
钢铁构件的腐蚀现象无处不在,由此造成的材料浪费和经济损失也不可估量[
基材为锈蚀等级D级 (氧化皮已因锈蚀而全面剥离,并且钢材表面已普遍发生点蚀) 并沾有油污的Q235冷轧钢片,其尺寸为50 mm×20 mm×5 mm。
使用FA2004型电子天平对配制处理液所需药品进行精确称量,使用MEF-3型视场万能金相显微镜对样品处理前后的表面形貌进行观察。
2.2.1单因素实验 初步选定H3PO4 (310 mL/L),HCl (80 mL/L),ZnO (12 g/L),KClO3 (4 g/L),Zn(H2PO4)2 (9 g/L),OP-10 (10 mL/L),C4H6O6 (酒石酸) (8 g/L) 和Zn(NO3)2 (4 g/L) 作为处理液的主要组成成分。为进一步选取其余药品中最有效成分,设计表1所示的单因素实验。其中,“+”代表处理液中包含此组分,“-”代表处理液中不包含此组分。所使用试剂均为分析纯级别。
表1 单因素实验
Table 1 Tests of single index
| Test No. | HCl | ZnO | KClO3 | Zn(H2PO4)2 | C4H6O6 | Zn(NO3)2 |
|---|---|---|---|---|---|---|
| 1 | + | + | + | + | + | + |
| 2 | + | + | + | + | + | - |
| 3 | + | - | + | + | + | + |
| 4 | - | + | + | + | + | + |
| 5 | + | + | + | - | + | + |
| 6 | + | + | + | + | - | + |
| 7 | + | + | - | + | + | + |
实验结果显示第1,2,3,5和6组试剂均呈黄绿色 (推断是由于HCl与KClO3发生氧化还原反应而生成了Cl2),第4和7组试剂呈无色透明,第2,3,5和6组试剂约72 h后呈浑浊状态,说明试剂不稳定。由此,确定磷化液的最佳组分为:H3PO4+ZnO+KClO3+Zn(H2PO4)2+C4H6O6 (酒石酸) +Zn (NO3)2 +OP-10。
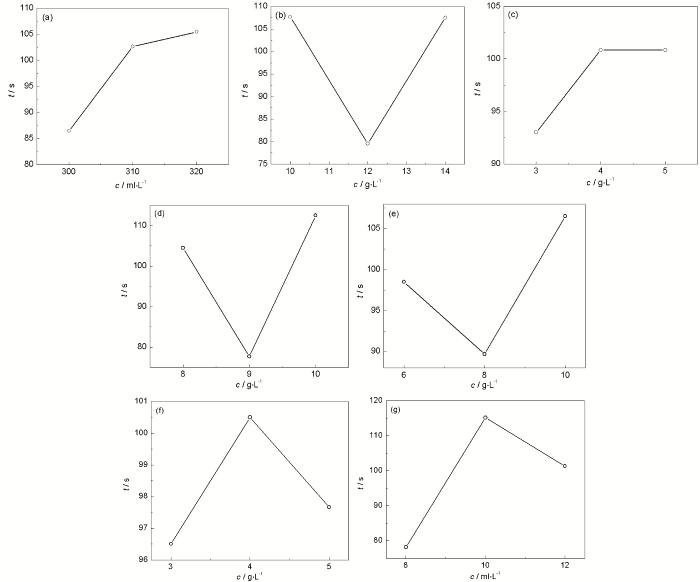
2.2.2 正交实验 为优化亮化液各组分的用量,利用L18(37) 正交实验表,以CuSO4溶液点滴法实验结果为指标进行实验 (表2),正交实验分析结果如图1所示。
表2 L18(37) 正交实验及CuSO4溶液点滴实验结果
Table 2 L18(37) orthogonal experiments and CuSO4 drip time
| Test No. | H3PO4 mL/L | ZnO g/L | KClO3 g/L | Zn(H2PO4)2 g/L | C4H6O6 g/L | Zn(NO3)2 g/L | OP-10 g/L | CuSO4intravenous drip time / s |
|---|---|---|---|---|---|---|---|---|
| 1 | 300 | 10 | 3 | 8 | 6 | 3 | 8 | 77 |
| 2 | 300 | 12 | 4 | 9 | 8 | 4 | 10 | 62 |
| 3 | 300 | 14 | 5 | 10 | 10 | 5 | 12 | 125 |
| 4 | 310 | 10 | 3 | 9 | 8 | 5 | 12 | 68 |
| 5 | 310 | 12 | 4 | 10 | 10 | 3 | 8 | 75 |
