
朱瑞栋 , 林化强
, 林化强
ZHU Ruidong, LIN Huaqiang
中图分类号: TG404
通讯作者:
收稿日期: 2013-12-24
修回日期: 2014-03-5
网络出版日期: --
版权声明: 2014 《金属学报》编辑部 版权所有 2014, 金属学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
朱瑞栋, 男, 1988年生, 硕士生
展开
摘要
建立了缓冲梁结构焊接有限元模型, 利用有限元法分析了焊接残余应力分布规律. 结果表明: 应力模拟结果与采用压痕应变法实测结果吻合较好, 模型可靠; 缓冲梁下翼板边部和工艺孔区域存在较大且分布不均匀的焊接应力, 工件挂的焊接对下翼板边部应力分布影响较大; 采用A6N01铝合金代替A7N01铝合金作为母材可有效降低缓冲梁结构应力, 当角补板和缓冲梁整体成型时, 原焊缝附近的残余拉应力明显降低, 采用双人对称同时施焊能显著降低缓冲梁下翼板的残余拉应力.
关键词:
Abstract
A finite element model of the buffer beam is established and the distribution of the welding residual stress is investigated by the finite element method. The results show that the calculated stress agrees well with the measured stress by the indentation strain-gage method. There are large and nonuniform residual stresses in the edge of the bottom flange and the processing hole. The welding of the workpieces hanging has an important effect on the residual stresses of the bottom flange. The replacement of A7N01 aluminum alloy with A6N01 aluminum alloy as the base metal can effectively reduce the residual stresses of the buffer beam. When the reinforcement plate is integrally formed with the buffer beam, the residual tensile stresses near the original weld are reduced remarkably. Two welders operating simultaneously on the opposite welds can significantly reduce the residual tensile stresses of the bottom flange.
Keywords:
A7N01铝合金具有较高的比强度、良好的耐蚀性以及优良的焊接性[1,2], 作为结构材料被广泛地用于制造高速列车车体底架结构[3,4]. 缓冲梁结构是底架的重要组成部分, 位于车体底架两端, 通过车钩将两节车厢相连, 承受着列车运行过程中的反复冲击载荷, 其寿命直接影响列车的安全运行. 由于缓冲梁结构复杂, 目前仍采用熔化焊方法进行生产制造. 在制造过程中, 靠近焊缝熔合线附近的金属承受了反复的焊接热循环作用, 导致在缓冲梁结构中存在非均匀分布的塑性变形和残余应力[5]. 在列车服役过程中, 在腐蚀环境作用下, 结构中存在的焊接残余应力特别是残余拉应力对应力腐蚀开裂(stress corrosion cracking, SCC)产生较大的影响[5-12]. 因此, 准确预测焊接残余应力分布规律对提高列车安全运行、实现结构完整性评价具有重要意义.
直接测量焊接残余应力的方法有很多, 最普遍使用的测试方法包括破坏性方法(如切条法、钻孔法和等高线法等)和非破坏性方法(如X射线、中子衍射和压痕应变等)[7,13,14]. 但是, 对于很多工程大型复杂焊接结构, 采用上述方法测量焊接残余应力并弄清其分布规律工作量巨大, 存在很大困难. 随着计算模拟技术的发展, 有限元法成为预测结构焊接残余应力的有效方法. 通过计算模拟, 探讨焊接工艺对残余应力和变形的影响规律, 不仅为焊接工艺的优化提供参考依据, 而且可以避免大量实验, 节省成本[15-23].
焊接是一个局部加热冷却过程, 在焊缝附近存在较大的温度梯度和材料性能变化, 致使有限元网格数量较大, 特别是大型复杂焊接结构件, 其尺寸大, 焊缝多, 模拟仿真困难. 本工作应用有限元软件SYSWELD, 根据CRH2A型动车组缓冲梁实际结构建立了其焊接有限元模型, 研究缓冲梁结构焊接残余应力的分布规律及其控制. 采用有限元软件中的热源拟合(heat source fitting, HSF)工具对现场焊接工艺下的焊接热源模型进行拟合, 并通过测量实际焊接过程的温度场和观察焊缝截面形貌, 校核了焊接热源模型. 通过模拟缓冲梁结构焊接过程, 预测了残余应力分布, 并采用压痕应变法对缓冲梁实际焊接结构的残余应力进行了现场实测, 对模拟结果进行验证. 还利用该有限元模型研究了采用A6N01铝合金作为焊接母材时焊接结构和焊接顺序对缓冲梁结构残余应力的影响, 为指导现场实际生产、优化缓冲梁焊接结构和焊接工艺提供依据.
