
吴铭方 , 匡泓锦, 王凤江, 林红香, 胥国祥
, 匡泓锦, 王凤江, 林红香, 胥国祥
江苏科技大学先进焊接技术省级重点实验室, 镇江 212003
WU Mingfang, KUANG Hongjin, WANG Fengjiang, LIN Hongxiang, XU Guoxiang
中图分类号: TG454
通讯作者:
收稿日期: 2013-11-28
修回日期: 2014-02-25
网络出版日期: --
版权声明: 2014 《金属学报》编辑部 版权所有 2014, 金属学报编辑部。使用时,请务必标明出处。
基金资助:
作者简介:
吴铭方, 男, 1962年生, 教授, 博士
展开
摘要
采用Zr箔/Cu箔/Zr箔中间层对Ti(C, N)-Al2O3陶瓷基复合材料进行部分瞬间液相扩散连接实验, 研究保温时间对元素扩散及界面反应产物的影响, 探讨了制约接头室温强度的因素, 对比分析了在部分瞬间液相扩散连接过程中, 辅助脉冲电流对元素扩散及接头强度的作用机制. 结果表明, 预置Zr箔/Cu箔/Zr箔中间层通过部分瞬间液相扩散连接, 在加热温度950 ℃, 保温时间15~30 min条件下接头强度达到最大值. 保温时间过短, 活性元素Zr削弱基体强度, 保温时间过长, Zr与Cu在界面生成金属间化合物降低了接头的强度. 扩散焊过程中施加辅助脉冲电流能够有效缓解接头的残余应力, 防止裂纹在脆性基体材料中扩展; 但是同时促进了界面处的反应进程, 显著提高了界面处Cu-Zr金属间化合物的形成速度, 使得界面易成为接头的薄弱环节.
关键词:
Abstract
The partially transient liquid phase-diffusion bonding (PTLP-DB) on Ti(C, N)-Al2O3 ceramic matrix composites (CMC) was studied using the Zr foil/Cu foil/Zr foil sanwich as an interlayer. Effect of holding time during PTLP-DB on the element diffusion and reacted products at the interface was analyzed and the affected factors on the joint strength during PTLP-DB were explored. The effect of auxiliary pulse current during PTLP-DB between CMC on element diffusion at the interface and joint strength and its mechanism were also studied. The results showed that the optimum holding times were 15~30 min during PTLP-DB on CMC at 950 ℃. With a shorter holding time, the joint strength decreased due to the existance of unreacted Zr elements at the interface, while with a longer holding time, the joint strength decreased due to the overgrowth of CuZr intermetallics at the interface. With the auxiliary pulse current during PTLP-DB, the residual stress at the interface was greatly decreased, which inhibited the propagation of crack into the base materials. While, the auxiliary pulse current can promote the reaction between Cu and Zr and the formation of Zr-Cu intermetallics at the interface, which produced a weaked interface in the joints.
Keywords:
Ti(C, N)-AlO陶瓷基复合材料是由Ti(C, N), AlO陶瓷相和Ni, Mo, Co, MoC金属或合金相组成的非均质复合材料, 与一般硬质合金相比, 既保持了陶瓷的高硬度、耐磨损、耐高温和抗氧化的特性, 同时密度显著降低; 与常规陶瓷材料相比, 还具备金属材料特有的一定韧性和塑性, 因此作为刀具材料和高温结构材料有着重要价值[
近年来, 科研工作者对陶瓷等脆性材料连接进行了较深入的研究, 连接方法涉及活性金属钎焊[
在瞬间液相扩散焊连接陶瓷的研究领域, 主要涉及连接机理研究(包括接触熔化阶段的动力学特征[
部分瞬间液相扩散连接实验基体材料选用Ti(C, N)-AlO陶瓷基复合材料(弯曲强度850 MPa, 硬度94.7 HV, 热膨胀系数9×10-6 /℃), 原始尺寸19 mm×19 mm×20 mm; 中间层材料Zr箔、Cu箔厚度分别为10和500 µm. 基体材料使用线切割制备成直径为8.5 mm, 长为20 mm圆棒, 并用机械加工精磨待连接面; 所有材料焊前采用金相砂纸研磨并用超声波丙酮清洗.