| 6 | 310 | 14 | 5 | 8 | 6 | 4 | 10 | 128 |
| 7 | 320 | 10 | 4 | 8 | 10 | 4 | 12 | 176 |
| 8 | 320 | 12 | 5 | 9 | 6 | 5 | 8 | 87 |
| 9 | 320 | 14 | 3 | 10 | 8 | 3 | 10 | 169 |
| 10 | 300 | 10 | 5 | 10 | 8 | 4 | 8 | 85 |
| 11 | 300 | 12 | 3 | 8 | 10 | 5 | 10 | 92 |
| 12 | 300 | 14 | 4 | 9 | 6 | 3 | 12 | 78 |
| 13 | 310 | 10 | 4 | 10 | 6 | 5 | 10 | 158 |
| 14 | 310 | 12 | 5 | 8 | 8 | 3 | 12 | 98 |
| 15 | 310 | 14 | 3 | 9 | 10 | 4 | 8 | 89 |
| 16 | 320 | 10 | 5 | 9 | 10 | 3 | 10 | 82 |
| 17 | 320 | 12 | 3 | 10 | 6 | 4 | 12 | 63 |
| 18 | 320 | 14 | 4 | 8 | 8 | 5 | 8 | 56 |
由于图1a,b,d和g中曲线的波动较大,说明其方差较大,即H3PO4,ZnO和Zn (H2PO4) 2对磷化膜耐蚀性的影响较大,配置亮化液时应严格控制,其余组分对磷化膜耐蚀性影响相对较小。各组分最佳用量分别为:H3PO4 320 mL/L,ZnO 10 g/L,KClO3 4 g/L,Zn(H2PO4)2 10 g/L,C4H6O6 (酒石酸) 10 g/L,Zn(NO3)2 4 g/L和OP-10 (乳化剂) 10 mL/L。
图1 亮化液各组分用量与耐蚀性的关系曲线
Fig.1 Curves of the relationship between the usage of H3PO4 (a), ZnO (b), KClO3 (c), Zn(H2PO4)2 (d), C4H6O6 (e), Zn(NO3)2 (f) and OP-10 (g) in brightening solution and corrosion resistance of phosphating film
2.2.3 亮化液的配置 按配方计算各组分用量,室温下将Zn(H2PO4)2用少量水调成糊状,加入磷酸溶液,边加边搅拌,再将Zn(NO3)2等组分溶入,最后加入余量水,不断搅拌至溶液呈无色透明状即可。
2.2.4 亮化方式 将试样在常温下用亮化液擦拭或浸渍10~20 min。
按照GB /T 12612-2005[
表3为亮化液和磷化膜主要性能测试结果。亮化液和磷化膜各项指标均按照国标规定测定。
表3 亮化液和磷化膜主要性能测试结果
Table 3 Verious performances of the brightening solution and phosphating film
| Test item | Test result | Normative reference | Standard code |
|---|---|---|---|
| Exterior of lighting solution | Colorless clear liquid, no precipitation or floc | GB /T 12612- 2005 | --- |