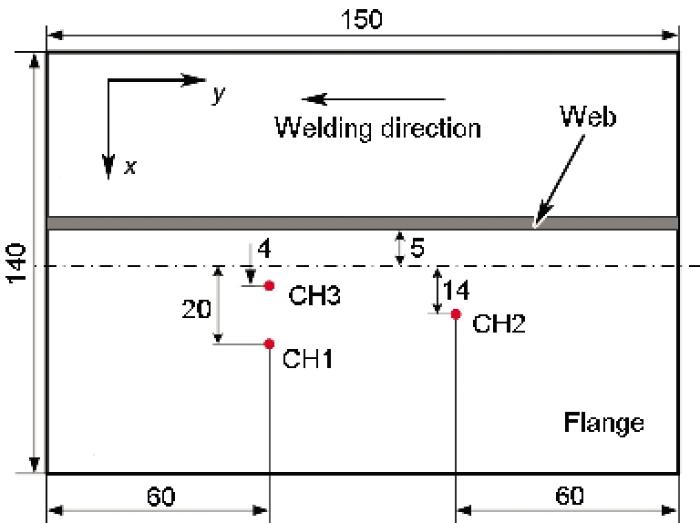
T型接头焊接实验所用母材为A7N01-T5铝合金, 其化学成分(质量分数, %)为: Zn 4.10, Mg 1.30, Cu 0.008, Fe 0.13, Si 0.08, Mn 0.28, Cr 0.21, Zr 0.12, Ti 0.067, V 0.012, Al余量. 焊材为ER5356铝合金焊丝, 其化学成分(质量分数, %)为: Si 0.25, Fe 0.40, Cu 0.10, Mn 0.10, Mg 4.56, Cr 0.10, Zn 0.10, Ti 0.12, Al余量. 焊接试板尺寸为150 mm×140 mm×4 mm. 按照缓冲梁结构现场焊接时采用的2种焊接工艺参数(表1)分别进行T型接头的熔化极惰性气体保护焊(metal inert gas, MIG)焊接实验. 将模拟与实验获得的焊缝形貌和焊接温度场(焊接热循环曲线)进行对比, 以获得适合现场工艺的焊接热源模型. 实验过程中, 采用热电偶测量焊接热循环曲线, 温度测试点位置如图1所示. 焊前, 需对待焊区域及热电偶点焊区域进行清洗, 去除油污等杂质.
图1 焊接热循环曲线测量点位置示意图
Fig.1 Schematic of measured positions for welding thermal cycle curve (unit: mm, CH1, CH2, CH3—the measured points for welding thermal cycle curves)
表1 T型焊接接头焊接实验参数
Table 1 Welding parameters for T-shape welds
| Process | Welding speed / (mm·s-1) | Current / A | Voltage / V |
|---|---|---|---|
| HW1 | 8.6 | 222 | 24.5 |
| HW2 | 7.0 | 196 | 24.6 |
压痕应变法采用电阻应变片作为测量敏感元件. 在待测构件表面测量点处粘贴应变花, 在应变花中心部位采用冲击加载制造压痕, 通过应变仪记录压痕外弹性区应变增量的变化, 从而获得对应于残余应力的真实弹性应变. 真实弹性应变的求解方法直接按标定公式进行计算[24,25]. 应变增量Δε 与弹性应变εe的关系为:
式中, 系数Ai由标定曲线确定.
最后, 按Hooke定律即可计算出沿应变片方向原始残余应力σx 和σy:
式中, E为所测材料的弹性模量; μ为所测材料的Poisson比;
采用中国科学院金属研究所自主开发的KJS-3P型压痕应力测试仪, 按照GB/T 24179-2009标准, 对缓冲梁结构进行残余应力测试, 检测用应变片为BA120-1BA(11)-ZKY型双向应变花. 粘贴应变片前, 用丙酮除去试板表面待测区域的油污.
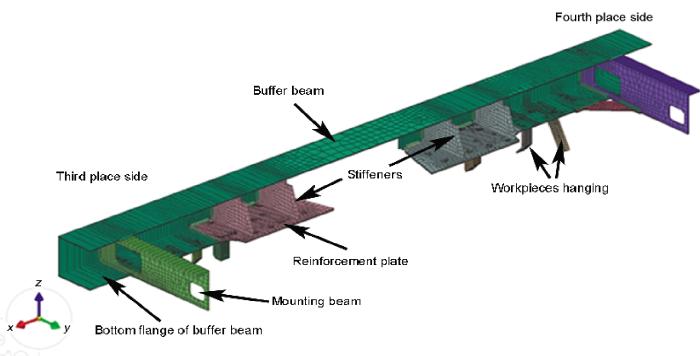
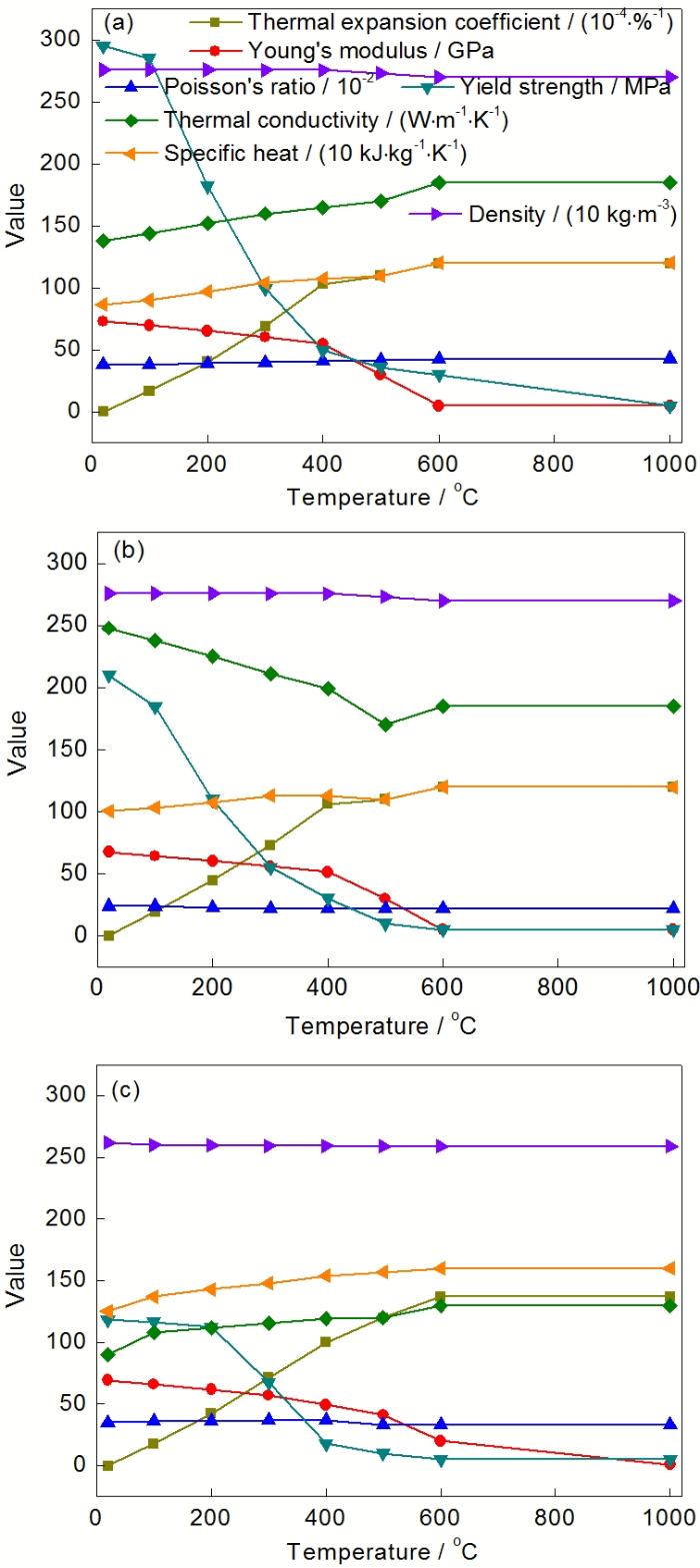
