
王斌, 刘振宇 , 冯洁, 周晓光, 王国栋
, 冯洁, 周晓光, 王国栋
东北大学轧制技术及连轧自动化国家重点实验室, 沈阳110819
WANG Bin, LIU Zhenyu, Feng Jie, ZHOU Xiaoguang, WANG Guodong
中图分类号: TG355.5
通讯作者:
收稿日期: 2013-09-18
修回日期: 2014-03-21
网络出版日期: 2014-06-
版权声明: 2014 《金属学报》编辑部 版权所有 2014, 金属学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
作者简介: 王斌, 男, 1984年生, 博士
展开
摘要
利用超快速冷却技术对碳素钢中渗碳体的纳米析出行为和强化作用进行了研究. 实验结果表明, 在超快速冷却条件下, 0.17%C和0.33%C钢的组织中形成了大量弥散的纳米级渗碳体析出, 颗粒尺寸为10~100 nm, 实现了在无微合金元素添加的条件下渗碳体的纳米级析出. 随着超快速冷却终冷温度的降低, 钢的屈服强度和抗拉强度都逐渐增加, 当超快速冷却的终冷温度从890 ℃下降到600 ℃时, 0.17%C和0.33%C钢的屈服强度提高超过了100 MPa. 在超快速冷却之后采用形变热处理工艺, 可以进一步增加钢的位错密度, 促进渗碳体均匀形核, 实现了纳米级渗碳体颗粒在整个组织中更加均匀弥散的分布, 从而更好地实现均匀强化的效果. 在超快速冷却和形变热处理工艺条件下, 0.17%C钢的屈服强度提高到600 MPa以上.
关键词:
Abstract
In recent years, the precipitation strengthening by cementite, which is a common and economical second phase constituent in steels, has drawn renewed attention in the context of precipitation strengthening, because if cementites can be effectively refined to the scale of a few nanometers, they can induce significant precipitation strengthening effect. Therefore, nanoscale cementite is viewed as a viable option to replace precipitates of microalloying elements for reducing alloy costs in steel products. Given that cementites are usually to form lamellar pearlite structure in a traditional cooling process and generally tend to coarsen at relatively high temperatures, the thermodynamic feasibility for the formation of nanoscale cementite precipitates during cooling has been determined in the previous study, and the non-equilibrium precipitation of nanoscale cementite can be realized by increasing the cooling rate after hot rolling. Thus, the ultra fast cooling (UFC) technology was applied after the hot strip rolling for the research of precipitation behavior and precipitation strengthening of nanoscale cementite in carbon steels. The experimental results demonstrated that the UFC technology shows the unique effects on strengthening in carbon steels and a large number of dispersed nanoscale cementite precipitates with the size of 10~100 nm have been formed in 0.17%C and 0.33%C steels. The nanoscale precipitation of cementite was realized in the microstructure by UFC without the microalloy elements addition. Both the yield strength and tensile strength of the steels increased gradually with the stop temperature of UFC decreasing, and the yield strength increments of 0.17%C and 0.33%C steel were more than 100 MPa, when the stop temperature of UFC decreased from 890 ℃ to 600 ℃. Besides, thermomechanical treatment (TMT) process was introduced after UFC to explore uniform nucleation of cementite in hot-rolled carbon steels, and it is a feasible way to realize the uniform precipitation of nanoscale cementite in the entire miscrostructure for the further strengthening improvement. This was accomplished by subjecting the UFC cooled steel to a small degree of plastic deformation, with the aim to increase the dislocation density evidently. By combining UFC and TMT processing, the yield strength of 0.17%C steel is greater than 600 MPa, leading to a superior strengthening effect.
Keywords:
近年来, 随着全球环境的恶化和资源危机的出现, 钢铁行业也同样面临着新的挑战, 主要体现在合金成本升高和企业利润大幅下滑之间的矛盾, 为此需要减少钢铁产品中微合金元素的添加量, 以满足降低生产成本和节约合金资源的发展要求[1,2]. 渗碳体作为钢铁中最为经济和重要的第二相, 逐渐在钢铁产品开发过程中引起了广泛的关注[3-7]. 若能有效地将渗碳体细化到数十纳米的尺寸, 则可以产生非常强烈的第二相强化效果, 起到与微合金碳氮化物一样的强化作用, 达到降低钢中微合金元素含量的同时又能提高钢材强度的目的[8,9].