| pH of lighting solution | 1 | GB /T 12612- 2005 | --- |
| Density / gcm-3 | 1.22 | GB /T 12612- 2005 | --- |
| Total acidity point of lighting solution | 1068 | GB /T 12612- 2005 | --- |
| Free acidity of lighting solution | 406 | GB /T 12612- 2005 | --- |
| Exteriorof phosphate coating | Gray | GB /T 12612- 2005 | --- |
| Corrosion resistance against 3%NaCl solution / h | 3 | GB /T 12612- 2005 | --- |
| Corrosion resistance against CuSO4 intravenous drip / s | 204 | GB /T 12612- 2005 | --- |
| Antirust period of phosphating film / d | >90 | GB /T 12612- 2005 | ≥7 |
| Bonding strength between phosphating film and substrate | ISO0 level (ASTM5B level) | ISO-2409/ASTM D3359-B | ≥1 level (4B level) |
试样浸入磷化液 (某些酸式磷酸盐为主的溶液),在表面沉积形成一层不溶于水的结晶型磷酸盐转化膜,成膜微粒主要有金属离子 (如Zn2+和Fe2+等)、PO43-和一定浓度的游离磷酸。对于钢铁锌系磷化膜主要由难溶性的Zn3(PO4)24H2O和Zn2Fe(PO4)34H2O[
阳极:
阴极:
亮化液中KClO3为氧化剂,主要作用是加速H+在阴极的放电速率,防止副产物的积累,阻碍磷化的继续进行;ZnO为成膜剂,磷化过程中与H3PO4反应生成磷酸盐,是基本的成膜物质,对磷化膜的形成起着决定性的作用;Zn(H2PO4)2为助成膜剂,主要起稳定磷化液、细化结晶、改良膜性能等作用,可以用作缓冲剂,使磷化液的pH值较长时间稳定在一定范围内;酒石酸可与Fe3+和Zn2+形成可溶性配合物起配位作用,能稳定槽液、降低沉渣量,同时还可降低膜厚,改善膜的质量;Zn(NO3)2为促进剂,与KClO3配合氧化Fe2+,促进磷化膜均匀生长;OP-10为表面活性剂,可除去构件表面油污,同时可以改善磷化液对工件表面的润湿性能,降低对前处理的要求。
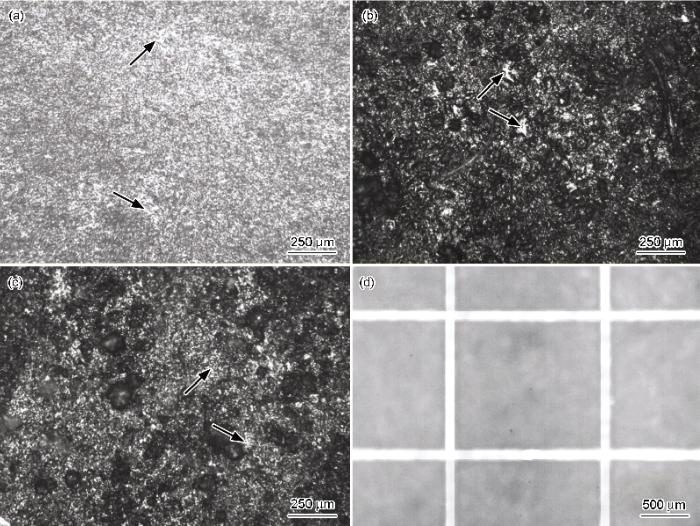
图2a为用正交实验优化的亮化液处理后试样表面的磷化膜形貌。从图中可以看到,金属表面灰色和黑色磷化晶核均匀细密地分布在基体表面,其形成原理如下:
图2 磷化膜表面形貌
Fig.2 Surface morphologies of the phosphating films formed in optimal brightening solution (a), No.3 of single factor experiments (removing ZnO) (b), No.5 of single factor experiments (removing Zn(H2PO4)2) (c) and after adhesion test (d)