利用有限元软件SYSWELD, 建立缓冲梁结构的焊接有限元模型, 进行温度场和残余应力的计算. 图2是缓冲梁焊接结构模型的网格划分情况. 由于在焊缝区域存在较大的温度梯度和材料非线性, 所以该区域网格划分较密, 而远离焊缝区域较疏, 这既保证了计算精度, 也节省了计算时间. 整个缓冲梁结构由6个部件构成, 分别是缓冲梁、角补板、加强筋、安装梁、补板及工件挂(图2). 模型中, 单元由1D单元、2D单元和3D实体单元组成. 1D单元用来设置焊接轨迹和参考线, 其中, 焊接轨迹由4个组定义, 包括焊接轨迹线、焊接开始节点、焊接结束节点和焊接开始单元. 相似地, 焊接参考线由一组与焊接轨迹线平行的线单元组成, 它们具有相同的线单元长度和数量. 2D单元用来划分所有计算区域表面, 以计算焊接过程中焊接试板与周围环境的热交换. 3D单元用来计算缓冲梁结构的焊接温度场和应力应变场. 热分析和力分析使用相同的单元和节点, 整个求解过程分为3步: 首先进行焊接热源模型参数的拟合, 然后使用建立的热源模型进行缓冲梁结构焊接过程的热-冶金过程分析, 最后将温度场计算结果导入进行力分析. A7N01铝合金、A6N01铝合金和ER5356焊材的热力学性能与温度相关, 如图3所示.
图3 A7N01, A6N01和ER5356铝合金的热力学性能
Fig.3 Thermodynamic properties for aluminum alloys A7N01 (a), A6N01 (b) and ER5356 (c)
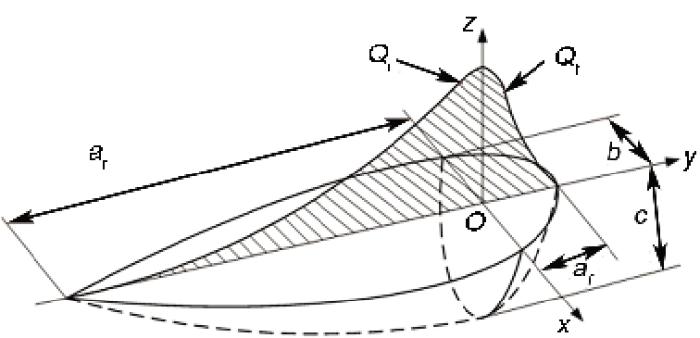
焊接热源模型对焊接温度场的计算结果具有重要影响. 研究[26]发现, 对于MIG焊, 双椭球体分布热源模型较为合适, 因此, 本工作选用该热源模型, 图4为模型示意图. 作用于焊件上的体积热源分为前、后两部分. 设半椭球体的半轴为 (af,ay,b,c), 前、后半椭球体能量分数分别是ff和fr, 且ff+fr=2, 则前、后半椭球体内的热流分布 qf和fr分别为:
式中, x, y和z为3个坐标轴; Q为热输入功率:
式中,η为电弧的热效率, U为焊接电压, I为焊接电流.
图4 双椭球体热源模型示意图
Fig.4 Schematic of double ellipsoid heat source model (af, b, ar, c—ellipsoidal heat source parameters, Qf—heat energy density in the front half, Qr—heat energy density in the rear half)
电弧的热效率通常定义为从电弧中输入到焊件中的热量占电弧总能量的比例. 影响电弧热效率的因素较多, 如焊接方法、焊接电流、电弧电压、焊速、坡口形式等. 本工作中, η值取为75%[27].
在焊接温度场计算过程中, 由焊接电弧产生的热量在被焊工件内部的传导可用非线性传热方程描述:
式中, k, ρ和cp分别为铝合金材料的热导率、密度和比热容; Qv为热源项; T为温度; t为时间.