由于在传统的碳素钢生产工艺中, 在平衡或者近似平衡的冷却条件下, 渗碳体通常以珠光体片层的形式析出, 无法形成纳米级颗粒, 并且在热轧后的高温条件下很容易粗化长大[10]. 而本文作者前期的热力学计算[11]发现, 提高热轧后板坯的冷却速率, 增加奥氏体相变过冷度, 增大相变自由能, 是实现碳素钢中渗碳体纳米级析出的可行方法之一.
本工作利用超快速冷却(UFC)技术, 突破了传统热轧生产线上冷却能力不足的制约[12-14], 通过提高热轧后的冷却速率使渗碳体在非平衡状态下析出, 在薄板坯热轧实验中实现了渗碳体的纳米级析出, 产生了明显的析出强化效果. 并且与后续的形变热处理(TMT)工艺相结合[15], 进一步促进渗碳体弥散析出, 使渗碳体更加均匀地分布在整个基体中, 表现出更加强烈的均匀强化效果, 从而大幅度提高材料的强度.
实验材料采用真空感应炉冶炼的碳素钢坯料, 浇铸成钢锭后锻造成厚度为70 mm的板坯用于热轧实验, 其化学成分如表1所示. 2种钢的成分设计中采用了不同的C含量, 并且都无微合金元素添加.
表1 实验用钢的化学成分
Table 1 Chemical compositions of tested steels(mass fraction / %)
| Steel | C | Si | Mn | P | S | N | Fe |
|---|---|---|---|---|---|---|---|
| I | 0.17 | 0.18 | 0.70 | 0.008 | 0.002 | 0.0035 | Bal. |
| II | 0.33 | 0.18 | 0.71 | 0.004 | 0.001 | 0.0020 | Bal. |
轧制实验在直径450 mm的两辊可逆轧机上进行, 高温热轧后的冷却装置包括超快速冷却器和普通层流冷却器, 为模拟钢轧制后的加速冷却提供了便利条件. 在热轧后的冷却过程中, 通过红外线测温仪测定冷却过程中板材表面温度, 通过万用秒表测定时间.
热轧后沿板坯的轧制方向纵向制成试样, 利用Quanta 600扫描电镜(SEM)和TECNAI G2 20F透射电镜(TEM)进行剖面的显微组织观察. SEM试样在磨制抛光后采用4%硝酸酒精溶液(体积分数)腐蚀制成. TEM试样采用双喷减薄法制备, 先用线切割机切割约300 μm厚的试样, 然后机械减薄至厚50 μm, 再双喷电解减薄, 电解液为10%高氯酸酒精溶液(体积分数), 减薄温度为-25 ℃, 减薄电压为30 V, 电流为45 mA.
根据GB/T228-2002在室温下进行拉伸实验, 测量试样力学性能, 每组实验3个试样, 计算其平均值. 采用6 mm全板厚的试样, 拉伸方向为轧制方向, 拉伸过程中拉伸速率为5 mm/min. 拉伸试样的标距L0=50 mm, 平行端的宽度为12.5 mm, 长度为80 mm. 试样总长为180 mm (含夹持部分).