(1) 除油:试样上的油污主要与OP-10结合而被除去。OP-10分子结构中含有一个亲油基团和一个亲水基团。亲油基吸附在油污表面,并穿到油污内部,使油污颗粒由于被润湿、渗透而膨胀,解除油污与金属或铁锈表面之间的引力;亲水基朝向溶液中,借助机械搅拌或反应放热等作用使油污产生乳化、分散、悬浮而增溶到亮化液中,起到清洗油污的效果,OP-10的用量可依油污严重程度而适量增减[
(2) 除锈:试样上的氧化皮和铁锈 (主要是Fe的含水氧化物) 在溶液中可以与H3PO4反应。
难溶的FePO4和Fe3(PO4)2以沉渣形式被排出,达到金属表面除锈的目的。同时,已除锈部位基体裸露,与H3PO4直接接触,Fe与H3PO4反应放出少量H2:
另外,加上H+在阴极放电产生的H2,对氧化皮和铁锈可起到机械剥离作用,加快除锈速率。本亮化液酸比 (总酸度点/游离酸度) 较低,是为了加快除锈速率,部分H+除锈时被消耗,酸比升高,不会影响磷化过程。
(3) 磷化和钝化:经除油、除锈后的试样表面洁净,若不及时防护极易被氧化,在其表面进行磷化、钝化尤为关键。附于金属表面的副产物H+,H和Fe2+在KClO3与Zn(NO3)2的联合作用下被及时除去,H3PO4,ZnO和Zn(H2PO4)2等参与,磷化反应生成的磷酸盐沉淀与水分子一起形成磷化晶核。继而以晶核为中心晶体不断延伸长大成为磷化晶粒,大量晶粒紧密堆积成磷化膜覆盖于基体表面,使得基体与O2隔绝而避免氧化。
图2b为用表1中3号单因素实验 (即除去组分ZnO) 配置的亮化液处理后试样表面的磷化膜形貌。由于去除ZnO后使得亮化液中H+浓度升高,Zn2+浓度降低,在金属表面形成的磷化膜颜色变深、疏松多孔,孔隙处会很快锈蚀,达不到保护效果,还会造成后续涂层与基体不能有效地实现冶金结合。图2c为表1中5号单因素实验 (即除去组分Zn(H2PO4)2) 配制的亮化液处理后试样的表面形貌,由于去除Zn(H2PO4)2后亮化液不稳定,使得磷化晶体生长不均匀而局部厚大,这些部位不利于后续涂层与基体的冶金结合而易起皮剥落。
图2中箭头所指均匀白亮相为磷化膜较薄处,能为后续涂层与基体的良好结合提供条件。图2d为采用划格法测试磷化膜与基体结合力后试样的形貌图。刀痕边缘光滑整齐,磷化膜无脱落和粘着现象,根据相关标准 (ISO-2409和ASTM D3359-B) 分析可以达到ISO0级 (ASTM5B级),说明磷化膜与基体结合良好。
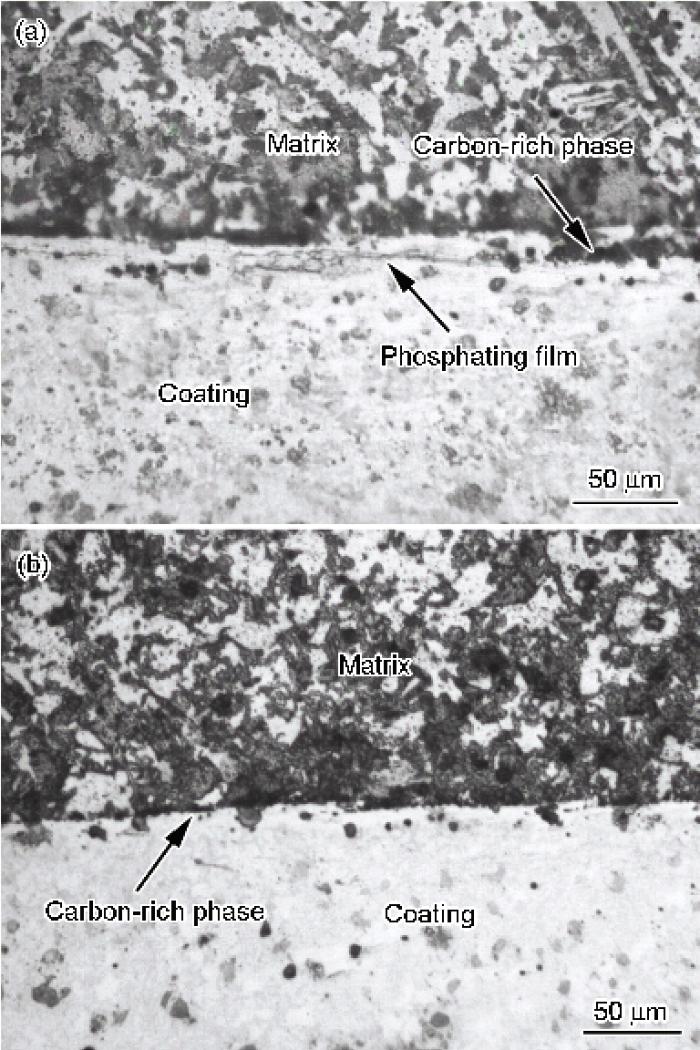
选取两片条件相同且大小为50 mm×20 mm×5 mm的Q235冷轧钢片,分别编号为1#和2#。表面分别经磷化处理和机械打磨后,利用热喷涂技术在试样表面制备1 mm Ni60涂层。图3a和b分别为1#和2#试样涂层与基体结合面的形貌。由图3a可见,基体与涂层间结合区域附近的基体碳化物和涂层材料在热作用下相互渗透,形成犬牙交互状,牵拉涂层与基体,使涂层牢固地熔覆于基体表面而形成冶金结合。从图3b可看出,机械打磨后基体表面形成凹凸面,对材料互嵌起到钉扎作用。喷涂时原子相互融合,在结合面形成冶金结合带,但由于打磨后的金属表面直接暴露在空气中无保护措施,很快在打磨面形成一层氧化膜,阻止原子之间的有效扩散。另外,热喷涂是快速凝固的过程,热相区作用时间很短而形成富碳集聚结合带,表现为一条黑色融合区。以上两种技术证明用本工作研制的钢铁表面亮化液处理构件后不影响涂层与基体的冶金结合。
图3 涂层与基体结合面形貌
Fig.3 Morphologies of the bond between coating and matrix after phosphating (a) and after mechanical polishing (b)