待连接试样以Ti(C, N)-AlO/Zr箔/Cu箔/Zr箔/Ti(C, N)-AlO叠放顺序置于真空扩散焊炉中进行部分瞬间液相扩散连接实验. 热态真空度1×10-2 Pa, 加热升温速度低于3 ℃/min, 焊后试样冷却速度不超过1 ℃/min; 焊接工艺参数: 加热温度950 ℃, 保温时间5~60 min, 试样轴向施加压力载荷3 MPa. 辅助电脉冲真空扩散焊实验在专用加热炉中完成, 真空度13 Pa, 试样轴向施加压力载荷1 MPa, 直流电脉冲占空比(ON/OFF)为12/2, 升温速率100 ℃/min, 焊后试样随炉冷却, 焊接温度850 ℃, 保温时间3~10 min.
焊接结束后, 采用线切割方法截取微观分析用样品和四点弯曲实验用试棒, 微观分析样品尺寸为8 mm×8 mm×3 mm, 四点弯曲样品尺寸为3 mm×4 mm×40 mm. 接头强度测试按照GB6569-86工程陶瓷弯曲强度实验方法进行; 采用JSM6480型扫描电镜(SEM)和INCA电子探针对焊接接头元素扩散行为、界面微观组织形貌和断口特征进行分析, 采用XRD-6000 X射线衍射仪(XRD)分析界面物相.
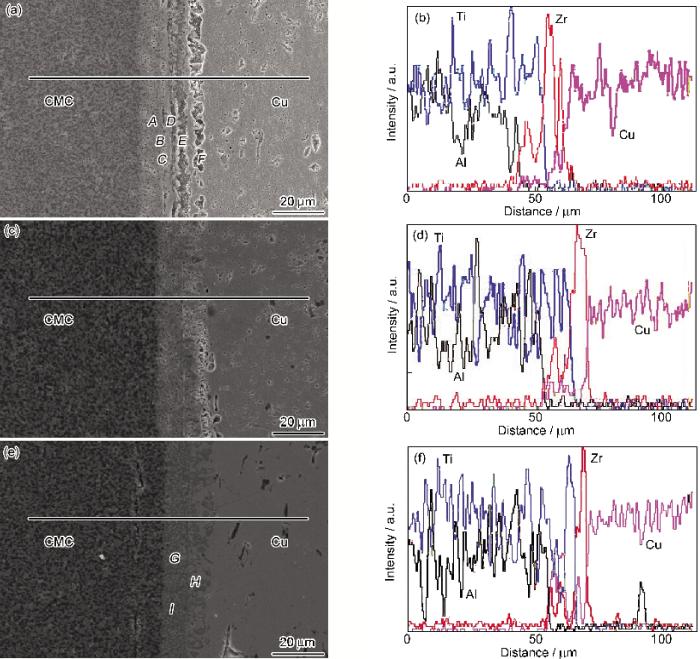
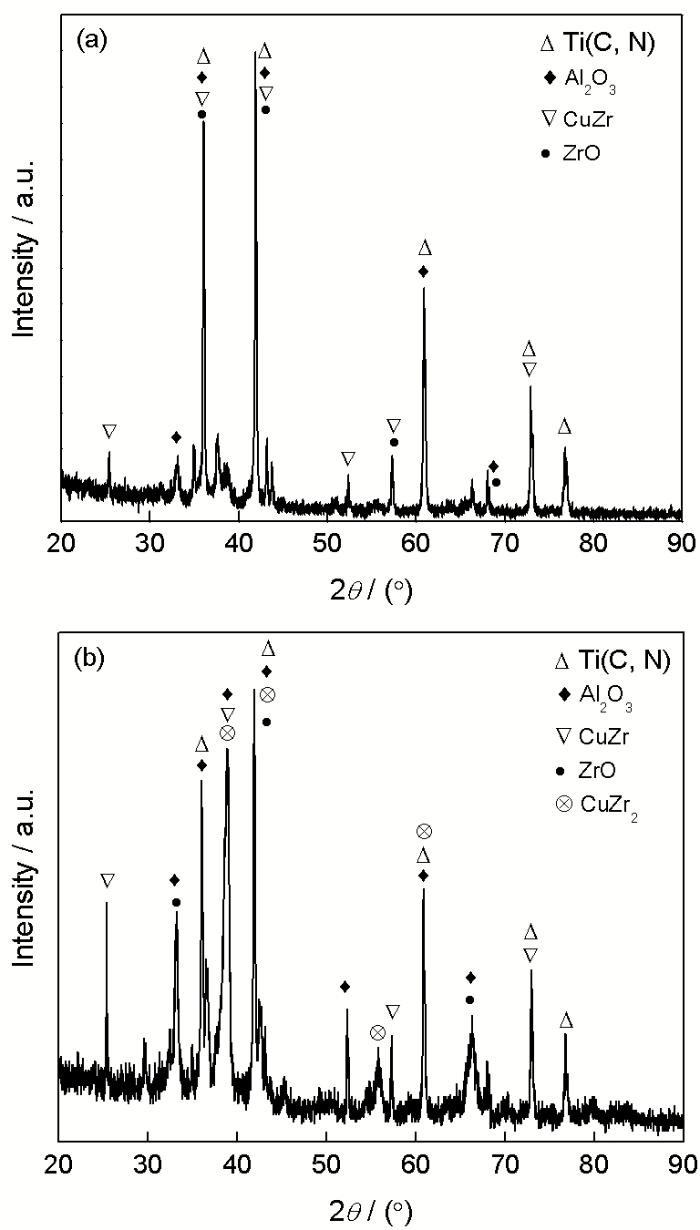
图1为保温时间对Ti(C, N)-AlO接头组织形貌及元素扩散分布的影响, 特征点元素含量能谱测试结果见表1. 由保温时间5 min的结果(图1a)可知, Zr箔因与Cu箔之间发生共晶反应而完全溶解(Cu箔较厚, 仅部分溶解), 形成的共晶液相在Ti(C, N)-AlO陶瓷基复合材料表面润湿铺展良好, 表现为其无显微空洞等微观缺陷. Zr元素浓度分布曲线起伏较大, 在界面区域含量最高. 