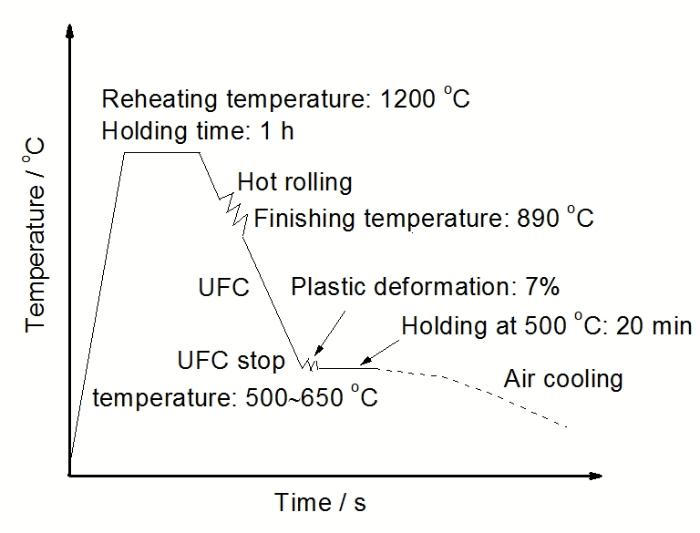
图1为超快速冷却工艺的示意图. 将板坯在K010箱式炉中加热至1200 ℃保温1 h后进行9道次热轧, 终轧后板坯厚度为6 mm, 总变形量为91.4%. 钢开轧温度约为1100 ℃, 终轧温度为890 ℃, 轧制结束后, 采用超快速冷却以100~120 ℃/s的速率过冷到600~750 ℃, 然后采用层流冷却(ACC)缓慢冷却至500 ℃左右, 以20~50 ℃/s冷却速率, 最后空冷到室温. 部分工艺在终轧温度890 ℃后, 未采用超快速冷却, 而是直接采用层流冷却至500 ℃.
图1 超快速冷却工艺示意图
Fig.1 Schematic of ultra fast cooling (UFC) and accelerated cooling (ACC) process
在室温条件下进行拉伸实验, 得到钢的强度和断后伸长率随超快速冷却终冷温度降低时的变化情况, 如图2所示.
图2 超快速冷却终冷温度对0.17%C 和0.33%C钢力学性能的影响
Fig.2 Effect of UFC stop temperature on mechanical properties of 0.17%C steel (a) and 0.33%C steel (b)
从图2a可以看出, 当采用ACC层流冷却时, 0.17%C钢的强度较低, 屈服强度约为320 MPa, 抗拉强度约为460 MPa. 当超快速冷却终冷温度持续降低时, 0.17%C钢的屈服强度和抗拉强度都有明显提高, 而且变化趋势相当. 当超快速冷却终冷温度从890 ℃下降到600 ℃, 0.17%C钢的屈服强度由317 MPa提高到429 MPa, 屈服强度增加了约110 MPa, 抗拉强度由468 MPa提高到538 MPa, 抗拉强度增加了约70 MPa. 而断后伸长率随超快速冷却温度的变化趋势与强度相反, 随着超快速冷却终冷温度的降低, 0.17%C钢的断后伸长率呈下降趋势. 当超快速冷却终冷温度下降到600 ℃时, 断后伸长率达到最低值24.5%,下降了约14%.
由图2b可以看出, 超快速冷却终冷温度对0.33%C钢力学性能的影响规律与0.17%C钢一致, 0.33%C钢的屈服强度和抗拉强度随着超快速冷却终冷温度的降低明显增加, 断后伸长率随超快速冷却终冷温度的降低呈下降的趋势. 当超快速冷却终冷温度从890 ℃下降到600 ℃, 0.33%C钢的屈服强度由463 MPa提高到585 MPa, 屈服强度增加了122 MPa, 抗拉强度由669 MPa提高到777 MPa, 抗拉强度增加了108 MPa, 断后伸长率从23.5% 下降到17%.
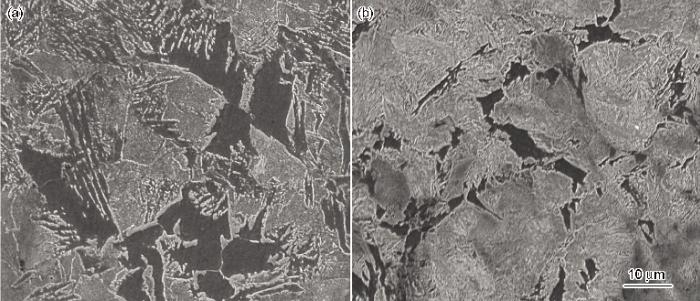
图3为0.17%C和0.33%C钢在超快速冷却终冷温度为600 ℃条件下的SEM像. 可以看出, 0.17%C和0.33%C钢的显微组织由黑色的铁素体区和白色的珠光体区组成. 珠光体在组织中占有绝对的优势, 而且随着钢中C含量的增加, 组织中珠光体体积分数进一步增加, 铁素体体积分数相应减少. 铁素体的内部组织非常纯净, 无析出物分布, 而块状珠光体内部的组织在SEM下依然无法分辨, 需要通过TEM进行观察.