焊接试板与外部环境之间的对流qa和辐射qr分别为:
式中, Ts和Ta分别是工件表面温度和空气温度(25 ℃); ha是对流热交换系数(15 W/(K·m2)); θ是热辐射系数(0.8); σSB是Stefan-Boltzmann常数(5.67×10-8 J/(K4·m2·s)).
采用与温度计算相同的有限元模型, 同时将温度计算中得到的各节点温度循环作为热载荷, 求解整个焊接过程中的位移、应变和应力.
焊接过程产生的总应变速率
式中,
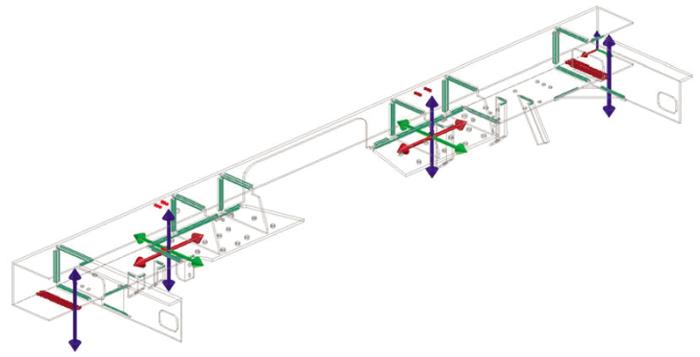
装夹条件设置如图5所示. 将角补板和缓冲梁上翼板固定, 在相应位置处设置刚性约束. 此外, 整个缓冲梁置于工作台上, 故在缓冲梁两端设置z向约束, 以防止缓冲梁翻转.
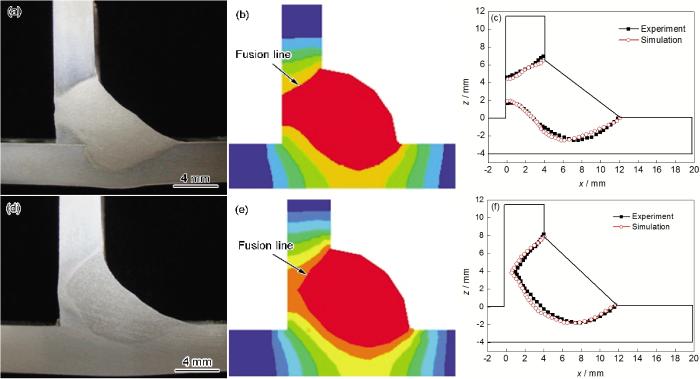
图6 不同焊接工艺参数下焊缝形貌和尺寸的模拟与实验结果的比较
Fig.6 Comparisons of the experimental (a, d) and calculated (b, e) results of weld cross-sections morphologies and sizes (c, f) under processes HW1 (a~c) and HW2 (d~f)
SYSWELD软件提供了热源拟合工具(HSF), 利用该工具可以较方便地拟合热源模型参数. 首先, 根据焊缝的截面形貌拟合式(4)和(5)中的热源模型参数. 然后对T型接头焊接过程进行模拟, 获得实验测试点的焊接热循环曲线, 通过与实验记录的焊接热循环曲线对比, 进行热源模型的校核. 通过上述过程对热源模型参数的反复调整, 最终确定较精确的双椭球焊接热源模型.
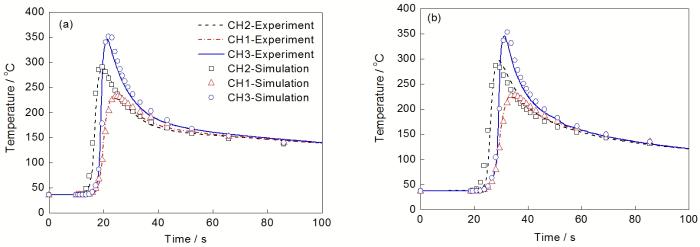
图7 HW1和HW2焊接工艺下试板表面CH1, CH2和CH3点焊接热循环曲线模拟结果与实验结果对比
Fig.7 Comparisons of welding thermal cycle curves between experiment and simulation for CH1, CH2 and CH3 point under processes HW1 (a) and HW2 (b)
取熔化区温度为铝合金固相线温度600 ℃. 图6显示了2种焊接工艺参数(HW1和HW2)下的焊缝截面形貌和尺寸的模拟结果与实验结果对比. 可见, 模拟结果与实验结果吻合较好. 图7是HW1和HW2焊接工艺下CH1, CH2和CH3测试点焊接热循环曲线的模拟结果与实验结果对比. 可见, 曲线的峰值温度与冷却部分存在稍许偏差. 峰值温度的偏差可能是由于热电偶点焊位置存在偏差导致的. 曲线冷却部分的偏差可能是模拟过程中对流热交换系数使用常数导致的. 但是, 整体来看, 焊接热循环曲线的模拟结果与实验结果吻合较好. 通过焊缝截面形貌、尺寸和焊接热循环曲线的对比, 可以获得双椭球焊接热源模型参数, 如表2所示.
缓冲梁下翼板和角补板上存在大量的工艺孔, 这些工艺孔不对称, 导致三位角侧和四位角侧的槽型内筋板在缓冲梁结构中的位置不同. 另外, 从缓冲梁结构现场焊接顺序看, 需依次完成槽型内筋板、角补板、安装梁、补板、工件挂与缓冲梁的焊接, 进行上述部件与缓冲梁焊接时, 先焊接三位角侧, 而后焊接四位角侧. 因此, 不能为了追求节省计算时间而将模型做对称性简化.