临近界面处的Ti(C, N)-AlO陶瓷基复合材料一侧明显形成扩散过渡区, 该区域具有较高的含Ti量, 一定的含Zr量和少量的含Al, Cu量, 说明Zr元素向Ti(C,N)-AlO陶瓷基复合材料中扩散迁移强烈, 保温5 min其扩散深度已达到15 µm左右; 陶瓷基复合材料中的Ti(C,N)颗粒少量进入焊缝. 总体来看, 焊缝区域可以分为3个区, 即Zr和Cu元素向Ti(C, N)-AlO陶瓷基复合材料中扩散形成的过渡区(以下简称扩散过渡区)、界面反应区以及焊缝中心区. 扩散过渡区内AlO陶瓷颗粒发生显著分解, 界面反应区内Zr含量较高, 同时存在微量Ti(C, N)陶瓷颗粒, 焊缝中心区内主要以Cu箔溶解后形成的产物为主. 特征点元素含量能谱测试结果(表1)表明, 在950 ℃, 保温时间5 min时, 焊缝部分区域已出现Zr-Cu金属间化合物; 界面及焊缝中Al含量明显高于扩散过渡区. 加热温度950 ℃不变, 保温时间延长至15 min (图1c), Zr和Cu元素进一步向扩散过渡区迁移, 其中Cu含量明显升高; 焊缝中层状组织逐渐消失, Ti(C, N)-AlO陶瓷基复合材料、中间层Cu箔与焊缝界面变得模糊不清. 保温时间进一步延长至60 min (图1e), 扩散过渡区含Cu量增加显著, 而含Zr量变化不大, 与保温时间5 min相比, 焊缝中黑色大块状组织基本消失, 取而代之是深灰色块状和颗粒状组织, 经能谱测试含Zr量为61.5% (原子分数, 下同), 含Cu量为37.3%, 可能主要由ZrCu金属间化合物构成. Ti元素在扩散过渡区靠近界面处出现峰值, 这可能与大量Cu元素扩散进入该区有关. 为了进一步分析Ti(C, N)-AlO陶瓷基复合材料一侧界面反应产物, 采用XRD进行了物相测定, 结果如图2所示. 由此可以推断, Ti(C, N)-AlO陶瓷基复合材料一侧界面金属间化合物及氧化物主要为CuZr, CuZr, ZrO, 当然不排除还存在Cu-Al, Zr-Al或其它多元化合物, 可能因为含量较低未能检测到.