图3 超快速冷却终冷温度为600 ℃条件下0.17%C和0.33%C钢的SEM像
Fig.3 SEM images of 0.17%C steel (a) and 0.33%C steel (b) after UFC process with UFC stop temperature of 600 ℃
在超快速冷却终冷温度为600 ℃条件下, 0.17%C和0.33%C钢中珠光体区域的TEM像如图4所示. 可以看出, 钢中的珠光体形貌已经不再是传统的片层状结构, 而是发生了退化, 片层结构被打破, 生成了短片状、椭圆形、甚至接近圆形的纳米颗粒. 这种由均匀的过冷奥氏体直接形成的非片状珠光体叫做退化珠光体, 这一过程叫做珠光体退化. 从图4可以看出, 2种钢中都有大量纳米级渗碳体弥散析出, 颗粒尺寸在10~100 nm范围内. 可见, 通过超快速冷却技术在无微合金元素添加的条件下实现了碳钢中渗碳体的纳米级析出.
图4 超快速冷却终冷温度为600 ℃条件下0.17%C和0.33%C钢的TEM像
Fig.4 TEM images of 0.17%C steel (a) and 0.33%C steel (b) after UFC process with UFC stop temperature of 600 ℃
3 形变热处理工艺
图5为热轧后形变热处理工艺的示意图. 将0.17%C钢板坯在K010箱式炉中加热至1200 ℃, 保温1 h, 板坯初始厚度为70 mm, 经过9道次热轧, 终轧后板坯厚度为6 mm, 总变形量为91.4%. 钢开轧温度约为1100 ℃, 终轧温度为890 ℃, 轧制结束后, 采用超快速冷却以100~120 ℃/s的速率冷却到500~650 ℃, 然后进行单道次7%的塑性变形, 随后在500 ℃下保温20 min, 最后空冷到室温.
图5 形变热处理工艺示意图
Fig.5 Schematic of UFC and thermomechanical treatment (TMT) process
在形变热处理条件下不同超快速冷却终冷温度下0.17%C钢的力学性能如图6所示. 可以看出, 在形变热处理的条件下, 0.17%C钢的强度随着超快速冷却终冷温度的降低而升高. 当超快速冷却终冷温度为600 ℃时, 0.17%C钢的屈服强度达到600 MPa, 当超快速冷却终冷温度下降到500 ℃时, 屈服强度达到700 MPa以上. 与上述热轧后直接通过ACC冷却的工艺条件相比, 0.17%C钢的屈服强度可以提高300 MPa以上, 实现了屈服强度的翻倍增长, 提高程度非常明显, 而且采用超快速冷却和形变热处理相结合的工艺, 强化效果也远高于单独采用超快速冷却工艺. 此外, 在形变热处理的条件下, 0.17%C钢的延伸率随着超快速冷却终冷温度的降低呈下降趋势, 变化范围是16%~25%.
图6 形变热处理工艺中超快速冷却终冷温度对0.17%C钢力学性能的影响
Fig.6 Effect of UFC stop temperature on mechanical properties of 0.17%C steel by TMT
经超快速冷却冷却到500 ℃后, 进行形变热处理的0.17%C钢的SEM和TEM像如图7所示. 从图7a可以看出, 在形变热处理工艺条件下, 实现了基体组织的均匀化, 形成了更加单一的组织结构. 在这样单一的组织基体中, 先共析铁素体的体积分数进一步减少, 并不存在明显的贫C区和富C区, 从而有利于纳米渗碳体在组织中更加均匀的析出和分布, 能够更好地达到均匀强化的效果.
图7 超快速冷却和形变热处理后0.17%C钢的SEM和TEM像
Fig.7 SEM (a) and TEM (b) images of 0.17%C steel after UFC and TMT process
TEM观察显示, 在单一的基体上均匀弥散地分布着大量纳米渗碳体颗粒, 如图7b所示, 与单独的超快速冷却工艺相比, 形变热处理工艺的变形为渗碳体提供了更多的形核位置, 使得在保温过程中渗碳体得到更加充分的析出, 而且尺寸小, 为30~50 nm, 且分布均匀.