表2 拟合的双椭球热源模型参数
Table 2 Fitting parameters for double ellipsoid heat source model
| Process | Qf / (W·mm-3) | Qr / (W·mm-3) | af / mm | ar / mm | b / mm | c / mm | Q / W |
|---|---|---|---|---|---|---|---|
| HW1 | 14.3 | 17.2 | 3 | 5 | 4 | 8 | 5040 |
| HW2 | 9.7 | 14.6 | 4 | 6 | 4 | 5 | 4767 |
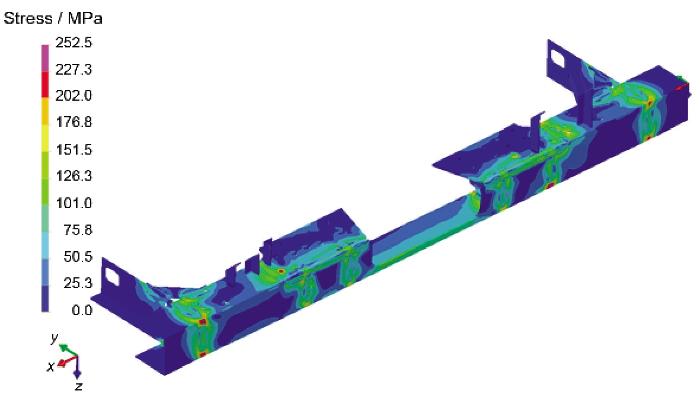
图9 工件挂未焊前, 缓冲梁结构焊接残余应力分布
Fig.9 Welding residual stress of buffer beam before workpieces hanging welding
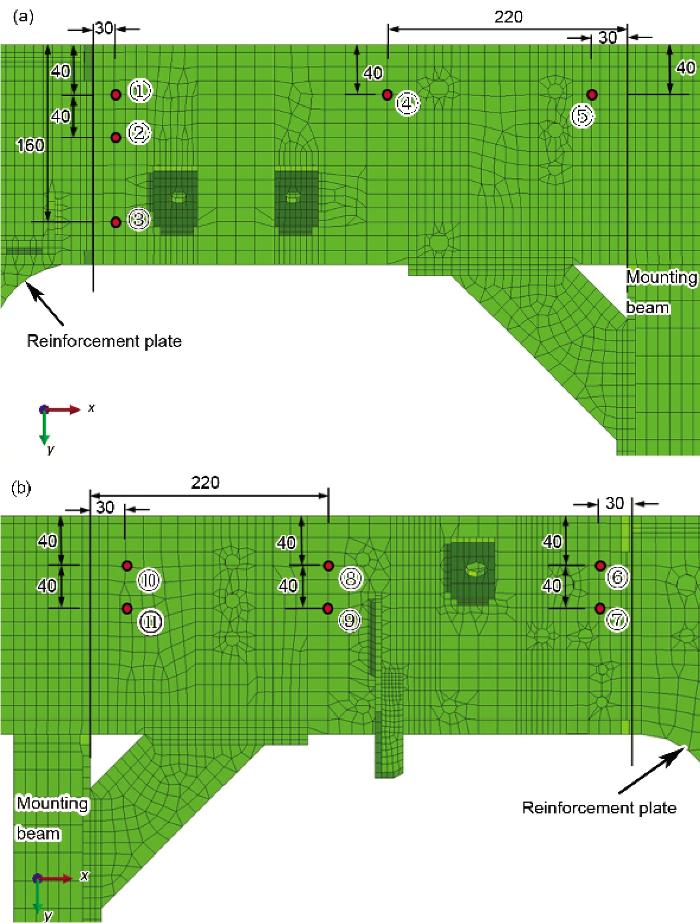
图10 三位角侧和四位角侧残余应力测试位置示意图
Fig.10 Schematics of test positions of residual stress in third place side (a) and fourth place side (b) (unit: mm)
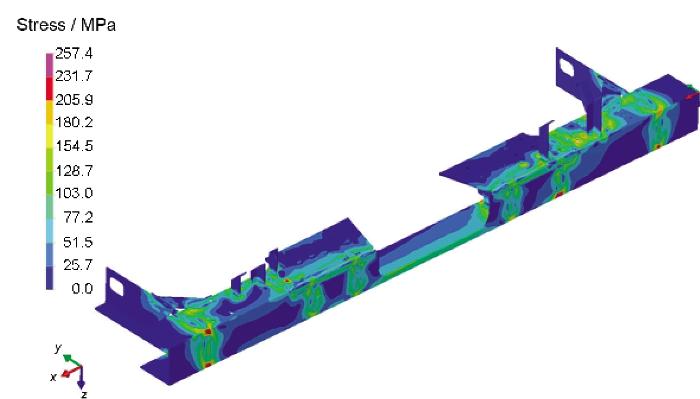
图8所示为采用现场焊接顺序时缓冲梁焊接结构残余应力分布. 可见, 在三位角侧, 工件挂与缓冲梁下翼板焊接区域存在不均匀的应力分布, 应力的最大值约为200 MPa; 而工艺孔附近存在较大的残余应力, 峰值应力约为200 MPa. 动车组列车在运行过程中, 缓冲梁结构承受着较大的纵向拉伸力和压缩力的反复作用. 因此, 长期的交变外力会与缓冲梁结构中存在的较大且分布不均匀的焊接残余应力(如下翼板边部和工艺孔区域)产生叠加, 易导致SCC裂纹形核.
工件挂是缓冲梁结构焊接过程中最后焊接完成的, 图9所示为采用现场焊接顺序模拟计算且未进行工件挂焊接前, 缓冲梁结构焊接残余应力分布. 与图8对比可以发现, 工件挂的焊接会导致缓冲梁下翼板与工件挂焊接的局部区域产生较高应力, 因此, 工件挂的焊接对缓冲梁下翼板边部裂纹形核具有一定的影响.