表1 图1中特征点能谱测试结果
| Position | Al | Ti | Cu | Zr | Ni | Mo |
|---|---|---|---|---|---|---|
| A | 1.1 | 79.4 | 2.3 | 14.2 | 0.3 | 2.7 |
| B | 2.4 | 3.5 | 8.7 | 84.9 | 0.5 | - |
| C | 6.5 | 3.3 | 30.6 | 59.1 | 0.5 | - |
| D | 7.1 | 0.4 | 86.3 | 5.9 | 0.3 | - |
| E | 6.4 | 0.4 | 55.7 | 35.8 | 1.7 | - |
| F | 7.1 | 0.3 | 88.8 | 3.3 | 0.5 | - |
| G | 0.7 | 74.1 | 17.7 | 7.1 | 0.4 | - |
| H | 0.9 | 0.3 | 37.3 | 61.5 | - | - |
| I | 5.2 | 1.3 | 88.3 | 5.2 | - | - |
对于部分瞬间液相扩散连接Ti(C, N)-AlO/Zr箔/Cu箔/Zr箔/Ti(C, N)-AlO反应体系, 当焊接加热升温过程中, 由于Zr箔/Cu箔中间层之间存在很大的初始浓度梯度, 所以相互间扩散非常迅速. 当加热到共晶温度912 ℃时, 在Zr箔/Cu箔界面瞬时产生液相, 在随后加热升温至950 ℃以及保温过程中, Zr-Cu共晶液相同时向Zr箔侧和Cu箔侧推移, 直至Zr箔全部溶解, 此时Zr箔与Cu箔接触熔化阶段结束. 根据前述关于界面元素分布及反应产物分析可知, 一旦Zr箔完全熔化, Zr和Cu迅速向Ti(C, N)-AlO陶瓷基复合材料中迁移而形成扩散过渡区. 其中Zr元素扩散驱动力来源于3方面: (1)元素浓度梯度的存在; (2) Zr和陶瓷基复合材料中的AlO发生化学反应; (3) Zr与Ti(C, N)-AlO陶瓷基复合材料中的粘结相Ni发生共晶反应. 一般来讲, Zr与Ti相比, 由于Ti的活性相对较强, Zr的扩散速度相对较慢, 界面处更容易得到均匀过渡的组织. 对于Cu, 除了借助Zr的扩散通道之外, Cu与Ni互溶也加速其向Ti(C, N)-AlO陶瓷基复合材料中扩散. 由于中间层Cu箔厚度达到500 µm, 尽管焊接过程中有大量Cu扩散进入Ti(C, N)-AlO陶瓷基复合材料, 但通过中间层Cu箔不断溶解确保了液态合金中Cu的含量, 同时促使该区域成分偏离共晶点而发生等温凝固, 于是液/固界面持续向Ti(C, N)-AlO陶瓷基复合材料界面推移, 直至液相完全耗尽. 随着保温时间进一步延长, 固态焊缝中的Zr和Cu仍不断向Ti(C, N)-AlO陶瓷基复合材料中扩散, 同时中间层Cu箔中Cu原子持续扩散进入焊缝, 直至在该焊接温度下元素扩散达到动态平衡.