热轧实验的结果表明, 通过轧后超快速冷却, 提高奥氏体的过冷度, 使过冷奥氏体在非平衡状态下发生相变, 是实现碳素钢中渗碳体纳米化的一种有效方式.
与传统ACC的冷却路径相比, 在超快速冷却条件下, 钢的相变起始温度更低, 过冷度更大, 从而导致退化珠光体相变时相界面处自由能差增加而产生加速效应. 与此同时, C的扩散系数随着温度的降低而明显下降, C的扩散行为在超快速冷却条件下受到限制[16,17]. 因此, 当C的扩散速率小于相界面的反应速度时, C供给不足, 渗碳体将无法持续增长成片层状, 而是以纳米颗粒的形式沉淀析出[18].
从能量的角度而言, 渗碳体以颗粒形式代替片层状结构析出, 必然会导致渗碳体表面能的增加, 这部分增加的能量正是通过超快速冷却实现更大的过冷度, 从而产生更大的自由能差, 提供更多的动力进行弥补的[19].
另一方面, 轧后的超快速冷却过程抑制了先共析铁素体的形成, 随着冷速的增加, 组织中先共析铁素体的体积分数逐渐减少, 相对应地, 珠光体的体积分数逐渐增多. 在钢中C含量一定的情况下, 组织中珠光体区域的增多必然导致渗碳体更加弥散的分布, 而并不是聚集长大成片层状.
钢中的C含量对渗碳体的析出行为同样也有着重要的影响. 当C含量很低的时候, 渗碳体只会在晶界处析出, 而且析出量非常少, 在这种条件下, 利用超快速冷却工艺控制渗碳体析出的强化效果非常有限. 当C含量很高的时候, 采用超快速冷却, 过冷的奥氏体很可能直接进入伪共析区, 形成细化的珠光体片层结构. 而2种钢中的C含量适中, 经过超快速冷却后, 渗碳体在退化珠光体区内以纳米颗粒的形式析出. 根据实验结果可以推测, 当碳钢中C的质量分数在0.17%~0.33%的范围内时, 通过超快速冷却工艺, 组织均可以形成纳米级的渗碳体颗粒, 而且随着C含量的增加, 先共析铁素体体积分数逐渐减少, 退化珠光体体积分数增多, 纳米渗碳体的析出量更大.
然而, 虽然通过超快速冷却在无微合金元素添加的条件下实现了渗碳体以纳米颗粒的形式析出, 但组织中渗碳体的析出分布并不均匀, 依然存在有一定量的先共析铁素体区. 在不同终冷条件下, 0.17%C钢中的先共析铁素体只是体积分数发生了变化, 微观形貌基本相同. 由于先共析铁素体C含量非常低, 内部非常纯净, 并无渗碳体析出, 如图8所示. 因此对于整体组织而言, 在纳米渗碳体析出时无法达到均匀强化的效果[20].
图8 超快速冷却条件下0.17%C钢中先共析铁素体的TEM像
Fig.8 TEM image of pro-eutectoid ferrite in 0.17%C steel in UFC process
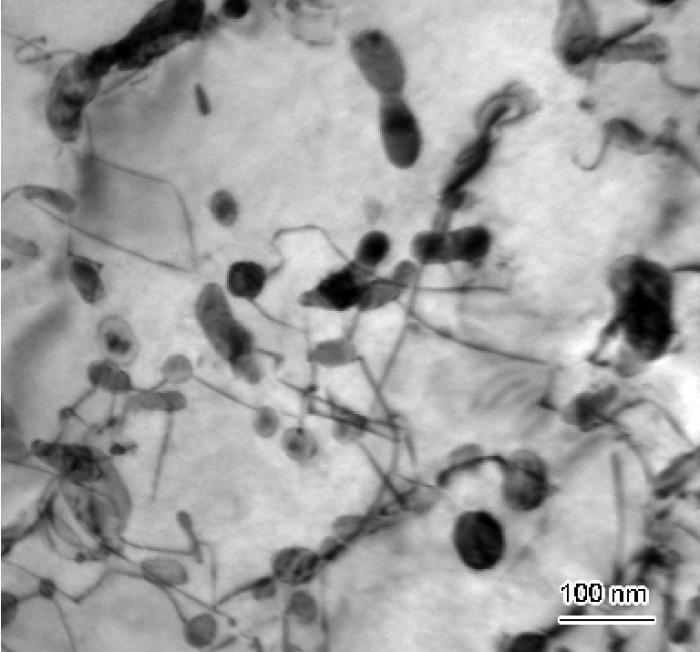
但与此同时, 在超快速冷却工艺的实验中发现, 组织中的位错也是影响渗碳体纳米化析出的重要因素. 这是因为位错是C扩散的便捷通道和渗碳体有利的形核位置. 此外, 当渗碳体颗粒在位错的周围析出时, 原有的位错缺陷会消失, 导致位错能量降低, 这也是渗碳体析出的一种驱动力[21-23]. 图9为0.17%C钢中的渗碳体在位错区域析出的TEM像. 可以观察到大量的纳米级渗碳体在位错线的周围分布.