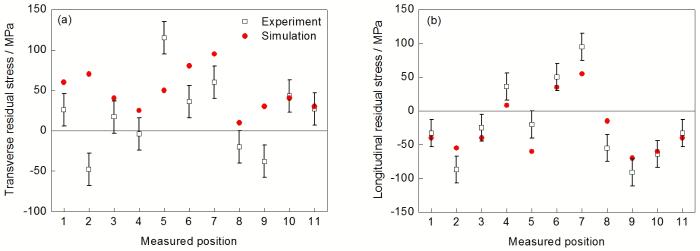
图11 缓冲梁下翼板横向和纵向残余应力模拟结果和实测结果对比
Fig.11 Comparisons of transverse (a) and longitudinal (b) residual stress between experiment and calculation for the bottom flange of buffer beam
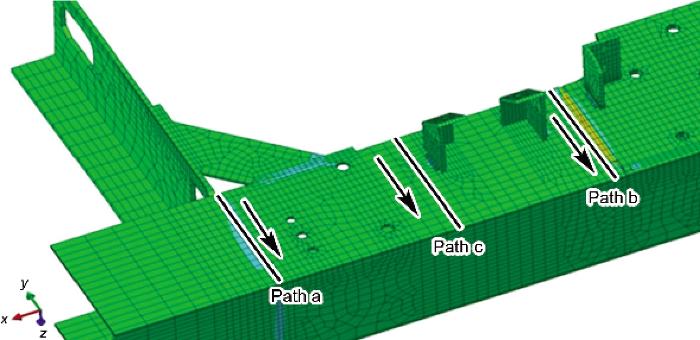
图12 残余应力计算结果提取位置示意图
Fig.12 Schematic of calculated positions for residual stress in third place side
为了验证建立的缓冲梁结构焊接有限元模型是否可靠, 模拟结果是否准确, 采用压痕应变法现场测试了缓冲梁结构的焊接残余应力, 并与模拟结果进行对比. 对缓冲梁结构三位角和四位角侧下翼板上残余应力进行了现场实测, 共测试了11个点的纵向(平行焊缝方向)和横向(垂直焊缝方向)应力, 具体测试位置如图10所示. 为了测试方便, 这些测试点均在缓冲梁下翼板上, 其中编号为④, ⑧和⑨的测试点位于母材, 其余的测试点均在焊接热影响区.
图11是11个测试点上的横向和纵向应力的模拟结果和实验结果对比. 可见, 模拟获得的应力的大小及变化规律与现场测试结果吻合较好. 在测试点②和测试点⑨处, 模拟获得的横向应力与现场实测结果差别较大, 如图11a所示, 横向应力模拟结果为拉应力, 而现场实测应力为压应力. 造成误差的主要原因是有限元分析没有考虑缓冲梁结构制造状态产生的残余应力. 从上述对比可见, 缓冲梁下翼板上测试位置的残余应力模拟结果和实测结果总体上吻合较好, 建立的缓冲梁结构焊接有限元模型是正确的.
材料对焊接残余应力的影响不仅与焊接材料有关, 而且与焊接母材也有关系, 材料的热物理性能参数和力学性能参数对焊接残余应力的产生过程有重要影响. 采用A6N01铝合金代替A7N01铝合金, 不仅考虑了热物性和力学性能变化对减轻残余应力的作用, 而且还考虑了A6N01铝合金具有较好的抗SCC性能, 有利于抑制缓冲梁结构在实际服役过程中产生SCC裂纹. 在此基础上, 研究了焊接结构和焊接顺序对缓冲梁结构残余应力的影响.
由图8和9可知, 在安装梁与缓冲梁连接处、工件挂附近和角补板与缓冲梁连接处存在较大的焊接残余应力, 且残余应力基本呈对称分布, 因此, 只分析缓冲梁三位角侧上述3个区域的残余应力分布. 提取如图12所示的路径a (安装梁与缓冲梁连接处)和路径b (角补板与缓冲梁连接处)处沿焊缝方向(y向, 纵向)和垂直焊缝方向(x向, 横向)的残余应力计算结果, 以比较不同优化工艺方案下的残余应力分布情况; 提取路径c (工件挂附近)处的纵向和横向的残余应力计算结果, 以讨论工件挂的焊接对缓冲梁下翼板残余应力的影响. 计算结果提取时, 均从缓冲梁三位角侧下翼板上边缘侧(按箭头指示方向)的单元节点开始.