结合Cu-Zr二元相图[
界面处产生CuZr和CuZr金属间化合物相, 其Gibbs自由能分别为-15.95和-14.14 kJ/mol[
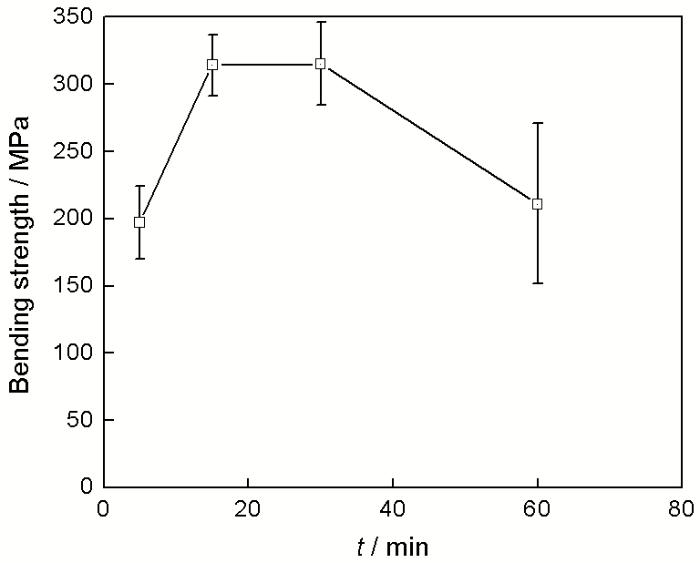
连接温度950 ℃, 试样轴向施加压力载荷3 MPa条件下, 保温时间对Ti(C, N)-AlO接头四点弯曲强度的影响如图3所示. 保温时间对接头强度影响较为显著, 保温时间为15和30 min时平均强度达到最大值, 分别为314.2和315.2 MPa, 保温时间为5和60 min时, 接头强度明显下降, 说明保温时间过短或过长都将有损接头强度. 从焊接试样测试的2个弯曲样品强度差值来看, 保温时间5, 15和30 min分别为54.2, 45.2和62 MPa, 而保温时间60 min达到了169.3 MPa, 说明保温时间过长, 焊接接头力学性能存在较大不均匀性.
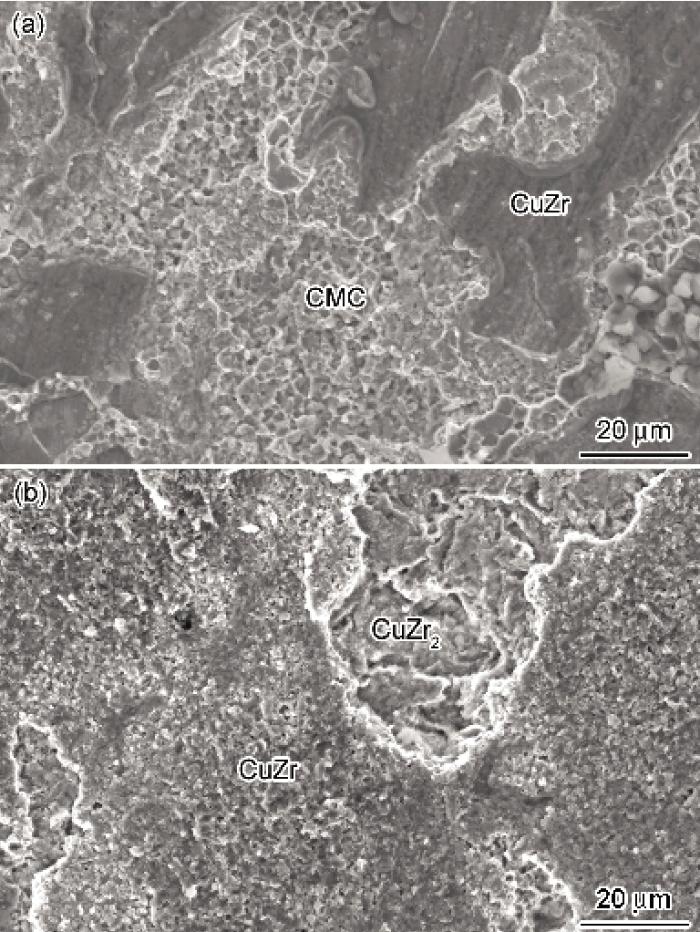
图4所示为典型Ti(C, N)-AlO断口的SEM二次电子像. 保温时间5 min, 断口表面存在大量剥离的Ti(C, N)-AlO陶瓷基复合材料, 其厚度仅为30~50 mm, 面积占据断口的30%~50%. 弯曲实验中, 裂纹沿界面启裂并稳定扩展一定距离后, 进入Ti(C, N)-AlO陶瓷基复合材料扩散过渡区后进一步失稳扩展直至完全断裂. 因此, 保温时间较短, 较低的界面强度以及扩散过渡区强度制约了接头整体强度. 保温时间过短, 界面反应不充分, 界面微区尚未实现真正的冶金结合, 是界面强度较低的原因. 大量活性元素Zr进入扩散过渡区与AlO陶瓷颗粒发生化学反应, 造成该区域强度显著低于基体材料初始强度. 保温时间延长至15 min, 断口表面存在大量剥离的Ti(C, N)-AlO陶瓷基复合材料, 其面积达到断口表面积的50%~80%. 断口表面无陶瓷相区域的微观分析证明, 断裂面存在小块状和长条状Zr-Cu金属间化合物. Ti(C, N)-AlO陶瓷基复合材料属于热的不良导体, 虽然焊接加热环境温度达到950 ℃, 但在保温时间5 min时, 基体材料温度尚未达到如此高温, 因此焊后试样残余应力较低. 