图9 0.17%C钢中的渗碳体在位错区域析出的TEM像
Fig.9 TEM image of nanoscale cementites precipitated around the dislocation lines in 0.17%C steel
由于热轧结束后立即进入超快速冷却, 晶粒内由于高温变形产生的大量位错被保留下来, 而这些位错的存在将促进纳米渗碳体的形核和弥散分布, 有利于形成均匀的渗碳体强化效果. 因此, 在超快速冷却的基础上, 继续采用后续的形变热处理工艺, 即在渗碳体未完全沉淀析出前, 施加一定量的塑性变形, 通过变形进一步增加板坯内部的位错密度, 使得渗碳体析出时的形核位置进一步增多, 从而使得在保温过程中渗碳体析出更加充分, 分布更加弥散, 产生了更加强烈的析出强化效果, 使钢的屈服强度大幅度增加.
当第二相在变形的钢铁材料基体中发生析出相变时, 其相变过程可明显加速, 这种析出行为被称为应变诱导析出[24]. 当第二相发生应变诱导析出时, 钢的基体组织中存在的形变储能将对析出相变产生明显的影响, 显然, 由于第二相析出相变完成后, 在析出颗粒周围一定范围内的形变储能将被消散, 因而形变储能也是第二相析出相变的驱动力.
采用超快速冷却和形变热处理工艺正是充分利用形变储能的作用, 诱发钢中渗碳体的弥散析出. 但是, 形变储能的准确估算问题至今尚未很好的解决. 普遍认为, 形变储能主要由变形过程中大量增殖的位错能组成.
钢铁材料在高温下经较大形变量的塑性变形时, 通过应变积累, 在材料内部会产生大量的形变储能, 形成高密度位错. 但是, 形变储能存在着衰减过程, 高温变形轧制所产生的变形储能会随着回复、再结晶、相变、温度和时间的变化而不断衰减, 如缓慢冷却到低温, 则变形储能很难大量保存下来, 位错将会很快消失. 因此, 采用轧后超快速冷却的方式就是为了充分减少相变前的衰减时间, 尽量保留高温热轧后的变形储能, 并且在中低温下再施加一定轧制变形量, 让组织中继续积累大量的形变储能, 增加组织中的位错密度, 而位错的存在将促进纳米渗碳体的形核和弥散分布, 有利于形成均匀的析出强化效果.
(1) 在轧后超快速冷却条件下, 0.17%C和0.33%C钢的组织中可观察到大量弥散的纳米级渗碳体析出, 颗粒直径约为10~100 nm. 通过超快速冷却技术实现了在无微合金元素添加的条件下渗碳体的纳米级析出.
(2) 随着C含量的升高和超快速冷却终冷温度的降低, 0.17%C和0.33%C钢中铁素体组织逐渐减少, 珠光体组织增多. 随着超快速冷却终冷温度的降低, 钢的屈服强度和抗拉强度都逐渐增加, 当终冷温度从890 ℃下降到600 ℃时, 屈服强度提高了约100 MPa.
(3) 超快速冷却技术和形变热处理的工艺相结合, 进一步实现了纳米渗碳体在组织中的均匀析出, 达到了更加突出的均匀强化效果, 与层流冷却相比, 0.17%C钢的屈服强度可提高300 MPa以上.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
|
| [24] |
|

/
| 〈 |
|
〉 |






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}