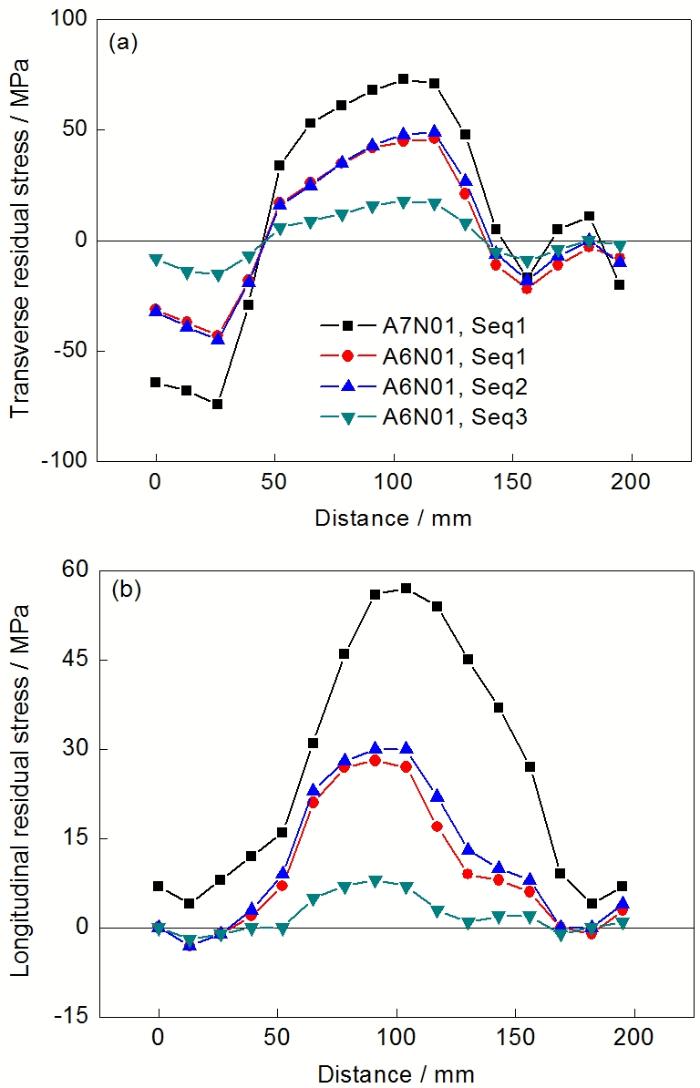
图13 不同焊接结构下沿路径a的横向和纵向的残余应力分布
Fig.13 Transverse (a) and longitudinal (b) residual stress along path a under different welding structures
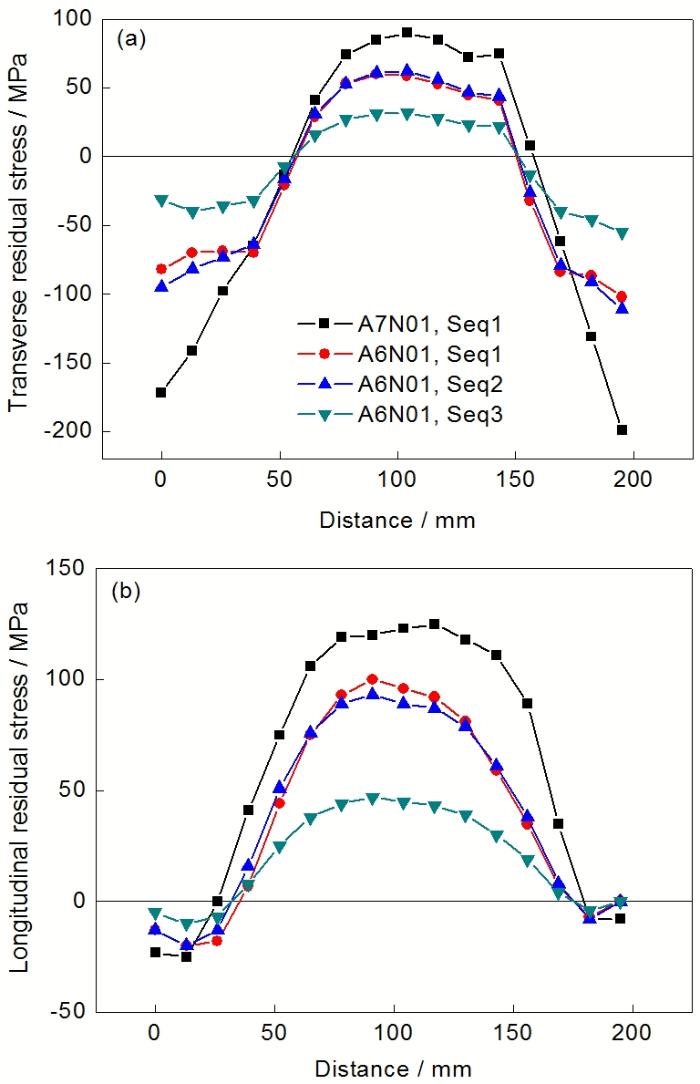
图14 不同焊接结构下沿路径b的横向和纵向的残余应力分布
Fig.14 Transverse (a) and longitudinal (b) residual stress along path b under different welding structures
3.3.1 焊接结构
由图8可知, 在角补板和缓冲梁焊接区域存在峰值达200 MPa的焊接残余应力. 为了降低该处的残余应力, 从焊接结构角度出发, 可考虑在缓冲梁型材制造时, 将角补板和缓冲梁合成一体(Str2, 现场焊接结构为Str1), 从而不必在现场生产过程中进行角补板和缓冲梁焊接, 仅需考虑槽型内筋板与缓冲梁和角补板的焊接. 此时, 整个缓冲梁结构可减少6条焊缝.
图13为焊接结构变化对缓冲梁下翼板路径a上的横向和纵向残余应力影响. 可以看出, 当母材采用A6N01铝合金时, 无论是纵向应力还是横向应力, 与母材采用A7N01铝合金时相比, 随着距下翼板边部距离的增大, 残余应力均先增大而后减小, 应力峰值显著地降低. 此时, 焊接结构变化几乎对路径a上横向和纵向残余应力没有影响.
焊接结构变化对缓冲梁下翼板路径b上的纵向和横向残余应力影响如图14所示. 可以看出, 焊接结构变化对路径b上的残余应力影响较大. 与母材采用A7N01铝合金时相比, 母材采用A6N01铝合金后, 残余应力变化规律未发生改变, 在路径b中部应力达到峰值, 但应力峰值却显著地降低. 采用Str2焊接结构后, 路径b上横向应力进一步减小, 纵向应力未发生较大变化, 但原来的纵向拉应力转变为压应力.