而保温时间延长至15 min时, 基体材料与焊接加热环境温度趋于一致, 即此时基体材料整体温度很高. 由于Ti(C, N)-AlO陶瓷基复合材料主要由陶瓷相和金属粘结相构成, 因此从高温冷却至室温的过程中必然引发较高的残余应力, 所以四点弯曲裂纹扩展主要途经Ti(C, N)-AlO陶瓷基复合材料. 由此不难推断, 保温时间15 min, 焊接残余应力对基体材料损伤以及界面存在小块状和长条状Zr-Cu金属间化合物是制约焊接接头强度进一步提升的关键因素, 而Ti(C, N)-AlO陶瓷基复合材料扩散过渡区强度对接头整体强度影响不大, 这可能与大量Cu元素扩散进入该区降低了Zr的活度、控制其与AlO陶瓷颗粒发生化学反应密切相关. 保温时间60 min, 断口表面宏观形貌表现为完全沿界面断裂, 几乎无Ti(C, N)-AlO陶瓷基复合材料剥离. 由图4b可以看出, 保温15 min, 样品出现大块状和成片状Cu-Zr金属间化合物, 很显然裂纹萌生于大块状Cu-Zr金属间化合物, 沿界面发生失稳扩展. 由此可以推定, 保温时间过长, 界面强度的降低以及大块状Cu-Zr金属间化合物将严重削弱焊接接头强度.
研究[
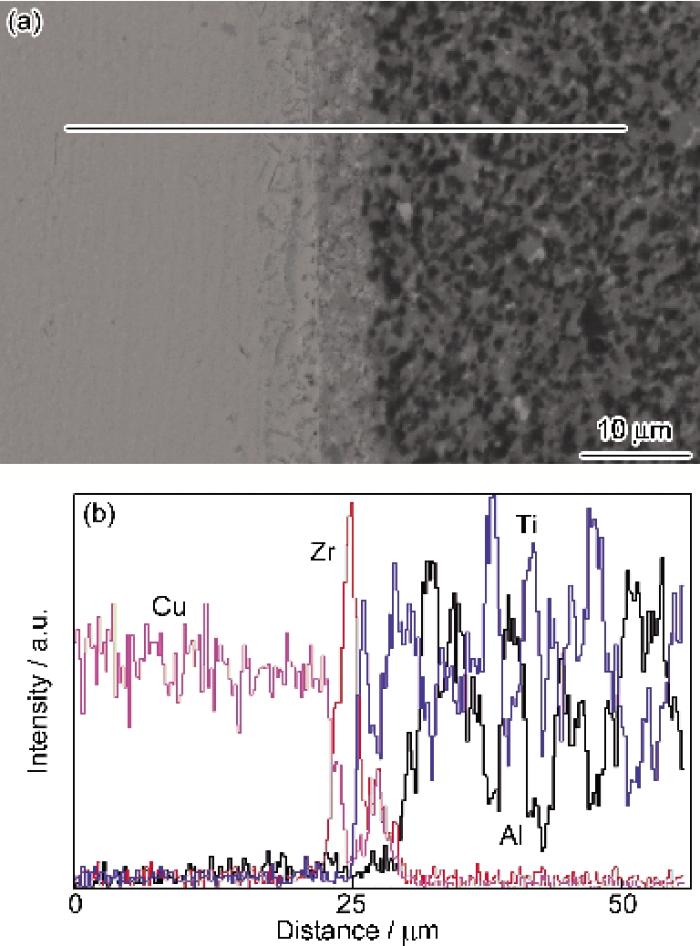
图5为辅助脉冲电流条件下, 加热温度850 ℃, 保温时间10 min时, Ti(C, N)-AlO接头微观组织形貌和主组元扩散分布形态. 尽管焊接环境温度仅为850 ℃, 但Zr箔/Cu箔界面微区温度已超过共晶反应温度, Zr箔全部溶解形成连续致密的焊缝. 由于中间层Zr箔、Cu箔之间以及与基体的初始接触面间存在大量接触点和细小缝隙, 施加直流脉冲电流瞬间, 在初始接触面将产生放电热效应和电阻热效应, 从而使Zr箔/Cu箔接触区域温度迅速达到共晶点而生成液相, 最终实现在较低温度下完成部分瞬间液相扩散连接过程.