(1) 通过单因素实验和正交实验研制了一种高效无公害钢铁表面亮化液,其组成为:H3PO4 320 mL/L+ZnO 10 g/L+KClO3 4 g/L+Zn(H2PO4)2 10 g/L+C4H6O6 (酒石酸) 10 g/L+Zn(NO3)2 4 g/L+OP-10 (乳化剂) 10 mL/L。
(2) 该亮化液具有除油、除锈、磷化、钝化等综合性能,能迅速在钢铁表面形成薄而致密均匀的磷化膜,耐蚀性好,可直接在其表面制备涂层。
(3) 该亮化液不含F-,NO2-和Cr3+等毒性离子,高效环保,成本低廉,操作简便,可在常温下擦拭或浸渍钢铁构件。
| [1] |
|
| [2] |
Investigation and analysis of atmospheric corrosionfor power transmission and transformation equipment [J].
输变电设备大气腐蚀情况调查与分析 [J].
|
| [4] |
“Four in One”steel processing solution at room temperature [J].
“四合一”常温钢铁处理液的研究 [J].
|
| [5] |
Study of “4 in 1”phosphate fluid forsteelsurface treatment [J].
钢铁表面处理“四合一”磷化液的研究 [J].
|
| [6] |
Development and application of the single component of the environment-friendly low-temperature phosphating solution [J].
环保型单组分低温磷化液的研制与应用 [J].
|
| [7] |
The performance of environmental and multifunctional phosphating solution [J].
环保型多功能磷化液的磷化性能 [J].
|
| [8] |
New 4-in-1 removing agent for oils and rust [J].
新型四合一除油除锈剂的研制 [J].
|
| [9] |
Phosphating process for steel at ambient tempertures [J].
常温钢铁磷化处理的研究 [J].
|
| [10] |
|
| [11] |
Filmadhesion and testing methods [J].
漆膜附着力及其测试方法 [J].
|
| [12] |
|
| [13] |
Zinc phosphating [J].
|
| [14] |
Research of low-temperature fast phosphatizing solutionformetalwire drawing [J].
金属拉丝用低温快速磷化处理工艺研究 [J].
|
| [15] |
A black phosphate coating for C1008 steel [J].
|
| [16] |
The preparation of solution for derustiny degreasing and phosphorizing steel [J].
钢铁除锈除油磷化液的研制 [J].
|

/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}