与缓冲梁原结构相比, 新结构中取消了角补板与缓冲梁之间的焊缝. 一般地, 焊接残余应力对焊缝附近区域的应力有较大影响, 因此, 焊接结构的变化对远离角补板的路径a上的残余应力影响较弱, 而对路径b上残余应力的影响较为明显. 由上述计算结果可知, 采用新结构可显著降低缓冲梁上靠近角补板的工艺孔区域的残余应力, 且可将残余拉应力转变为压应力, 从而有效地抑制沿工艺孔的穿孔裂纹的产生.
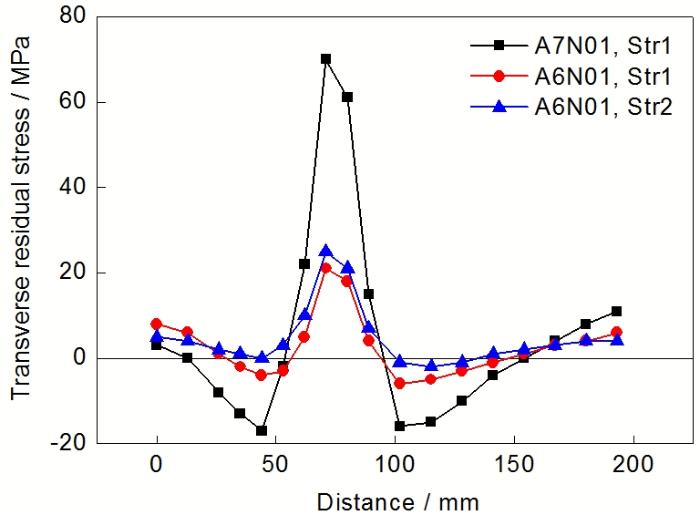
动车组工件挂上需要吊挂车钩、污物箱、车端连接器、防雪装置等, 因此, 工件挂的焊接在缓冲梁结构中是必不可少的. 图15是母材采用A6N01铝合金和A7N01铝合金时工件挂附近路径c上的横向残余应力变化. 可见, 与现场相比(采用A7N01铝合金母材及Str1焊接结构), 当母材采用A6N01铝合金后, 工件挂附近的最大横向残余应力由70 MPa降低至约20 MPa, 降低了约70%. 焊接结构的改变对路径c上的应力影响较弱. 可见, 母材由A7N01铝合金改为A6N01铝合金后有利于降低工件挂附近的焊接残余应力.
图15 不同焊接结构下沿路径c的横向残余应力
Fig.15 Transverse residual stress along path c under different welding structures
3.3.2 焊接顺序
图7b所示的缓冲梁焊接结构模型中共有62条焊缝, 焊缝数目较多, 因此, 不能考虑所有的焊接顺序对缓冲梁焊接结构残余应力的影响. 在现场焊接时采用的主要焊接顺序不变的前提下, 研究了2种焊接顺序对缓冲梁残余应力的影响. 与现场焊接顺序(Seq1)相对比, 第一种焊接顺序是由一个焊工先完成缓冲梁三位角侧所有部件的焊接再进行缓冲梁四位角侧所有部件的焊接(Seq2), 第2种焊接顺序是考虑缓冲梁结构具有对称性, 因此, 可设计采用双人对称同时施焊的方式进行焊接(Seq3).
焊接顺序变化对缓冲梁下翼板路径a上的纵向和横向残余应力影响如图16所示. 与图13相似, 焊接母材和焊接顺序的变化未改变纵向和横向应力的分布规律, 仅是降低了应力峰值. 与采用现场焊接顺序的应力计算结果相比, 采用Seq2焊接顺序时, 应力峰值略有降低, 而采用Seq3焊接顺序时, 应力峰值显著地降低, 横向和纵向拉应力峰值降低了约70%.
图17是焊接顺序变化对缓冲梁下翼板路径b上的纵向和横向残余应力影响. 可以发现, 焊接顺序变化对路径b上的纵向和横向应力的影响规律与路径a相同. 在采用Seq3焊接顺序后, 路径b上的横向和纵向残余应力分布更为均匀, 峰值接近10 MPa. 与现场焊接顺序相比, 应力峰值得到显著地降低.
图16 不同焊接顺序下沿路径a的横向和纵向的残余应力分布
Fig.16 Transverse (a) and longitudinal (b) residual stress along path a under different welding sequences
(1) 通过对比有限元模拟和实验获得的焊接接头截面宏观形貌、尺寸和温度场, 建立了适合缓冲梁结构现场焊接工艺的双椭球焊接热源模型.
(2) 建立了缓冲梁实际焊接结构焊接有限元模型, 通过压痕应变法现场实测缓冲梁结构焊接残余应力, 验证了模型的正确性. 模拟结果表明, 缓冲梁下翼板边部和工艺孔区域存在较大且分布不均匀的焊接应力, 工件挂的焊接对下翼板边部残余应力分布影响较大.
图17 不同焊接顺序下沿路径b的横向和纵向的残余应力分布
Fig.17 Transverse (a) and longitudinal (b) residual stress along path b under different welding sequences
(3) 采用A6N01铝合金代替A7N01铝合金作为母材, 可有效降低缓冲梁结构残余应力; 当角补板和缓冲梁整体成型时, 原焊缝附近的残余拉应力明显降低; 采用双人对称同时施焊能显著降低缓冲梁下翼板的残余拉应力.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
|
| [24] |
|
| [25] |
|
| [26] |
|
| [27] |
|

/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}