从主组元扩散分布来看, 与常规部分瞬间液相扩散连接相比, Zr元素扩散行为变化不大, Cu元素扩散尚未进入Ti(C, N)-AlO陶瓷基复合材料扩散过渡区, 根据Ti, Al元素分布可以推测Ti(C, N)-AlO陶瓷基复合材料向焊缝中存在少量溶解, 说明辅助脉冲电流界面反应更加激烈. 接头四点弯曲常温强度检测结果证明, 同一试样2个弯曲样品强度值分别为222.9和136.7 MPa. 断口完全呈现界面断裂形态, 断裂面上基本无剥离的Ti(C, N)-AlO陶瓷基复合材料, 类似于常规部分瞬间液相扩散连接长时间保温样品, 说明界面强度是影响接头强度的主要参量; 断口表面物相能谱测试结果表明主要是Zr-Cu金属间化合物. 以上结果充分说明, 辅助脉冲电流进行部分瞬间液相扩散连接, 能够有效控制焊接接头残余应力, 防止裂纹在脆性的Ti(C, N)-AlO陶瓷基复合材料中扩展. 同时, 界面化学反应以及基体材料向焊缝中溶解速度加快.
(1) 预置Zr箔/Cu箔/Zr箔中间层通过部分瞬间液相扩散连接, 能够实现Ti(C, N)-AlO陶瓷基复合材料冶金结合. 加热温度950 ℃, 保温时间15~30 min时接头强度达到最大值. 保温时间过短时活性元素Zr会削弱基体强度, 过长时Zr与Cu在界面生成金属间化合物是制约接头强度的关键因素.
(2) 辅助脉冲电流能够有效缓解焊接接头残余应力, 防止裂纹在脆性基体材料中扩展, 但界面反应进程明显加速, 形成Cu-Zr金属间化合物速度显著提高, 界面易成为焊接接头的薄弱环节.
| [1] |
|
| [2] |
|
| [3] |
|
| [4] |
|
| [5] |
|
| [6] |
|
| [7] |
|
| [8] |
|
| [9] |
|
| [10] |
|
| [11] |
|
| [12] |
|
| [13] |
|
| [14] |
|
| [15] |
|
| [16] |
|
| [17] |
|
| [18] |
|
| [19] |
|
| [20] |
|
| [21] |
|
| [22] |
|
| [23] |
|
| [24] |
|
| [25] |
|

/
| 〈 |
|
〉 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}